
Abstract
Polycrystalline cubic boron nitride (PcBN) was sintered in the temperature range of 1050–1650°C under an ultra-high pressure of 5.0 GPa for 20 min using an in situ synthesis method. X-ray diffraction, X-ray photoelectron spectroscopy, scanning electron microscopy and energy-dispersive spectrometry were used to study the compositional and morphological changes during the synthetic process. The results showed that rod-shaped TiB2 crystals could be detected at 1150°C, and their quantity increased with sintering temperatures. The TiB2 crystals distributed homogeneously and grew randomly among the cBN grain boundaries and interstitial spaces, ultimately forming an interlocking structure. The PcBN prepared at 1650°C exhibited optimal comprehensive mechanical properties, with a micro-hardness of 44.42 GPa and a flexural strength of 862.5 MPa. Moreover, based on the experimental results, the chemical reaction mechanism and the strengthening mechanisms occurred during the sintering process were also proposed to properly interpret the synthesis of PcBN.
Introduction
Cubic boron nitride (cBN) is usually used as a tool material for cutting hardened steel, cast iron or other intractable materials due to its series of excellent properties [1-3]. However, a pure cBN-sintered body is difficult to obtain, even when using high-temperature high-pressure (HTHP) techniques, [4] and is brittle because it is easily cleaved [5]. Therefore, polycrystalline cubic boron nitride (PcBN) synthesis, which involves bonding cBN grains together with different binders, has been proposed. The synthesised PcBN usually shows better mechanical performance than the pure cBN monocrystal-sintered body [68]. The composition, morphology and structure of the binder play a key role in fabricating PcBNs with high mechanical performance. In a previous study, TiN-Al [4] and TiN/TiC [9] were used as binders to prepare PcBNs by a mixing route, in which the binder was directly added into the matrix materials. Compared with the pure cBN-sintered body, the prepared PcBNs exhibited better micro-hardness with the maximum micro-hardness value of 30.7 GPa [4]. However, there are few reports that have focused on the flexural strength of PcBN. On the other hand, the mechanical properties of the PcBN are still not satisfactory, because the binders are inhomogeneously distributed and easily polluted and the internal stress is large [10]. Alternatively, an in situ synthesis [11,12] procedure was used to prepare PcBN, in which some initial raw materials were added into cBN grains, and one or more enhancement phases (or binders) were obtained by the chemical reaction inside the matrix during the process of PcBN preparation. Compared with the PcBN prepared by powder mixing route, the nucleation and growth of the enhancement phase are spontaneous, so that their distribution is homogeneous in the matrix, their surfaces would not be polluted, the compatibility is better, and interface bonding strength is higher [12]. For example, Qian et al. [13] synthesised PcBN with a mixture of cBN and aluminium (Al) powder at 6 GPa and 1200°C using an in situ synchrotron. The micro-hardness of the PcBN was only 32 GPa. Klimczyk et al. [14] studied cBN mixed with Ti as the raw materials prepared PcBN. The micro-hardness of the PcBN was 44 GPa. Yuan et al. [15] prepared PcBN by spark plasma sintering at normal pressure. The micro-hardness was 14.1 ± 0.5 GPa, and the flexural strength was 390.7 ± 4.4 MPa.
TiB2 is widely used to prepare difficultly machined materials because of its high melting point, high hardness and elasticity modulus and excellent resistance to abrasion [16-20]. As one of the ultra-high-temperature ceramics, TiB2 is the most stable compound in the Ti-B binary compound series [21]. In addition, TiB2 can grow into rod shapes with a certain length–diameter ratio under particular conditions [22]. However, because the thermal expansion coefficient of TiB2 is different from that of cBN, greater inner stress exists in the PcBN during the cooling process that will damage the structure of the PcBN. More efforts should be focused on solving the above-mentioned problems.
Among the nitride materials, AlN is of particular interest because of its high thermal conductivity and low thermal expansion coefficient [23]. The thermal expansion coefficient of AlN is less than that of cBN and TiB2. Using TiB2 and AlN as the binders, the inner stress of PcBN is controllable, which can prevent structural damage in PcBN [15]. In addition, AlN can inhibit the transformation of cBN to hBN [24,25].
In this paper, an in situ synthesis method was proposed to synthesise PcBN under high temperature and ultra-high pressure using cBN, Ti and Al as the starting materials. Both the rod-shaped TiB2 and AlN phase were formed during the sintering process, making the synthesised PcBN exhibit excellent mechanical properties. The morphology, fracture mode, chemical composition and mechanical properties were characterised in detail. The comprehensive performance of the mechanical properties was optimised at 1650°C. In addition, the chemical reaction mechanism and strengthening mechanisms during the sintering process are also discussed.
Experimental procedures
Sample preparation
The starting materials, including commercial cBN (average size of 10 μm, purity>99.9 wt-%, Fu Nike Superhard Materials Co., Ltd, Zhengzhou, China), Ti (average size of 8 μm, purity>99.6 wt-%, Sinopharm Shanghai Chemical Reagent Co., Ltd, Shanghai, China), and Al (average size of 8 μm, purity>99.8 wt-%, Henan Province Ocean Aluminum Co., Ltd, Xinxiang, China) powders, in this work were of analytical grade. The mass percentages of the raw materials were 60 wt-% cBN, 31.2 wt-% Ti, and 8.8 wt-% Al, respectively. Al was used as a sintering additive in the system. In a typical experiment, the three powders were mixed and ground in an alcohol medium for 2 h using an agate mortar. Then, the mixtures were dried in an oven for 24 h at 80°C. After cooling to room temperature, the mixtures were screened through a 150-mesh sieve. Next, the mixtures were divided into two parts. One was placed into a Mo cup, and the other was placed into a Nb cup. The diameters of the Mo and Nb cups were 18.31 and 17.95 mm, respectively. A capsule was formed by pressuring the two cups together, mouth to mouth. Before moulding, the samples in the two cups were degassed under a pressure of 1 × 10−4 Pa. The block samples were then assembled, as shown in Figure 1. The sintering parameters were set as follows: the heating rate (165–265°C min−1), the sintering pressure (approximately 5.0 GPa), the sintering time (20 min), and the sintering temperature range (1050–1650°C). The temperature was directly measured with a PtRh6%–PtRh30% thermocouple through a small hole at the surface of the pyrophyllite. The cooling rate was 220°C min−1 during the cool process.
Sample assembly schematic for the high-temperature and ultra-high-pressure sintering experiment: 1 – steel ring, 2 – zirconia ring, 3 – magnesium capsule, 4 – samples, 5 – thermocouple, 6 – pyrophyllite, 7 – mixed powders of NaCl and C, 8 – graphite furnace, and 9 – titanium flake.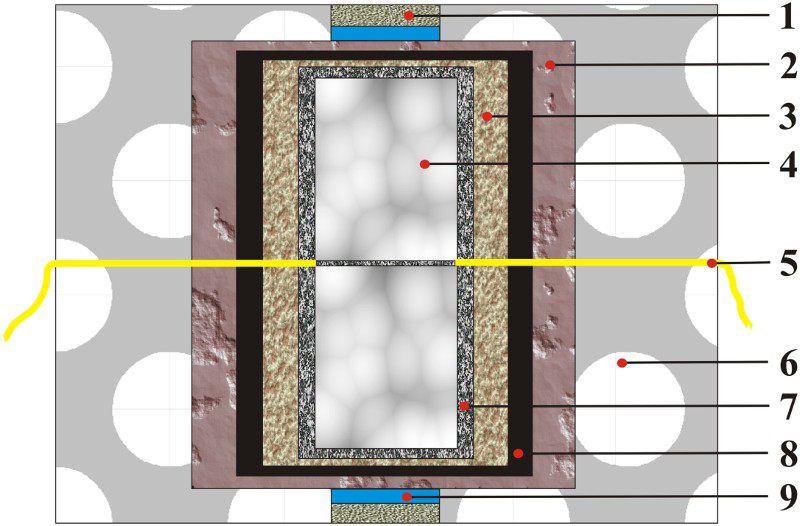
Sample polishing and characterisation
The sintered PcBN samples were polished into a mirror surface using a polishing machine (UNIPOL-1502, Shenyang Kejing Automation Equipment, China) with a 1.5–3.5 μm diamond polishing paste for 72 h. The bulk density of the polished PcBN was measured by the Archimedes method. The composition of the PcBN was analysed using X-ray diffraction (XRD) (X'Pert PRO, PANalytical, Netherlands). The elemental composition was characterised using a system consisting of energy-dispersive X-ray spectroscopy (EDS) with field scanning electron microscopy (FSEM) and X-ray photoelectron spectroscopy (XPS) (ESCALAB 250Xi, Thermo Electron Corporation, U.S.A.). The morphology and fracture mode of the PcBN were studied through field scanning electron microscopy (FSEM) (S-4800, Hitachi High-Technologies Corporation/Oxford Instruments, Japan/England). Before the SEM and EDS measurements, the samples were treated by an HF and spray-gold treatment.
Mechanical property characterisation
The micro-hardness of the polished PcBN was measured using a digital micro Webster hardness tester (MH-6, Shanghai HengYi Precision Instrument Co., Ltd, China) with 10 N of extrinsic load and a 15 s dwell time, and five positions on top and bottom surfaces were respectively tested to determine the micro-hardness average value. The three-point flexural strength was measured using a universal mechanical testing machine (AG-150 KN, Shimadzu, Japan) with a span of 10 mm and a load speed of 0.5 mm min−1. The flexural strength was measured on six samples per condition.
Results and discussion
XRD
Figure 2 shows the typical XRD patterns of the raw materials and the as-sintered PcBN at different temperatures (sintering time of 20 min and sintering pressure of 5.0 GPa). Table 1 lists the compositions and the possible chemical reactions occurring during the sintering process. As shown in Figure 2 and Table 1, the raw materials included cBN, Ti, and Al. As the sintering temperature increased, new compositions were detected, and others disappeared. At 1650°C, the final compositions included cBN, TiB2, AlN, and TiN. In addition, the increase in the TiB2 and AlN peak intensities indicated that the content increased with the rising temperature.
Typical XRD patterns of the starting materials and the PcBN synthesised at different temperatures. Composition and possible chemical reactions.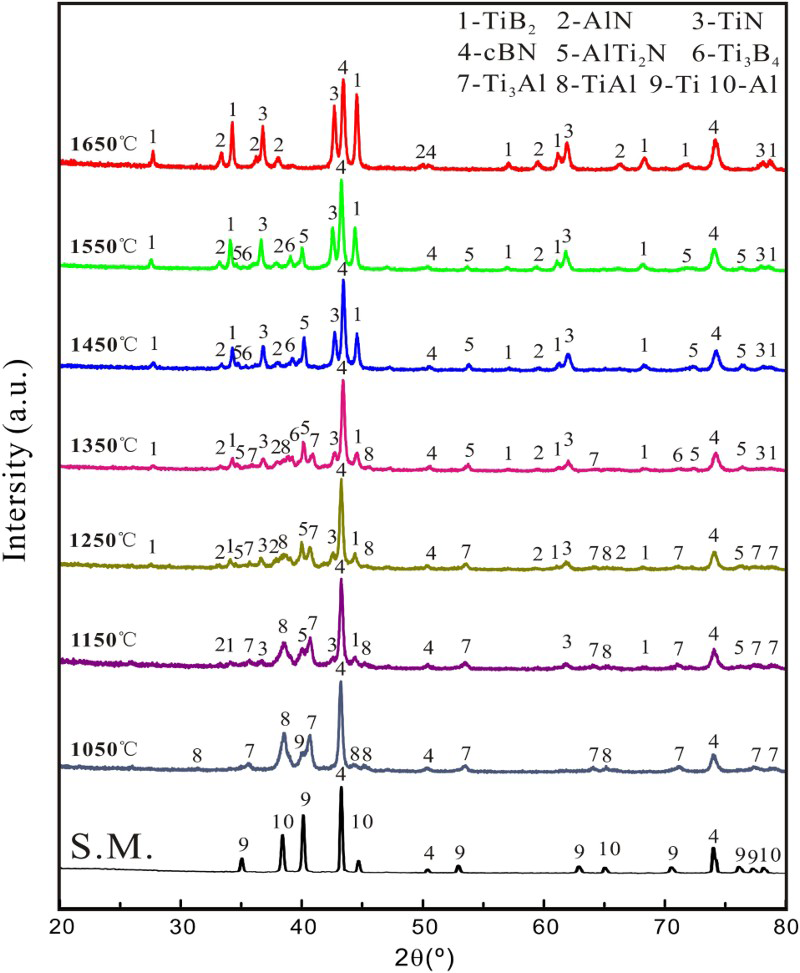
Chemical reaction mechanism
According to the data in Figure 2 and Table 1, we hypothesised the possible reaction formulas among the Al, Ti, and cBN sintering systems. Rong et al. have previously reported the reaction mechanism [26]. On the basis of that, we speculated that the chemical reaction mechanism of the materials system was as shown below.
When the sintering temperature increased from 25°C (room temperature) to 1050°C, Al melted first and then reacted with Ti. TiAl, Ti3Al, and a surplus of Ti were detected. According to the raw materials data, Ti and Al were in a 2:1 mole ratio. We speculated that the possible chemical reactions may proceed as reactions (1) and (2) [27] in Table 1.
As the sintering temperature increased from 1050°C to 1450°C, TiB2, AlN, TiN, AlTi2N, and Ti3B4 formed, and TiAl and Ti3Al disappeared. It is likely that these compositions formed or disappeared via reactions (3–6) [13,28,29] (Table 1).
An asterisk (*) indicates that B atoms dissolved in the Al or Ti liquid compound or dispersed in the system [4]. In our experiments, when the sintering temperature increased from 1450°C to 1650°C, both AlTi2N and Ti3B4 disappeared, and cBN, TiB2, AlN, and TiN were in their final phases per the XRD data. The reactions may have proceeded as (7) and (8) [4,30] (Table 1).
As the sintering temperature increased to 1650°C, the high temperature may have made the reactions among the cBN, Ti, and Al thermodynamically favourable towards producing TiB2, AlN, and TiN. Thus, we can describe the total reaction of the system at 5.0 GPa, a sintering time of 20 min and a temperature range of 25–1650°C as follows:

XPS
To estimate the different Ti phases in the PcBN at 1650°C and the changes in the amount of TiB2 from 1050°C to 1650°C, XPS experiments were carried out [14]. We selected the inside of the PcBN samples for investigation and used the standard peak of C 1s (284.8 eV) for calibrating the other element peaks.
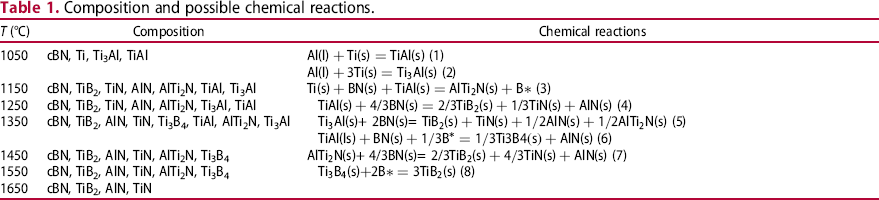
The Ti 2p spectra of PcBN synthesised at 1650°C (Figure 3(a)) can be resolved into four peaks via deconvolution. The first peak, located at 453.7 eV, coincided with the position of TiB2-Ti 2p3/2. Similarly, the other peaks, from the low- to the high-binding energy side, were located at 458.0 eV (TiN-Ti 2p3/2), 459.8 eV (TiB2-Ti 2p1/2), and 463.8 eV (TiN-Ti 2p1/2). Combined with the XRD pattern at 1650°C, it was ascertained that the final compositions were cBN, TiB2, TiN, and AlN.
Typical XPS spectra: (a) Ti 2p line obtained by measuring the PcBN sintered at 1650°C, (b) B1 s line obtained by measuring the PcBN sintered at 1650°C, (c) Ti 2p lines obtained by measuring the PcBN synthesised at different temperatures.
Figure 3(b) presents the B 1s spectra of the PcBN synthesised at 1650°C. The B 1s spectrum was deconvoluted into three peaks at 187.3, 189.8, and 192.4 eV, attributed to TiB2-B 1s, cBN-B 1s, and B2O3-B 1s, respectively. The B2O3 phase was not detected by XRD. We speculated that this was due to the low content of B2O3. This result is consistent with the findings reported earlier [29]. Combined with the XRD pattern at 1650°C, it was ascertained that the only Ti-B binary compound was TiB2.
Figure 3(c) shows the Ti 2p spectra of PcBN synthesised at different temperatures (1050–1650°C). The peak for TiB2 did not appear at 1050°C. When the sintering temperature increased from 1150°C to 1650°C, the intensity of the peak located at 453.7 eV increased gradually, indicating the increase in the amount of TiB2, which coincided well with the above-mentioned XRD analysis results.
SEM
Figure 4 displays typical fracture surface images of PcBN synthesised at 1050°C, 1350°C, and 1650°C corroded by HF and the corresponding EDS result at 1650°C. The metal (Ti), intermetallic (TiAl, Ti3Al), and glass phase are usually easily corroded in HF. The cBN, TiB2, AlN, and TiN are hardly corroded. As shown in the white dashed frames of Figure 4(a), the cBN particles had an irregular polyhedral morphology with an average grain diameter of 8–12 μm. According to the XRD result at 1050°C, the cBN did not react with the other compositions. As the sintering temperature further increased, the rod-shaped crystals can be seen clearly in Figure 4(b). The cBN grains were connected with each other through the binder, forming an interlocking structure (including the rod-shaped crystals and adjoining crystals). In addition, the reactions had taken place between the cBN and the other compositions; the morphology of the cBN areas became much more circular because the bulge had reacted with the other compositions first. The size of the cBN was less than 10 μm (marked with white dashed frames in Figure 4(b)).
Fracture surface images of the PcBN sintered at (a) 1050°C, (b) 1350°C, and (c) 1650°C under 5.0 GPa for 20 min corroded by HF and corresponding EDS result at (d) 1650°C.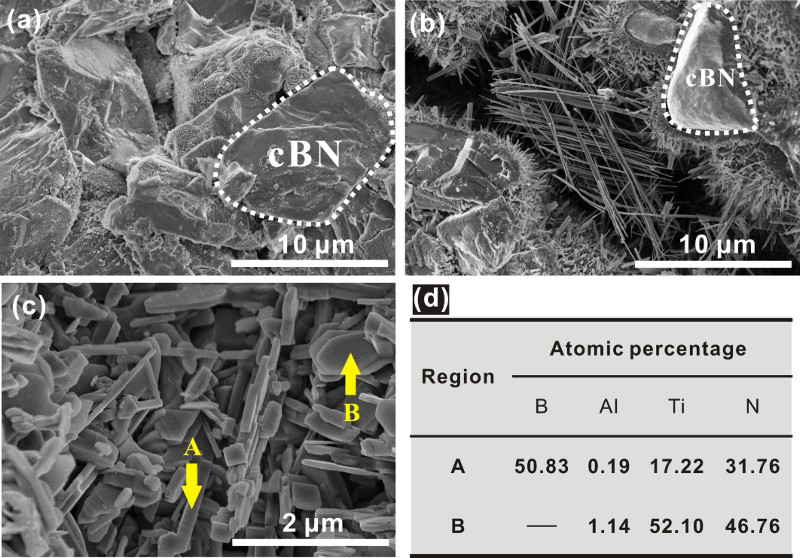
Figure 4(c) shows the morphology of reaction products at 1650°C, and the final compositions consisted of TiB2, TiN, AlN, and cBN. To elucidate the compositions of the rod-shaped crystals and the crystals with other shapes (noted by arrows in Figure 4(c)), the EDS data were investigated carefully (shown in Figure 4(d)). The corresponding EDS results indicate that the major elements present were B, N, and Ti. The results indicate that the rod-shaped crystals and isometric crystals were TiB2 and TiN, respectively. As shown in Figure 4(a–c), the rod-shaped crystals grew out of nothing and the length–diameter ratio increased and then decreased.
Figure 5 shows the fracture surface images of the PcBN synthesised at 1050°C, 1150°C, 1350°C, and 1650°C without any treatment. Figure 5(d) showed that a transcrystalline fracture occurred at the PcBN sintered at 1650°C and the cBN grains bonded with the binder (marked with solid frames and denoted by the arrow). This phenomenon indicated that the binder (TiB2, TiN, and AlN) had an excellent interface adhesive strength with cBN grains [31,32], which will improve the flexural strength of PcBN. The similar mode is shown in Figure 5(c). Moreover, according to the XRD result and Figure 4(b), the binder consisted of intermetallic and the other compositions at 1350°C. The length–diameter ratios of the rod-shaped crystals were larger than those at 1650°C. Meanwhile, transcrystalline fracture was the major fracture mode in Figure 5(a,b). The rod-shaped crystals were observed for the first time at 1150°C (as shown in Figure 5(b), marked with dashed frames).
Typical fracture surface images of the PcBN sintered at (a) 1050°C, (b) 1150°C, (c) 1350°C, and (d) 1650°C under 5.0 GPa for 20 min.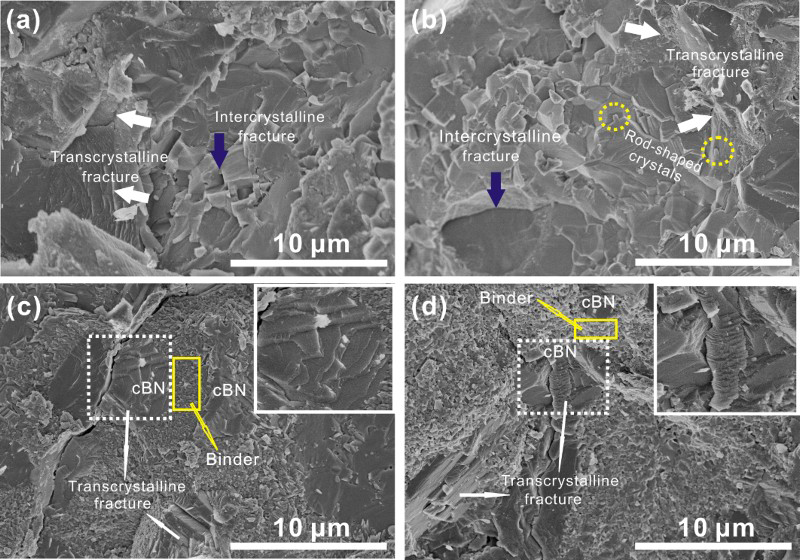
Mechanical properties
The micro-hardness and flexural strength of the PcBN sintered at different temperatures are shown in Figure 6. The micro-hardness of the PcBN is shown in Figure 6(a). The micro-hardness of the PcBN increased with the increase in temperature. There exist three significantly increased points at 1050°C, 1350°C, and 1550°C, respectively. The highest micro-hardness of the PcBN occurred at 1650°C (44.42 GPa). The flexural strength of the PcBN is shown in Figure 6(b). The flexural strength presented two trends: to increase and then decrease and to increase persistently. The highest flexural strength of the PcBN occurred at 1350°C (984.8 MPa). However, the optimal comprehensive performance of the mechanical properties of the PcBN obtained at 1650°C. The reasons will be discussed in the section ‘Flexural strength’.
Mechanical properties of the PcBN sintered at 1050–1650°C: (a) micro-hardness and (b) flexural strength.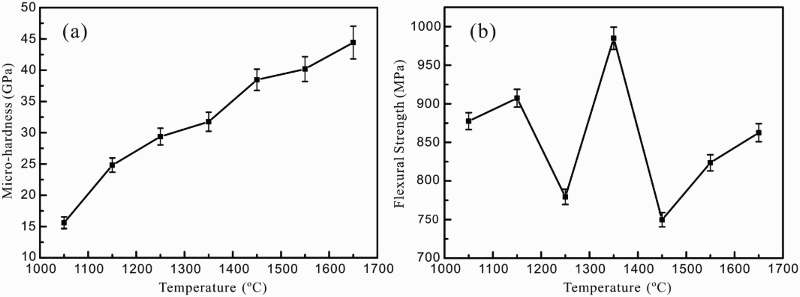
Strengthening mechanisms
Micro-hardness
There were many reasons that affect the micro-hardness of PcBN. In this work, four reasons may be attributed to the significant increase of the micro-hardness: (i) the producing of TiB2; (ii) the disappearing of the intermetallic, (iii) the transition phase became a stable phase; and (iv) the increasing of density of the PcBN.
First, the content of TiB2 increased with the increasing sintering temperature. TiB2 was the most stable phase of the Ti-B binary compounds. The content of TiB2 was the highest when the only Ti-B binary compound was TiB2, which was proved by the XRD and XPS results. The micro-hardness of the ceramic material, TiB2, was 36 GPa, which is barely less than that of the cBN in the PcBN. The content of TiB2 is a factor affecting the micro-hardness of the PcBN.
Second, the intermetallic TiAl, Ti3Al, and AlTi2N disappeared gradually with increasing the sintering temperature. The micro-hardness value of the intermetallic TiAl, Ti3Al, and AlTi2N [33] is less than the other compositions in PcBN.
Third, the transition phase became a stable phase. The transition phase of Ti3B4 was transformed into TiB2 with the higher sintering temperature.
Finally, the density of PcBN increased gradually from 3.60 to 3.85 g cm−3 with increasing the sintering temperature from 1050°C to 1650°C. This means that the PcBN achieved a maximum compactness at 1650°C, and the greater the density, the higher the micro-hardness [34].
The composition of the PcBN sintered at 1650°C included TiB2, TiN, and AlN, and the micro-hardness was 44.42 GPa. The micro-hardness of the PcBN was larger than that of other PcBN. The two PcBNs were differentiated by the mixtures of cBN-Ti3Al and cBN-Ti3Al-Al as the starting materials, respectively, and were sintered under high temperature and pressure [35].
Flexural strength
The two trends of the flexural strength are there because of the production of the rod-shaped crystals, the decrease of the intermetallic, the changes of the length–diameter ratio and the increase of contents of the TiB2 and AlN.
First, the rod-shaped crystals tended to form an interlocking structure (including the rod-shaped crystals and adjoining crystals) [36-38]. When used, the external force incurred great losses in the process of passing through the interior. Therefore, the flexural strength of the PcBN was prominently developed.
Second, the reaction product of AlN with a thermal expansion coefficient is less than that of cBN and TiB2. With the ideal mass percentage in the final compositions, the PcBN possesses controllable inner stress, and its structure is difficult to be damaged. Therefore, the flexural strength of the PcBN was observably developed.
Third, ceramics are brittle materials, but the ductility of their metals is good [39,40]. The presence of an intermetallic phase can increase the flexural strength of the composite. In this paper, the formation of Ti3Al and TiAl improved the flexural strength of the PcBN. However, the practicability of the PcBN was poor. There were two causes of this result. First, the micro-hardness of the PcBN with Ti3Al and TiAl as the binders was low. Second, environmental hydrogen embrittlement caused by harmful gases (H2O, H2) at room temperature on metals and intermetallic is universal [41,42]. The active elements Ti and Al in Ti3Al and TiAl react with the water vapour or hydrogen and produce hydrogen atoms. The hydrogen atoms will enter the sample and cause hydrogen embrittlement, resulting in a decline in the flexural strength of the PcBN [43]. So, the optimal comprehensive performance of the mechanical properties of was exhibited by the PcBN prepared at 1650°C.
Conclusions
In summary, high mechanical properties in PcBN compacts were achieved through in situ synthesis under high temperature and ultra-high pressure in the temperature range of 1050–1650°C for 20 min. The composition, morphology, fracture mode, mechanical properties, chemical reaction mechanism, and strengthening mechanisms were investigated and analysed in detail. When the temperature increased to 1650°C, the composition consisted of TiB2, AlN, TiN, and cBN, which were distributed homogeneously. The length of the rod-shaped TiB2 crystals was approximately 3 μm, and the length–diameter ratio was generally larger than 6. The TiB2 and adjoining crystals formed an interlocking structure. The fracture mode was the transcrystalline fracture. The contents of TiB2 and AlN were the highest. The density of PcBN was 3.85 g cm−3. The PcBN prepared at 1650°C exhibited optimal comprehensive performance of the mechanical properties with a micro-hardness of 44.42 GPa and a flexural strength of 862.5 MPa. In addition, how to get more TiB2 maintaining a larger length–diameter ratio should be studied in the future work. We hope that our work can provide assistance for preparing PcBN with high mechanical properties.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.