
Abstract
Layered extrusion forming of ceramic cores with a nanoceramic suspension as a binder was conducted to explore a novel method to produce complex-shaped ceramic cores. Green bodies were prepared using Al2O3 particles as precursor materials and silica sol combined with aqueous polyvinyl alcohol solution as a binder. Increasing the silica sol content increased the viscosity of the slurry, enhanced the green bending strength, and decreased the green linear shrinkage. The green microstructure showed the nanosized silica particles were deposited on the surface of the Al2O3 particles and among the pores formed by Al2O3 particles irregular packing. In addition, increasing the silica sol content increased the bending strength, however, decreased linear shrinkage and open porosity of the sintered bodies. During sintering, the nanosized silica particles converted to the melting phase and reacted with Al2O3 and the microstructure of sintered bodies indicated the existence of sintering neck with silica sol addition.
Introduction
Ceramic cores with good porosity (normally more than 20% open porosity) and high-temperature stability have been used for the fabrication of super alloy castings with complex internal cavities in investment casting processes [1]. Conventionally, these ceramic cores are fabricated through gel casting, injection moulding, or heat-press moulding [2-4]. These manufacturing methods are expensive and have a low efficiency. Thus, the development of practically available processes for preparing ceramic cores has involved new, low-cost, simple, and effective approaches.
Additive manufacturing is a class of technologies that directly fabricates parts by adding material to form the part under the construction of a control system; therefore, it is possible to prepare arbitrary geometries without adapting a typical manufacturing process [5,6]. This novel manufacturing method has extended the ceramic formation field to allow rapid and direct fabrication of ceramic parts without the use of moulds [7-9]. Several additive manufacturing methods, including 3D printing [10], ink-jet printing [11], stereo lithography [12], selective laser sintering [13], and layered extrusion forming [14,15] have been adopted to fabricate ceramic parts. Compared to the other additive manufacturing methods, layered extrusion forming employs aqueous ceramic slurries to directly deposit at designated positions at room temperature without the use of a laser or an ultraviolet light treatment, thus providing a low-cost potential approach in the field of advanced ceramic formation [16]. A crucial factor during the layered extrusion forming process is to adopt an optimal formulation of the ceramic slurry, which is designed to flow when the applied shear stress exceeds the yield shear stress and has a sufficient strength to maintain the configuration during formation [1719]. Recent studies on ceramic formation via additive manufacturing from ceramic slurries have focused on medical applications, which has increased attention to the structural performances rather than the mechanical properties [20,21]. However, during ceramic core fabrication via the layered extrusion forming process, post-sintering and post-processing steps are required to remove the extra polymer binder and attain a high strength [22]. Therefore, further machining is required to attain a high strength of the ceramic core green bodies. Considering the compositions of the ceramic slurries adopted in the layered extrusion process, a proper method to enhance the green strength of the ceramic cores is to optimise the ingredients of the binder system. Silica sol mainly composed of nanosized silica has been introduced to the alumina core formation via dry-pressing method [23], however, a similar method has rarely been applied to layered extrusion forming.
In this study, a novel method to fabricate ceramic parts with a high green strength was developed, employing silica sol as a binder. Nanosized silica particles from the silica sol were deposited on the surface of Al2O3 powders and filled the pores of the Al2O3 particle layer to improve the relative density of the green bodies after water evaporation. The effects of the addition of silica sol on the rheological behaviour, layered extrusion forming process, and sintering process were analysed. In addition, Al2O3-based ceramic cores with complex shapes were prepared under selected working conditions.
Materials and methods
Raw materials
Al2O3 powders (≥98.5% purity, d50 = 12.05 μm as shown in Figure 1, Qingdao Almatis Co., Ltd., China) as a bone material, silica sol (d50 = 27.50 nm as shown in Figure 1, Wuhan Zhifa Co., Ltd., China) with the properties listed in Table 1, polyvinyl alcohol (PVA, Chengdu Kelong Chemical Co., Ltd., China) as the aqueous binder system, ammonium polyacrylate (PAANH4, Sinopharm Chemical Reagent Co., Ltd., China) as the disperser, and 1-octanol (Sinopharm Chemical Reagent Co., Ltd., China) as the antifoaming agent were used directly as received from the suppliers (Figure 1).
Particle size distribution of alumina particle and silica sol. Properties of silica sol.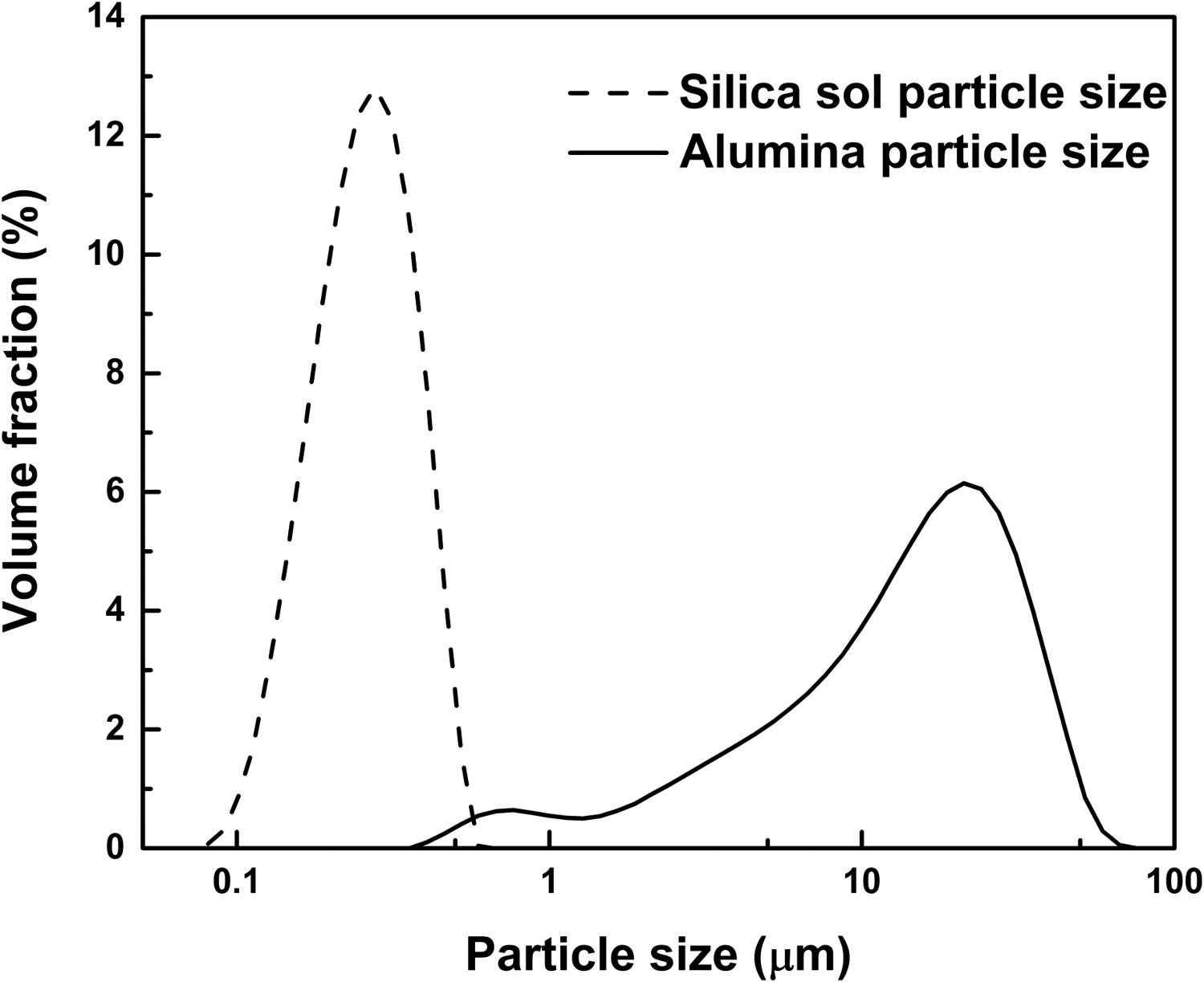

Layered extrusion forming device
Figure 2 shows the self-developed device in this study. The device consisted of three sections: a computer-controlled system that built the structure and translated the mobile paths into g-code, a 3-axis mobile platform that moved under the instructions of the computer and the extrusion system that deposits slurry on demand, and an air controller that provided pressurised air as a driving force. To avoid cracks and drying during formation, the print speed was set to 15 mm s−1, the temperature was set to 20°C, and the relative humidity (RH) range of the chamber was 5–55%.
Self-built device.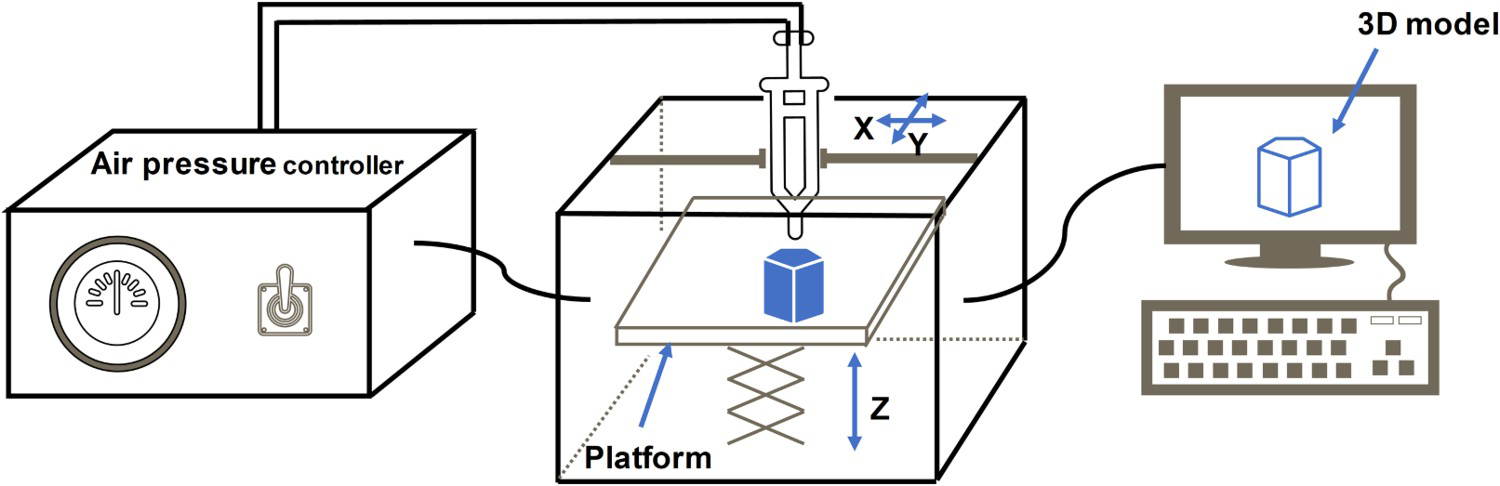
Formation process
The fabrication process was shown in Figure 3. The premixed binder solution was prepared by dissolving 5 wt-% PVA powder in deionised water. The silica sol was added to the solution using mechanical stirring to form approximately 10–50% silica sol content by weight in the binder suspensions (*The silica sol content in the article referred to the silica sol addition in the binder system.). To facilitate mixing, approximately 0.5 g of NH4PAA per 100 g binder solution was added to the solution by stirring. Al2O3 powders were added to the binder suspension to form ceramic slurries and then ball milled with zirconia balls in a planetary mill at 180 rev min−1 for 1 h. Then, the ceramic slurries were degassed in a vacuum chamber to remove the trapped bubbles. The post-processing of the Al2O3 ceramic cores included water removal, which was carried out under ambient conditions, atmospheric drying at 65°C, and final sintering.
Flow chart of the manufacturing process.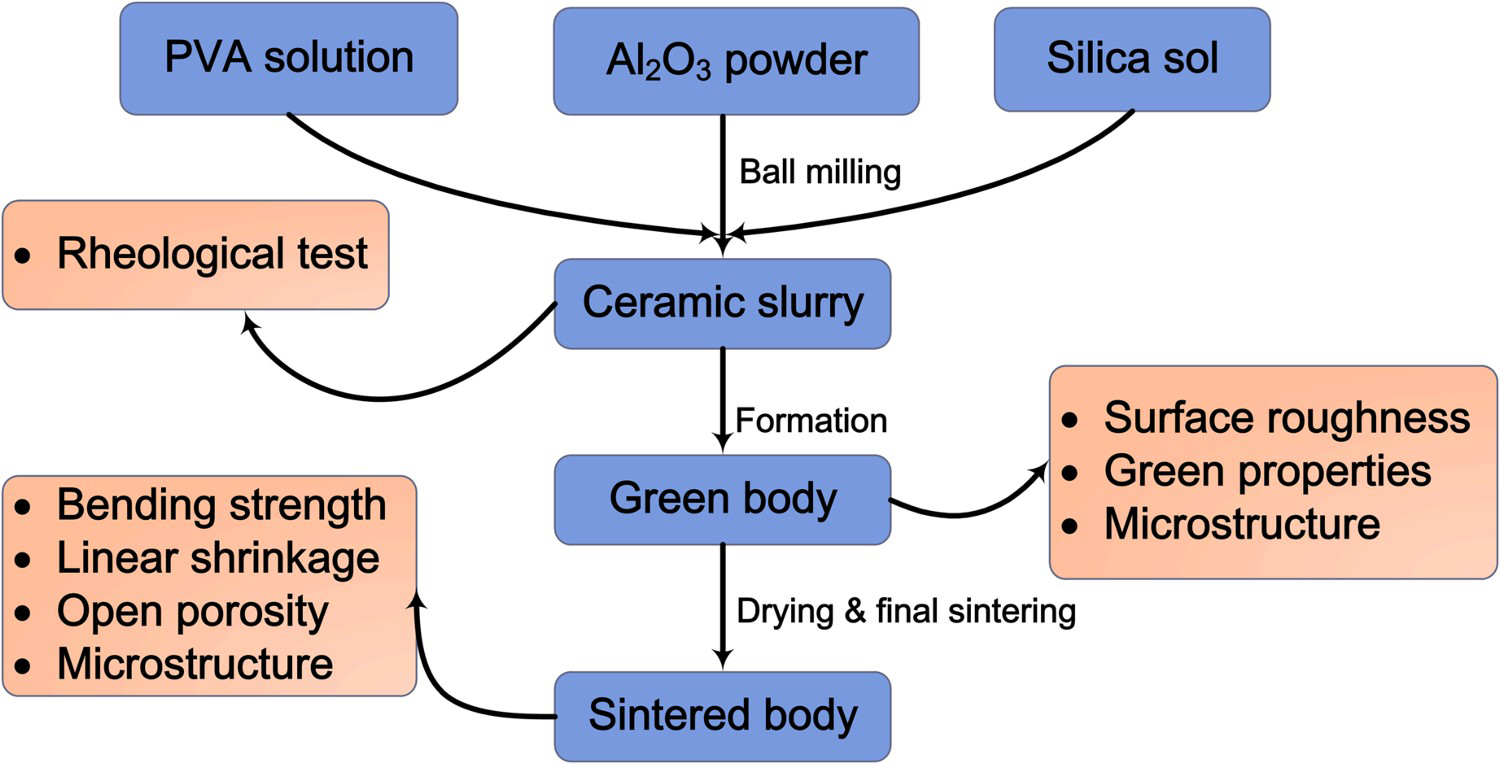
Characterisation
The rheological behaviours were determined using a stress-controlled rheometer (DHR-2, TA, USA) with a 25-mm diameter parallel plate and a testing gap of 1000 μm. The viscosity of the paste was measured under the flow ramp mode with the shear rate ranging from 1 to 100 s−1 at 25°C with 30 s pre-shearing. The surface roughness was measured by a comprehensive measurement system for the surface profile (PGI-830, Taylor Hobson, UK). The relative density was calculated by measuring the mass via a balance with 0.001 g precision and the volume measured via a vernier caliper of the cubic ceramic core samples. The shrinkages of the sintered bodies were calculated according to the dimensional measurements with the equation shown in Equation (1):
The parameter Q is the open porosity of the ceramic core, and m1 is the weight of the dry sample. The parameters m2 and m3 are the weight of the water-saturated sample in water and air, respectively. The bending strength was measured using a three-point-bending method (test sample: 64 mm × 10 mm × 5 mm) on a high-temperature permanent performance tester (AG-100KN, Shimadzu, Japan) with a spacing span of 40 mm and a punch displacement speed of 0.05 mm min−1. The surface roughness was measured by a comprehensive measurement system for the surface profile (PGI-830, Taylor Hobson, UK). The microstructures of the green and sintered specimens by previously treated with carbon sputtering were observed using scanning electron microscopy (Quanta200, FEI, The Netherlands).
Results and discussions
Effect of the silica sol on green bodies
To fabricate the Al2O3-based ceramic core green bodies using the layered extrusion forming method, the rheological properties of the adopted slurries under the working conditions must exhibit a shear-thinning behaviour, which would affect the extrusion quality during formation. In addition, a high viscosity is required to avoid collapse during and after extrusion. Figure 4 shows the curve of the log viscosity versus log shear rate of the ceramic slurries with different binder compositions. As expected, all slurries exhibited shear-thinning properties. The shear-thinning property allowed the slurry to flow through the nozzle during extrusion and remain in place once the shear stress was removed. The increase in the silica sol content slightly increased the viscosity of the ceramic slurries; however, all the slurries could be smoothly extruded. Because of the presence of the nanosized silica particles, the surface energy of the slurry system was higher than that without the nanosized silica particles. When the particle interaction is enhanced, the necessary shear stress to damage the network structure and to force the slurry to flow is correspondingly increased. As a result, during the viscosity measurement under the same shear stress, the slurry with higher particle interactions possesses higher apparent viscosity. Thus, the inter-particle interactions and collisions were enhanced, which correspondingly increased the viscosity with an increase in the silica sol content.
Log viscosity versus log shear rate of the Al2O3 ceramic slurries with different binder compositions under the flow ramp mode with a shear rate that ranged from 1 to 100 s−1.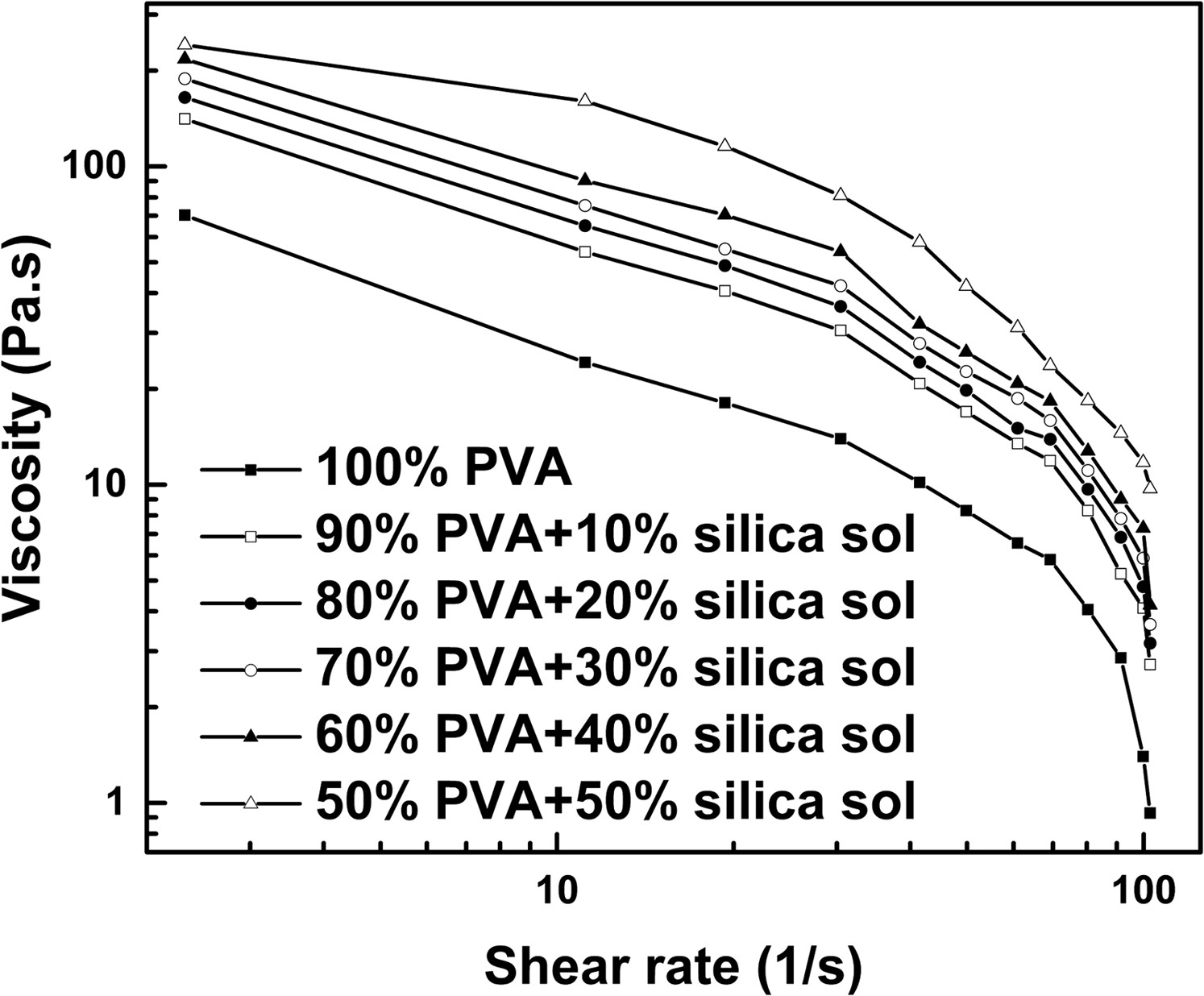
During the formation process, the defect and surface quality of the green body are of the most important factors and could be determined by the top surface images and surface roughness. As shown in Figure 5(a), the top surface image of the Al2O3 core green body without silica sol exhibited a coarse morphology, and as stated in Figure 5(a2), the surface roughness was 7.38 μm. Conversely, the top surface of the green specimen prepared with 30 wt-% silica sols was flatter, and the surface roughness was 4.02 μm. According to the rheological test, adding silica sol increased the viscosity of the slurry, and a sufficiently high viscosity was beneficial for avoiding collapse and cracks. Therefore, the addition of silica sol to the ceramic paste system was required because it had an impact on the flow behaviours of the slurries.
Comparison of (a) the top surface quality and (b) top surface roughness between the green bodies (1) without and (2) with 30% silica sol.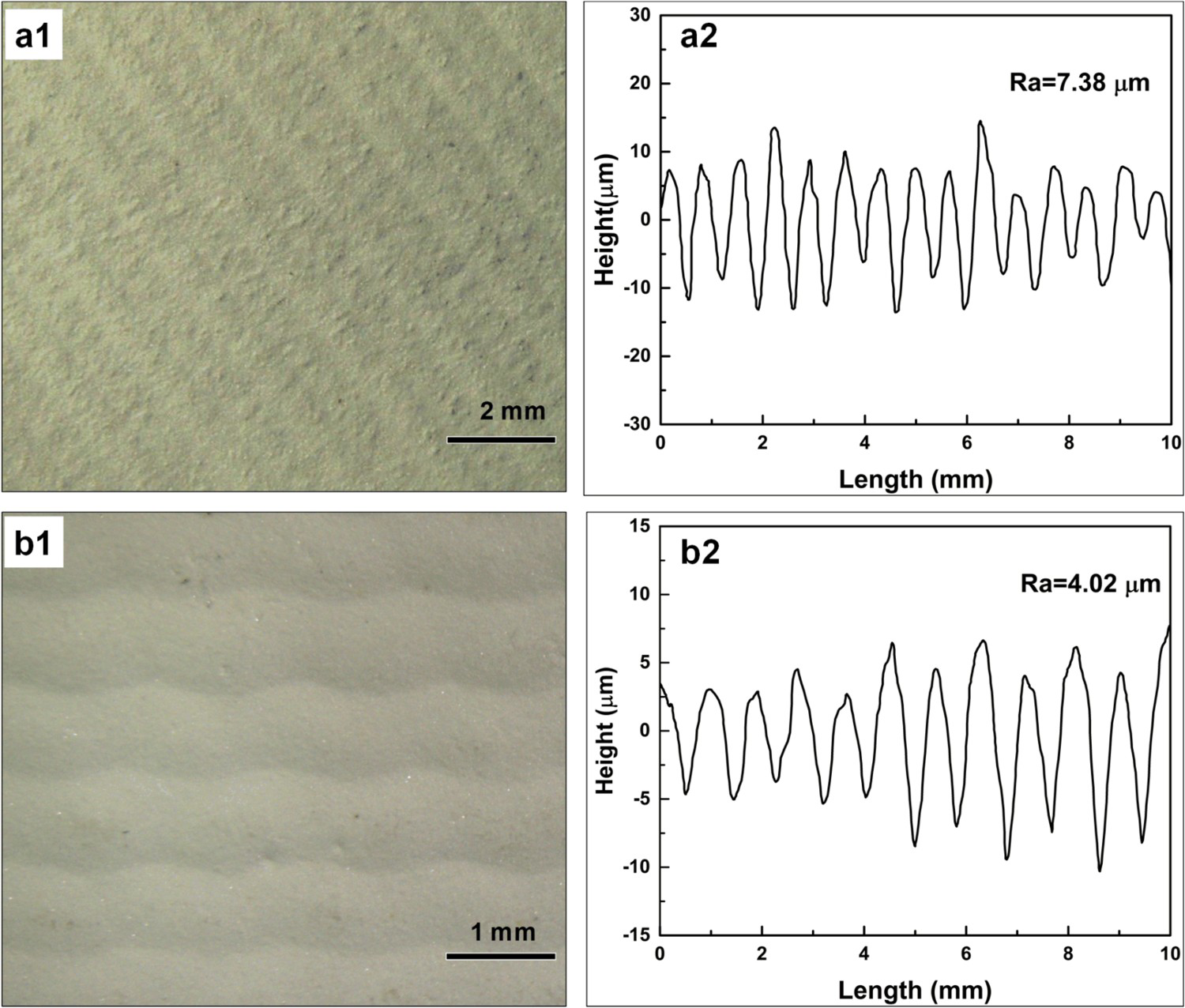
The green body properties, including the green bending strength, relative density, and linear shrinkage are important performance indexes for the ceramic cores, which affects the feasibility of post-processing. As shown in Figure 6(a), the relative density and bending strength of the green bodies increased with the increasing silica sol content. As the silica content increased from 0% to 50%, the green relative density increased from 60% to 68%, and the green bending strength increased from 2.78 to 4.05 MPa. As shown in Figure 6(b), introducing silica sol lowered the linear shrinkage for the green bodies. As the silica sol content increased from 0% to 50%, the green linear shrinkage decreased from 1.31% to 0.2%. The green linear shrinkage was determined by the material compositions, mainly the solid loading. Thus, a higher silica sol content created higher solid loading and consequently a lower linear shrinkage, which is the result of the higher packing density due to the particle size distribution.
Properties of the green bodies: (a) the green bending strength and green density and (b) green linear shrinkage with different silica sol additions.
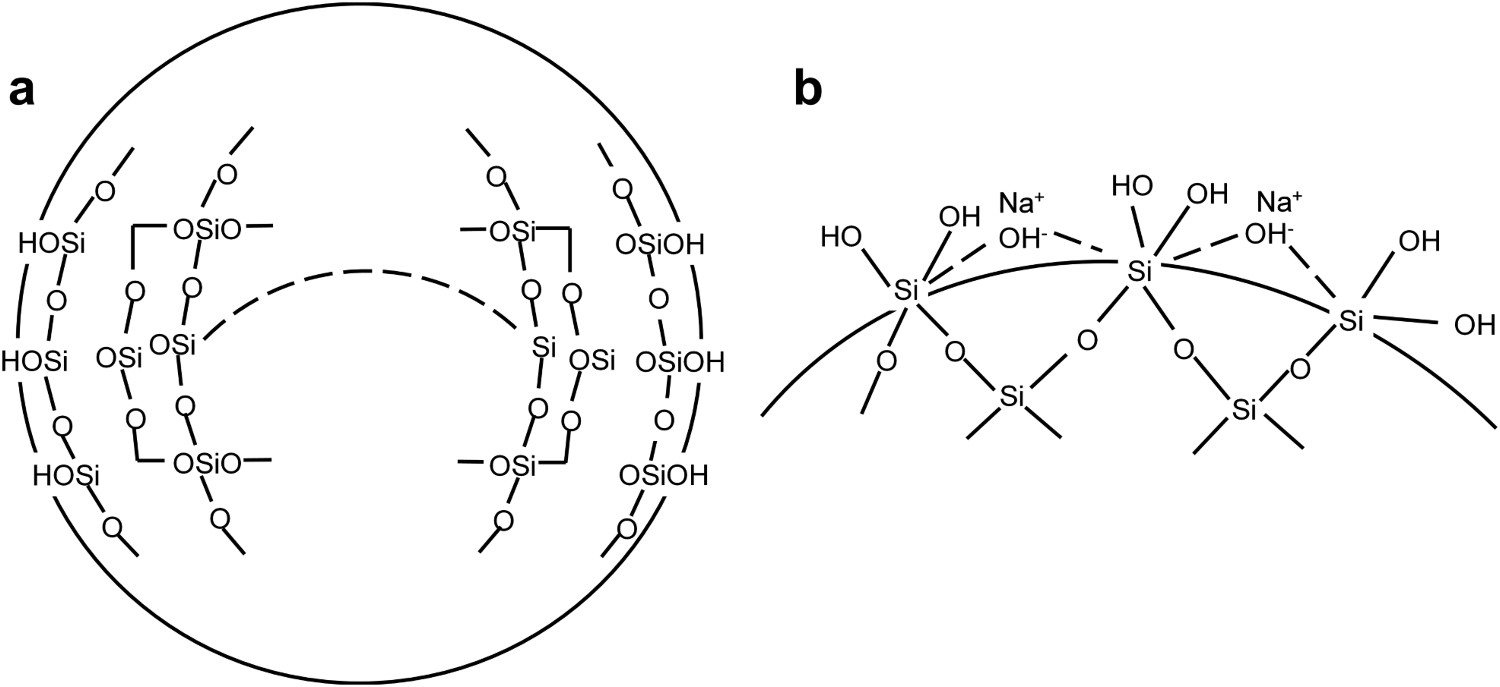
The microstructures of the ceramic core green bodies with and without the silica sol are shown in Figure 7. The microstructures indicated that the green bodies prepared from the ceramic slurry using the PVA solution as the binder exhibited a weak connection between the particles, while the green bodies fabricated from the PVA-50% silica sol displayed strong bonds. The particle structure and surface state of the silica sol are shown in Figure 8. The inner structure was composed of –Si–O–Si– bonds and the surface layer was overlaid by hydroxyl (–OH) and –SiOH groups. Although silica sol was considered a metastable system, adding Al2O3 and a disperser into the silica sol could break the charge equilibrium and thus the nanosized silica could aggregate. After thoroughly ball milling mixing, the nanosized silicon oxide was dispersed on the surface of the alumina particles and among the pores formed by the alumina particles after water evaporation. In addition, a critical property of silica sol is that after water evaporation, the nanosized silica particles aggregate, and strong bonds are formed between Si and O. Therefore, as the silica sol content was increased, the above reactions were strengthened, and the corresponding performances changed.
Comparison between the microstructure of the Al2O3-based ceramic core green bodies: (a) without silica sol and (b) with 50% silica sol in the binder composition. Structure of the silica sol: (a) the particle structure of the silica sol and (b) particle surface state of the silica sol.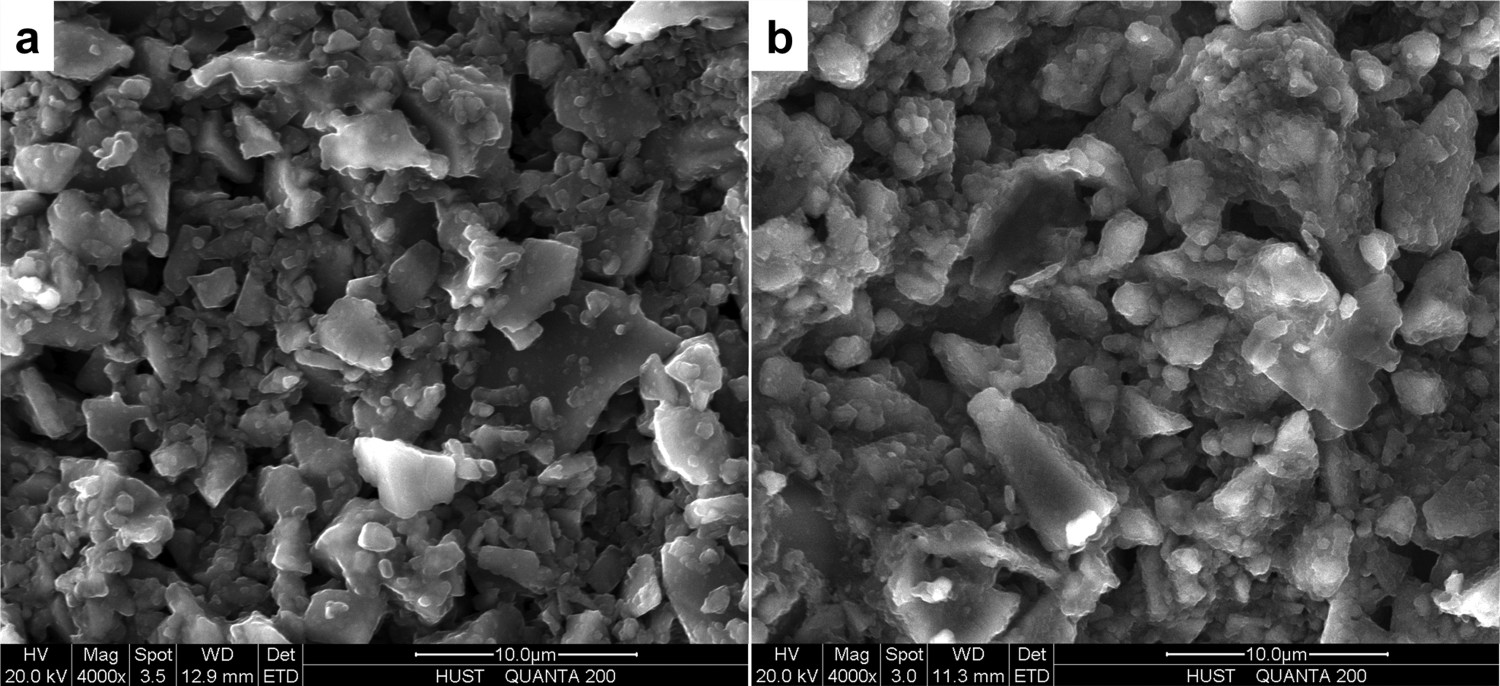
Effect of the silica sol on sintered bodies
To assess the influence of the silica sol on the properties of the sintered bodies, a sequence of experiments was conducted under different sintering temperatures. The results are shown in Figure 9. As shown in Figure 9(a), at a constant sintering temperature, a higher silica sol addition created a higher bending strength. When the sintering temperature was 1300°C, the bending strength was enhanced from 25.50 to 57.16 MPa. For a constant silica sol content, the bending strength was gradually increased with the increase in the sintering temperature. When the silica sol content was 30% and the sintering temperature increased from 1200°C to 1400°C, the bending strength increased from 37.94 to 57.29 MPa. According to Qin et al. [23], introducing silica sol to the Al2O3 system facilitates the creation of mullite when sintered above 1300°C, and the formation of mullite is beneficial for enhancing the bending strength [24].
Effect of the silica sol content in the binder composition and sintering temperature on (a) the bending strength, (b) linear shrinkage, and (c) open porosity of the Al2O3 ceramic core sintered bodies.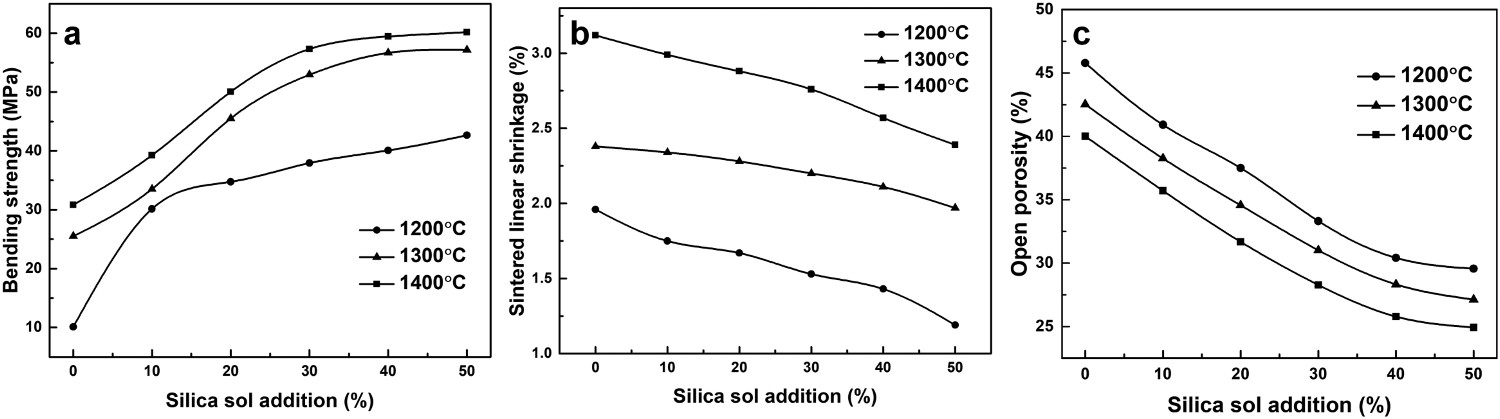
Figure 9(b) shows the effect of the silica sol content on the linear shrinkage under different sintering temperatures. When the silica sol content was 30% and the sintering temperature increased from 1200°C to 1400°C, the linear shrinkage increased from 1.53% to 2.76%. However, under a constant sintering temperature, the linear shrinkage was reduced with an increase in the silica sol content. When the sintering temperature was 1300°C and the silica sol content increased from 0% to 50%, the linear shrinkage decreased from 2.38% to 1.97%.
The influence of the silica sol content on the open porosity is shown in Figure 9(c). Under a constant sintering temperature, the open porosity decreased with an increase in the silica sol content. In addition, when the silica sol content was fixed, an increasing sintering temperature led to a lower open porosity. During the sintering processes, the nanosized silica particles converted to the liquid state, which created dense ceramic cores after sintering. According to previous research [24], the amorphous silica particles are melted into a glass phase at a temperature above 1300°C and contribute to the formation of mullite. When the silica sol content is increased, the above-mentioned reaction is promoted, and the corresponding open porosity decreases. However, one of the crucial parameters for ceramic cores is open porosity; therefore, the optimal silica sol addition was 20% to 30% with the open porosity of 28.28% to 37.50%. In comparison with our previous work [22], the linear shrinkage was reduced 4.90%, the bending strength was reduced 33.75 MPa and the open porosity was decreased by 15.47% in this research, which indicates that the influence of the size distribution and the final sintering temperature was significant.
The microstructures of the Al2O3 ceramic sintered bodies with different silica sol additions in the binder composition and at different sintering temperatures are shown in Figure 10. Figure 10(a,b) shows the representative microscopic features of the Al2O3 ceramic core sintered bodies without and with silica sol. When the binder composition was the PVA solution, the connections between the Al2O3 particles were weak, and the pores among the particles were shown. Strong connections, also known as sintering necks, between the Al2O3 particles are shown in Figure 10(b). A comparison between the morphology of the fracture surface of the sintered Al2O3-based cores with the PVA solution as the binder and the PVA-silica sol composites as the binder is shown in Figure 10(c,d). The silica sol encouraged the connection between the Al2O3 particles, which was in accordance with the bending strength and open porosity results. The significant difference in the microstructure led to the variation in the related properties, which was in accordance with the previously discussed properties, as shown in Figure 8.
Microstructures of the Al2O3 ceramic core bodies sintered at 1300°C for 120 min: (a) the representative microstructure without adding silica sol, (b) representative microstructure with adding silica sol in the slurry system, (c) fracture surface without adding silica sol, and (d) fracture surface with 30% silica sol.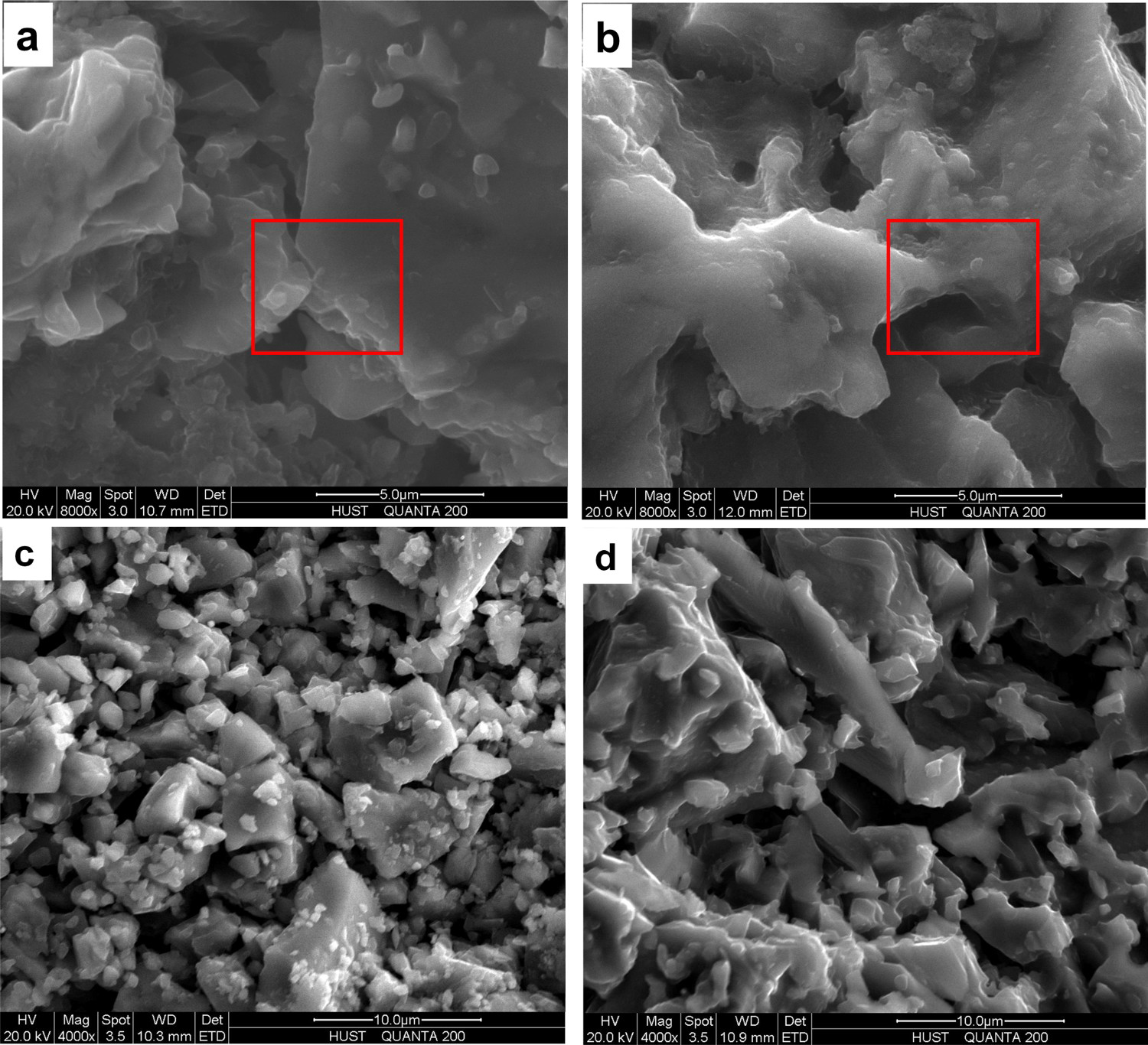
Figure 11 shows other complex structures of the Al2O3-based ceramic core fabricated with a 30% silica sol content in the binder composition before and after sintering at 1300°C. During the formation process, the slurry filaments beneath had sufficient strength to withstand the weight of the extruded filaments and no collapse occurred; therefore, the designed shape was well maintained. After sintering at 1300°C, a slight linear shrinkage was observed; however, distortion did not occur.
Photographs of (a) the green bodies and (b) sintered bodies fabricated with 30% silica sol in the binder composition and sintered at 1300°C.
Conclusions
A novel additive manufacturing process using silica sol with a 5% PVA solution as a binder was developed for fabricating Al2O3-based cores. The silica sol introduced as a binder improved the formation process, reduced the green linear shrinkage, and enhanced the green bending strength. The green microstructure indicated that the nanosized silica particles were deposited on the surface of the Al2O3 powders, and a bond between Si and O was also formed after water evaporation. After sintering, the silica sol as a sintering aid was critical for increasing strength. The nanosized silica particles reacted with the Al2O3 powders during the sintering process. The microstructure of the sintered bodies revealed that the nanosized silica particles promoted the formation of a sintering neck between the Al2O3 particles, which varied the properties of the sintered bodies. The Al2O3-based cores prepared with 30% silica sol and sintered at 1300°C possessed a bending strength of 52.93 MPa, a linear shrinkage of 2.2%, and an open porosity of 31.01%, which could meet the demands of ceramic core and was promising in industrial application because of the advantages including low-cost, time-saving and benign to environment of the layered extrusion forming.
Footnotes
Acknowledgements
The authors would like to express appreciations to the Research Project of State Key Laboratory of Materials Processing and Die & Mould Technology, and the Analytical and Testing Centre, HUST.
Disclosure statement
No potential conflict of interest was reported by the authors.