
Abstract
Two steps were involved in the preparation of the porous mullite ceramics: preparation of porous green body by foaming method combined with gelcasting, using alumina, silica and AlF3 as raw materials and synthesis of needle-like mullite whiskers by vapor-phase reaction. Owing to the special pore structure of foaming method, the needle-like mullite crystals had enough space to develop with good structure. Most of the needle-like mullite crystals have diameters around 1.5 μm and lengths of >80 μm. By adjusting the amount of foaming agent, the open porosity varied from 66.3 to 85.5%, and the compressive strength and flexural strength decreased evidently, from 23.4 ± 1.8 to 4.9 ± 0.4 MPa and 9.7 ± 0.9 to 1.0 ± 0.1 MPa.
Introduction
Porous mullite ceramics have attracted more and more interests due to their high melting point, low thermal conductivity and thermal expansion coefficient, excellent thermal shock resistance and chemical durability. They have been considered as suitable candidate materials for catalyst supports, filters for hot gas or molten metal, high-temperature membrane reactors, thermal insulating materials, and so on [1,2].
Needle-like mullite whiskers are single crystals with a high aspect ratio more than 10, and they are found to be an effective strengthening phase to porous ceramics [3,4]. Vapor-phase reaction method was commonly used to synthesise needle-like mullite. It was realised from the mixtures of AlF3, SiO2, and Al2O3 and heat treatment at high temperature in an airtight container [4,5]. However, the homogeneity of the mixture of AlF3, SiO2, and Al2O3 particles and the pore distribution between the particles are hard to guarantee, which would lead to inhomogeneous chemical composition and geometry structure mullite crystals.
Gelcasting is an advanced method for the fabrication of ceramic parts by preparing suspensions with high solid loading and low viscosity, and then solidifying the suspension cast in mould. The green bodies prepared with the gelcasting process have a similar homogeneous microstructure like the precursor suspensions, such that the structure homogeneity of ceramics is improved [6]. Gelcasting has be used to produce porous ceramics combined with foaming method. Many successful applications of this method have been used to produce the high strength porous ceramics with porosity over 70% [7,8]. They featured a unique pore structure with interconnecting pores which can provide adequate space for the vapour-phase reaction.
The objective of this work was to prepare porous mullite ceramics by combining foaming-gelcasting and vapour-phase reaction method. Porous green bodies were prepared by a slurry foaming-gelcasting method, using alumina, silica and AlF3 as raw materials. Needle-like mullite crystals were formed by vapour-phase reaction after heat treatment at high temperature.
Experimental procedure
Commercially available alumina powders (99.6%, D50 = 1.5 μm, Sumitomo Chemical Co., Ltd., Japan), silica (99.1%, D50 = 3.6 μm, Xuzhou New Hitech Silica Materials Co., Ltd., China), and AlF3 (98%, Fortuneibo-tech Co., Ltd., Shanghai, China) were used as raw materials. Acrylamide (AM, as monomer), N, N/-methylenebisacrylamide (MBAM, as cross linker), ammonium persulfate (APS, as initiator), and N, N, N/, N/-tetramethylethylenediamine (TEMED, as catalyst) were used as the reagents for gelcasting and they were all analytically pure and produced by Chengdu Kelong Chemical Reagent Factory. Polyacrylic acid ammonium (PAA-NH4) and triethanolamine dodecyl sulphate were used as the dispersant and foaming agent, respectively.
Alumina powders, silica and AlF3 were weighted at the mass ratio of 72:28:10 and poured into the ball milling tank together with AM, MBAM, PAA-NH4 and alumina balls. Then, the tank was milled at 120 rev min–1 for one hour, and the slurry was obtained. Next, the slurry was transferred into a bucket and was stirred with APS and foaming agents. Thirty minutes later, the slurry was sufficiently foamed. TEMED solution (38 wt-%) was added to the stirring slurry. Then, the slurry was casted into plastic moulds and solidified to green bodies. The green bodies were dried at 60°C and humidity of 70% for 24 h and then at 110°C for 8 h. At last, the samples were heated at the rate of 2°C min–1 and kept at 1500°C for 5 h in an alumina crucible, which was covered with an alumina plate.
Open porosity and bulk density of the sintered samples were measured by the Archimedes drainage method using deionised water as the medium. Compressive strengths were calculated from the maximum stress of load divided by suffering area. Flexural strength at high temperature was measured in terms of the Chinese Standard GB/T 3002-2004, and the sample size was 40 × 40 × 160 mm. Microstructure of the sample was observed by SEM(PHILIPS-XL30). Phase identification of the sample was determined by X-ray diffraction (XRD, D8 advance, Bruker, Germany). The linear shrinkage changes were calculated by measuring the length.
Results and discussion
Figure 1 shows the microstructures of green body and sintered sample under different magnifications. As seen from Figure 1(a), it was a typical structure of porous green bodies prepared by foaming-gelcasting. The pores were spherical, and most of them had diameters of smaller than 250 μm. There were few closed pores, and the pores interconnected with each other through ‘windows’. The thickness of the inner wall was 1–15 μm. In Figure 1(b,c), walls were packed by the starting powders which were bonded by the gel.
Microstructures of green body (a, b, c) and sintered sample (d, e, f).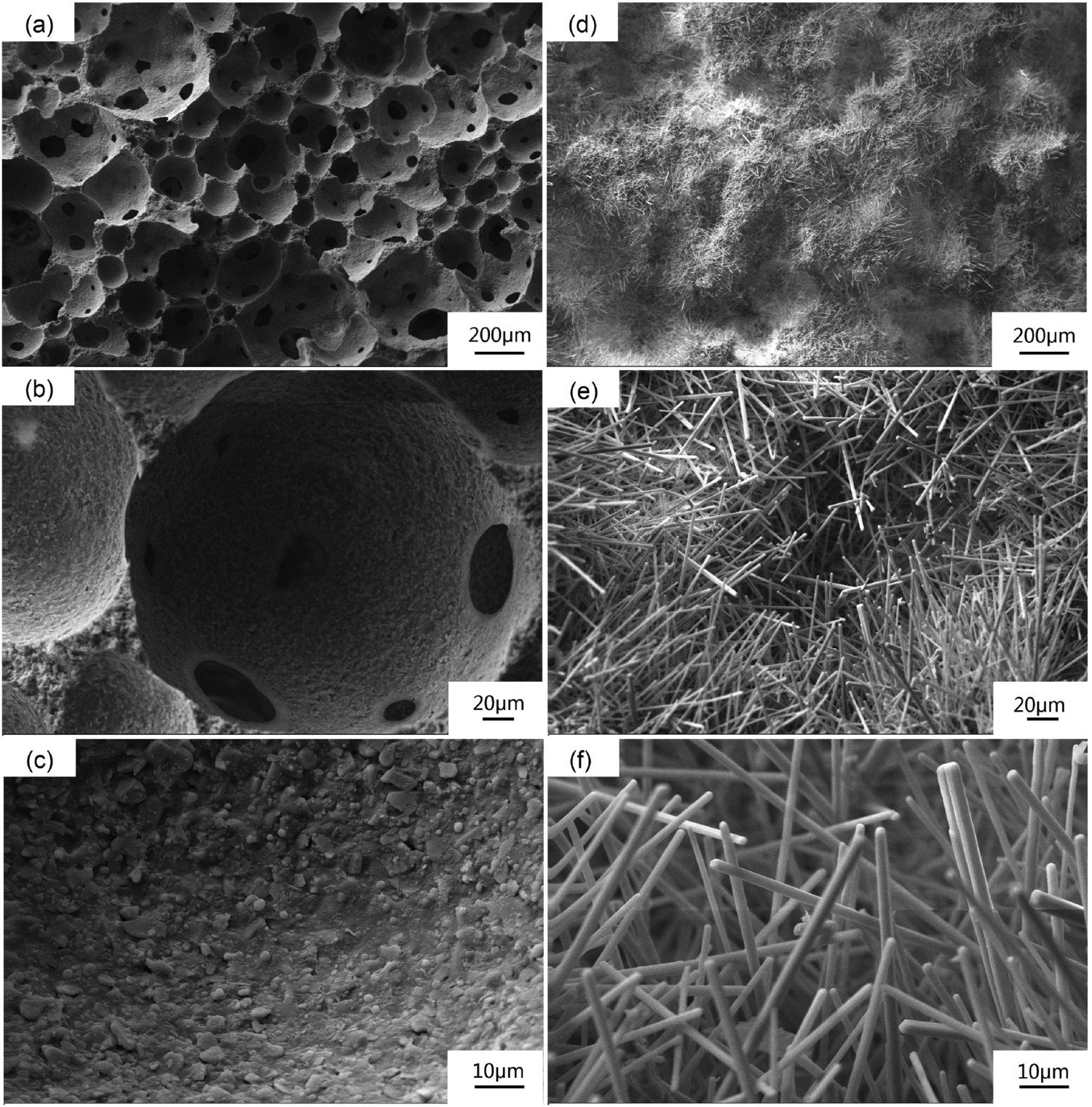
However, the microstructure changed obviously after sintering. As seen from Figure 1(d–f), typical needle-like crystals grew in pores and it was difficult to identify the inner wall of the pores. Most of the needle-like crystals have diameters around 1.5 μm and lengths of >80 μm. To ascertain the chemical composition of the needle-like crystal, EDS analyses were carried out, as shown in Figure 2. The EDS results (Figure 2(b)) displayed that it consisted of 8.93% of Al element and 25.89% of Si element, which corresponded to the stoichiometric composition of mullite.
The elements composition of whisker.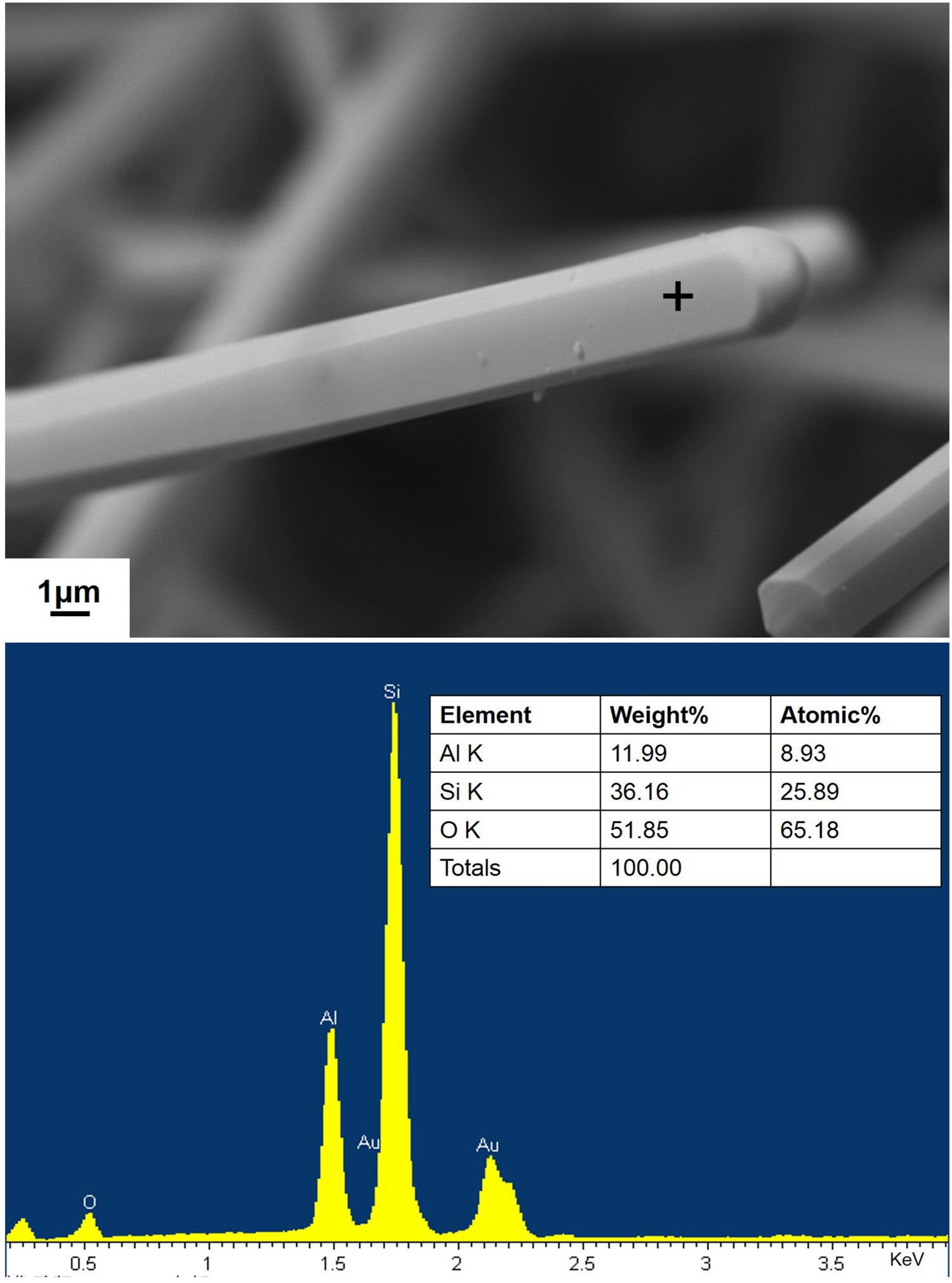
The XRD pattern of the sintered sample is shown in Figure 3. It was confirmed that the needle-like crystals in this study were mullite phase. Combined with the above EDS results, it suggested that porous mullite ceramics with needle-like mullite crystals were prepared successfully.
XRD pattern of the sintered sample.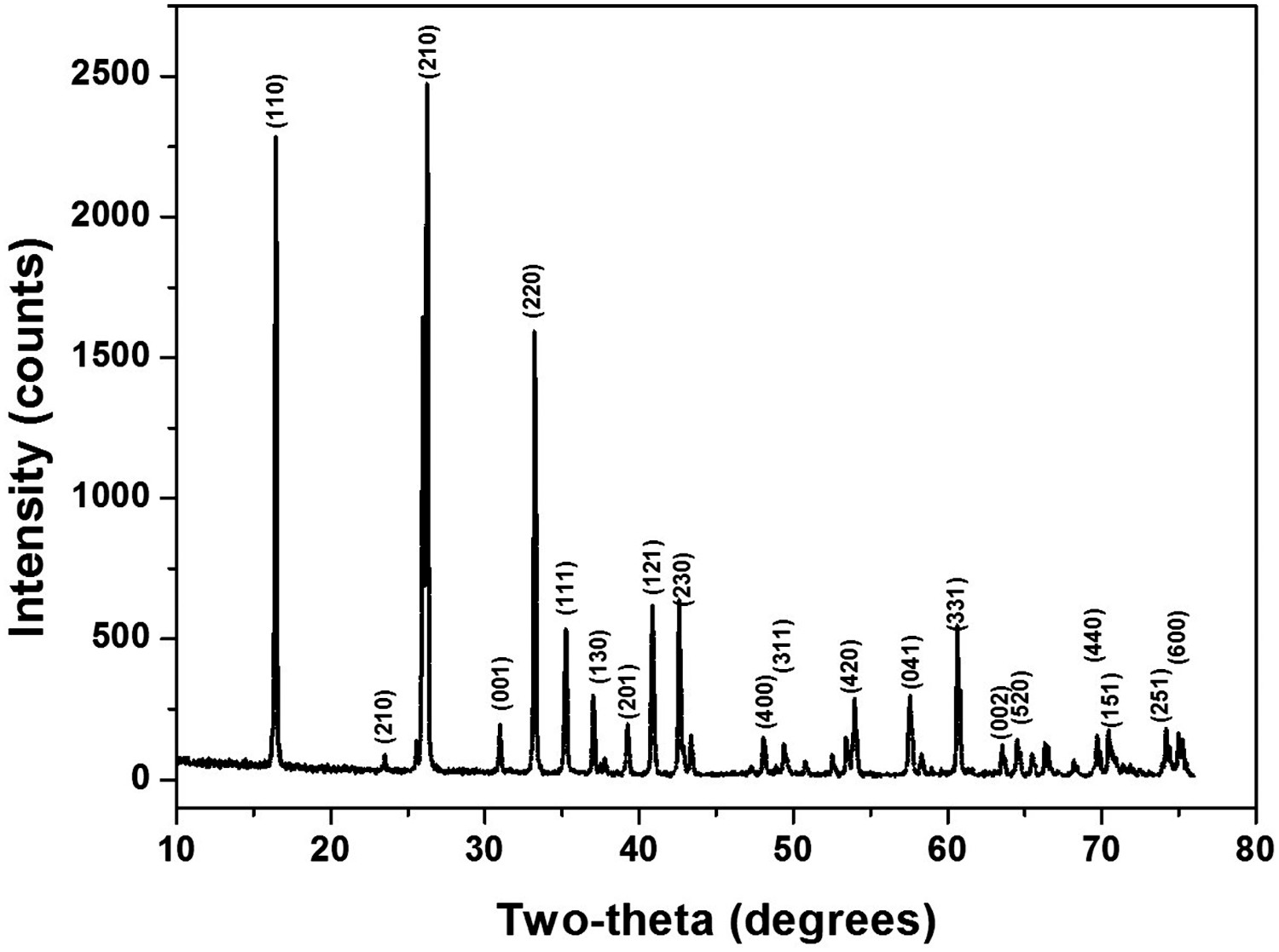
The formation mechanism of the needle-like mullite crystals could be explained by a vapour phase reaction technology. According to Kiyoshi Okada’ investigation, mullitisation could be largely accelerated by AlF3. The reactions that occurred in a mixture of Al2O3, SiO2 and AlF3 were shown as follows [9]:




From Reactions (1)–(3), AlOF and fluoride anions formed by the reaction of AlF3 and O2, and Al2O3 and SiO2 were easily attacked by these fluoride anions to form A1OF and SiF4. Owing to the high vapour pressure of the A1OF and SiF4 at high temperatures, they could easily reach supersaturation within the pores. Rapid crystal growth would occur in pores and needle-like mullite crystals were formed.
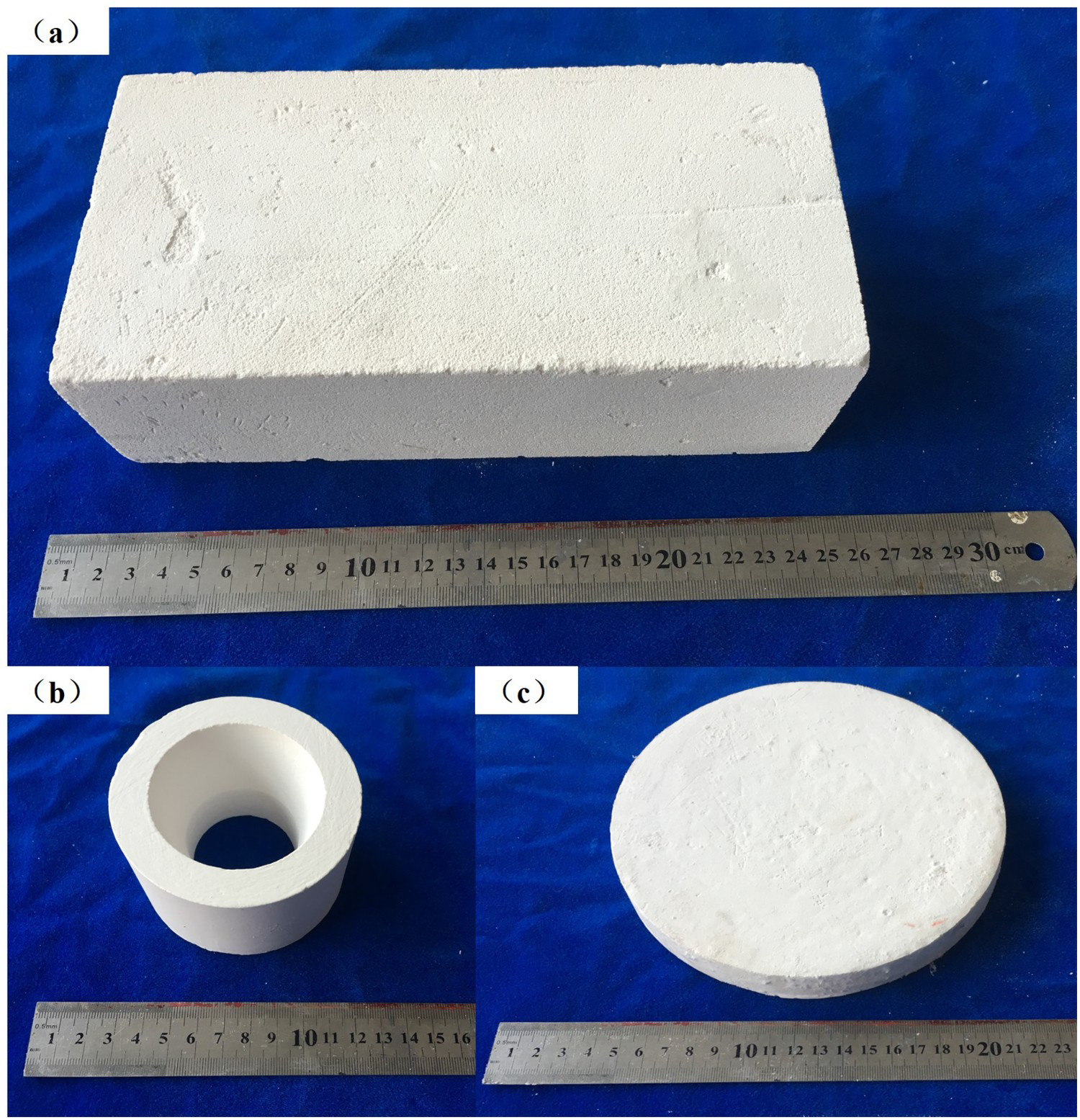
The amount of foaming agent had great impact on the porosity and mechanical property of the porous mullite ceramics. Fixing the solid content of slurry at 78wt-%, the weights the foaming agent based on the slurry were 1, 1.5, 2 and 2.5 wt-%. The variation of open porosity and bulk density were shown in Figure 4. It was found from Figure 4, when the amount of foaming agent increased, the open porosity of the sample increased, from 66.3 to 85.5% and the bulk density decreased, from 0.95 to 0.45 g cm–3. During the foaming process, the foaming agent distributed in the interface of slurry and the air bubble, and it could reduce the surface tension. When more foaming agent was added, more air could be introduced. So, the same quality of slurry expanded to larger volume, leading to increased open porosity. It was also found from Figure 4, the sintering shrinkage of all the samples was very low. It was helpful for preparing samples with crack-free and large size (as shown in Figure 5(a)). Using gelcasting method, porous mullite ceramics with different shapes, such as cylinder (as shown in Figure 5(b)) and plate (as shown in Figure 5(c)), were prepared successfully.
Effects of foaming agent content on the open porosity, bulk density and sintering shrinkage. Macrophotograph of samples: (a) is a cuboid with large size; (b) is a cylinder; (c) is a plate.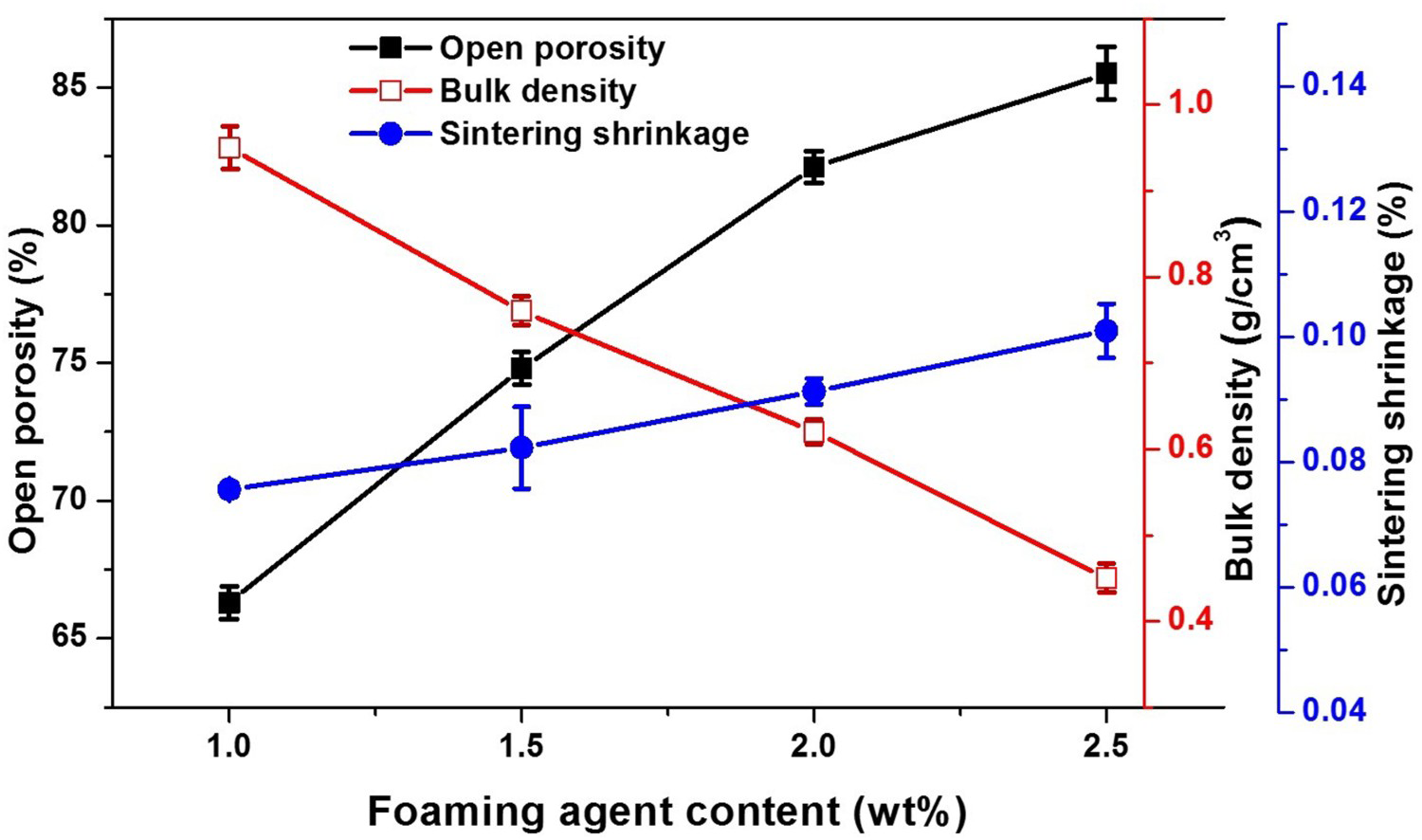
With the increasing of the open porosity, the compressive strength and flexural strength decreased significantly, from 23.4 ± 1.8 to 4.9 ± 0.4 MPa and 9.7 ± 0.9 to 1.0 ± 0.1 MPa, respectively, and it was shown in Figure 6. The compressive strength and flexural strength of porous mullite ceramics were mainly dependent on the open porosity. With more air introduced into the sample, the pore-wall's volume fraction decrease and their ability to withstand stress and flexural weakened [10,11].
Effects of open porosity on the compressive strength and flexural strength.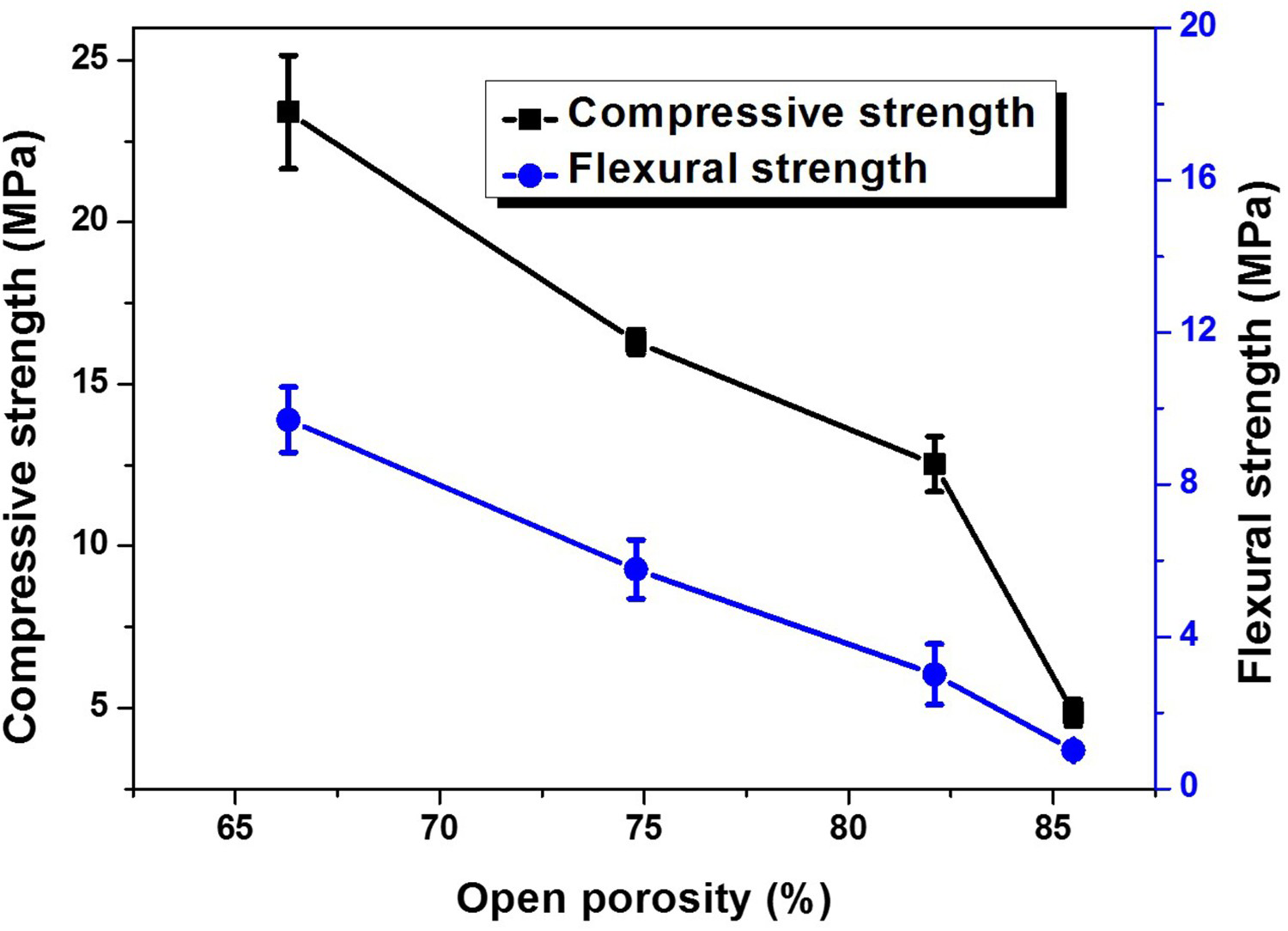
Conclusions
Using alumina, silica and AlF3 as raw materials, porous mullite ceramics consisting of in situ formed needle-like mullite crystals were prepared by foaming-gelcasting and vapour-phase reaction. Most of the needle-like mullite crystals have diameters around 1.5 μm and lengths of >80 μm. Open porosity of the porous mullite ceramics varied from 66.3 to 85.5% due to different addition of foaming agent. The compressive strength and flexural strength decreased evidently, from 23.4 ± 1.8 to 4.9 ± 0.4 MPa and 9.7 ± 0.9 to 1.0 ± 0.1 MPa, respectively, with the increasing open porosity.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).