
Abstract
Boron carbide (B4C) ceramics has many outstanding performance, such as extremely high hardness, low density, high melting point, high elastic modulus, high thermoelectromotive force, high chemical resistance, high neutron absorption cross section, high impact and excellent wear resistance. Therefore, B4C ceramics can be used in various industrial applications, such as lightweight ceramic armour, high temperature thermocouples, neutron absorber, reactor control rods in nuclear power engineering, polishing media for hard materials, abrasive media for lapping and grinding, and wear resistant components (blasting nozzles, die tips and grinding wheels). Pressureless sintering is the method with industrialised application value for B4C ceramics, however, it is impossible to sinter pure B4C ceramics to high densities without additives by pressureless sintering. So sintering additives must be used to promote the densification of B4C ceramics. The different sintering additives used to promote the densification of boron carbide will be described in this review, including carbon additives, metallic additives, oxide additives, non-oxide additives, combined additives and rare earth oxide additives. Finally, the recent research trends for sintering methods and sintering additives of B4C ceramics will also be proposed.
Introduction
Boron carbide (B4C) ceramics has many outstanding performance, such as extremely high hardness (Vickers hardness: 3770 kg mm−2, the only substances harder than B4C are diamond and c-BN), high melting point (2427°C), low density (2.52 g cm−3), high elastic modulus (450 GPa), high thermoelectromotive force, high chemical resistance, high neutron absorption cross section, high impact and excellent wear resistance [1-3]. Because of the valuable properties, B4C ceramics is useful for various industrial applications both at room and high temperatures. B4C ceramics can be used as lightweight ceramic armour, high temperature thermocouples, neutron absorber [2], reactor control rods in nuclear power engineering, polishing media for hard materials, abrasive media for lapping and grinding, and wear resistant components (blasting nozzles, die tips and grinding wheels).
However, it is impossible to sinter pure B4C ceramics to high densities without additives or high external pressure owing to low self-diffusion coefficient, the strong high covalent bonding of B–C, high resistance to grain boundary sliding, high melting temperature, existence of surface oxide layer and absence of plasticity. It is reported that the covalent bond ratio of boron carbide is up to 93.94%, which is higher than other ceramics, such as SiC (88%), Al2O3 (33%), ZrO2 (33%) [4]. Pure B4C ceramics cannot be densified more than 80% of theoretical density even at temperature over 2300°C. Boron carbide of the specified atomic ratios, of which density is up to at least 90% of theoretical density, could only be obtained near the melting point of B4C. Although fully densified B4C ceramics can be fabricated by means of hot pressing at above 2100°C [5], disadvantages are that directional change of physical performance perpendicular and parallel to the hot pressing direction, high cost and limit to only relatively simple shapes. Whereas pressureless sintering can avoid the costly diamond machining required to form complicated shapes and the method of pressureless sintering is suitable for large-scale production. Pressureless sintering is a conventional method by sintering products at atmospheric pressure (0.1 MPa), which is the simplest sintering method. So many researchers have tried to study sintering B4C ceramics without press but with addition of different kinds of sintering additives and then it was proved that sintering additives can promote the densification of boron carbide under a normal sintering process.
The different sintering additives used to promote the densification of boron carbide will be described here, including carbon additives, metallic additives, oxide additives, non-oxide additives, combined additives and rare earth oxide additives. And the recent research trends for sintering methods and sintering additives of B4C ceramics will also be proposed.
Carbon additives
In order to reduce the sintering temperature for B4C ceramics and improve the relative density and strength of B4C ceramics, carbon can be used as additives. The reason is that the eutectic temperature for B4C–C presented in phase diagram is about 2375°C, which is lower than melting point of B4C. However, carbon-rich B4C fabricated with an excess carbon of 2 wt-% could not be densified to higher than 85% of theoretical density at a temperature of up to 2200°C, because the free C in carbon-rich B4C is in the form of non-active graphite. Therefore, carbon should be introduced from outside to B4C. Usually, carbon can be provided in the form of carbonaceous precursor and amorphous carbon. C can also be introduced by in situ chemical reaction between metal carbide and B4C. Recently, it was reported that carbon can be introduced into B4C ceramics in the form of graphene platelets.
Carbon generated from organism
One method of introducing carbon to B4C ceramics is pyrolysis of an organic precursor, which will coke to amorphous carbon at up to 1000°C.
Bougoin et al. [6] prepared a B4C ceramics with an addition of a phenol formaldehyde resin (9 wt-%), of which relative density can reach 95% of the theoretical density. Schwetz and Grellner [7] proposed addition of 3 wt-% phenolic resin to fabricate B4C ceramics with a density of more than 95% of the theoretical density after sintered at temperature of 2150°C. While for pure B4C ceramics, even using submicron powders, a densification higher than 90% of the theoretical density can be achieved only at high temperature of 2300°C. They claimed that C acts as an inhibitor of surface-to-surface matter transport, therefore, densification is improved at lower sintering temperatures via grain boundary and/or lattice diffusion. But the flexural strength of the ceramics is only 353 ± 30 MPa (four points), which is lower than that of hot-pressed B4C (480 ± 40 MPa). Li et al. [8] used phenol formaldehyde resin as the sintering additive and binder, a B4C ceramics with the sintered density of 2.0 g cm−3 is obtained by adding 3 wt-% carbon. The chemical content and other technical indexes can meet the requirement of the B4C pellets used in nuclear reactors. Wang et al. [9] researched the influences of glucose, stearic acid and phenolic resin on sintered density of B4C. They found that glucose has the best effect on promoting the densification of B4C ceramics. A sintered density of 2.06 g cm−3 was obtained by adding 3 wt-% glucose after sintered at 2270°C. Yuan et al. [10] reported that relative density and hardness of B4C ceramics with the addition of 4 wt-% organic glucose sintered at 2200°C were higher than those of pure B4C ceramics sintered at 2250°C.
Though sintering proceeds very satisfactory, there are some disadvantages which organism route suffers from: (1) hard agglomerates produced because of polymerisation reactions in the organism; (2) environmental pollution caused by pyrolysis products; (3) insufficient flow behaviour of particles into pressing dies; (4) the fairly complex handing of the organism-doped powders and (5) small amounts of free carbon contained in the final products, which must be avoided in nuclear applications.
Amorphous carbon
In order to solve the difficulties which organic carbon source suffers from, many research on the direct blending of B4C with amorphous carbon have been investigated.
Sukuzi et al. [11] used carbon black as a sintering additive, sintered B4C with 27.7 wt-% C additions up to 93.7% of the theoretical density after sintering at 2200°C, and found the formation of a liquid of eutectic composition. Schwetz and Vogt [12] discovered a method of fabricating dense-shaped pure B4C ceramics by using a carbon-containing component consisting of amorphous carbon (such as carbon black, acetylene black) at sintering temperature of from 2100°C to 2200°C. Advantageously, a free carbon content from 0.5 wt-% to 7 wt-%, especially about 3 wt-% is used. The relative density and flexural strength of such articles can be up to 96% and 450 MPa (three points), respectively. The final product didn't contain free carbon in the form of graphite. The uniform fine-grained microstructure was found in the ceramics prepared by B4C submicron powder together with additional carbon (Figure 1a). Whereas the coarse-grained microstructure was found in the ceramics prepared by B4C submicron powder but with no added carbon (Figure 1b). This method, however, has strict requirement for the specific surface area of B4C powder (10–50 m2 g−1). Sigl and Schwetz [13] also reported that using submicronic B4C powders (carbon powders as a sintering additive) can decrease the sintering temperature to 2120–2150°C. Both of the cost of such fine powders stated above is very high. Lee and Speyer [14] stated that carbon-doped (3 wt-%) B4C ceramics had a higher relative density (97% of theoretical density) than that of undoped B4C ceramics (90% of theoretical density) after sintering at 2250°C, and had a smaller average grain size (2.03 μm) than that of undoped B4C ceramics (2.32 μm). The smaller grain size of the higher density ceramics can contribute to higher hardness, thereby the B4C ceramics with the addition of carbon showed a higher Vickers hardness (23.5 GPa) than that of B4C ceramics without the addition of carbon. Although the existence of graphite was thought to decrease hardness, the smaller average grain size of the doped ceramics may have been a compensating factor. Dole et al. [15, 16] observed that B2O3 liquid formed at high temperature, which existed in B4C, can provide a rapid diffusion path along granule surfaces, which can facilitate particle coarsening. And carbon additives could eliminate B2O3 from B4C compacts, thereby the B4C ceramics with the addition of C had not undergone much coarsening, whereas highly coarse grains were found in the B4C ceramics without the addition of C. Speyer and Lee [17] also suggested that the addition of carbon can effectively eliminate B2O3 coatings by the reaction between B2O3 and carbon, and thus uncoated B4C particle can contact with each other resulting in sintering to initiate at a lower temperature. They also reported that H2 gas had a good effect on the elimination of B2O3, but resulted in facilitating coarsening and stalling the onset of sintering.
Microstructures of specimens [12]: (a) B4C submicron powder with additional carbon and (b) B4C submicron powder with no added carbon.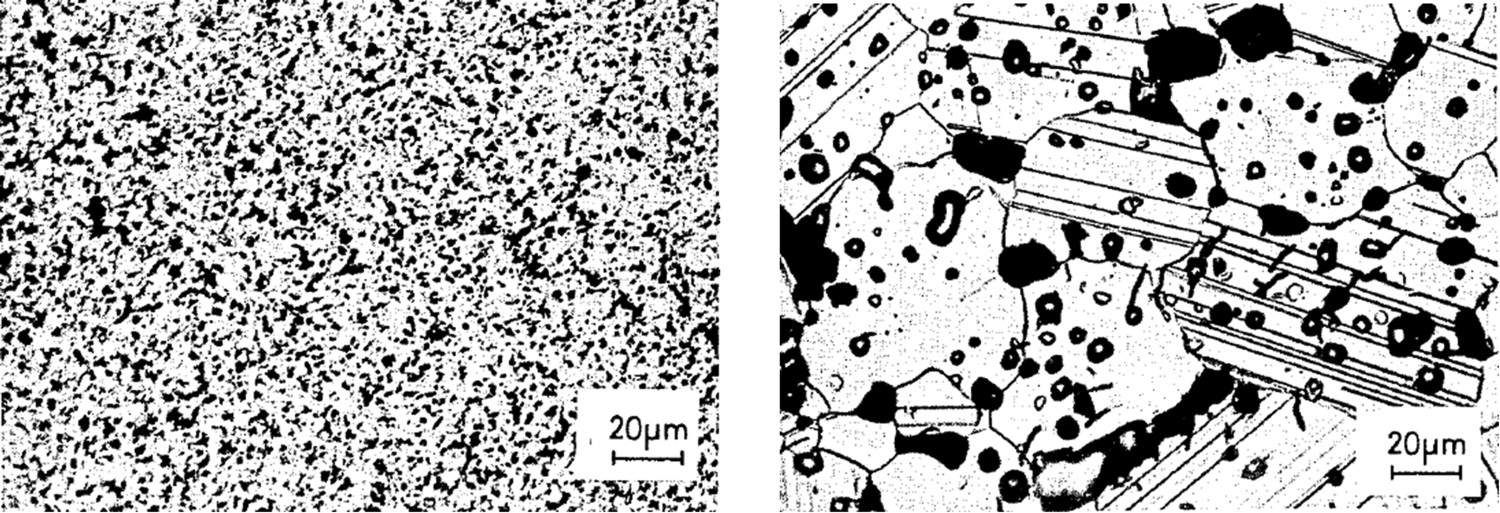
When the method of adding carbon black is used, incomplete densification of B4C ceramics usually can be caused by inhomogeneity of initial B4C and carbon black particulate dispersions. In order to solve this problem, Schwetz et al. [18] developed an injection moulding method to disperse carbon black (20 nm) in B4C powders. Nanosized carbon black particles homogeneously distributed on the surface of the B4C grains and at B4C–B4C grain boundaries, resulting in very fine-grained microstructure. The relative density of the injection moulded B4C–C ceramics reached about 95% of the theoretical density, then the ceramics was subjected to a post-densification to a relative density of 96–99% of the theoretical density by hot isostatic pressing. Although the method developed can improve dispersing carbon black in B4C powders, post-hot isostatic pressing is necessary when a post-densification is expected.
Organism route can be substituted by amorphous carbon route, which was expected to prepare well-densified B4C ceramics, however, uniform distribution of ultra-fine amorphous C in a B4C slurry is a delicate process, if handled improperly, can result in inadequate densification. Although injection moulding method can disperse amorphous carbon well in B4C powders, the relative density of the B4C ceramics is only about 95% of theoretical density. The relative density can only be post-hot isostatic pressing to a relative density of 96–99%.
Carbon generated by in situ reaction from metal carbide
In order to solve the deficiencies of introducing carbon into B4C ceramics stated above, there is another method of introducing elemental carbon into B4C powders that is in situ reaction of transition metal carbides with B4C generating carbon.
Sigl [19] used TiC as a sintering additive, elemental carbon and TiB2 both of which are able to aid the sintering process were generated via the in situ chemical reaction of TiC with B4C. Relative density of B4C–TiC composite ceramics exceeds 93% of theoretical density at temperatures between 2150°C and 2200°C, and nearly completely densification can be obtained by subsequent hot isostatic pressing. The flexural strength of B4C–TiC is found to decline from ∼500 MPa to ∼300 MPa with increasing fracture toughness from ∼2.9 MPa to ∼4.2 MPa. Niihara [20] stated that the flexural strength of the B4C ceramics can be increased by doping TiC, however, the flexural strength of the B4C ceramics with TiC is lower than that of the B4C ceramics with the addition of SiC when atmosphere temperature is more than 1100°C.
Metal carbides, unlike organic precursors or amorphous carbon, present less problems with dispersability of the sintering additive and flow behaviour of spray-dried particles into pressing dies. Moreover, the cost of TiC is low, and TiB2 synthesized via in situ reaction is expected to promote densification similar to the support effects that have been found in B4C–TiB2 composite ceramics. However, relative density of B4C ceramics is relatively low, and post-hot isostatic pressing was required to further enhance the densification.
Graphene platelets
Graphene platelets can be used as reinforcement fillers to improve the properties for ceramics [21-23]. Kovalčíková et al. [24] reported that graphene platelets can enhance the mechanical properties of B4C ceramics by hot pressing sintering. Tan et al. [25] suggested that adding graphene platelets into B4C ceramics can increase electrical conductivity of the ceramics. However, there is little research on improving properties of B4C ceramics by adding graphene platelets via pressureless sintering. In order to research the effects of graphene platelets on the performance of B4C ceramics by pressureless sintering, Gao et al. [26] prepared B4C ceramics with the addition of 4 wt-% (Al2O3+Dy2O3), 15 wt-% phenolic resin and different content of graphene platelets by liquid state pressureless sintering. The results showed that the B4C ceramics with 0.8 wt-% graphene platelets separately had the best performance, relative density was 96.1% of the theoretical density, Vickers hardness, fracture toughness and flexural strength of the ceramics can reach 29.1 ± 0.5 GPa, 5.7 ± 0.1 MPa•m1/2 (SENB) and 383.9 MPa, respectively. The fracture toughness obtained by this method is significantly higher than that by other methods. The improvement of fracture toughness was attributing to the pull-out of graphene platelets took place between intimal slices of graphene platelets after fracture occurring at the outermost graphene layers, which resulted in leaving a hole in the matrix. The pull-out of graphene platelets needs to overcome the bonding force between B4C substrate and graphene as well as the resistance from graphene layers, which can absorb more rupture energy to inhibit the continuing propagation of cracks, and thus the fracture toughness is improved. However, the flexural strength obtained by this method is not too high.
Relative density, sintering temperature and mechanical properties of the B4C ceramics with carbon additives by pressureless sintering.
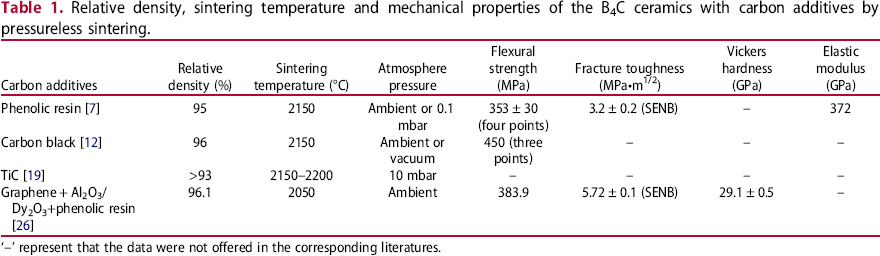
‘–’ represent that the data were not offered in the corresponding literatures.
Metallic additives
Metallic additives can promote liquid phase sintering for B4C ceramics, thereby different kinds of metal usually are added into B4C ceramics as sintering additives. The metallic sintering additives can be introduced into B4C ceramics by two methods: (1) it can be combined with the powdered B4C compound to form a mixture which is cold pressed and then sintered and (2) it can be infiltrated into cold pressed compact of the B4C compound while in the molten state or vapour phase. In order to achieve fully impregnated composites, good wetting between B4C and metallic additives is required. Because of effectiveness in improving the densification of B4C ceramics and light weight, metallic additives are usually chosen as sintering additives in the manufacturing of B4C ceramics.
Aluminium (Al)
Aluminium is a metal with low density, ductile and non toxic. It has been reported that B4C–Al composites can offer a combination of high toughness and high hardness in a lightweight structure [27]. Therefore Al is usually used as an additive to promote densification of B4C ceramics at lower temperature.
Mashhadi et al. [28] researched the influence of small Al addition on B4C ceramics. They stated that adding Al to the B4C ceramics can increase densification of the ceramics, and the relative density of 94% was obtained by adding 4 wt-% Al when sintering temperature was 2050°C or 2150°C. Al3BC and AlB2 crystalline phase were formed, which existed within grain boundaries. While depending on the amount of Al addition and the process conditions, other several phases such as AlB2, AlB12, Al4C3, AlB12C2, AlB24C4, AlB40C4, AlB48C2, Al3BC, Al3B48C2 and Al4B1–3C4 can be also formed when B4C and Al react [29]. But in their work, Al4C3 phase is not be detected, which is thought to cause a substantial decrease of the mechanical properties. The fracture mode of B4C ceramics, after Al addition, changed from intergranular fracture to transgranular fracture, which is the reason for flexural strength of B4C ceramics with 4 wt-% Al addition up to 270 ± 15 MPa (four points). In addition, fracture toughness, hardness and elastic modulus of sintered B4C ceramics also show an increase after Al addition. Fracture toughness is up to 5.5 ± 0.1 MPa•m1/2 (IF) when the amount of Al is 3 wt-%. Though the hardness of Al is lower than that of B4C matrix, the increased relative density of B4C ceramics is because of the addition of Al. Therefore, the addition of Al shows a positive effect on hardness. Bhattacharya and Petrovic [30] stated that fracture toughness of B4C ceramics can be increased by Al inclusions, and the mechanisms are crack bridging, plastic deformation of aluminium particles and thermal residual stress. Whereas in the research of Mashhadi et al. stated above, the mechanism for toughness increase is the interaction of cracks with Al or crack deflection by microcracks, caused by thermal expansion mismatch between Al and B4C, around Al compounds phase (Figure 2).
Microstructure of B4C–4 wt-% Al ceramics sintered at 2050°C [28].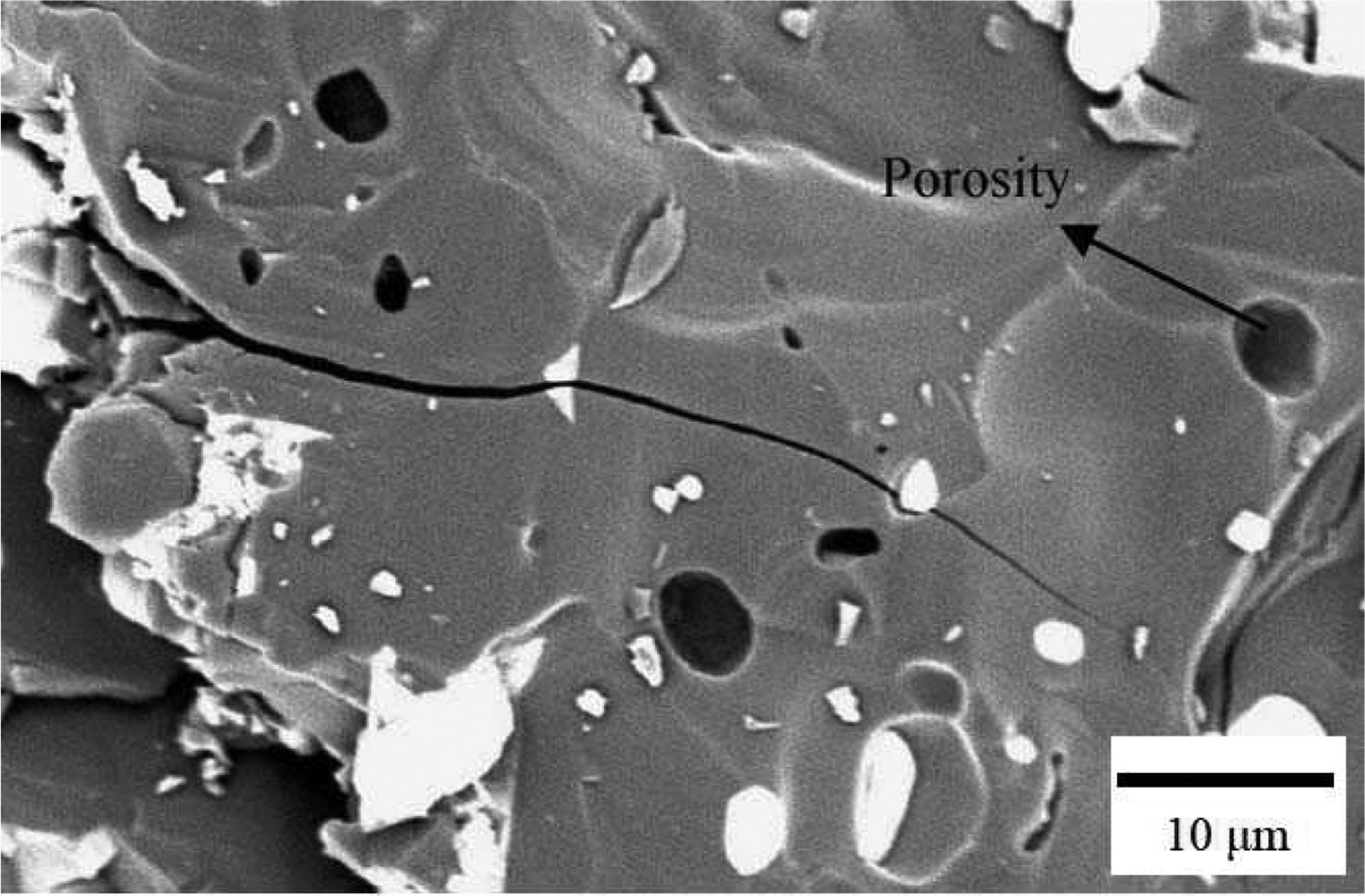
Although B4C ceramics with the addition of Al displays good densification, the properties of B4C/Al composites depend on densification temperature. The sintering temperature of B4C above 1800°C results in particle surface passivation and prevents the reaction with Al. And B4C/Al composites usually show significantly different phase compositions even using B4C produced by different suppliers.
Silicon (Si)
Silicon with light weight is a metalloid type additive which can promote the densification of B4C ceramics effectively. Stibbs and Thompson [31] used Si as a sintering additive which can be introduced into B4C by combining with the powdered B4C compound to form a mixture which is cold pressed and then sintered, or impregnating into cold pressed compacts of B4C compound while in the molten state or vapour phase. The relative density of the B4C compound containing 10 wt-% Si and 5 wt-% Si can be up to 99.2% and 100% of the theoretical maximum density after sintered at a temperature of about 2100°C, respectively. Although a highly dense, sintered Si-containing body can be obtained, cold-pressed and sintered articles are not necessarily of the same strength and impact resistance as hot-pressed B4C articles. Cai et al. [32] investigated the effect of Si addition on properties of a B4C ceramics. They found that Si can be solid soluted into B4C and thus B12 (B,C,Si)3 is formed. Doping Si into B4C is some like that of increasing B concentration in B x C. The thermoelectric properties of the B4C ceramics can be improved by adding Si into B4C. While if the carbon-riched boron carbide is used as the starting materials, the result is different. Wei et al. [33] stated that when Si was added into B4C ceramics, Si reacted with free carbon originating in the B4C and solid soluted into B4C structure. However, the main crystal phase of the ceramics is B4C and SiC.
Al–Si
Both Al and Si can be used as sintering additives for the pressureless sintering of B4C ceramics. So some researchers studied the effect of Al–Si binary additives on the densification for pressureless sintering of B4C ceramics.
Xu et al. [34] used Al–Si binary metallic additives to enhance the densification of B4C ceramics and found that most of the lattice space of the B4C grains is occupied by the Al atoms, thereby there is a little residual space for Si atoms to enter into in the B4C lattice. So other Si atoms remain at the B4C grain boundaries, where SiC is formed by the reaction of Si and B4C, which can hinder grain growth. In other words, Al–Si binary additives can produce a refined microstructure in contrast to individual Al or Si additive. The relative density of the B4C ceramics with 5 wt-% Al–Si binary additives with molar ratio of 9:1 reaches 95.7% after sintering at 2250°C. The flexural strength, fracture toughness and Vickers hardness can reach 283.3 ± 33.3 MPa (three points), 2.9 ± 0.4 MPa•m1/2 (IF) and 31.5 ± 0.8 GPa, respectively.
Frage et al. [35] incorporated Al–Si alloy into B4C ceramics by the infiltration technique. This method makes molten Al–Si alloy penetrate into B4C ceramics by the capillary force between the infiltrants and the B4C matrix, or by the external pressure used on the molten infiltrants in a temperature range from 600°C to 1500°C. This technique avoids the formation of Al4C3 phase, which is expected to be harmful for mechanical properties, when only molten Al was infiltrated into B4C ceramics. The presence of Si can suppress the formation of Al4C3, accelerate the penetration of the molten alloy and improve the wetting. The hardness of the infiltrated composites is increased to 25.5 ± 1.8 GPa, however, this value is not too high. Moreover, no mention is made of the other mechanical properties (flexural strength, fracture toughness). Kumazawa et al. [36] researched the effect of sintering aid gases of Al gas and Si compound gas produced from SiC on densification of B4C. Sintering of B4C ceramics can be accelerated by the sintering aid gas, of which relative density is up to 97.4% of theoretical density (a bulk density of 2.455 g cm−3) after being sintered at 2226°C. Al gas, a conduit for densification, can be used as a reducing agent for boron oxide on B4C raw materials, which can lead to increased densification because removal of oxides prevents coarsening at intermediate temperatures [15]. SiC and Al4SiC4 phases were formed in grain boundaries after sintering with Al gas and Si compound gas, which contributed to the formation of liquid phase at high temperature. Although Al gas and Si compound gas can enhance the sinterability of B4C ceramics, they also lead to the formation of grain boundary phases and a variety of precipitates, which influence the strength and fracture toughness. Miyazaki et al. [37] also demonstrated that gaseous Al and Si species can infiltrate into the green compacts and react with B4C, and the densification of B4C ceramics is caused by the liquid phase. But what is different from the result proposed above by Kumazawa et al. is that besides SiC and Al4SiC4 phases, Al4C3 phase was formed in the reaction products. They proposed that gaseous Al came directly from the Al powder, but gaseous Si didn't come directly from the SiC powder because the sublimation temperature of SiC is higher than 2000°C. It was thought that gaseous Si was generated by the reaction between SiC and Al [38]:

Titanium (Ti)
Ti can react with B4C, and new phases are formed:


The absolute value of the standard free energy change, according to the thermodynamic data for elementary reactions, for Reaction [1] is much higher than that for Reaction [2] in the range of 1000–1600°C. Thereby the in situ production of TiB2 and C will be formed, either of which is beneficial to the densification of B4C ceramics.
Levin et al. [39] added Ti to B4C ceramics, and they found that Ti has little effect on the densification of coarse B4C powders at 2100°C but enhances the densification of fine B4C powders at 2190°C. The relative density of B4C ceramics with Ti additive reached about 87% of the theoretical density after sintering at 2190°C, and the flexural strength reached about 150 ± 11 MPa (three points).
Boron (B)
Liu et al. [40] used B as a sintering additive for B4C ceramics and found that B can promote the densification of B4C ceramics. Flexural strength, fracture toughness, hardness and elastic modulus were improved by doping B into boron carbide. Grabchuk and Kislyi [41] reported that B can react with C in the carbon-rich B4C, resulting in the formation of columnar boron carbide on the surfaces of primary boron carbide particles. The addition of B can both promote the densification and enhance the microhardness of B4C ceramics.
Relative density, sintering temperature and mechanical properties of the B4C ceramics with metallic additives by pressureless sintering.
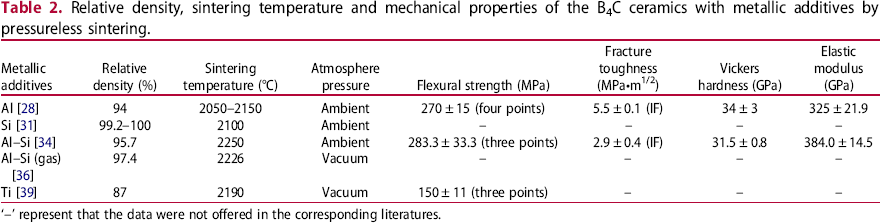
‘–’ represent that the data were not offered in the corresponding literatures.
Oxide additives
It is reported that a small quantity of oxide additives are very effective in promoting the densification of non-oxide ceramics [42]. As another category of sintering additive for B4C ceramics by pressureless sintering, some oxides, especially transition metal oxides, were found to be effective on densifying B4C ceramics either by solid-state sintering or by liquid phase sintering techniques.
Al2O3
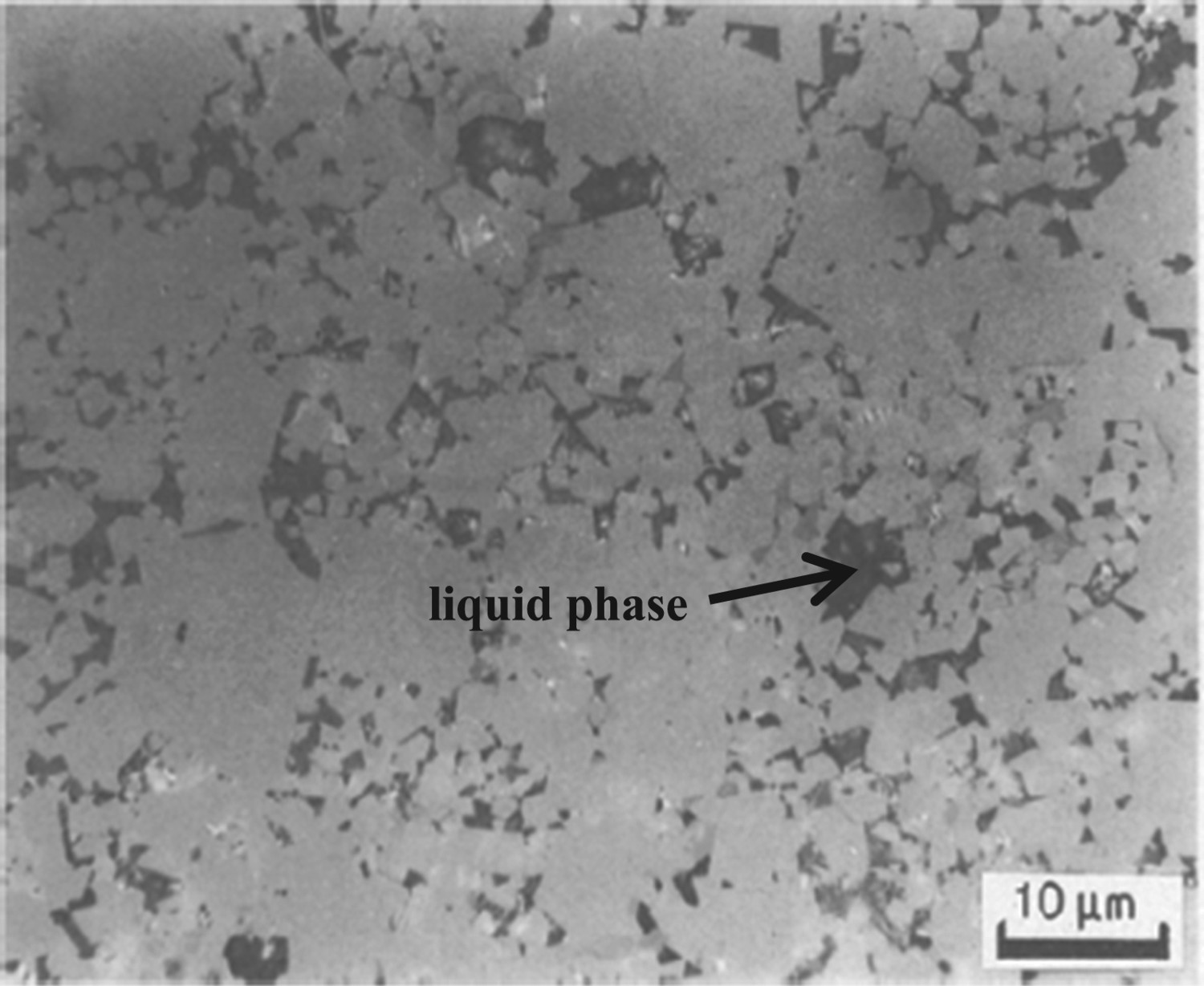
Lee and Kim [43] reported that the addition of Al2O3 enhanced the densification of B4C ceramics, of which relative density could be up to 96% of the theoretical density after sintered at 2150°C when the addition of Al2O3 was 3 wt-%. B4C can react with Al2O3 as follows (a small amount of free carbon existed in boron carbide powder):
Optical micrograph showing good wetting of liquid phase on B4C grains [43].
TiO2
Skorokhod et al. [46] claimed that the relative density of B4C ceramics is up to higher than 99% by sintering B4C with TiO2 and C in the temperature range of 1900–2050°C. The novel feature of the technique is that the TiO2 added into B4C ceramics can be transformed into TiB2 phase in situ. The conversion of TiO2 into TiB2 during sintering is excepted to be beneficial to improve both densification and mechanical properties of B4C ceramics. It was also found that fine TiB2 particles are formed at the boundaries of B4C grains, which can limit the grain growth of B4C matrix, and these TiB2 particles promote mass transfer in the aggregate, thereby, sintering temperature is lowered. The sintering aptitude of B4C/TiO2 composite ceramics is higher than that of B4C/TiB2 composite ceramics formed from initial mixtures directly. C acted as a reducing agent for TiO2. The flexural strength and the fracture toughness for a B4C–15 vol.-% TiB2 composite ceramics are 513 ± 21 MPa (four points) and 3.7 ± 0.2 MPa•m1/2 (SENB), respectively, which are higher than those of pure B4C ceramics obviously [47] and than the value for B4C ceramics with a carbon addition (about 350 MPa). Skorokhod et al. [48, 49] also found that the sintering process of B4C/TiO2 ceramics is controlled by coarsening of TiB2 formed in situ and by grain boundary diffusion, and heating rate has no visible effect on densification. TiB2 particle coarsening was attributed to grain boundary diffusion, and the coarsened TiB2 can improve the mechanical properties of B4C ceramics because of thermoelastic residual compressive stresses. Levin et al. [50] added 40 wt-% TiO2 into B4C ceramics to promote sintering. They suggested that TiO2 and B4C can react as follows:

ZrO2
Besides TiO2, B4C–TrB2 (Tr is a transition element) composites also can be formed by the reaction between some other transition element oxides and B4C, which are expected to have better mechanical properties than monolithic B4C. Goldstein et al. [51] researched the behaviour of B4C–ZrO2 (yttria-stabilized zirconia polycrystals) mixtures during sintering in a temperature range of 1900°C–2200°C. B4C composite ceramics with the addition of 30 wt-% ZrO2 allows a sintered density of ≥97% theoretical density to be attained. The fine ZrO2 grains are transformed to larger ZrB2 grains during sintering, and B4C–ZrB2 system can be formed by in situ reaction, which is similar to B4C–TiB2 system that is formed by in situ reaction of B4C and TiO2. The average size of ZrB2 formed by in situ reaction is 5 μm, which is similar to the size of ZrB2 synthesised via carbothermal reduction by Xie et al. [52]. The Vickers hardness of B4C–ZrO2 ceramics can be 30–33 GPa. Baharvandi et al. [53] also added 30 wt-% ZrO2–3 wt-% Y2O3 into B4C ceramics, and they observed that both the size of grains and porosity of the ceramics were reduced with the addition of ZrO2. The relative density increased to 98.5% from 75% of an undoped B4C ceramics. The fracture toughness and the flexural strength can reach 3.2 ± 0.16 MPa•m1/2 (IF) and 340 ± 18 MPa (four points), respectively. The addition of excess ZrO2 leaded to a decrease in hardness, which was attributed to the formation of less hard ZrB2 phase. Roy et al. [54] compared the effect of addition of C, TiB2 and ZrO2 on the densification of B4C ceramics. They found that the addition of ZrO2 was the most effective in achieving a higher relative density of B4C ceramics. The relative density of B4C–5 wt-% ZrO2 ceramics can be up to 93% even at a relatively lower sintering temperature of 2275°C. They also found the formation of ZrB2 which distributed uniformly throughout the matrix. However, they observed a different result from Baharvandi et al. stated above that Knoop hardness of the B4C ceramics with 5 wt-% ZrO2 exhibited a value of 32 GPa, which is higher than that of B4C ceramics without the addition of ZrO2 (24–25 GPa).
High-alumina talc
Although small amounts of oxides such as Al2O3, TiO2 and ZrO2 are very effective in promoting the densification of B4C ceramics, these materials must have high purity and be very fine to enhance sinterability. Therefore, these powders are usually very costly. In order to develop a low cost additive, Baharvandi et al. [55] used high purity B4C as a raw material, high alumina talc (26.62 wt-% Al2O3: 47.78 wt-% SiO2: 25.6 wt-% MgO) as a sintering additive, researched the effect of high-alumina talc on densification of B4C ceramics. The results showed that SiC, MgB2 and Al2O3 are generated by the in situ chemical reaction between talc and B4C, which all aided to promote the densification. Different from Lee and Kim's studies stated in ‘Al2O3’ section, AlB12C2 phase formed from the reaction between B4C and Al2O3, which can improve the sinterability of B4C by decreasing the diffusion energy barrier, was not detected in Baharvandi's studies. B4C ceramics with the addition of 30 wt-% talc can be sintered up to 98% of theoretical density at temperature of 2150°C. The toughness of B4C based ceramics increases with the increasing of talc up to 30 wt-%. The maximum hardness is obtained when the content of talc is 25 wt-%. The diminished hardness of B4C based ceramics with more than 25 wt-% talc is because of the presence of fewer hard phases and the thermal expansion mismatch between the formed phases.
Al2O3+Y2O3
Al2O3+Y2O3 have been successfully used as additives, which promote liquid state sintering, to the sintering of SiC ceramics [56, 57] and Si3N4 ceramics [58, 59]. In order to research the liquid state sintering of B4C ceramics, Li and Li [60] added Al2O3 and Y2O3 into B4C ceramics, and they demonstrate that B4C ceramics can be sintered in liquid phase by using both Al2O3 and Y2O3 as sintering additives. The relative density of the ceramics is 97.7% of the theoretical density after sintering at 1950°C when the addition of Al2O3 and Y2O3 is up to 15 wt-%. The flexural strength can reach 565 MPa (four points) when the addition of sintering additives is 17 wt-%. They also found that the fracture toughness of the B4C ceramics is almost about 4.2 MPa•m1/2 (IF), which is unrelated to the amount of liquid phase. That means Al2O3 and Y2O3 as a kind of sintering additives of liquid phases have no effect of toughening on B4C ceramics. Wu et al. [61] also stated that the addition of Al2O3 and Y2O3 can promote the liquid phase sintering of B4C ceramics, and microhardness reached up to 30.2–31.0 GPa.
Relative density, sintering temperature and mechanical properties of the B4C ceramics with oxide additives by pressureless sintering.
‘–’ represent that the data were not offered in the corresponding literatures.
Non-oxide additives
Using non-oxide as sintering additives is another route to prepare dense B4C ceramics. Borides, carbides and fluorides are often used as sintering additives for B4C ceramics.
Borides
CrB2
Liquid phase sintering is thought to be an alternative method to promote the sinterability of B4C ceramics. The eutectic of the B4C–CrB2 system in the phase diagram is 2150°C, therefore CrB2 is thought to be an effective additive for the promotion of liquid phase sintering of B4C ceramics. Yamada et al. [62] fabricated a high relative density of 98.1% B4C based ceramic composites with 20 mol-% CrB2 by pressureless sintering at the temperature of 2030°C. The addition of CrB2 promoted the sinterability of B4C ceramics because of the formation of B4C–CrB2 eutectic liquid phase. Moreover, it was reported that Cr can diffuse into the grains of B4C, which may result in the densification [63]. The flexural strength and fracture toughness can be up to 525 MPa (four points) and 3.7 MPa m1/2 (SENB), respectively. The increase in fracture toughness is because of the formation of microcracks and the deflection of propagating cracks resulting from residual stress generated because of the thermal expansion mismatch of CrB2 and B4C. The grains showed transgranular fracture (Figure 4).
Fractured surface of B4C–20 mol-% CrB2 specimen sintered at 2030°C [62].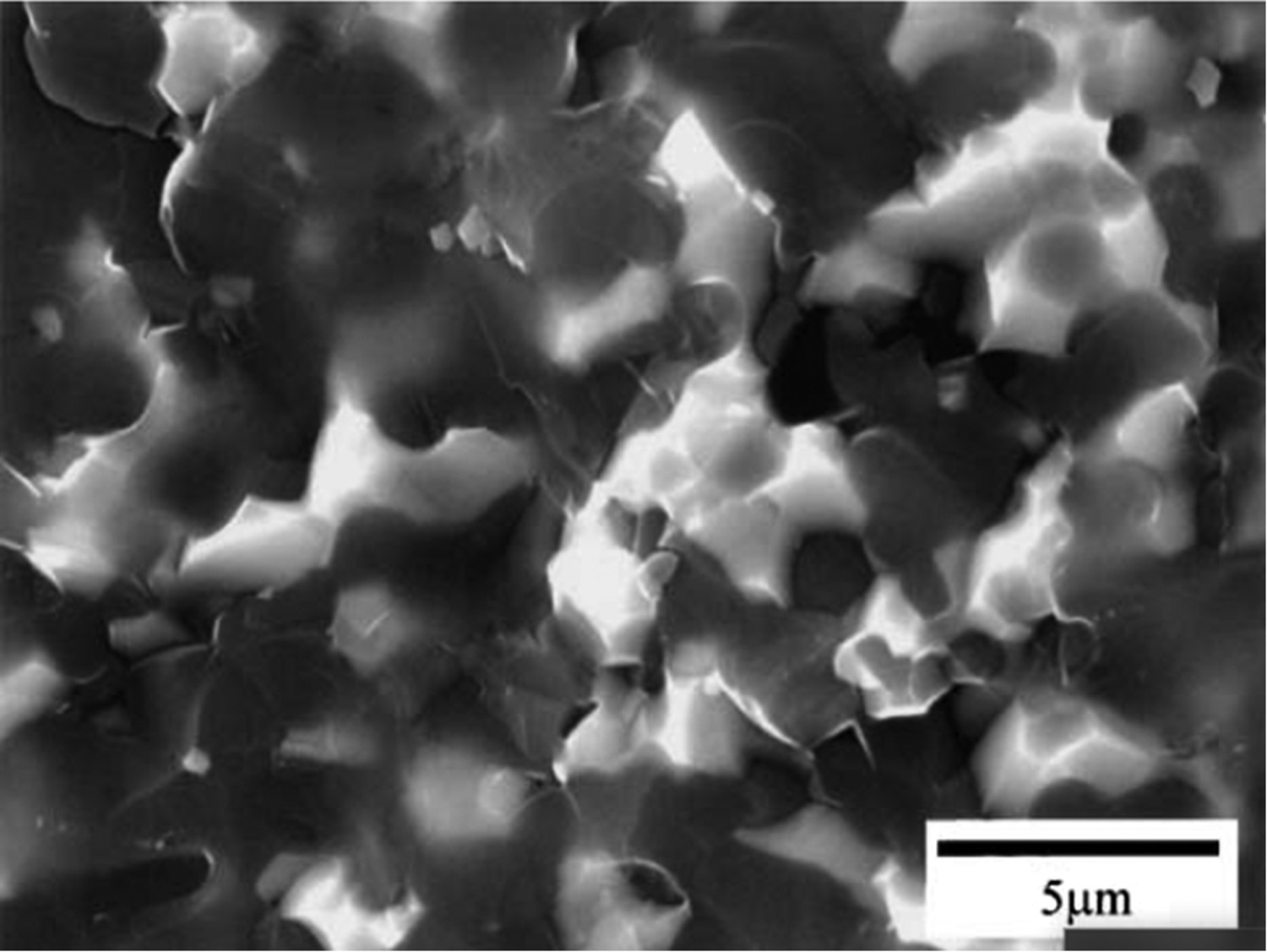
TiB2
In order to solve the complicated processing route needed in situ method when TiO2 is used as a sintering additive, Baharvandi and Hadian [64] directly used TiB2 as a sintering additive. They found that the addition of TiB2 can reduce porosity and inhibit grain growth of B4C ceramics. The relative density of B4C ceramics with the addition of 30 wt-% TiB2 can reach 98.5% of theoretical density after sintering at 2150°C. The improved densification of B4C ceramics through adding TiB2 into B4C matrix is due to point defects caused by different thermal expansion coefficients between B4C and TiB2. At the same time, the fracture toughness also reach the highest value of 3.4 ± 0.1 MPa•m1/2 (IF). However, both flexural strength and hardness increase first and then decrease with the increasing of the addition of TiB2. Both flexural strength and hardness reach the highest value when the addition of TiB2 is 15 wt-%, the values are 345 ± 10 MPa (four points) and 31 ± 1 GPa, respectively. Srivatsan et al. [65] demonstrated that the addition of TiB2 did certainly improve microhardness of the B4C ceramics. Zorzi et al. [66] also discovered that the addition of TiB2 improved both microhardness and wear resistance of B4C ceramics.
Carbides
WC
Zakhariev et al. [67] reported that the addition of WC increased the densification and the microhardness of B4C ceramics during pressureless sintering at temperatures from 2200°C to 2250°C. And the shear modulus, Young's modulus and flexural strength of B4C–10 wt-% WC composite ceramics are close to those of hot-pressed B4C ceramics. However, the mechanical characteristics decrease with the further increasing of the amount of WC because the free carbon is formed in the chemical interaction between the two carbides during the sintering. The composition of B4C ceramics obtained by adding WC was three phase: B4C–W2B5–C. The amount of eutectic phase increased with the amount of the sintering additive.
Be2C
Prochazka [68] used submicron B4C powder as a raw material and submicron Be2C powder as a sintering additive to produce dense B4C ceramics. The author observed that B4C ceramics could be densified to a limited degree (72% of theoretical density) only on sintering submicron B4C powder at temperature of 2260°C, which means the particle size of submicron alone is not of decisive importance, whereas the relative density of the B4C ceramics with the addition of 1 wt-% Be2C can reach 94% of the theoretical density after sintering at 2280°C. However, the effect of the addition of Be2C on mechanical properties was not reported in this study. Moreover, Be2C is highly toxic, and the presence of Be2C prevents B4C from use in the field of nuclear technology.
Cr3C2
Li et al. [69] used Cr3C2 as a sintering additive, and Cr3C2 reacts with B4C as follows:

The in situ formed CrB2 produced liquid phase that could improve the densification of B4C ceramics, which was in agreement with the report that liquid phase can be obtained at 1875°C in the B4C–CrB2–C system [70]. Meanwhile, the graphite generated can remove surface B2O3 layer, which can also help to improve the densification of B4C. The relative density of B4C ceramics reached 93% when the content of Cr3C2 was 30 wt-% after sintering at 2070°C, meanwhile, the flexural strength of B4C–30 wt-% Cr3C2 can reach 440 ± 18 MPa (three points). Although the relative density can reach about 95% when the B4C ceramics sintered after 2100°C, the coarse grains began to appear at 2080°C, which can decrease the flexural strength sharply. From the effect of improving the densification of B4C ceramics, the effect of CrB2 formed in situ is not as good as directly adding CrB2 aforementioned in ‘CrB2’ section.
Fluoride
Kanno et al. [71] researched the effect of fluorides on densification of B4C ceramics. They pointed out that MgF2 did not show any significant densification effect on B4C. While the B4C ceramics with the addition of 1 wt-% AlF3 can obtain the relative density of 86% of the theoretical density after sintering at 2200°C. It is interesting to note that, however, the effect of AlF3 on densification of B4C is weaker than that of Al or Al2O3 on densification of B4C stated in sections ‘Aluminium’ and ‘Al2O3’, respectively.
Relative density, sintering temperature and mechanical properties of the B4C ceramics with non-oxide additives by pressureless sintering.
‘–’ represent that the data were not offered in the corresponding literatures.
Combined additives
Besides the single kind of additives mentioned above, sometimes two or more than two additives can also be used together to promote the sintering of B4C ceramics. Various additive combinations have been tried by researchers.
Two organic precursors
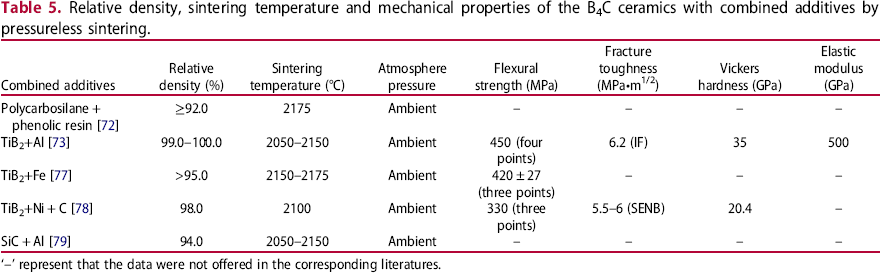
Bougoin and Thevenot [72] used phenolic resin and polycarbosilane as the precursor of C and SiC, respectively, the B4C ceramics with the addition of both phenolic resin and polycarbosilane was prepared. The ceramics prepared had a relative density more than 92% theoretical density at the sintering temperature of 2175°C. Though the relative density is not too high, it was possible to remove free C, which can carburise the metallic cladding materials and must be avoided in nuclear applications, from the resulting materials. The advantages of preparing B4C–SiC composites by in situ method are that: (1) very homogeneous B4C–SiC mixtures can be obtained without milling, during which pollution is usually caused; (2) polycarbosilane acts as a plasticiser as well as a temporary binder during the process of pressing. However, the disadvantage of this method is that coarse-grained α-SiC is formed from β-SiC (produced from polycarbosilane) during sintering.
Non-metal + metal
Some oxide additives or non-oxide additives stated above can promote the sintering of B4C ceramics, and some metallic additives can also improve the densification of B4C ceramics because of the generation of liquid phases, which accelerate the liquid solid mass transfer process. Therefore, non-metallic additives and metallic additives can be combined to use as additives to promote the densification of B4C ceramics.
TiB2 + Al
Mashhadi et al. [73] researched the influence of the addition of TiB2 and Al on the densification behaviour of B4C ceramics. It was shown that both TiB2 and Al additions to B4C ceramics provided fine and dense microstructure, thereby the relative density of B4C–30 wt-%TiB2–5 wt-%Al composite ceramics can reach 99% after sintering at 2050–2150°C. Flexural strength, fracture toughness, hardness and elastic modulus can reach 450 MPa (four points), 6.2 MPa•m1/2 (IF), 35 GPa and 500 GPa, respectively. These values represent a significant increase, considering that the fracture toughness and the flexural strength of pressureless, sintered B4C ceramics with other sintering additives rarely exceed 5.0 MPa•m1/2 and 400 MPa, respectively. For the fracture toughness of 6.2 MPa•m1/2, the value is almost identical to that of B4C ceramics prepared with the addition of TiO2 and C via hot pressing (6.1 ± 0.7 MPa•m1/2 (IF)) [74]. The authors thought that TiB2 does not undergo any change and only acts as grain growth inhibitor during the sintering. While Al reacted with B4C as followings:



Al8B4C7 phase can be detected either by XRD or by SEM (Figure 5). The effect of adding both TiB2 and Al simultaneously is significantly better than that of adding TiB2 or Al separately to promote the densification of B4C ceramics.
TiB2 + Fe
TiB2 can densify the B4C ceramics as stated in ‘TiB2’ section and have high wear and corrosion resistance [75]. Fe has a relative low wetting angle and can react with B4C to form iron boride which exists as a liquid phase at the sintering temperature [76]. Based on these, TiB2 and Fe were selected by Kim and Kim [77] as a kind of combination of additives. They observed that the ceramics can obtain the maximum densification (97% of the theoretical density) when the composition of the ceramic was B4C–10 wt-% TiB2–1 wt-% Fe after sintering at 2175°C. TiB2 is effective in limiting the grain growth of B4C, and Fe-rich grain boundary phase forms a liquid phase and promotes the densification of B4C based ceramics. Although the ceramics with a composition of B4C–10 wt-% TiB2–1 wt-% Fe can acquire a higher density after sintering at 2175°C, the flexural strength is only about 250 MPa (three points). The flexural strength of the ceramics with a composition of B4C–20 wt-% TiB2–1 wt-% Fe can be up to about 420 ± 27 MPa (three points) after sintering at 2150°C, and relative density of the ceramics with this composition is about 95% of theoretical density.
Fractured surface of B4C–10 wt-% TiB2–5 wt-% Al specimen sintered at 2050°C [73].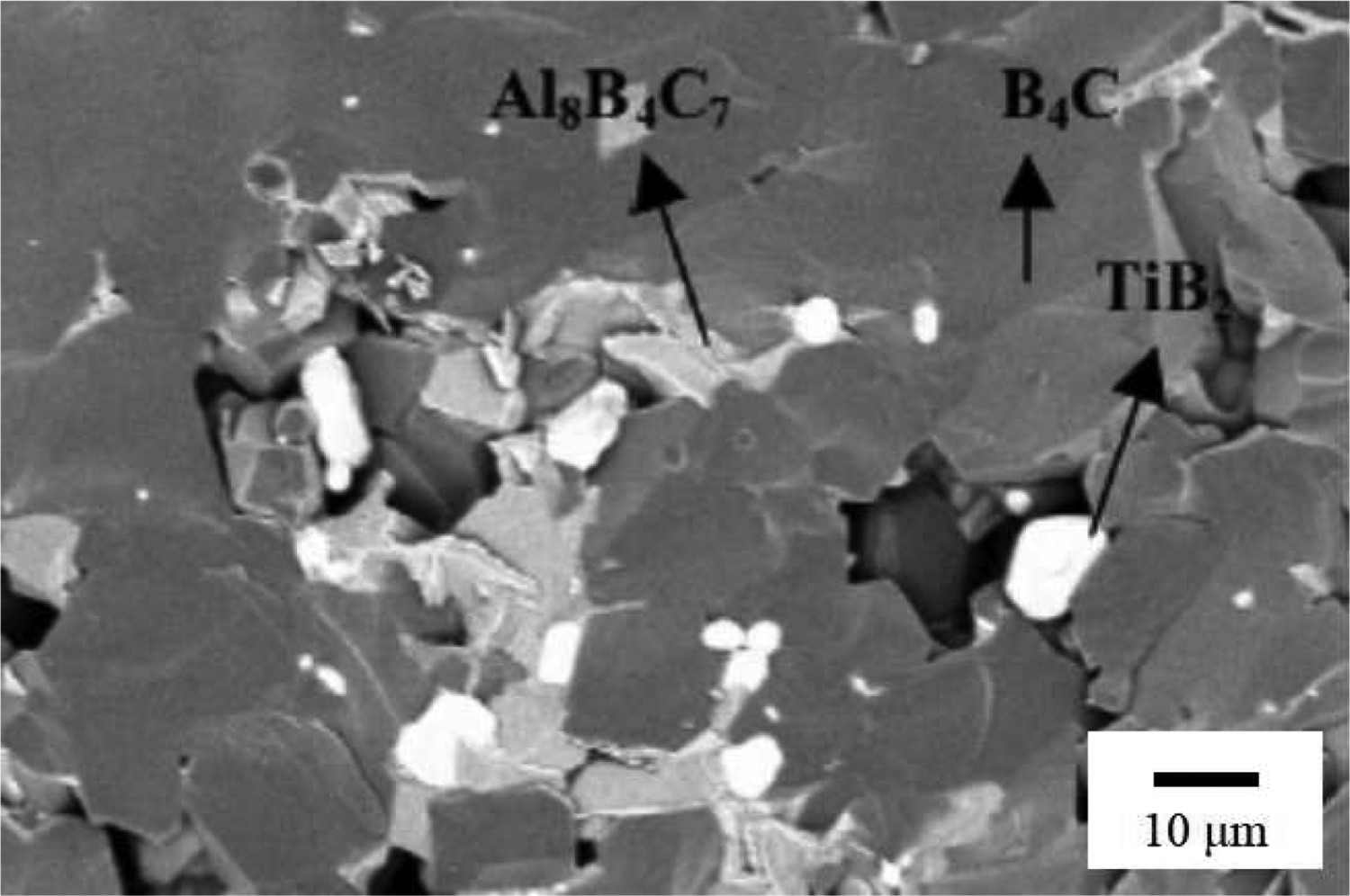
Other combinations
Ma et al. [78] added the composite mixture of TiB2, Ni and C (phenolic resin) into B4C ceramics, and pores could be filled by liquid Ni formed at high temperature. The relative density of the composite ceramics with the addition of 1.3 wt-% Ni can reach 98% of the theoretical density after sintering at 2100°C, flexural strength, fracture toughness and Vickers hardness can reach 330 MPa (three points), 5.5–6 MPa (SENB) and 20.4 GPa, respectively. Weaver [79] prepared dense B4C based composites by sintering B4C with SiC and Al. A density of 2.41 g cm−3, which corresponds to a relative density of 94% of theoretical density, was obtained for a B4C–10 wt-% SiC–3 wt-% Al composite sintered at temperatures from 2050°C to 2150°C. However, no information is given regarding their mechanical properties (flexural strength, fracture toughness, or hardness). Moers et al. [80] proposed B4C can be able to sinter by adding one or more carbides, such as silicon carbide, vanadium carbide, tungsten carbide, molybdenum carbide, titanium carbide, hafnium carbide and zirconium carbide, and one or more metals, such as Ni, Co, Fe and Cr, after heating at a temperature of 2200°C to 2300°C. They concluded that the amount of carbides and metals added must not together exceed 25% of the total mixture, otherwise the hardness of the final product is unsatisfactory. However, no data on the density of the finished product were reported. Gu et al. [81] reported that the relative density and mechanical properties of B4C ceramics prepared by adding B2O3 and Si were significantly improved. Zhang et al. [82] found that composite sintering additives of TiC and Si can effectively improve the densification of the B4C ceramics, thereby resulting in superior hardness.
Non-metal + non-metal
High purity raw materials, which are made by energy-intensive processes or by other costly methods, are often chosen as the starting materials for B4C based ceramics. Generally speaking, minimising the impurity contents of raw materials is able to maximise the properties of the final ceramic products. In order to reduce cost of the starting ceramic powders for B4C ceramics, Cameron [83] prepared the B4C ceramics containing SiC and MgAl2O4 from low cost raw materials. The magnesium silicate (talc, vermiculite or mica), B2O3, Al and C were chosen as raw materials, B4C–SiC–MgAl2O4 composite ceramics can be formed by in situ reaction according to the equation:

Relative density, sintering temperature and mechanical properties of the B4C ceramics with combined additives by pressureless sintering.
‘–’ represent that the data were not offered in the corresponding literatures.
Rare earth oxide additives
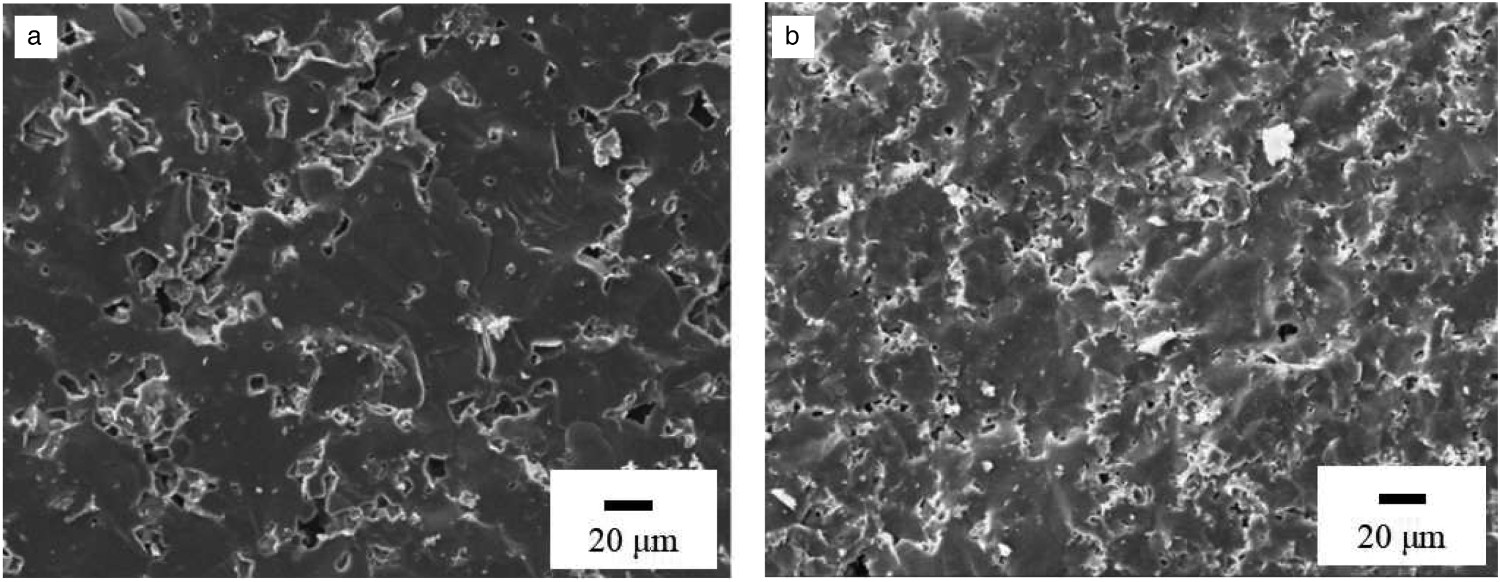
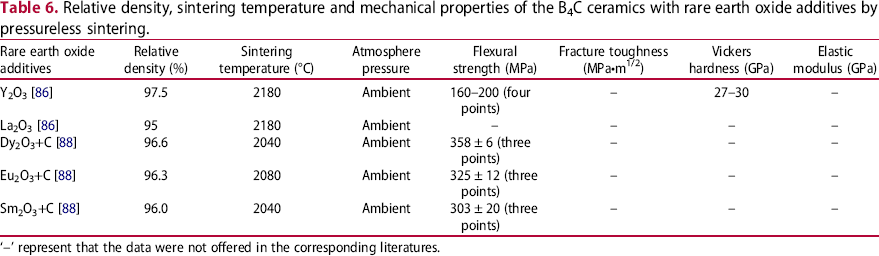
Rare earth oxides are only used as sintering additives for B4C ceramics in recent years. The research about using rare earth oxides to promote densificaiton of B4C ceramics is limited. Goldstein et al. [86] used La2O3 and Y2O3 as sintering additive to densify B4C ceramics, respectively. The relative density of the ceramics can reach more than 95% of the theoretical densify after sintering 2180°C. The rare earth oxides, as sintering additives, are more effective than transition metal oxides. When 8 vol.-% Y2O3 was added into B4C ceramics, the ceramics has a density of 2.7 g cm−3, which is most lightweight B4C containing ceramics which can be densified to 97.5% of the theoretical densification by pressureless sintering. Thereby, the B4C ceramics with the addition of Y2O3 can be used as lightweight ceramic armour in nuclear applications. Mu et al. [87] suggested that the addition of La2O3 can enhance the density and lower the sintering temperature of B4C ceramics because LaAlO3 phase generated form the reaction between B4C and La2O3 has better surface coalescent with B4C. Wei et al. [88] researched the effects of the addition of other rare earth oxides (Dy2O3, Eu2O3 and Sm2O3) on the densification and mechanical properties of B4C ceramics, however, they came up with different results from Goldstein et al. and Mu et al. stated above. These authors suggested that only adding Dy2O3 to promote the densification of B4C ceramics is limited, and only adding Eu2O3 or Sm2O3 has no effect on improving the densification of B4C ceramics. However, adding the composite mixture of both 4 wt-% rare earth oxides and 18 wt-% phenolic resin is found to be excellent in improving the densification of B4C ceramics. Among them, Dy2O3 has the best effect on promoting the density and improving the flexural strength of B4C ceramics. When 18 wt-% phenolic resin and 4 wt-% Dy2O3 was added into B4C ceramics after sintering at 2040°C, relative density and flexural strength can be increased to 96.6% and 358 ± 6 MPa (three points), respectively. For Eu2O3, relative density and flexural strength are 96.3% and 325 ± 12 MPa (three points), respectively, when the ceramics were sintered at 2080°C. And for Sm2O3, relative density and flexural strength are 96.0% and 303 ± 20 MPa (three points), respectively, when the ceramics were sintered at 2040°C. All of these results are better than that of the B4C ceramics with only adding 18 wt-% phenolic resin, of which relative density and flexural strength are 96.2% and 234 ± 22 MPa (three points), respectively, when the ceramics were sintered as high as 2160°C. They attribute the increase in the densification of the ceramics to the formation of DyB2C2 and Dy2C3 phase because of the reaction between DyB4 (generated from the reaction between B4C and Dy2O3) and pyrolytic carbon, which can accelerate the diffusion between B and C atoms resulting in the promotion of the densification of B4C ceramics. And the increase in strength is attributed to restriction of grain growth of B4C particles by rare earth particles dispersing in intergranular (Figure 6). But there is no explanation for lowered sintering aptitude of B4C ceramics in the presence of only rare earth oxide addition. Sairam et al. [89] also demonstrated that only using Eu2O3 as a sintering additive has a negative effect on densification of B4C ceramics, and they gave an explanation for the mechanism. They thought the reasons are that: (1)the reaction between transition metal oxides and B4C is only by one step and no borates are formed. However, Eu2O3 reacts with B4C by the following equations:
SEM of specimens sintered at 2040°C for 2 h [88]: (a) B4C + 18 wt-% phenolic resin and (b) B4C + 18 wt-% phenolic resin + 4 wt-% Dy2O3.


Eu2O3 first converts to borates and then to borides. The conversion of Eu2O3 is more difficult and slower in comparison to transition metal oxides; (2)the release of CO gas turns to an additional burden to the densification, which does not exist in case of transition metal oxide additions with B4C. In addition, Xu et al. [90] reported that adding Gd2O3 into B4C ceramics can improve the hardness of the ceramics, but decrease the flexural strength of the B4C ceramics.
Relative density, sintering temperature and mechanical properties of the B4C ceramics with rare earth oxide additives by pressureless sintering.
‘–’ represent that the data were not offered in the corresponding literatures.
Recent research trends
Recently, spark plasma sintering (SPS), pulsed electric current sintering (PECS) and plasma pressure compaction (P2C) methods are gradually applied to the sintering of B4C ceramics. The application of SPS, PECS or P2C can reduce the sintering temperature, shorten holding time, and improve the efficiency as sintering the B4C ceramics. Many researchers proposed that B4C ceramics added different additives prepared by SPS can acquire better relative density and mechanical properties than that of B4C ceramics prepared by pressureless sintering or by hot pressing. Srivatsan et al. [65] found that the addition of TiB2 into B4C ceramics did certainly improve microhardness of the ceramics by spark plasma sintering. Sun et al. [92] used CeO2 as sintering additive, and the resulting B4C ceramics exhibits a high relative density of 96.7%. Pan et al. [93] used B, C (graphite) and WC as raw materials, and W2B5 reinforced B4C ceramics was prepared via in situ reaction by spark plasma sintering. The relative density of the ceramics can be close to completely dense (99.8% of the theoretical density), the fracture toughness and Vickers hardness can reach 11.9 ± 0.2 MPa•m1/2 (SENB) and 30.2 ± 0.7 GPa, respectively. Eqtesade et al. [94] combined pressureless spark plasma sintering with robocasting for the first time to prepare B4C ceramics. The relative density and hardness of B4C ceramics prepared reach 95 ± 3% and 27 ± 1.5 GPa, respectively, after sintering at 2100°C. Liu et al. [95] reported that relative density, Vickers hardness, fracture toughness and flexural strength of B4C–41 vol.-% TiB2 composite ceramics produced by reactive pulsed electric current sintering (1900°C × 7 min) can be up to 97.9%, 28.3 ± 1.4 GPa, 4.4 ± 0.5 MPa•m1/2 (IF), 891 ± 32 MPa (three points), respectively. Ren et al. [96] used B4C and Ti as starting materials, and core–shell B4C–TiB2&TiC powder composites were prepared by molten salt method without co-ball milling. The relative density of B4C–TiB2 interlayer ceramic composites can reach 98% by subsequent pulsed electric current sintering (1700°C × 10 min). The fracture toughness, however, is not too high, of which value is only 4.38 ± 0.14 MPa•m1/2 (IF). To further increase the densification and fracture toughness of B4C ceramics, Ren et al. [97] used Al3BC as a sintering additive to improve the sinterability of B4C by pulse electric current sintering. The results showed that the relative density, fracture toughness, Vickers hardness, and elastic modulus reached as high as 100%, 6.32 ± 0.07 MPa•m1/2 (IF), 37.0 ± 5.0 GPa, and 495 ± 53.0 GPa, respectively, when the addition amount of Al3BC was 18 wt-%. The fracture mode of a mixture of intergranular and transgranular modes, which is beneficial to improve fracture toughness can be formed from the single transgranular mode by the good dispersion of Al3BC. Rubino et al. [98] reported that relative density, fracture toughness and hardness of B4C ceramics sintered by plasma pressure compaction (1750°C × 5 min) can be up to 99.2%, 3.6 MPa•m1/2 and 28 GPa, respectively. In addition, rapid heating is a new sintering method for B4C ceramics put forward in recent years. Rapid heating can minimise the time over which coarsening could occur by evaporation and condensation of B4C. Lee and Speyer [99] utilised rapid heating method to sinter and densify B4C ceramics. The relative density of the B4C ceramics without and with the addition of carbon (3 wt-%) can reach 92.76% and 98.65% of theoretical density, respectively.
Furthermore, some newly developed sintering additives have been utilised for densification and enhancing the mechanical properties of B4C ceramics by hot pressing. For example, Ma et al. [100] added 2 wt-% SiB6 into B4C ceramics. The B4C ceramics with the addition of SiB6 can be completely densified, the bulk density, flexural strength and Vickers hardness of the B4C ceramics are 2.515 g cm−3 (99.5% of the theoretical density), 426.6 ± 35.6 MPa (three points), 31.2 ± 0.9 GPa, respectively. Sairam et al. [101] used HfO2 as a sintering additive, and HfB2 was a reaction product in the resulting materials. Relative density can reach 100% of the theoretical density. Transgranular fracture, crack deflection, crack arrest and crack bridging results in high fracture toughness (4–7 MPa•m1/2 (IF)). Grigor'ev et al. [102] used the composite mixture of V2O5 and carbon black as sintering additives, B4C–VB2–C composite ceramics was prepared by reaction sintering with hot pressing. The fracture toughness, flexural strength and Vickers hardness can reach about 6 ± 1.3 MPa•m1/2 (IF), 600 ± 51 MPa (three points) and 42 ± 7 GPa, respectively. Sun et al. [103] used both TiO2 and Al as sintering additives to improve the sinterability of B4C ceramics. The relative density, flexural strength, fracture toughness and Vickers hardness can reach 97.5 ± 0.3%, 540 ± 14 MPa (three points), 5.1 ± 0.2 MPa•m1/2 (IF) and 28.2 ± 1.0 GPa, respectively. The enhanced fracture toughness was because of the formation of microcracks and deflection of cracks, and the increased flexural strength was because of the change of fracture mode. Zhang et al. [82] used both TiC and Si as sintering additives, and B4C–TiB2–SiC ceramics was prepared by in situ process. The relative density of B4C composite ceramics can be close to complete dense (98.9–99.4%), and the flexural strength, fracture toughness and hardness can reach 380–570 MPa (three points), 5.3–6.5 MPa•m1/2 (SENB), 33.1–36.2 GPa, respectively. In future research, these additives can be tried to apply to prepare B4C ceramics by pressureless sintering.
Recently, in order to solve the problems that mixtures of the required dispersion (<1 μm) can't be prepared even by high-energy ball milling and the nanoparticles are uneven distributed because of agglomeration of particles during mixing by using B4C, SiC, and TiB2 as raw materials to produce B4C–SiC–TiB2 composite, Kotsar et al. [104] used H3BO3, SiO2, TiO2, and C as starting materials, B4C–SiC–TiB2 composite was prepared in situ by the reaction as follows:

The synthesised powders are nanoparticles of average diameter 40 nm and conglomerations of B4C crystals of size < 1 μm after sintering at 1600°C, and agglomerates of submicron- and nanosized particles can be completely destroyed.
Conclusion
B4C ceramics have been successfully used in various industrial applications. The pressureless sintering realises wide applications in a low cost way. Some sintering additives have been proved to have a strong ability to increase pressureless sintered density and mechanical properties of B4C ceramics. Although some sintering additives can promote the densificaiton of B4C ceramics, there are still some problems existed in the application of additives to the densification of B4C ceramics: (1) some the second phases formed because of the addition of sintering additives often deteriorate the mechanical properties of the B4C ceramics. (2) Although the addition of some sintering additives from an extraneous source can promote the sinterability of B4C ceramics, either a large addition of additives or very high sintering temperatures are required for completely densifications of B4C ceramics. Moreover, good sintering effect can be realised only when very fine size initial boron carbide powders are used. (3) Only a few reports mentioned the mechanical properties of B4C ceramics prepared by pressureless sintering. The transport mechanism, especially for rare earth oxides, and the influence of impurities on the sintering of B4C ceramics have not been researched in detail. (4) Carbon additives, being most effective and superseding all competitors, are now used to improve the sinterability of B4C ceramics on an industrial scale. However, the mechanical properties of pressureless sintered B4C ceramics with carbon additives needs to be further improved. Furthermore, usually above 2200°C for ceramics with a relative density more than 97% of theoretical density is required for most practical uses, and a highly homogeneous dispersion of carbon additives is difficult to achieve in practice.
Some new technologies, such as rapid heating, spark plasma sintering and pulsed electric current sintering, are other routes to produce dense B4C ceramics, however, these new technologies are not suitable for industrial applications because of either limited simple shapes or much more cost. B4C ceramics prepared by pressureless sintering have the lowest cost, and different kinds of B4C products with complex shape and/or large size can also be fabricated by pressureless sintering. Therefore, pressureless sintering is the method with industrialised application value, and the research of sintering additives for pressureless sintering is of practical significance.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.