
Abstract
A novel high closed porosity Al2O3-MgAl2O4 refractory aggregate has been successfully fabricated by utilising superplasticity with Al2O3 and MgO as raw materials, SiC as high temperature pore-forming agent. The effects of the addition amounts of MgO and SiC on porosity, sintering behaviours, phase composition, pore size distribution and microstructure of the refractory aggregate have been investigated. The formation mechanism of the closed pore in the refractory aggregate has been discussed. The results showed that the MgO can improve the superplastic deformation ability of Al2O3-based ceramic at high temperature. With the content of MgO and SiC increased, the closed porosity and the pore size increased. The oxidation of SiC improved the sinterability of materials at the initial stage of sintering, and then the released gases due to the further oxidation of SiC promoted the formation of closed pores by motivating the superplastic deformation ability of Al2O3-based materials.
Introduction
Dense refractory aggregate is widely used as working linings of steel ladles due to its excellent slag resistance ability and high mechanical property [1-6]. However, its high thermal conductivity leads to a high shell temperature at the external surface of the ladle and a relatively large temperature drop in the molten steel resulting in a significant heat loss. Furthermore, because of its poor thermal shock resistance, the refractories are tended to crack leading to a short service life. In order to overcome drawbacks mentioned above, porous refractory aggregate has been gradually becoming a promising candidate for the replacement of the dense one in recent years not only because of its good heat-insulating property and high thermal shock resistance, but also its much lower production cost and lighter weight of metallurgical container [79].
A number of fabrication methods have been developed and studied to produce porous refractory aggregates, such as adding pore-forming agent [10-13], in situ synthesis [8,1416], direct-decomposition of inorganic compounds [17,18] and reaction-bonding technique [19,20]. However, the porous refractory aggregates fabricated by the aforementioned methods all share a common problem of open pores. The formation of open pores in porous refractory aggregates could result in poor slag resistance ability as the molten slag can pass through the open pores to erode the aggregates. In order to avoid the above problem, the porous refractory aggregates with closed pores have been introduced. Unfortunately, it is extremely difficult to fabricate porous refractory aggregate with high closed porosity because the migration velocity of grain boundaries is slower than that of the pores which results in eliminating the pores firstly during the sintering process. Gu fabricated porous corundum aggregates with the structure of closed pores by adding nano-sized alumina sol and MgO micropowder as additives [21,22]. Driven by the in situ stress generated by the reaction between nano-sized Al2O3 and MgO, the migration velocity of grain boundaries becomes greater than that of the pores leading to the formation of closed pores. However, the fabricated corundum aggregates still have high apparent porosity and relatively low closed porosity.
Recently, the superplasticity of Al2O3-based ceramic has attracted widespread attention [23,24]. Due to its grain boundary sliding at high temperature showing structural plasticity, the ceramic materials have good formability, i.e. superplastic deformation behaviour. Therefore, when introducing some pore-forming agents, such as SiC and Si3N4, into Al2O3-based ceramics and sintering at 1600°C, the pore-forming agents will be released gases continuously after the sintering densification of ceramics. Subsequently, a pressure will be formed because the gases cannot be able to escape. And then, the grain boundary sliding can be driven by the pressure due to the superplasticity at high temperatures resulting in the formation of closed pores and enclosure of gases in the closed pores [25]. Kishimoto successfully fabricated alumina-based monofoams utilising superplastic deformation. However, the prepared foams only have single pore in the structure and there is lack of study on the fabrication of polyporous ceramics by using superplastic deformation [26,27].
In this paper, high closed porosity and low apparent porosity Al2O3-MgAl2O4 refractory aggregates have been fabricated utilising the superplasticity. Submicro-sized powders were used as raw materials because the superplastic deformation ability of Al2O3 ceramic increased with the crystalline grain size decreasing [28]. SiC powders were chosen as the pore-forming agent as it can be oxidised at high temperatures to release gases [29]. MgO powders were added in order to improve the superplastic deformation ability of the Al2O3 ceramic. The effects of SiC and MgO on the properties of porous Al2O3-MgAl2O4 refractory aggregate, in terms of porosity, pores size and microstructure, have been investigated and discussed.
Experimental
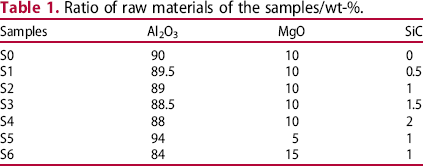
Submicro-sized alumina and magnesia powders (D50 ≤ 0.5 μm, Shanghai Chaowei Nano Technology Co., Ltd, China) were used as raw materials. Magnesia powders were selected to improve their superplasticity. Submicro-sized SiC (D50 = 0.5 μm, Shanghai Chaowei Nano Technology Co., Ltd, China) was used as high temperature pore-forming agent.
Ratio of raw materials of the samples/wt-%.
Apparent porosity and bulk density of all samples was determined by the Archimedes method with water as the medium. Phase compositions were identified by X-ray diffraction (XRD, Model D500, Siemens) using Cu Kα radiation. The closed porosity Pc of sintered samples was calculated using Equation (1)

 ,
,
 and
and
 are the mass of Al2O3, MgAl2O4 and Al6Si2O13, respectively.
are the mass of Al2O3, MgAl2O4 and Al6Si2O13, respectively.
 ,
,
 and
and
 are the theoretical density of Al2O3, MgAl2O4 and Al6Si2O13, respectively.
are the theoretical density of Al2O3, MgAl2O4 and Al6Si2O13, respectively.
The microstructure and morphology of porous ceramics were observed by field emission scanning electron microscope (FE-SEM, Model Ultra Plus, ZEISS, Germany) equipped with an X-ray energy-dispersive spectroscopy (EDS, Oxford, U.K.) unit. The samples were crushed as granular matter (particle size is about 0.2 mm) to expose some of the closed pores of aggregates. And then the granular matters were examined by Mercury Porosimetry (AutoporeIV9500, Micromeritics Instrument Corp., U.S.A.) in order to obtain the distribution of pore sizes.
Results and discussion
Phase composition
Figure 1 shows the XRD patterns of sintered samples with additions of 1% SiC and different amounts of MgO. It can be seen that the corundum and MgAl2O4 spinel are the main crystalline phases in all samples. The periclase phase is not detected, which indicates that the added MgO has reacted completely with Al2O3 to form the MgAl2O4 spinel. With increasing the amount of MgO from 5 to 15%, the intensity of spinel phase peak increase. Especially, little amounts of mullite phase are detected in all samples with adding 1% SiC powders. It indicates that partial SiC has been oxidised to form SiO2 first, which may react with Al2O3 to form mullite existing in the materials finally.
The XRD patterns of samples with different amounts of MgO.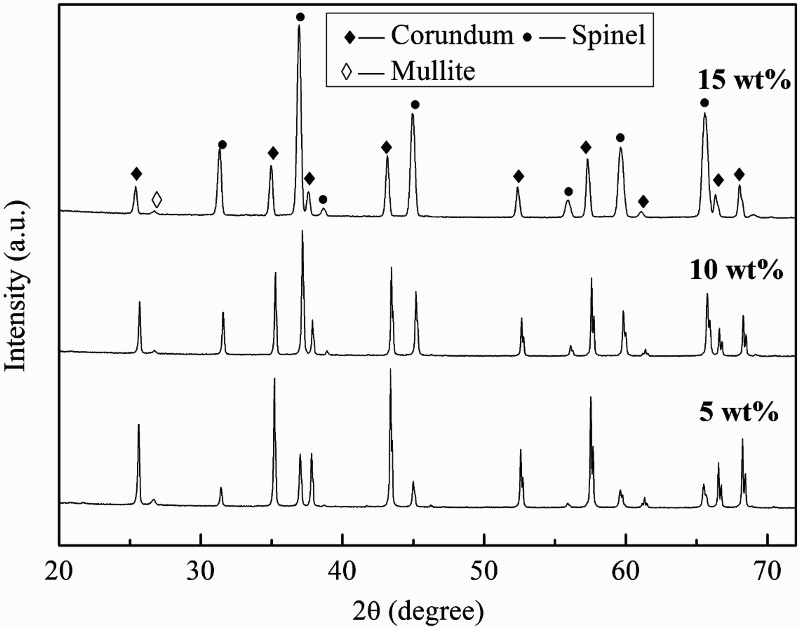
Porosity
Figure 2 compares the effect of MgO addition on the apparent porosity and the closed porosity of fabricated refractory aggregates with 1% SiC addition. The results show that the fabricated refractory aggregates possess high closed porosity and low apparent porosity. The closed porosity increases gradually when increasing amounts of MgO from 5 to 10% and then increases significantly when the amounts of MgO from 10 to 15%. When the addition of MgO is 15%, the closed porosity reaches 14.5% and the apparent porosity is only 1.1%. It can be explained that the increasing addition of MgO can improve the superplastic deformation ability which promotes grain boundary sliding resulting in a higher closed porosity.
The apparent and closed porosity of samples with different amounts of MgO.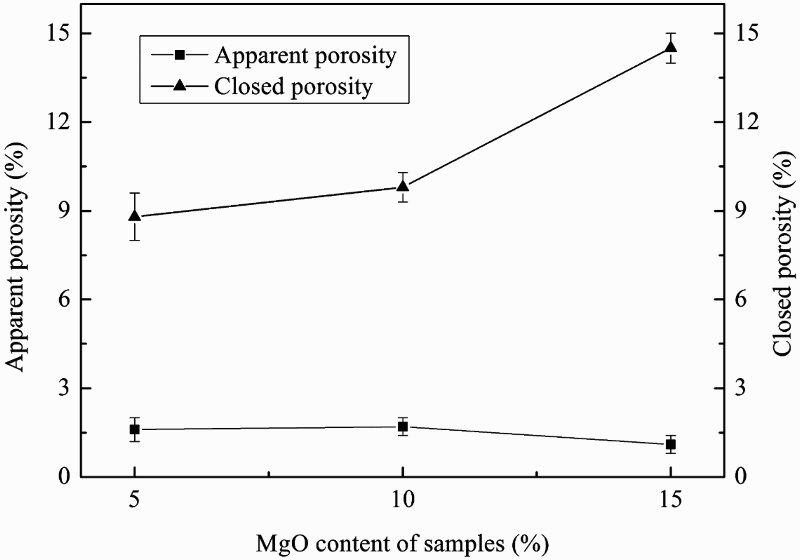
Figure 3 compares the apparent and closed porosity of refractory aggregates with 10% MgO addition as the function of SiC addition from 0 to 2%. As for the sample without adding SiC, the apparent porosity is 15.3% and closed porosity is only 3.5%. It can be explained that the reaction between Al2O3 and MgO generates MgAl2O4 spinel with accompanying a large volume expansion during the sintering process. The volume expansion results in suppressing densification which could lead to a high apparent porosity. However, with addition of SiC, the refractory aggregates possess the characteristic of high closed porosity and low apparent porosity. The results indicate that the added SiC could promote the sinterability of refractory aggregates, which shows a relatively densification structure leading to a low apparent porosity. With increasing the addition amounts of SiC from 0.5 to 2%, the closed porosity increases markedly, but the apparent porosity remain stable at 1.6% approximately. The sample with 2% SiC has the highest closed porosity of 16.0%, which can be attributed that more gases generated by the oxidation of SiC at high temperature when the amounts of SiC increase resulting in more closed pores.
The apparent and closed porosity of samples with different amounts of SiC.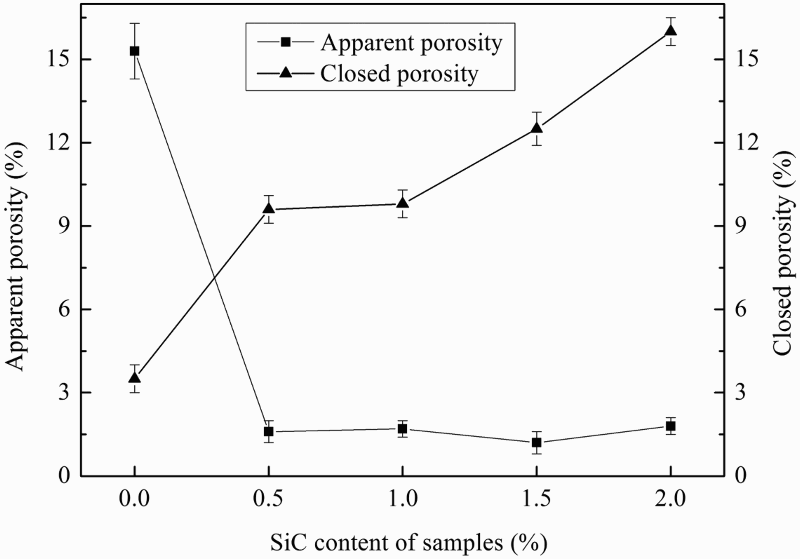
Microstructure
Figure 4 shows the SEM images of polished fracture surface of the fabricated Al2O3-MgAl2O4 refractory aggregates. A great amount of pores can be observed in macrographs of the fracture surface. The pores are circular and separately exist. Moreover, Pores are not deep which intrude into the internal material. These characteristics indicate that these are closed pores. With increasing the addition of SiC, more and more closed pores formed in refractory aggregates as it can be clearly seen in Figure 4(S1–S4), respectively. Meanwhile, since increasing the addition of MgO can promote the superplasticity of Al2O3 ceramic, the amounts of pores in the materials have been significantly increased, as shown in Figure 4(S2,S5,S6), respectively. The results are consistent with the determined porosity of the Al2O3-MgAl2O4 refractory aggregates.
Low magnification SEM images of fracture surface of samples.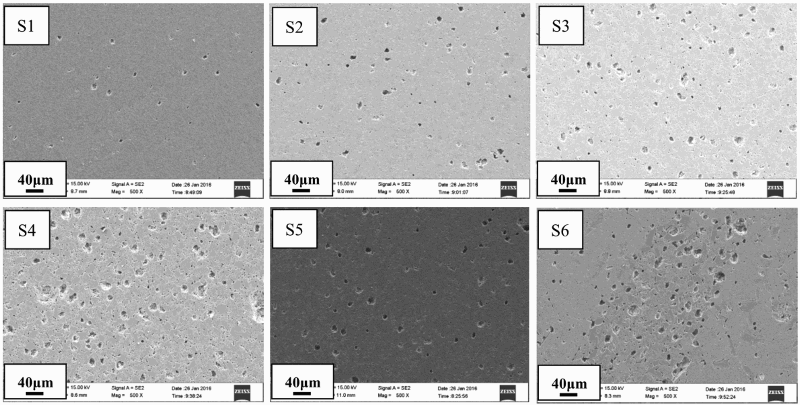
In order to investigate the relationship between pores and crystalline grain, high magnification SEM images of polished fracture surface of the Al2O3-MgAl2O4 refractory aggregates are shown in Figure 5. The sample without adding SiC, as show in Figure 5(S0), exhibits a large amount of pores with irregular shape and crystalline grain size is relatively small. Due to the volume expansion stems from the reaction between Al2O3 and MgO, sintered refractory aggregates have a loose structure and high apparent porosity. However, when SiC was added, the fabricated refractory aggregates showed a densification structure excepting the closed pores and the crystalline grain size become larger than that of without SiC. This indicates that SiC influences the microstructure of refractory aggregates in two ways. On one hand, the closed pores are formed by the reaction of SiC. And the amounts of pores increase with increasing the content of SiC. On the other hand, the added SiC improve the sinterability of refractory aggregates leading to the growth of the crystalline grain. After EDS mapping of the area in Figure 5(S6), as shown in Figure 5(S6PS), silicon element can be found existing in the grain boundary of the materials matrix, which confirms that the silica derived from the oxidation of SiC have diffused to the grain boundaries to facilitate the sintering of materials.
High magnification SEM images of fracture surface of samples and EDS mapping for Si distribution of sample S6.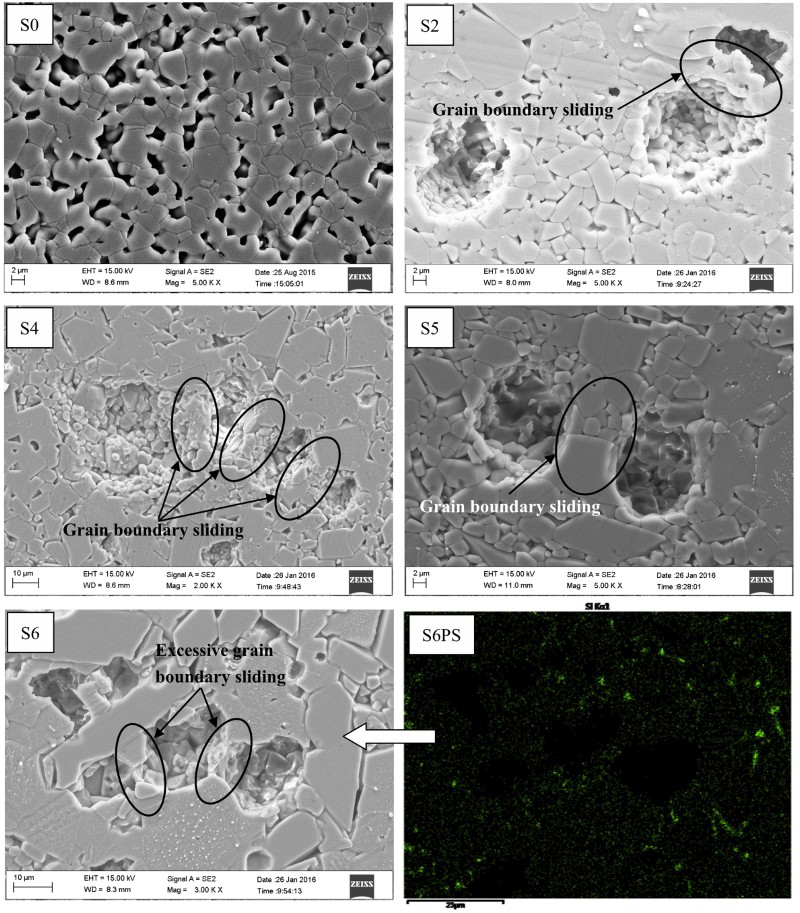
Since the superplasticity of Al2O3 ceramic is only driven by a stress, in this case, the stress is the pressure of the gases generated by the oxidation of SiC, the superplastic deformation ability is the main factor controlling the pore size of closed pores. The pore size of closed pores becomes larger when superplasticity improved. As shown in Figure 5(S6), when the content of MgO reaches 15%, the walls of pores are vulnerable and tend to be broken through due to the excessive grain boundary sliding. However, in the samples with 5 and 10% MgO, as show in Figure 5(S5) and Figure 5(S2), the walls of pores are strong enough to separate each pore even in the samples with 2% SiC (Figure 5(S4)). In other words, the added MgO facilitates the grain boundary sliding of materials resulting in a larger pore size of closed pores.
In view of the investigation on the formation of closed pore utilising the superplasticity of Al2O3-based ceramic, Kishimoto have described that the gases released by SiC cannot be able to escape due to the superplasticity of Al2O3-based ceramic at high temperature (e.g. 1600°C) and then to form closed pore eventually [26,27]. The SiC pellets embedded in the Al2O3-based ceramic can actively oxidise to evolve gases under a low partial pressure at 1600°C according to the following reaction (3).

Thanks to the densification of Al2O3 matrix and the superplastic deformation ability, the gases of SiO and CO are unable to escape due to the grain boundary sliding. However, in current study, the submicro-sized SiC powder was dispersed uniformly in the Al2O3 matrix. The sample without SiC exhibited a loose structure with high apparent porosity, but the apparent porosity of samples with SiC showed an opposite result. That is to say the effects of SiC on the formation of closed pores and the sintering property seem to be more complex.
At the initial stage of the sintering, SiC begins to oxidise in an oxygen-rich atmosphere due to the loose structure of the green body, according to the reaction (4).

A silicon layer is formed on the surface of the SiC particles preventing the further oxidation. Meanwhile, the released CO gas is able to escape because the green body has not been densified yet. With sintering proceeds, the SiO2 formed on the external surface of SiC particles may react with MgO and Al2O3 to form a small quantity of Al2O3-MgO-SiO2 liquid phase which diffuses gradually to the grain boundaries to facilitate the densification of sintering.
As the densification of materials proceeds, SiC will be actively oxidised in an insufficient oxygen atmosphere according to reaction (3). In addition, SiC may also react with the material matrix according to reaction (5), which is feasible in thermodynamics [30].

The released gases cannot escape due to the densification of the materials resulting in high internal gas pressure which drives the grain boundary sliding and motivates the superplastic deformation ability of Al2O3-based ceramic. Consequently, the released gases from the further oxidation of SiC will be trapped to form closed pores eventually.
Pore size distribution
Figure 6 shows the pore size distribution of refractory aggregates fabricated with different amounts of MgO and SiC. The sample without adding SiC exhibits a single peak with pore size less than 1 µm. However, the introduction of SiC leads to multiple-peaked pore size distribution and a significant amount of pores have the sizes greater than 1 μm. These pores are formed by the grain boundary sliding with the help of the generated gas pressure. As the content of MgO increases, superplastic deformation ability of Al2O3 ceramic improves, and the pore size gradually increases. In the sample with 15% MgO, some of pores have the size greater than 10 μm, which can be attributed to the excessive grain boundary sliding that some pores have been interconnected. Moreover, the pore size also promotes with increasing the addition of SiC because more gases released due to the oxidation of SiC leading to higher gas pressure which greatly promotes the boundary sliding. Consequently, the corresponding formed pore size is improved.
The pore size distribution of samples with different amounts of MgO and SiC.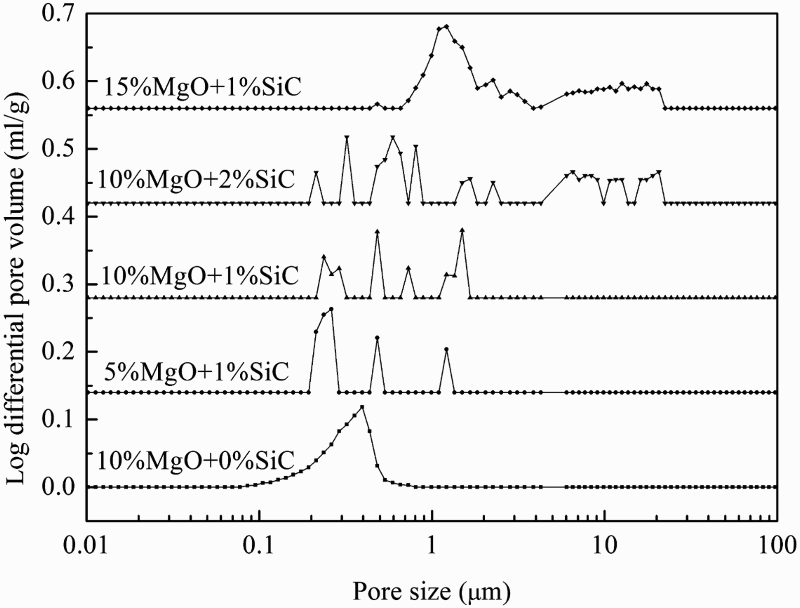
Conclusions
Al2O3-MgAl2O4 refractory aggregates with high closed porosity and low apparent porosity have been successfully fabricated by utilising superplasticity with Al2O3 and MgO as raw materials and SiC as high temperature pore-forming agent. The superplastic deformation ability improved with increasing the addition of MgO. High internal gas pressure caused by the oxidation of SiC at high temperature drove the grain boundaries sliding to enclose the gases and then formed closed pores. The closed porosity increased with increasing the addition of MgO and SiC, but the apparent porosity maintained at a low level. Especially in the sample with 10% MgO and 2% SiC, the closed and apparent porosity were 16.0 and 1.8%, respectively. Compared to the sample without SiC, there was a high apparent porosity and low closed porosity. That is to say SiC not only provide gases to form closed pores, but also can promote the sinterability of the materials. With the additions of MgO and SiC increased, the pore sizes increased gradually. In the sample with 15% MgO, due to the excessive grain boundary sliding, partial of the closed pore size was over 10 μm and some closed pores were interconnected.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.