
Abstract
Various adaptations by conventional sintering of ceramics are a proven means of controlling the microstructure and properties of ceramics. A technically easy to implement variant is the two-step sintering, which was investigated in this study for ZTA ceramics in comparison to hipped samples. To this end, at first a large number of pressed green bodies has been produced and examined systematically under different sintering conditions. It was detected that two-step sintering is suitable to produce dense ZTA ceramics and that they in comparison with hipped samples show a similar high hydrothermal aging resistance after 200 h, as well as similar grain sizes. That opens up the possibility of using this manufacturing process for biomaterials.
Introduction
In the last 10–15 years, the possibilities of two-step sintering regarding microstructure refinements, influence on sintering behaviour and mechanical properties were often reported and discussed [1-6]. Up-to date this sintering technology is not yet established for biomedical materials, where hot isostatic pressing (HIP) after a pre-sintering step is the state of the art for implant materials. Only for apatite scaffolds some experiments have been done [7].
Since microstructural characteristics influence many important properties such as hardness, toughness and, in the case of ceramics containing zirconia, hydrothermal stability, their precise control is of great importance. A comparatively easy way to improve these properties is to optimise the sintering, e.g. by implanting a two-step sintering procedure [8-10]. Basically, Two process variants can be distinguished for two-step sintering. The first variant proposed by CHEN and WANG varied the two-stage sintering in such a way that first a high temperature is selected for a short period of time, followed by a long sintering period at a significantly reduced temperature. In this way, the compaction is to be stimulated at first and then the grain growth is inhibited [11]. In contrast to this process variant of two-step sintering, is the originally proposed version of CHU et al. In this process, at first the material subjected to a long holding time at a low temperature and then sintered at an elevated temperature. This temperature control allows the microstructure to be adjust precisely and within narrow parameter limits [12]. A detailed overview of the development and described mechanisms of two-stage sintering can be found in the review by LÓH et al published 2016 [13].
Although both variants of the process can be carried out with almost every sintering furnace and their advantages has been proven for many materials, they are neither used on a large industrial scale nor are there reported results of a systematic investigation for ZTA ceramics. Therefore, the reported results give a comparison between HIP- and two-step sintered ZTA samples and their respective properties. The focus is mainly on the sintering variant according to CHEN and WANG.
Experimental
Materials
At first several green bodies have been produced. Therefore, 75 wt% alumina oxid (TM-DAR, Taimicron) and 25 wt% with 3 mol% yttrium oxide stabilised zircon oxide (TZ3Y, Tosho) were milled (high energy ball mill, Netzsch), granulated (spray-granulation, DORST) and afterwards uniaxial pressed (EP 70, DORST) with 200 MPa.

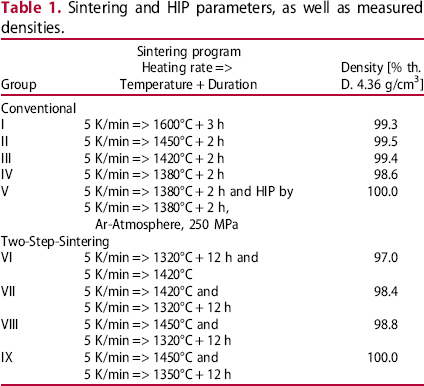
Sintering and HIP parameters, as well as measured densities.
Depending on the characterisation technique carried out on the samples, the sintered bodies were either ground or polished. Prior to characterisation, each sample was stress-free annealed at 1000°C for 1 h, regardless of the surface preparation.
Characterisation technique
Particle sizes were measured by sedimentation technique (SediGraph 5120, MicroMeritics) with an assumed sample density of 4.2 g/cm3, while granulate sizes were characterised by laser diffraction (Helos 2509+Rodos, Sympatec).
FE-SEM micrographs (Zeiss Ultra Plus 55+; ZEISS) have been made on the sintered, lapped and polished (roughness Ra < 15 nm) bodies and grain sizes were analysed on images of thermally etched samples using line-intercept method (applying a correction factor of 1.56 in reference to MENDELSOHN [14]).
The density of the sintered samples was measured by liquid impregnation method following ARCHIMEDES (DIN EN 623-2 [15]) and densities in this paper are given as relative density in reference to the assumed theoretical density.
XRD measurements were carried out using a diffractometer Bragg–Brentano Diffraktometer D8 Advance (Bruker Corporation, USA) operating with a copper electrode. The measurements were carried out with Cu-kα-radiation in an angular range from 15° to 80° 2-Theta.
For the investigation of the material response towards low-temperature degradation (LTD), a hydrothermal treatment was carried out under accelerated conditions using an autoclave with a temperature of 134°C and a water vapour pressure of 2 bar.
31 samples of selected charges were prepared for 4-point bending tests. The lapped specimens had a diameter of about 37 mm with a height of 2 mm, an average roughness Ra of 0.4 µm and were measured according to DIN 51105 [16].
Results and discussion
The densities shown in Table 1 reveal some interesting findings:
At first, it does not seem possible to achieve a fully dense ceramic (made from the aforementioned granulate), while only using conventional sintering. In contrast, with an additional HIP-Step a dense ceramic been produced already at temperatures of 1380°C. It was also possible to produce a dense ceramic with two-step sintering. Here the needed ‘main’-temperature was with 1350°C slightly lower than with the hot isostatic pressed ceramic. However, this difference should not be overestimated, as the probability of producing a dense ceramic using a sintering and HIP-temperature at 30°C less is also very high. This statement was not been verified further here due to production-specific restrictions. A last interesting finding mentioned here, is the aspect that while using two-step sintering and looking at the densities of experiments VI and VII, the order of temperatures is crucial for the reached densities. So in order to achieve an optimised densification the peak temperature needs to be at the beginning of the sintering program.
The fact that compaction is more effective for the sintering method of CHEN and WANG have already shown for a large number of materials and confirms the approach of the method. ZTA is thus one of a long list of materials [1,13,17].
Grain sizes and densities correlated with the used sintering program presented in Figure 1. While the conventionally sintered samples show a comparative large average grain size for the alumina grains, the size of the sintered + hip and tow-step sintered samples is drastically reduced. With nearly half of the original grain size, the alternative sintered ceramics show a clear optimisation of the microstructure. Between the sintered + hip and two-step sintered samples, no statistically relevant difference between the grain sizes can be found. It is striking that the samples sintered according to WANG and CHEN or CHU et al. do not show any difference in grain size, but a clear increase in the density of the latter have been measured. This allows the assumption that the variant of CHU et al is better suited for sintering of a ZTA composite ceramic.
Average grain sizes of selected samples (bar charts) with corresponding density values (points).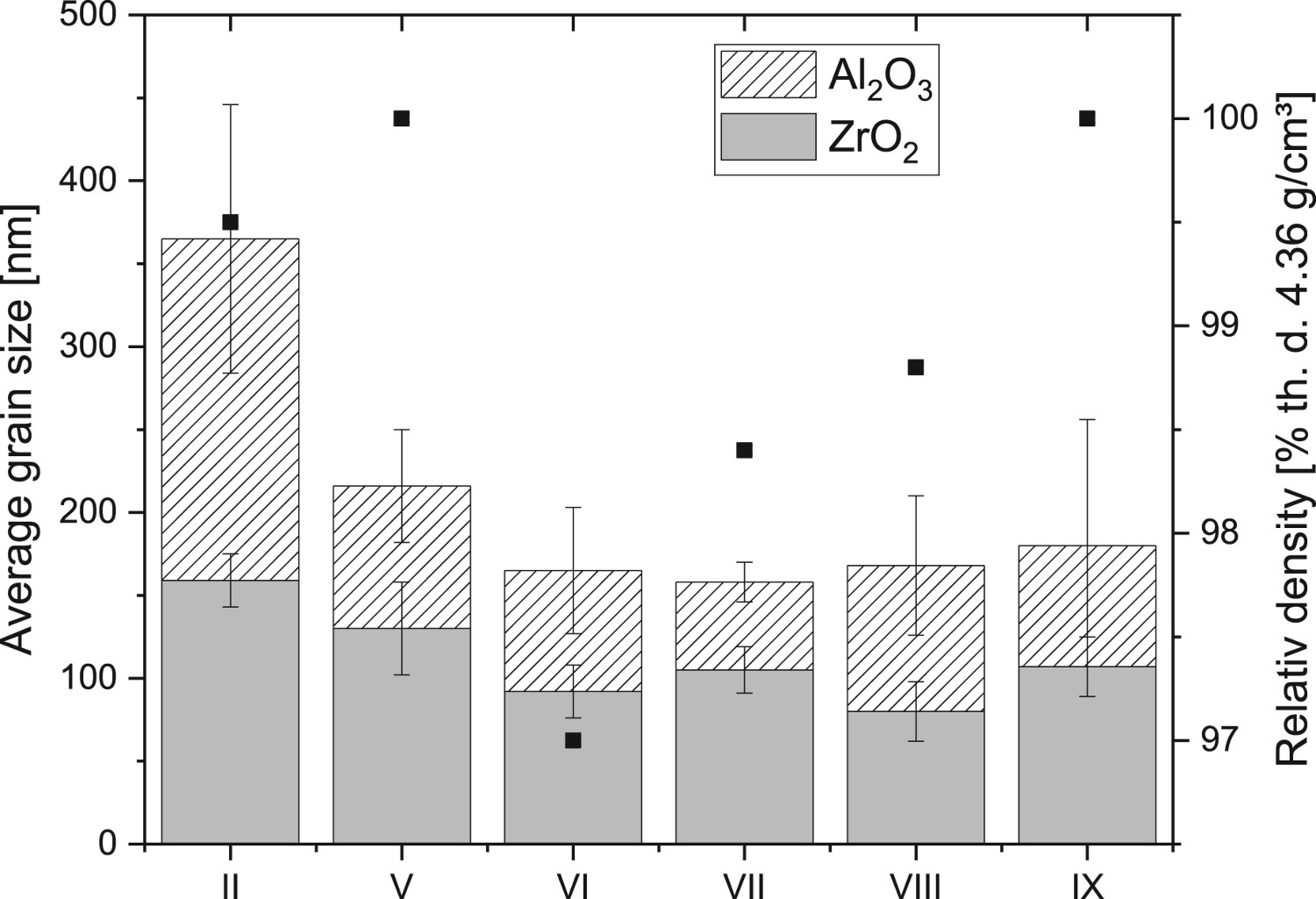
Zirconia grains are not or only slightly influenced by the sintering parameters, as their growth is – probably – inhibited by the Al2O3 matrix.
In order to investigate, if hydrothermal treatment of the samples has an effect depending on the additional hip-procedure or the use of two-step sintering, XRD measurement were done on the samples after 100 h, respectively 200 h under hydrothermal conditions. As can be seen in Figure 2, neither sample showed any indication for an occurring phase transformation from tetragonal to monoclinic zirconia within a 200 h frame. Former investigations already showed the possibility to produce hydrothermal ageing resistant zirconia ceramics with two-step sintering. These positive properties were mainly attributed to a promoted densification and retaining of small grain sizes [18]. A similar argumentation can be followed for the ZTA ceramic, there it also can be assumed that the small grain sizes primarily are of importance for the good hydrothermal ageing resistance. Since both sintering + hip and two-step sintering are suitable for obtaining these grain sizes, the good hydrothermal properties are a logical consequence.
XRD-diffractograms of hydrothermal treated, (left) HIPed samples (V), (right) two-step sintered samples (IX).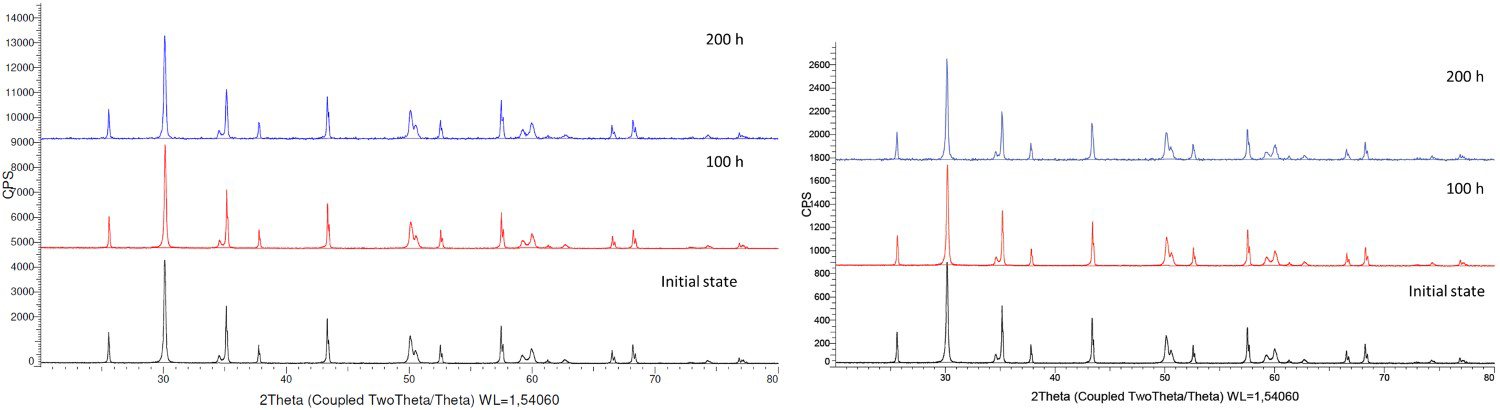
Considering the results of the flexural strength measurements (see Figure 3), the Weibull parameters of the hiped and the two-stage sintered samples show similar results. For example, the Weibull parameter for hipped samples at 9.19 [7.06; 11. 96] is slightly below that of the two-step sintered samples with 14.01 [10.82; 18.15], but still within their respective 95% confidence intervals. A slight increase in the measured Weibull strength can be identified for the hipped samples with 533 MPa [511; 555], while the two-step sintered samples only reached 493 MPa [479; 506].
The extent to which this small strength reduction is of economic significance certainly depends on the situation. It seems reasonable to further hip ceramics for medical applications, for example, while in less critical areas a cost reduction through the use of two-step sintered materials should be considered.
Weibull distribution of 4-point bending strength measurement of lapped two-step sintered and hipped samples (IX and V).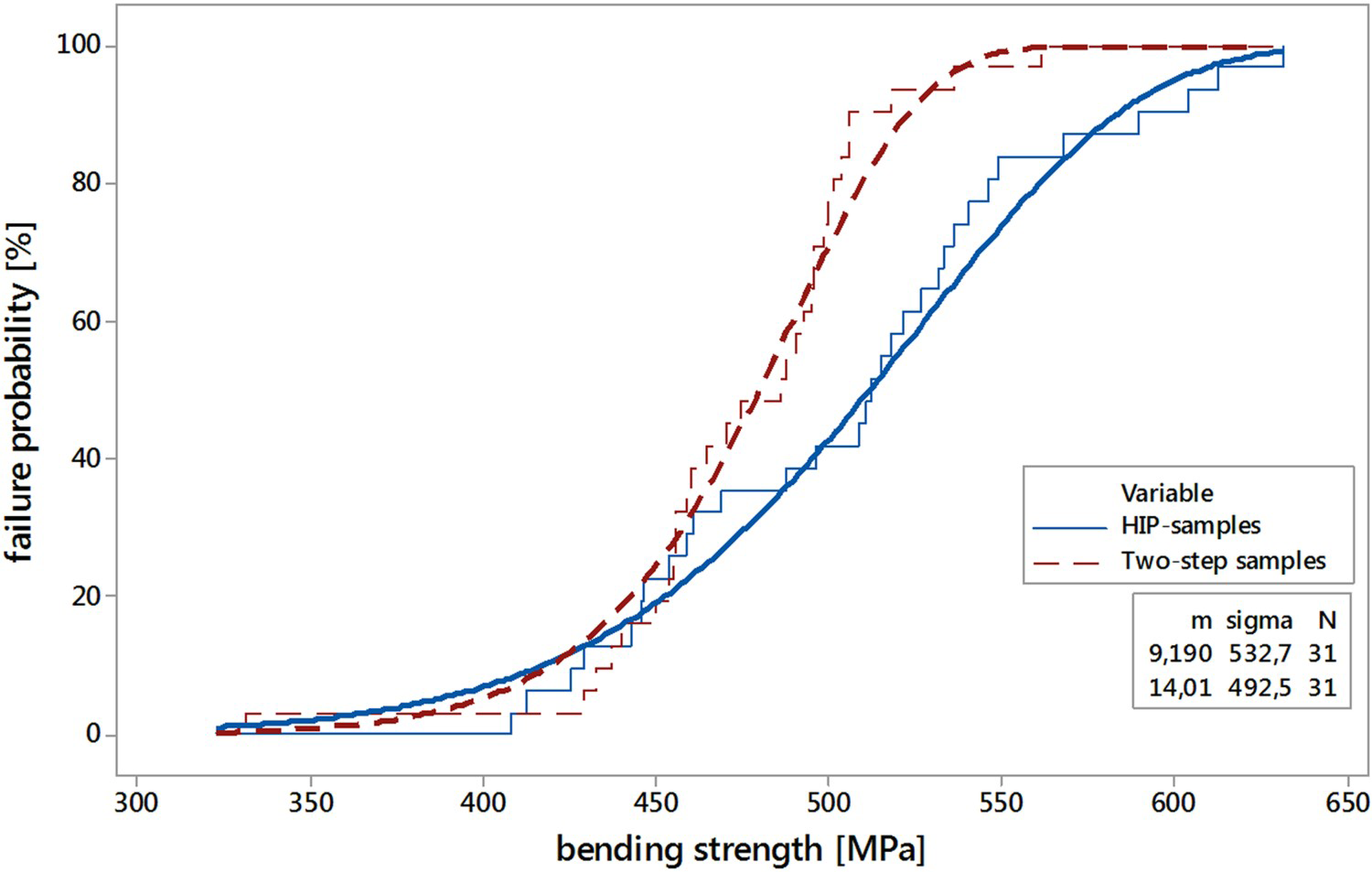
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.