
Abstract
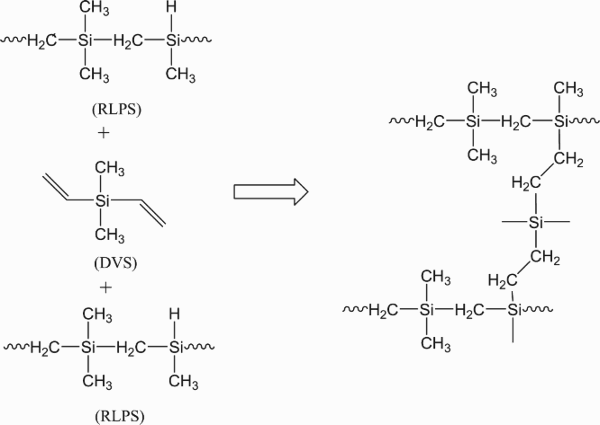
As by-products produced by the synthesis of polycarbosilane, RLPS and dimethyldivinylsilane (DVS) can synthesise vinyl-containing liquid polycarbosilane (LPVCS) via hydrosilylation reaction. The structure, thermal curing performance and pyrolysis performance of PVCS are characterised by means of the analysis means such as FT-IR, GPC and TG, etc. According to the result, the structure of PVCS is affected by the different synthesised temperatures and different proportions of introduced DVS. And LPVCS that contains Si–H and –CH=CH2 groups is synthesised under the control of reaction condition. Cross-linking solidity is available at 350°C in an inert atmosphere, and the total ceramic yield of LPVCS is 42.5%. The oxygen content of the pyrolysed product is just about 2.0% after heating in 1000°C, which is a suitable precursor polymer for SiC-based composite.
Introduction
As the critical precursor of the SiC-based composite, polycarbosilane (PCS) is widely used in the preparation of C/SiC and SiC/SiC composites [1-9]. The structure of PCS contains Si–H active group only, therefore, PCS cannot perform cross-linking itself below 400°C. During the process of PIP [10,11] (precursor infiltration and pyrolysis), after being impregnated with fabric, PCS is easy to melt and outflow from the fabric during pyrolysis, which not only reduces the impregnation efficiency, but causes environment pollution. Owing to the absence of intermolecular cross-linking in PCS at a lower temperature, the lower molecular weight substances may be volatilised and disappeared during heating; the ceramic conversion ratio is quite unsatisfactory (only about 50%). As a result, multiple infiltration and pyrolysis processes should be conducted, and the preparation efficiency is very low. Therefore, performing modification of PCS and introducing the active group that can react with Si–H so as to endow PCS with the feature of thermo-cross linking are of great significance to improve the preparation efficiency of SiC-based composite via PIP. The application of obtaining PCS by means of taking PCS as the precursor is very popular, and the mature process in which PCS can be synthesised by using PDMS as a raw material is shown as Figure 1.
The synthesis process of PCS and relevant products.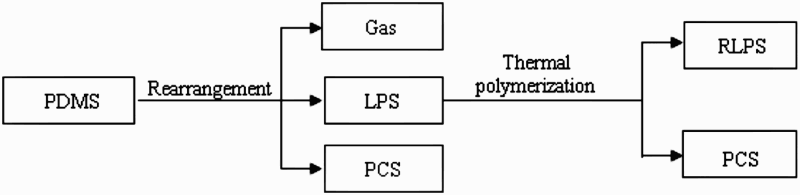
According to Figure 1, there is still a large quantity of by-product RLPS (alkyl radical low molecular weight PCS) after two syntheses, and the yield is 30%. Therefore, the application of RLPS is of great industrial significance. RLPS includes the linear-chain type and branched type. The linear-chain type has a lower molecular weight, so the steric hindrance is obscure during the reaction with dimethyldivinylsilane (DVS), while the molecular weight of branched type is quite high; the steric hindrance, therefore, is available during the reaction with DVS. According to the statistics, there are at least two Si–H bonds on each molecule of RLPS, which is the indispensable prerequisite to synthesise vinyl-containing liquid polycarbosilane (LPVCS) via a hydrosilylation reaction. Therefore, RLPS can be used as the raw material of the experiment.
In the paper, DVS is used as a modifier to modify RLPS, which can control the cost effectively. What's more, RLPS is free of O and Cl, and all organic groups attached to silicon atom except vinyl are methyl, therefore, it is of great possibility to synthesise the liquid SiC preceramic polymer – LPVCS that can perform thermo-cross linking and enjoy high ceramic yield as well as be stored for a long time at normal temperature and free of oxygen.
Experimental section
Materials
RLPS was provided by National University of Defense Technology. DVS was purchased from Wuhan Yihua Chemical Technology Co. Ltd.
Preparation of precursors and ceramic
After being fully mixed with proportional DVS and chloroplatinic acid catalyst, RLPS is put into the autoclave. After the atmosphere in the device is displaced with N2 for three times, the pressure preloading is conducted by using N2. Keep the constant temperature for a certain period after heating up to a certain temperature. Take out the mixture and remove the unreacted DVS via distillation, the obtained yellow liquid is LPVCS.
Put moderate amounts of LPVCS into the tube furnace for heating and heat preservation in accordance with certain temperature programme, and then the cured product is obtained for inspecting the production rate of curing. Put the cured LPVCS into the tube furnace for inorganisation at 1000°C and determine the inorganic yield. LPVCS is prepared by means of the reaction of RLPS and DVS in the mass ratio of 1:0.3, 1:0.4 and 1:0.5 at 130, 140 and 150°C, respectively.
Characterisation
Measure the FT-IR of RLPS and LPVCS, estimate the reaction degree of Si–H, measure the number-average molar mass Mn of the product by using GPC and measure the viscosity of LPVCS at room temperature by using NDJ-1 viscosimeter. In order to analyse the structure of LPVCS, 1H-NMR is conducted to LPVCS and compared with RLPS. The ZRY-1P thermal gravimetric analyser provided by the balance instrument plant of Shanghai Precision and Scientific Instrument Co., Ltd. is used to examine the weight loss and ceramic yield of the cured product under different temperatures. The heating rate is 20°C min−1, the protective atmosphere is argon, the flow rate of argon is 60 mL min−1, and the range of test temperature is room temperature to 1000°C. CS-444 carbon sulphur analyser is used to analyse C content, while IRO-I oxygen analyser is used to analyse O content. The elementary composition study on the cured product of LPVCS and PVCS as well as the pyrolytic ceramic product is performed. The oxygen content of thermal decomposition product is measured by using oxygen/nitrogen analyser.
Result and discussion
Synthesis and characterisation of LPVCS
Figure 2(a,b) is the FT-IR spectrogram of LPVCS and RLPS. According to the FT-IR of RLPS, the stretching vibration peak of C–H is located at the wavenumber of 2950 and 2900 cm−1, the stretching vibration peak of Si–H is located at 2100 cm−1, –CH3 deformation vibration in the structure of Si–CH3 is located at 1250 cm−1, the stretching vibration of Si–C–Si in the structure of Si–CH2–Si is located at 1020 cm−1, while the stretching vibration of Si–C is located at 820 cm−1. According to the FT-IR of LPVCS, however, the peak intensity of Si–H characteristic peak is weakened at 2100 cm−1, and also, there are stretching vibration peak of CH=CH2 at both 3055 and 3016 cm−1 and the stretching vibration peak of CH=CH2 at 1597 cm−1 in the figure. The stretching vibration peak of Si–CH2–CH2–Si at 1130 cm−1 and the weakening of Si–H peak as well as the occurrence of CH=CH2 peak indicate that DVS molecule has been introduced into the molecular structure of RLPS via hydrosilylation. With the growth of reaction temperature and the increase of proportion between DVS and RLPS, the peak intensity of CH=CH2 at 1597 cm−1 is enhanced. By the contrary, the peak intensity of Si–H characteristic peak is weakened at 2100 cm−1. That indicates the higher reactive temperature and proportion between DVS and RLPS, the more CH=CH2 substitute the Si–H.
The FT-IR (a) and (b), GPC curve (c) and (d) of LPVCS.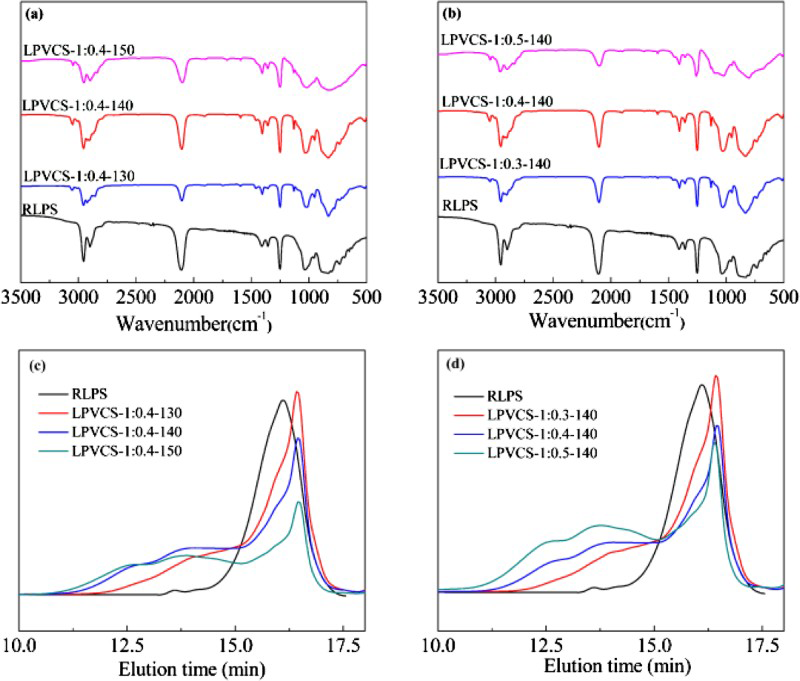

Viscosity and number-average molar mass of LPVCS and Si-H reaction degree.
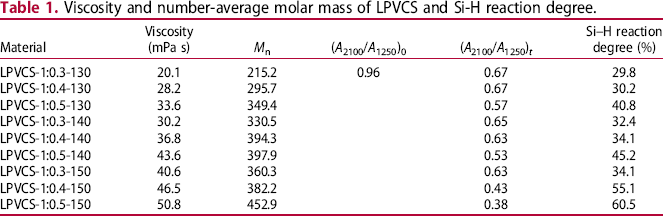
According to the Table 1, the viscosity, Si–H reaction degree and Mn of LPVCS increase with the growth of reaction temperature and the increase of proportion between DVS and RLPS, which indicate the growth of reaction degree as well.
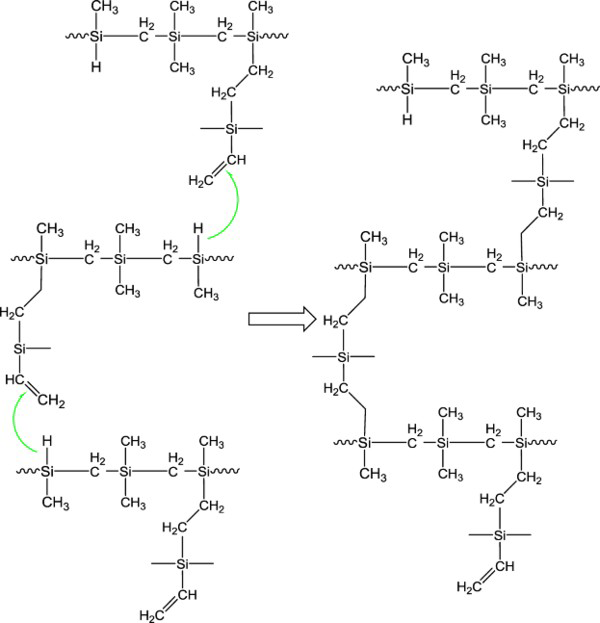
Based on the analysis of GPC and FT-IR, the stretching vibration peak of Si–CH2–CH2–Si at 1130 cm−1 and the stretching vibration peak of CH=CH2 at 1597 cm−1 are appeared in the reacted product, and DVS may be linked with a molecule of RLPS by means of hanging:
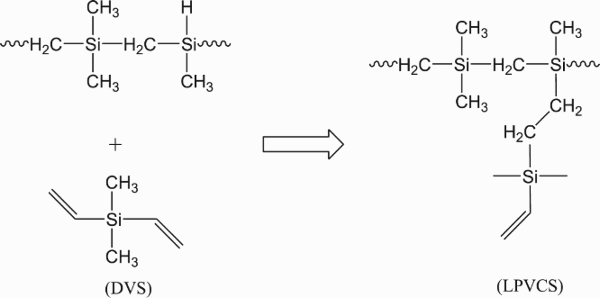
Or it may a synthetic product produced by the full reaction of DVS double bond:
Formation reaction of high molecular weight peak at the leaching time of 10.5–12.5 min can be expressed as:
In order to verify the reaction between DVS and RLPS, 1H-NMR spectra of LPVCS-1:0.5-140 and RLPS were shown in Figure 3. According to Figure 3, the appearance of peaks between 5.6∼6.2 ppm can be attributed to –CH=CH2 groups in LPVCS which is not found in RLPS. Moreover, the peaks at 3.9∼4.4 ppm from Si–H groups were founded in both RLPS and LPVCS. Because Si–H is placed in several similar chemical environments, the characteristic peak is presented a round bag-shape. The peaks for Si–H in LPVCS are weaker than RLPS, which can be attributed to the extent of hydrosilylation. The peaks at 0 ppm from saturate C–H linked with Si. The peaks are wide due to the existence of –CH3 and –CH2–. There are new weak peaks at 1.5 and 1.0 ppm in LPVCS, which belong to the structure produced by the reaction between Si–H bond and vinyl in accordance with the literature [13].
1H-NMR spectrogram of RLPS and LPVCS-1:0.5-140.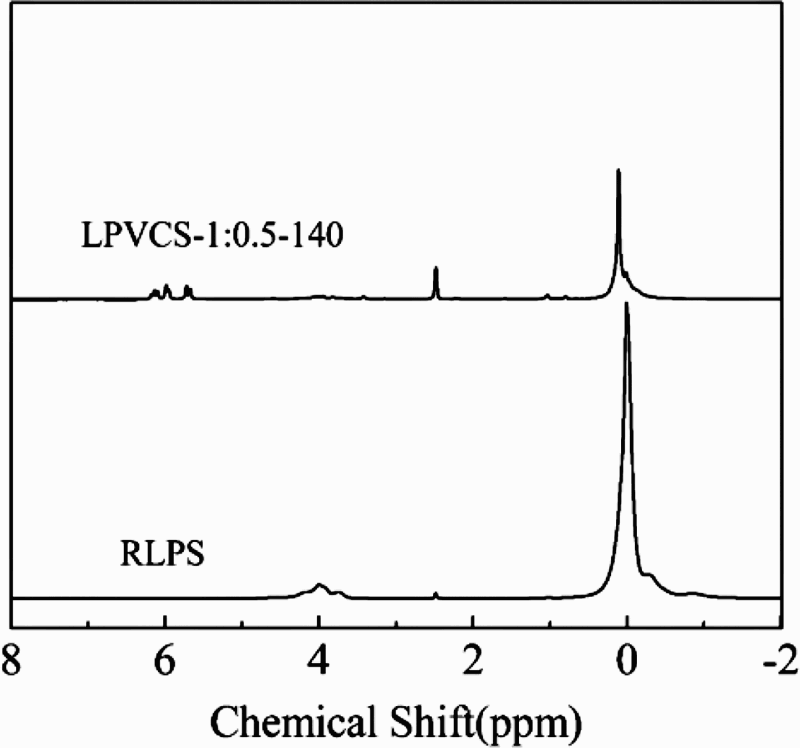
Curing and inorganisation of LPVCS (cross-linking)
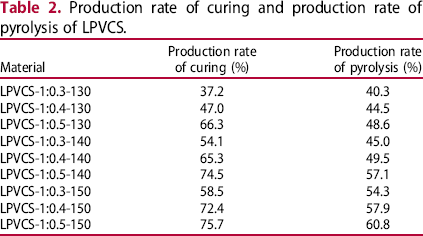
PVCS (Figure 4) is obtained from LPVCS cured in N2 at 350°C, measuring the mass change before and after the curing so as to get production rate of curing. The pyrolysis product is obtained from PVCS heated in N2 at 1000°C, measuring the mass change before and after the pyrolysis so as to get production rate of pyrolysis. Before and after pyrolysis, the length remains at about 2 cm and the height is about 1 cm. It doesn't change very much. According to Table 2, with the growth of synthesis temperature and the increase of proportion between DVS and RLPS, production rates of curing and pyrolysis are climbing as well, which indicates that the greater the reaction degree of LPVCS becomes, the more vinyl is introduced, thus, the subsequent cross-linking reaction will become more likely to be occurred, and the production rate of curing can be seen a growth. According to Tables 1 and 2, the total ceramic yield is of LPVCS-1:0.5-140 is about 42.5%, which is much higher than the total ceramic yield of PCS (30%) [14]. Meanwhile, the viscosity of LPVCS-1:0.5-140 is suitable (<50 mPa s). Therefore, it can be viewed as a perfect precursor that is used in impregnation of PIP (Figure 5).
Photo of PVCS. Photo of PVCS pyrolysis product. Production rate of curing and production rate of pyrolysis of LPVCS.

In order to prove the occurrence of curing cross-linking, the cured product of LPVCS-1:0.5-140, namely PVCS-350 is measured by FT-IR. According to the Figure 6, compared with LPVCS-1:0.5-140, the intensity of Si–H characteristic peak at 2100 cm−1 in the FT-IR of PVCS-350 is further weakening obviously (taking the absorption peak of Si–CH3 at 1250 cm−1 as the benchmark), while the stretching vibration peak of CH=CH2 at 3055 and 3016 cm−1 and the stretching vibration peak of CH=CH2 at 1597 cm−1 are disappeared, which indicates that a deep hydrosilylation reaction between Si–H and CH=CH2 of LPVCS-1:0.5-140 happened during the thermal treatment in N2, and there is a further cross-linking and cyclisation between molecules.
FT-IR of PVCS-350 and LPVCS-1:0.5-140.
The specific reaction is as follows:
According to the Figure 7, PCS is an impregnation precursor used for PIP prepared by National University of Defense Technology. RLPS begins to lose weight at 200°C and has obvious weight loss after 400°C and the ceramic yield is about 16.9% only at 1000°C. PCS, however, begins to lose weight at 300°C, and has 40% of weight loss at 300–600°C, and the ceramic yield is about 50.2% at 1000°C. Under the same conditions, PVCS-350 begins to lose weight at 300°C and has simply 4% of weight loss at 300–420°C, while 30% of weight loss at 420–700°C. And the ceramic yield is about 62.1% at 1000°C. Because PVCS-350 has made full cross-linking and curing treatment, the ceramic yield at 1000°C is 11.9% higher than that of PCS and also is much higher than that of RLPS. The thermal cross-linking and curing, therefore, plays a critical role in improving ceramic yield.
TG curves of RLPS, PCS and PVCS-350.
High-temperature treatment
The molecule structure of V4 and A4 is as follows:
Chemical composition of all pyrolysed products produced by modified RLPS and PCS.
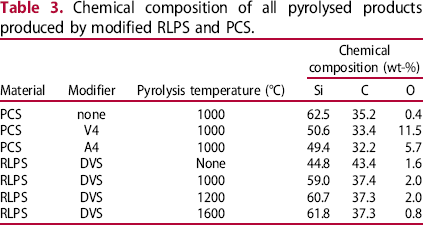
The introduction of DVS can ensure the stability of pyrolysis product under high temperature. The influence of DVS introduction on the crystallisation of pyrolysis product under high temperature is shown in Figure 8.
XRD spectrogram of pyrolysed PCS (a) and PVCS-350 (b) at different temperatures.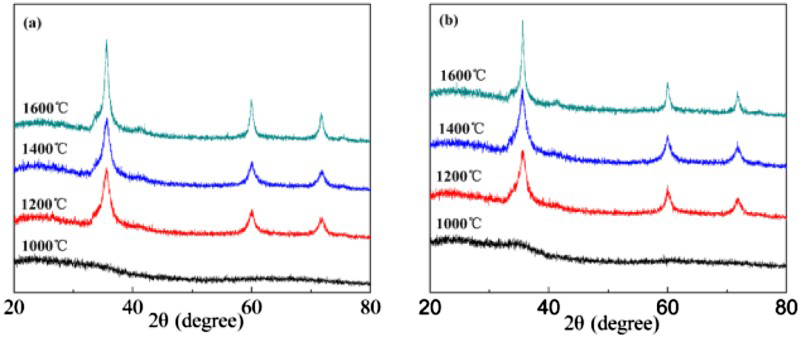
As shown in the Figure 8, PVCS-350 has a crystalline structure above 1200°C and peaks become sharpened with the increase of temperature. Such crystallisation is basically in line with the crystallisation of PCS pyrolysis product with the increase of temperature. Therefore, the heat stability of PVCS-350 is quite similar with that of PCS. The recycle of RLPS has great application value. According to the above table, the oxygen content of pyrolysis product produced by RLPS that is modified by DVS is 0.6, which is close to that of PCS pyrolysis product, thus the thermal stability of PVCS-350 is turned out be better.
Conclusion
In order to solve the failure of self-curing and low ceramic yield existed in PCS that is used as the precursor during the preparation of SiC-based composite, the by-product of synthesised polycarbosilane RLPS is used as the raw material to make hydrosilylation with DVS and synthesise liquid LPVCS in the paper. There are active groups of Si–H and –CH=CH2 in the molecular structure of LPVCS, and pyrolysed LPVCS can perform self-curing and cross-linking in inert atmosphere, and be converted into SiC ceramic after high-temperature pyrolyzation and inorganisation. According to the study on the synthesis, cross-linking and curing, pyrolyzation and inorganisation and high-temperature processing of LPVCS, the following conclusions can be drawn:
LPVCS (precursor) is synthesised by the reaction of RLPS and DVS. The reaction mainly refers to the addition reaction of Si–H in RLPS and –CH=CH2 in DVS, the optimum synthesis condition is MDVS/MRLPS = 0.5, the reaction temperature is 140°C, and the viscosity of existing precursor is 43.6 mPa s, it can be used for impregnation directly. LPVCS can perform cross-linking and curing automatically at 350°C by means of further hydrosilylation. The mass retention rate of typical sample, namely LPVCS-1: 0.5-140 is 74.5% at 350°C, while the production rate of pyrolysis is 57.1%. The pyrolysed product of LPVCS is similar with that of PCS in terms of thermal endurance, which is significantly superior to the pyrolysed product of LPVCS modified by V4 and A4.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.