
Abstract
Fully dense WC-Al2O3 platelet composites with VC additive were fabricated by hot-press sintering. Their mechanical properties and microstructure were examined. The contents of Al2O3 platelet (Al2O3pl) and VC were optimised. The fracture toughness of WC-based composites would be obviously improved with Al2O3pl addition. The defined addition of VC was beneficial for the densification and improved mechanical properties of the WC-based composites. The microstructure of the composites was fine, compact and homogeneous compared with the composites without VC addition. The range of fracture toughness of WC-Al2O3pl composites was 9.3–13.5 MPa m1/2. The flexural strength of the composites varied a little and the maximum was 1289 MPa when the content of Al2O3pl was 5 vol.-%, the content of VC was 0.5wt-%.
Introduction
WC-Co cemented carbides have been widely used as cutting tools and wear-resistant components due to a singular combination of their properties including high hardness, moderate toughness and excellent wear resistance. The addition of Co binder to WC can facilitate sintering and increase the strength and toughness considerably. On the other hand, the hardness and wear resistance of the cemented carbides are inversely proportional to the metallic binder content, and also the metallic binders are inferior to WC in corrosion and elevated temperature applications [1]. All of these have limited the application and the service life of the cemented carbides with metallic binder phase. Thanks to modern manufacturing techniques, the developments of binderless WC-based materials such as WC–TiC [2], WC–ZrO2 [3], WC–FeCl3 [4], WC–MgO [5] and WC-Al2O3 [6] have been obtained.
Nowadays, the new WC-Al2O3 composite hot-pressed sintering combine attractive mechanical properties including low density, high Vickers hardness, fracture toughness and flexural strength [7]. As for ceramics materials, the intrinsic low fracture toughness and modest flexural strength of them, however, limit the applicability of them under severe conditions such as for high-speed cutting tools.
In order to improve the mechanical properties of composites, one possible solution of overcoming this disadvantage is to add a third phase into composites. It was shown that the addition of reinforcement with high aspect ratio leads to a large increase in the fracture toughness. Whiskers, platelets and short or long fibres as the reinforcement phase are thought to be effective for producing a high-performance ceramic nanocomposite. Whiskers have been proposed as the most desirable addition to improve the fracture toughness and strength of ceramic composites. However, the potential environmental and health risks, high cost and difficulties during processing and non-biocompatibility have started to limit the use of whiskers. However, platelet reinforcement has been suggested as an alternative to whisker reinforcement [8] since it minimises health hazards and improves environmental safety, production economics and thermal stability, compared with whiskers. Experimental studies and models indicate that the toughening improvement by platelet addition is based on the contribution of several mechanisms, including debonding, pull-out (platelet sliding), crack bridging, microcrack formation and crack deflection at the platelet–matrix interface, load transfer as well as thermal residual stresses [9-13]. The critical characteristics of the interface can be summarised in terms of low interfacial fracture energy and moderate interfacial sliding resistance after debonding [14].
There have been many recent reports on composite reinforced by SiC platelet and several papers on composites reinforced by Al2O3 platelet. SiC platelets were successfully used as reinforcements for some ceramics including Alumina (Al2O3) [8,9] and Si3N4 [10], and Al2O3 platelet were successfully used as reinforcements for some composites like mulite matrix ceramic [11], X-Sialon ceramic [12] and glass matrix composites [13-15], but using Al2O3 platelets (Al2O3pl) as reinforcements for WC basic composites was rarely reported.
During the sintering process, the presence of a few grains substantially larger than the average due to abnormal grain growth is very detrimental. To avoid abnormal grain growth, other metal carbides such as VC, Cr3C2, TaC or NbC [16-19] are added as a grain growth inhibitor. In our previous work [20], VC is more effective than Cr3C2 as grain growth inhibitors in WC-Al2O3 composites.
In the present study, Al2O3pl and VC were added together to fabricate WC-based composites by hot-press sintering. The purpose is to consolidate the Al2O3 platelet toughened WC matrix composites with excellent properties, and optimise the addition of VC. The effects of the Al2O3 platelet and VC addition content on the density, microstructure and properties of the consolidated bulk were investigated.
Experimental procedure
Starting materials and powder mixture preparation
Commercial powders of WC (99% purity, Sinopharm Chemical Reagent Co. Ltd) were milled using a QM-1SP4 planetary ball milling machine under argon gas atmosphere for 50 h. The ball to powder weight ratio was 10:1 and the rotation speed of the mill was 350 rev min−1. Both the vial and milling balls (10 mm in diameter) were made of cemented carbide materials.
The γ-Al2O3 platelets were synthesised via a facile hydrothermal synthetic method [21]. First nanostructured γ-AlOOH was formed. Subsequently, platelets γ-Al2O3 is obtained after calcination of the γ-AlOOH at 600°C.
Compositions of the raw materials.
Hot-press sintering and characterisation
The as-milled powders were hot pressed in a graphite die using a vacuum hot pressing furnace at a temperature of 1550°C, 1650°C, 1750°C under a pressure of 39.6 MPa in a vacuum (∼1.3×10−1 Pa) atmosphere for 90 min. The heating rate of the hot pressing was 10°C min−1. Carbonic paper with a thickness of 0.2 mm was used to prevent adhesion between powders and the die. The thermoelectric couple and infrared thermometer were selected to measure the temperature, located in the surface of the mould. The densities of sintered samples were measured using the water immersion method in accordance with Archimedes’ principle. Comparing this value with that calculated from the role of mixture principle, the relative density of the compacted bulks was achieved. The samples were ground and polished by standard ceramographic methods. The microstructure of the samples were characterised by S-4800 (Hitachi Co., Japan) field emission scanning electron microscope (FE-SEM) and scanning electron microscopy (SEM, Nova Nano 430, FEI, U.S.A.). Chemical composition was examined by energy dispersive spectroscope (EDS).
The hardness of sintered samples was measured using an HVS-50Z Vickers indenter with a load of 30 kg and an indentation time of 10 s. At least 10 indentations were made to calculate an average value. Indentation cracks were used as a rough indication of the fracture toughness (KIC) of each sample [22]. KIC determined in this manner is an approximation of the expected fracture toughness, not an absolute value. The flexural strength of sintered samples was measured using the three-point flexure test according to the ASTM B528 standard [23]. Bars were cut from the sintered pellets and then ground and polished into samples with dimensions of 15 × 5× 3 mm. Three-point flexure tests were carried out at room temperature using a WDW-100 testing machine with a span of 12 mm and crosshead speed of 0.01 mm s−1. The flexural strength of consolidated samples was calculated based on the average of at least three tests.
Results and discussion
Powder characterisation
Figure 1 shows the morphology of γ-Al2O3pl. The γ-Al2O3 platelets are hexagonal-shaped, with major axes between 50 and 150 nm and thickness <20 nm. Figure 2 shows the XRD patterns of the samples after hydrothermal treatment and further calcination at 600°C for 4 h. As can be seen from Figure 2, all of the diffraction peaks can be indexed to face-centred cubic γ-Al2O3.
FSEM images of hexagonal platelet-shaped Al2O3. XRD pattern of γ-Al2O3 after calcination at 600°C for 4 h.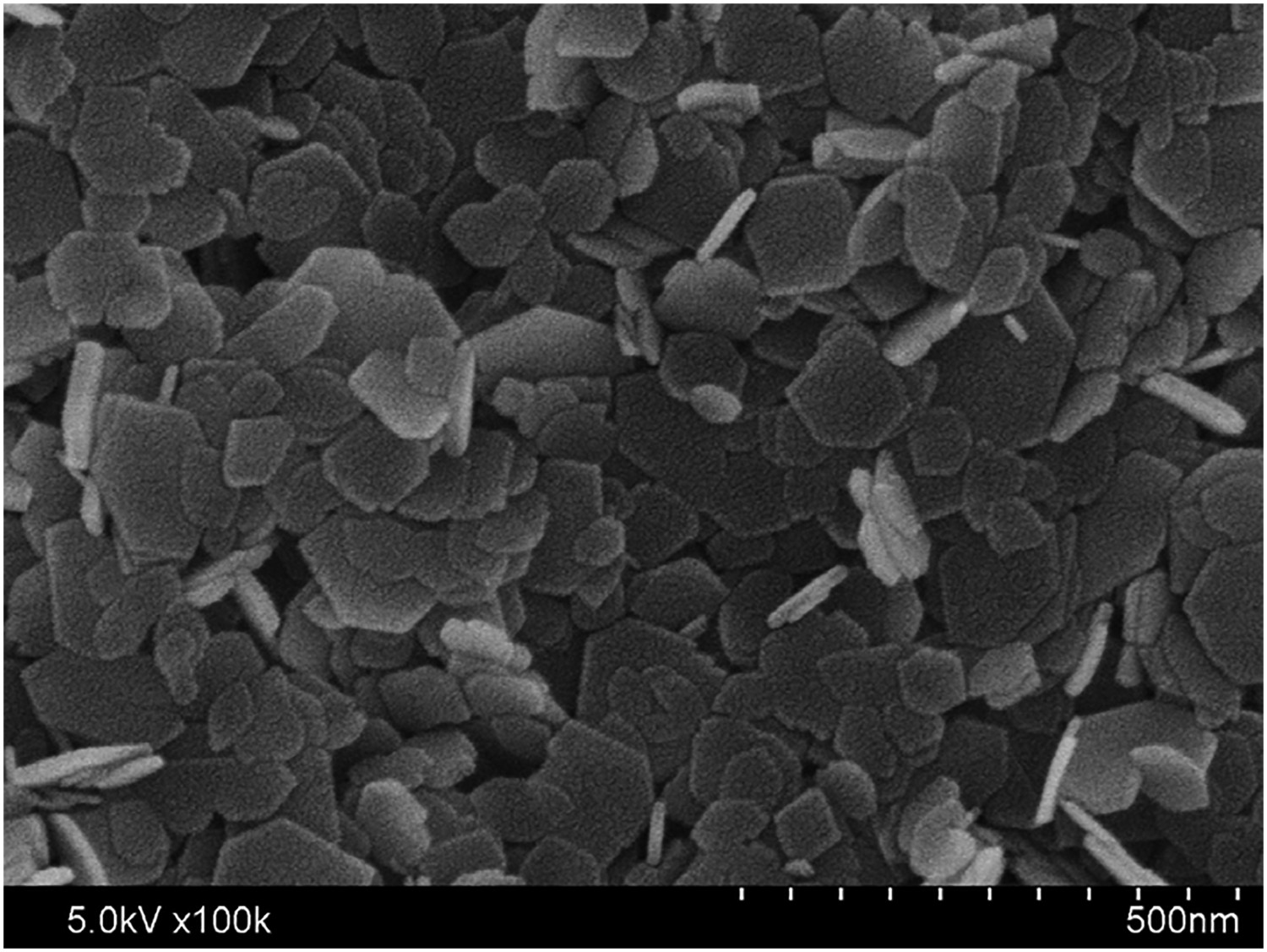
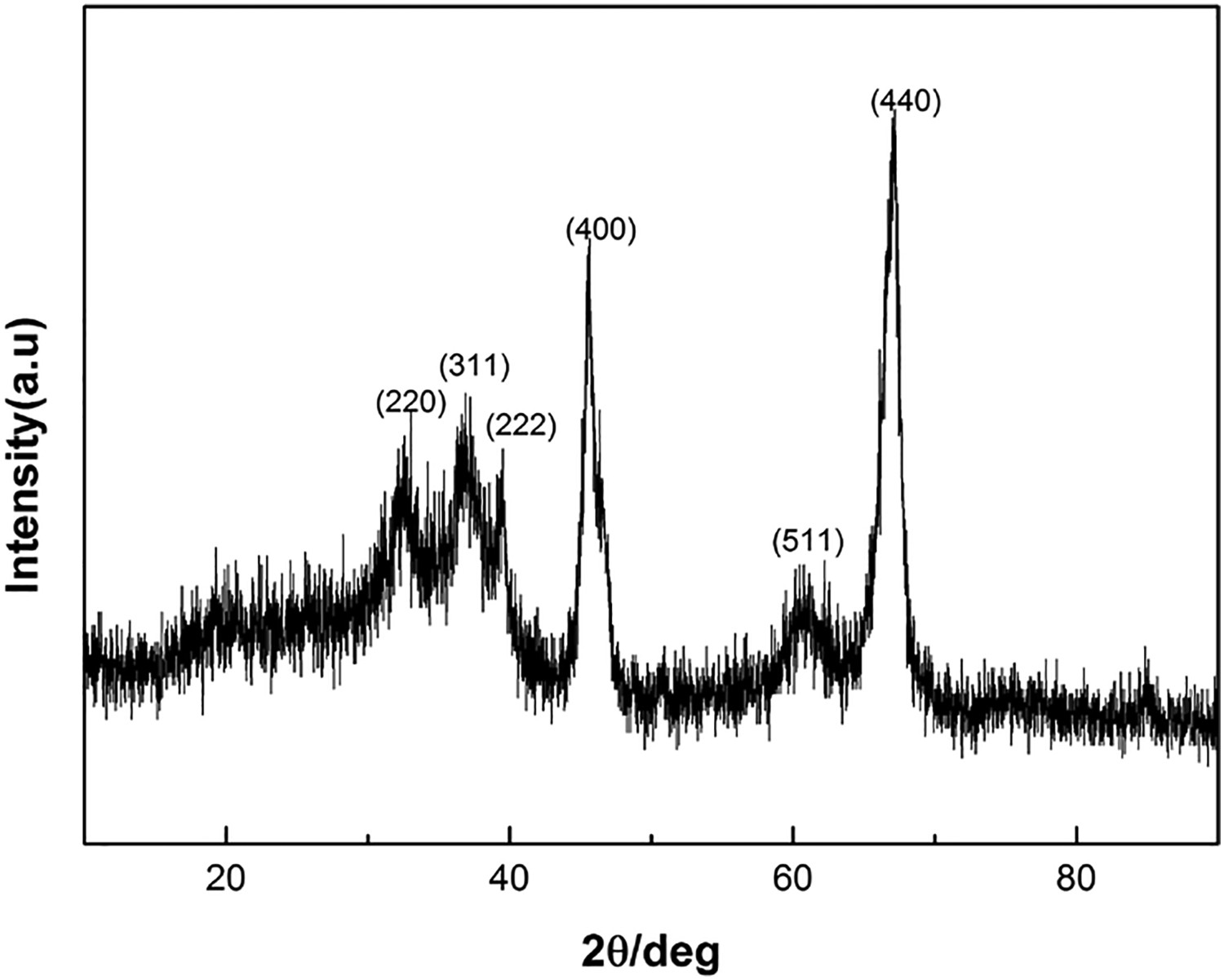
Figure 3 shows the morphology of the as-milled WC-Al2O3pl mixed powder. It shows that the Al2O3 platelets were distributed homogeneously in the WC powers. The EDS spot analysis reveals that the grey-dark particulates were composed of the Al and O elements, while the surrounding grey matrix was rich in the W and C elements.
FSEM images of WC-Al2O3pl mixed powder.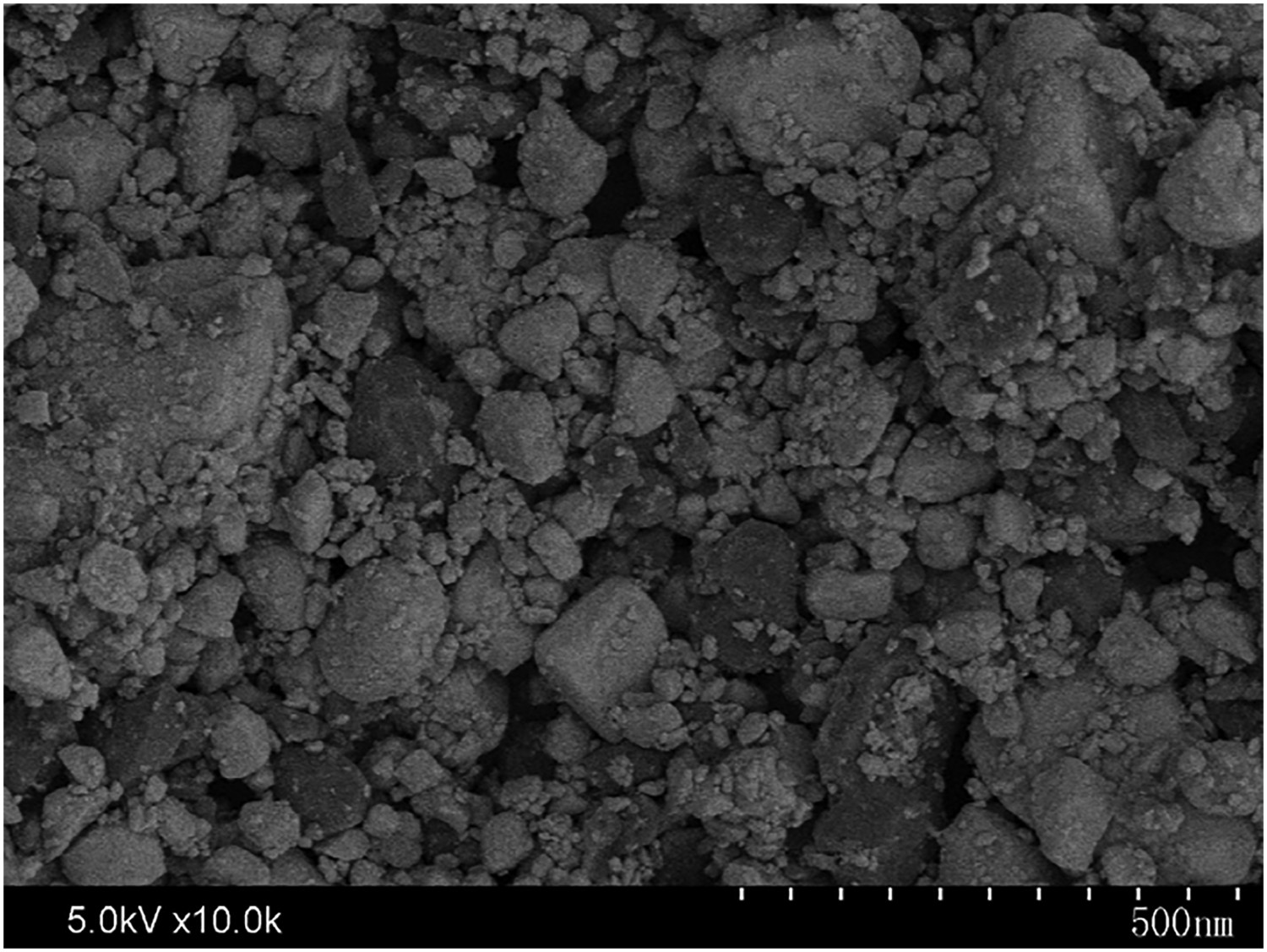
Effect of Al2O3pl content on WC-Al2O3pl composites
Mechanical properties of WC-Al2O3pl composites with different Al2O3 platelet content.

Effect of sintering temperature on WC-Al2O3pl composites
Mechanical properties of WC-5Al2O3pl composites sintered at different temperature.

Effect of VC addition on hot-press sintered WC-Al2O3pl composites
Table 4 shows the relative density and mechanical properties of WC-Al2O3pl composites sintered at 1650°C with different VC addition, it could be seen that small amount of VC was beneficial to the improvement of relative densities, and the mechanical properties of WC-Al2O3pl composites were improved. As reported by Huang et al. [24], the dissolution of WC into VC induces the formation of a cubic (V,W)C solid, as determined by EPMA and XRD analysis. Moreover, the calculated VC-WC phase diagram, shown in Figure 4, clearly demonstrates the increasing WC solubility in cubic VC phase with increasing temperature. The solubility was calculated by means Thermo-Calc [25] using the thermodynamic data reported in reference [1]. In this study, the WC-Al2O3 composites with the addition of VC sintered at 1650, (V,W)C solid solution would be synthesised.
Estimated equilibrium solubility of WC and VC in (V,W)C phase as a function of temperature. Mechanical properties of WC-Al2O3pl composites with different VC addition.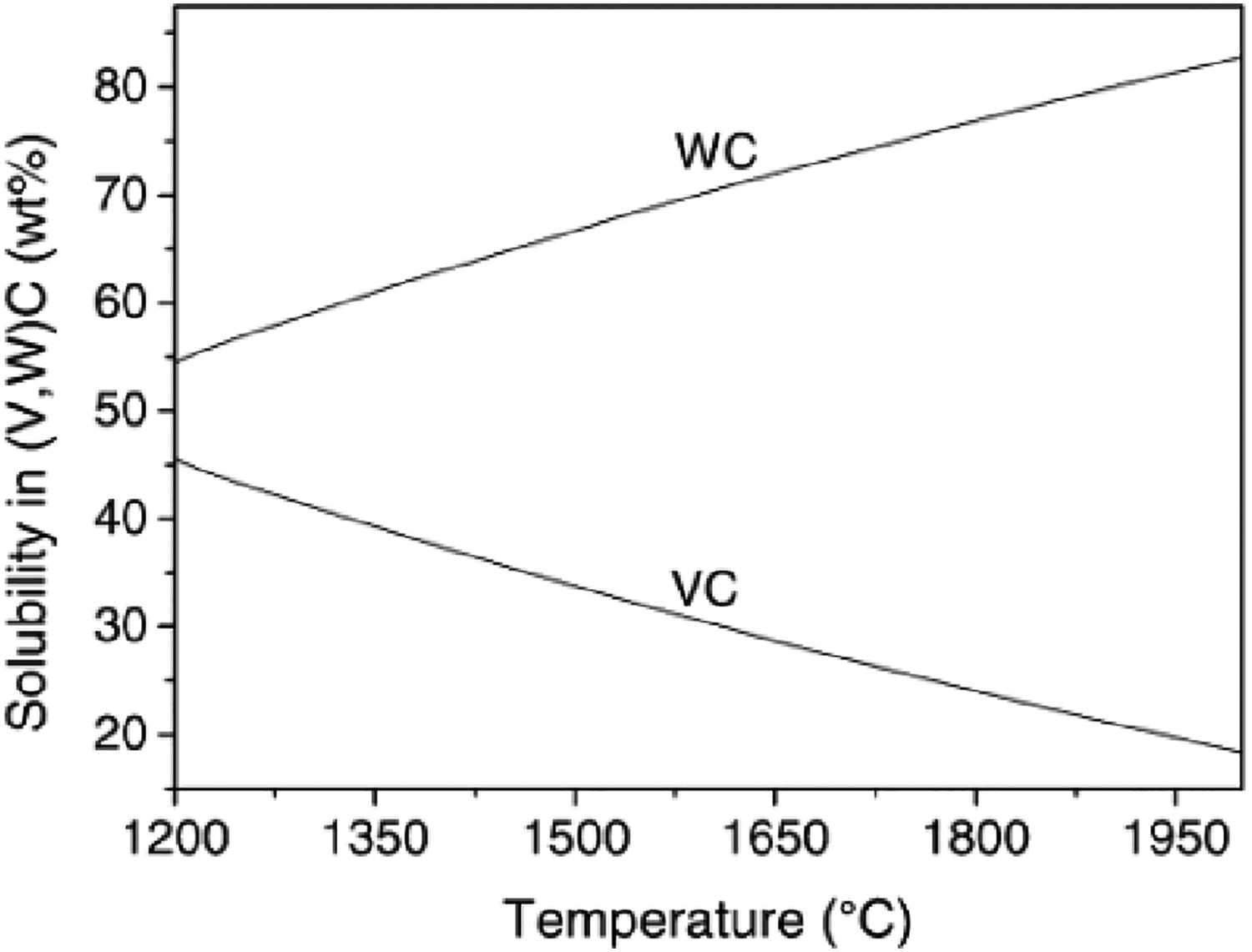

It also can be found that the densification of the WC-based material with additives was enhanced by the formation of (V,W)C solid solution under a solid-state-sintering [26].
Figure 5 shows the fracture surface of the WC-Al2O3pl composites with VC addition or not. From Figure 5, it could be also seen clearly that the grain size of the WC of WA0.5V wase smaller than the counterpart of WA composites. From Figure 5(a), several WC grain size was up to 5 μm, while WC grain size in WA0.5V were more homogenous and the largest grain size was <3 μm. It is consistent with the previous study that VC as an effective dopant to retard the grain growth of WC in WC composites [27,28].
SEM of the fracture surface of WC-Al2O3pl composites without (a) and with VC addition (b).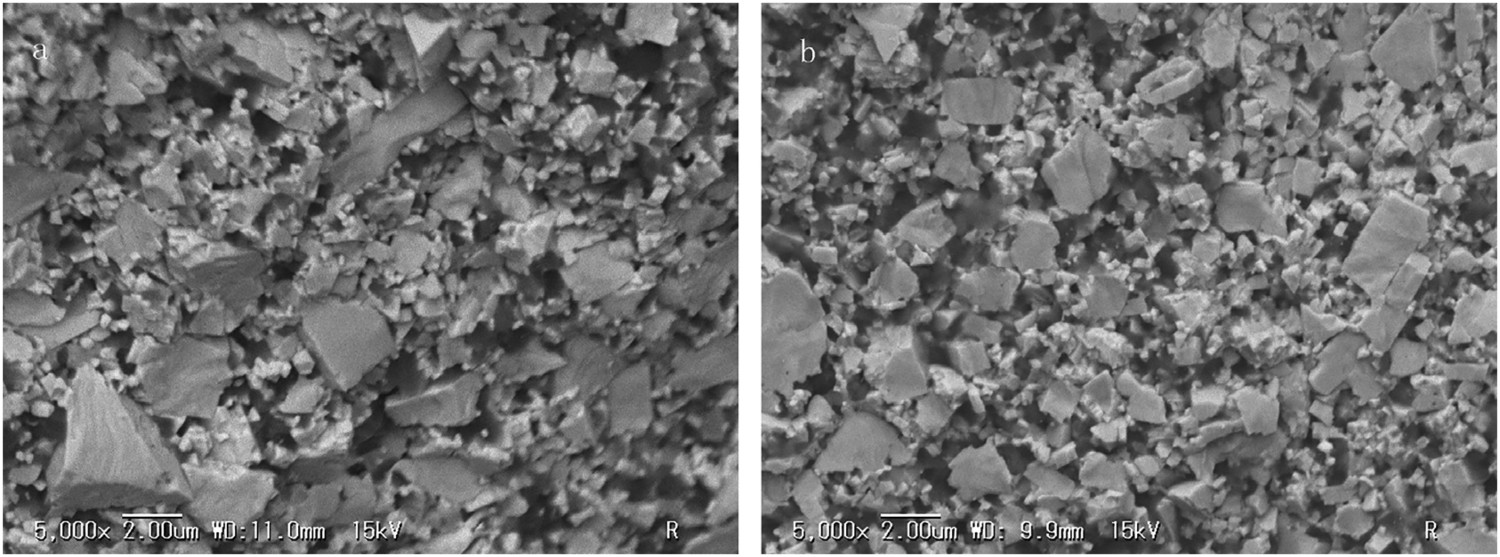
Further investigation was carried out on the microstructure to explain the high toughness of W5A0.5V. Figure 6 shows the SEM images of the Vickers indentation crack extension paths of W5A0.5V composites. According to the EDS analysis, the grey region contrasts Al2O3 and the bright region contrasts matrix WC. From Figure 6(a,c), it could be seen that when a crack propagates and meets with an Al2O3 platelet, it is arrested and deflected in-plane. Crack extended along the Al2O3pl interfaces could increase the length of the crack propagation path, absorbing much of the energy of crack expansion, leading to the enormously improvement of fracture toughness.
SEM images of the Vickers indentation crack extension paths of W5A0.5V composites.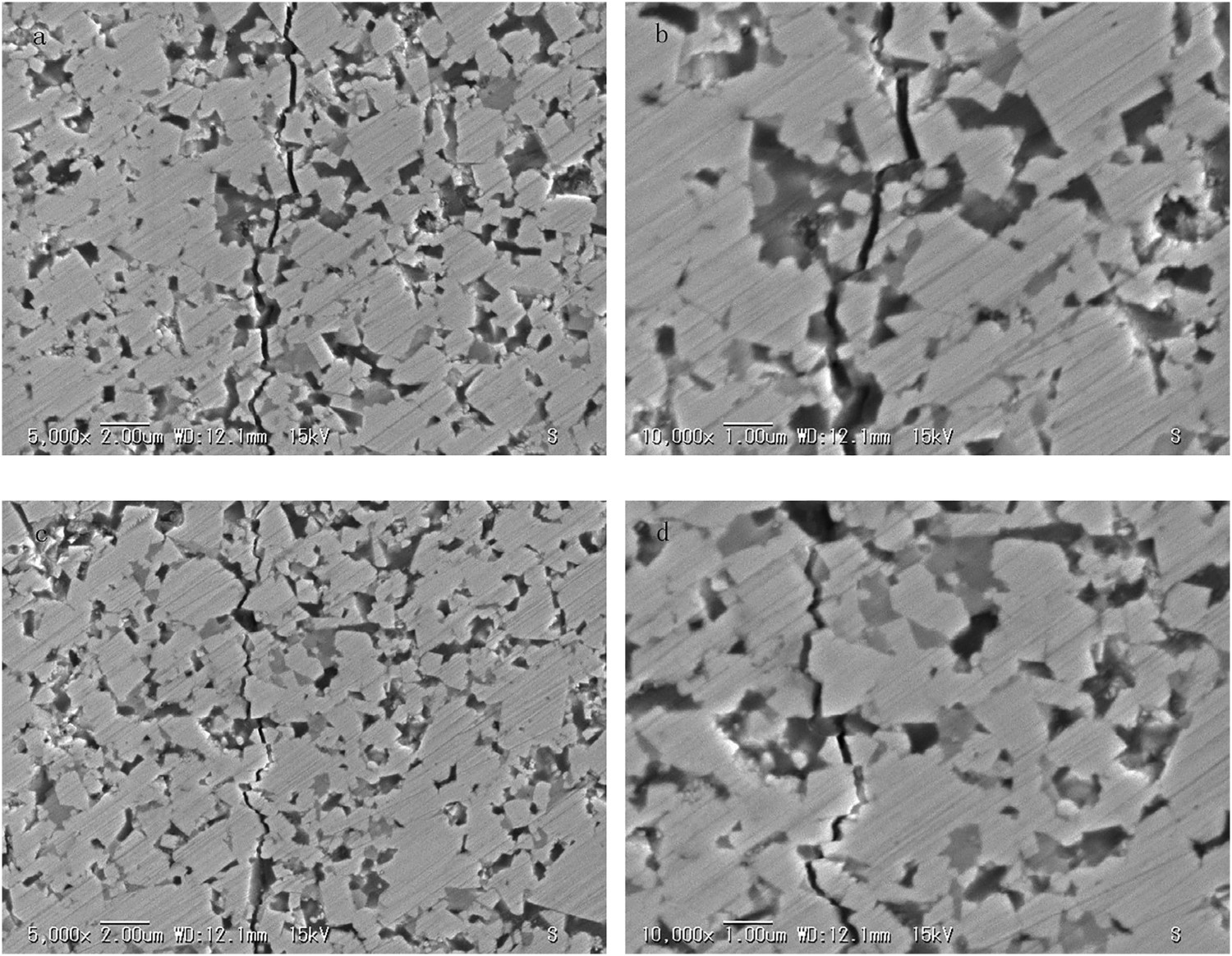
Furthermore, residual thermal stresses are created at the platelet–matrix interface (during cooling from the sintering temperature) due to the thermal expansion mismatch between the Al2O3 platelets (α=8×10−6 K−1), WC (α=3.8×10−6 K−1), when αplatelet>αmatrix, it is expected that the compression and radial tension are created in the WC matrix and the platelet is in tension. In this situation, the bonding between matrix and platelets is weak enough (due to thermal expansion mismatches between the matrix and platelets) to promote a debonding: sliding mechanism (see Figure 6(b,d)). The fracture surface of W5A0.5V composites is shown in Figure 7. It was found that the fracture surface was very rugged, and the trace left was attributed to the Al2O3 platelets pulled out and debonded, which confirm that the fracture mode is intergranular and the platelet debonded from the matrix, showing the presence of the weak grain boundary structure suitable for crack deflection and pull-out mechanisms.
SEM images of the fracture surface of W5A0.5V composites.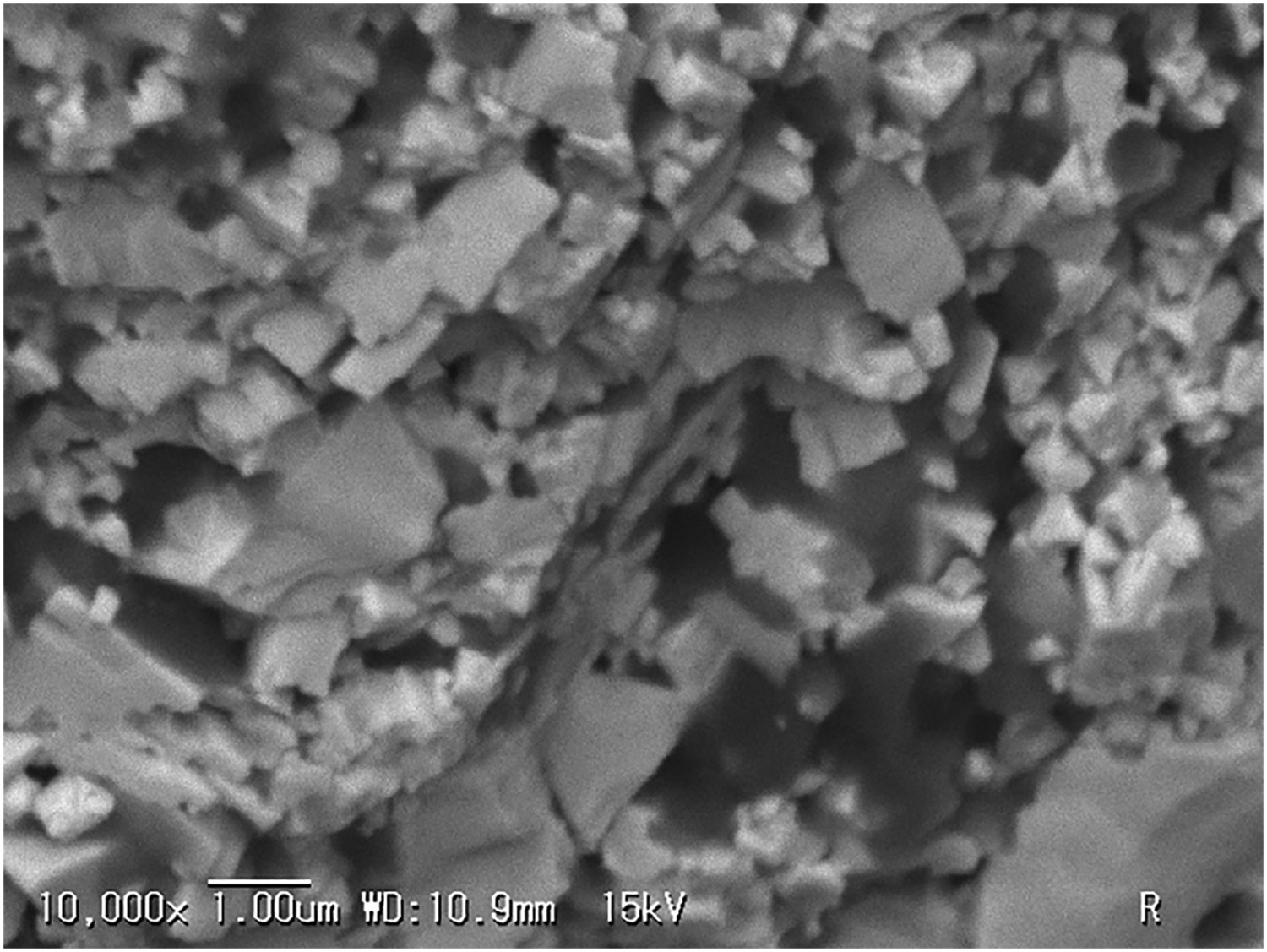
In summary, the main toughening mechanisms in theW5A0.5V composites can be considered as crack deflection and Al2O3 platelet toughening. This is why the fracture toughness of the ceramic composites was improved and could be achieved as high as nearly 13.5 MPa m1/2.
Conclusions
Near full dense WC-Al2O3 platelet composites with VC additive were fabricated by hot-press sintering. Their mechanical properties and microstructure were examined. The contents of Al2O3pl and VC were optimised. The microstructure were compact, fine and homogeneous; the mechanical properties of WC-based composites were improved. The range of fracture toughness of WC-Al2O3pl composites was 9.3–13.5 MPa m1/2. The flexural strength of the composites varied a little and the maximum was 1289 MPa when the content of Al2O3pl was 5 vol.-%, the content of VC was 0.5wt-%. The main toughening mechanisms in the WC-Al2O3pl composites were Al2O3 platelet toughening and crack deflection.
Footnotes
Acknowledgements
The authors would like to acknowledge the support by Initial Research Funds for Young Teachers of Donghua University [grant number 20D410301].
Disclosure statement
No potential conflict of interest was reported by the author(s).