
Abstract
The latest technological requirement demands a huge (but sometimes challenging) variety of properties which perhaps are impossible in monolithic or traditional materials. This has innovated the introduction of reinforcement in traditional materials such that the resulting composite material would be an advantage for the collaborating influence of the combined matrix and the reinforcement. Single-phase ceramics have been limited in application due to low densification and poor properties. Hence, ceramic matrix composite is the family of materials that have undertaken quick innovation in past years because of its auspicious properties for structural and functional usage. This concept has made the incorporation of sintering additives into the monolithic form of ZrO2 of high importance because of the poor densification and fracture toughness of undoped ZrO2. The addition of sintering additives provides good functionality to the improvement of ceramic materials. This paper painstakingly reviews the effects of diverse sintering additives such as carbides, borides, nitrides on the microstructure, densification, and mechanical properties of ZrO2 ceramic matrix using different sintering techniques and it lastly stated a futuristic approach to the enhancement and characterisation needed for ZrO2 ceramic matrix composites.
Introduction
Zirconia (ZrO2) is a ceramic material that is well recognised for its diverse functional applications [1,2]. ZrO2 possesses excellent chemical, physical, electrical, and mechanical properties (chemical inertness, wear resistance, hardness, high melting point, high strength, toughness) [3]. These properties possess by ZrO2 have made it a high application for medical prostheses, cutting blades, fuel cell membranes and oxygen sensors, grinding media [4-6]. ZrO2 at room temperature is a monolithic crystal structure and transit to tetragonal and cubic at elevated temperatures. The structure conversions from tetragonal to monoclinic and to cubic phases usually prompt a change in volume and an induction of enormous stress which resultantly causes a crack after undergoing cooling from a very higher temperature [7,8]. For the stabilisation of tetragonal and cubic phases of ZrO2, dopants are added to it, usually oxides. These oxides include calcium oxide (CaO), magnesium oxide (MgO), cerium(ii)oxide (Ce2O3), yttrium oxide (yttria, Y2O3) [7,9]. ZrO2 phases are more efficient in the application when their state is stabilised. It undergoes destructive phase alteration upon heating, but by the addition of a little amount of yttria, these phases alteration are subdued and these changes produced material that has enhanced electrical, thermal, and mechanical properties. It has been observed that in some scenarios, the tetragonal phase can undergo a metastable state [7]. If enough amounts of the tetragonal phase exist in its metastable state. Although there is stress induction, exaggerated by stress concentration at the crack tip, this usually results in the conversion of the tetragonal phase to monolithic phase and volume increment. These phase alterations bring about compression by cracking, simultaneously hindering its growth, and increasing the fracture toughness. This process is regarded as transformation toughening and mostly lengthens the dependability and durability of materials produced with stabilised ZrO2 [7,10].
Although, alumina, one of the closed substitutes for ZrO2, has been the widely applied oxide for bio-ceramic materials, the challenges of alumina brittleness nature have led to the introduction of zirconia in orthopaedics. This possibility is attributed to the inherent mechanical properties of zirconia which is a result of a transformational change in phase from tetragonal to monoclinic. However, this transformation can be initiated by external stresses, which leads to a 4% expansion in volume resulting in localised compressive stress about the tip of the crack. For the propagation of this crack, the clamping restriction is mostly to be eliminated or overcome. These features describe the improved fracture toughness of zirconia in comparison with other ceramics [11]. The transformation phase alteration from tetragonal to monoclinic is only possible beyond the critical grain size of ∼18 nm, which is a contributing factor for the enhanced fracture toughness of ZrO2 [12]. Diverse composites viz ZrO2–TiN, ZrO2–TiB2, ZrO2–SiC, ZrO2–WC, ZrO2–ZrC, ZrO2–TiCN have been manufactured purposing to get combined excellent mechanical properties such as high strength, high hardness, and fracture toughness [13-15]. More also, powder shapes, sizes, structure, and chemical and physical characteristics are among the contributing factors to the microstructure and densification performance of yttria-stabilised zirconia (YSZ) composite [16].
The synthesis technique is a significant channel to promote the homogeneity and phase purity of YSZ. The achievement of good microstructure and densification promotes the attainment of improved mechanical properties. The consolidation of ceramics via hot pressing, hot-isostatic pressing, or any other conventional means have some shortcomings such as high cost of equipment, low sintering rate, high dwelling rate, low reproducibility of products, etc. from this outlook, the modern methods of sintering via spark plasma sintering (SPS) appears to be an encouraging technique [17,18]. SPS is a practical method that entails the combined generation of plasma with applied pressure and heating for the merging of powder particles [19-22]. Some processes of activity are involved in the sintering approach of SPS, and they include the application of electric pulses current for subjecting the powder particles to heating below its melting temperature, simultaneously with a uniaxial pressure via the heating mechanism in both the punch and die (Figure 1); hence, the powder particles are pressed and shaped. The existence of plasma is brought up by the current passing via the electrodes, and these pass the plasma to the powder punch and die. If powder particles are a conducting type, the plasma passes through the powders via the punch and the die and hence sintering is achieved [23,24]. SPS allows the whole densification of the powder composites, thus allowing the achievement of maximum theoretical densities at a lesser sintering temperature and time, this feature depicts the efficiency of SPS in consolidating large variability of powders in contrast to other consolidation techniques viz pressureless sintering, hot-isostatic pressing, microwave sintering, and hot pressing, which takes a long time for processing its powder [25,26]. The short-time sintering process by SPS has been observed to be an important factor in controlling the microstructure and minimising grain growth, consequently regaining near to initial grain size and attaining enhanced mechanical properties of the components produced [27]. During the initial stage of sintering, electric charge flows all through, initiating the breakdown of protective layers on the powder particles’ surface. Although, SPS during sintering usually induces plasma that eradicates the diffusion protective which comprises oxide impurities and surface layers prompting rapid densification of a component all through the consolidation developments. The movement of molecules is mainly organised by the conducting electrons and the energy exchange between particles, which is also referred to as an electromigration theory. This theory indirectly defines the descriptions for accelerated mass movement during the states of SPS [28,29]. Frost and Ashby established that the electric flow can alter the densification mechanism of the prepared powder. More also, the applied pressure, sintering temperature, and particle size influence the densification mechanisms of the powder materials [30]. The generated plasma influences the increasing temperature, although the growth of the necks which resultantly promotes an increase in the mass movement is initiated by melting that happens at the contact point of the particles’ surface of the powder [28]. Morita et al. and Xie et al. all stated that the quickening effects of plasma will eliminate the carbon in the graphite sheets and the gaseous carbon would decrease the powder's surface oxide, which gave additional plausible influence of plasma [3133]. Zhang et al. [34] elucidate that due to the discharge of plasma between the die and punch during the sintering process, that the ejection of spark intensifies the thermal diffusion of the materials [3537]. SPS functions by on–off (pulsation) current while conventional sintering routes apply an alternating current as a means of heating the punch and die which encompasses the sintering method. Tokita [38] reported that the formed induced electric field between the grains during SPS promotes the energisation of high temperature by the pulse current. This effect was said to contribute to the elimination of oxides from the powder surface and hence enhances the sintering processes. Deng et al. [27] estimated typical densification by putting electromigration into consideration during the experimentation. The utilisation of electric current was projected to promote dislocation mobility and mass transport, consequently, enhancing the materials’ plasticity. The influence of direct current on the densification during the SPS process was further stated by the description of the way the activation energy promotes the densification rate's increment or decrement [39].
A typical SPS process [40].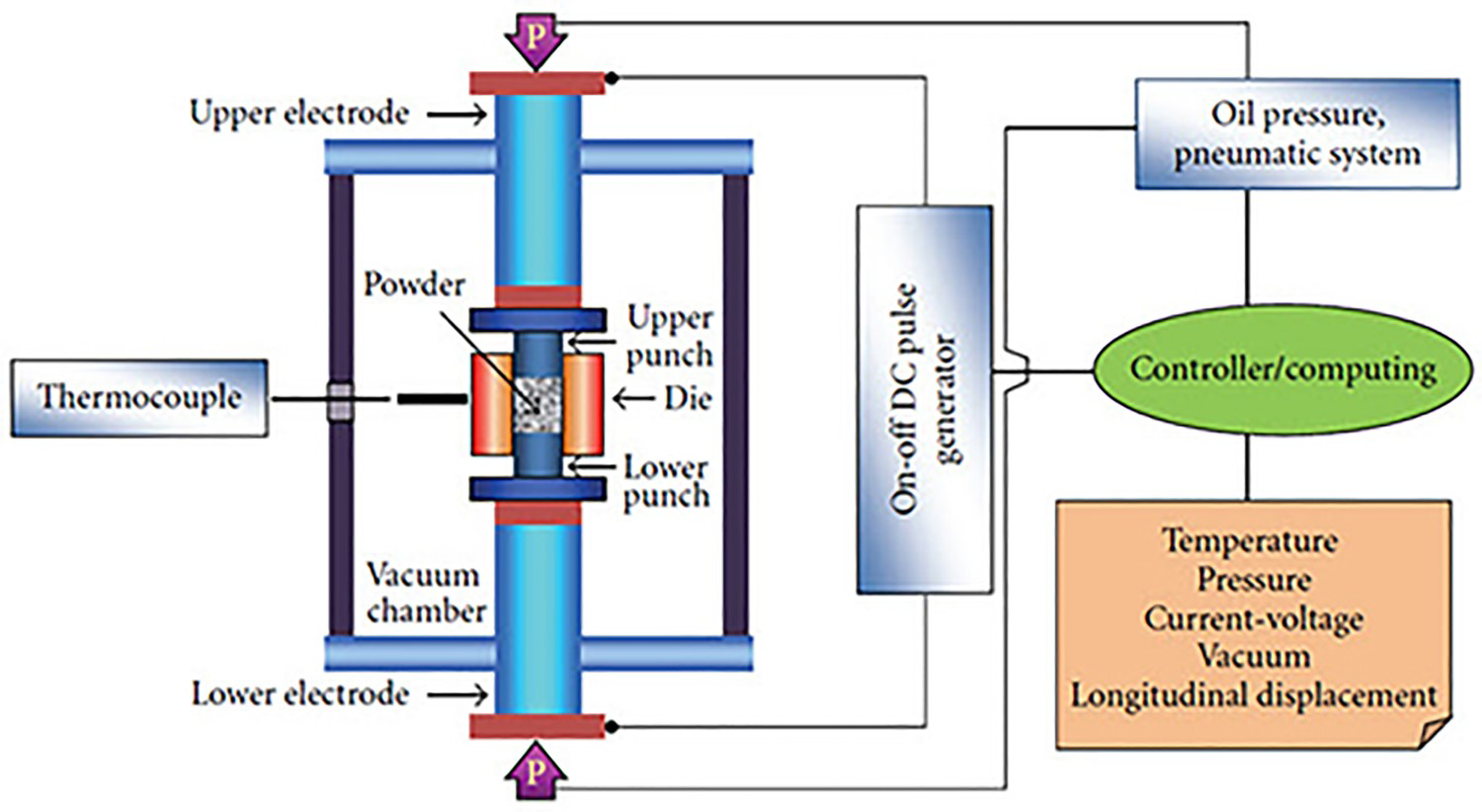
The purpose of this present review is to investigate from the body of literature the influence of carbides, borides, and nitrides on the densification, microstructure, and mechanical properties synthesised with different sintering techniques.
Structures, properties, and application of

Three phases are present in
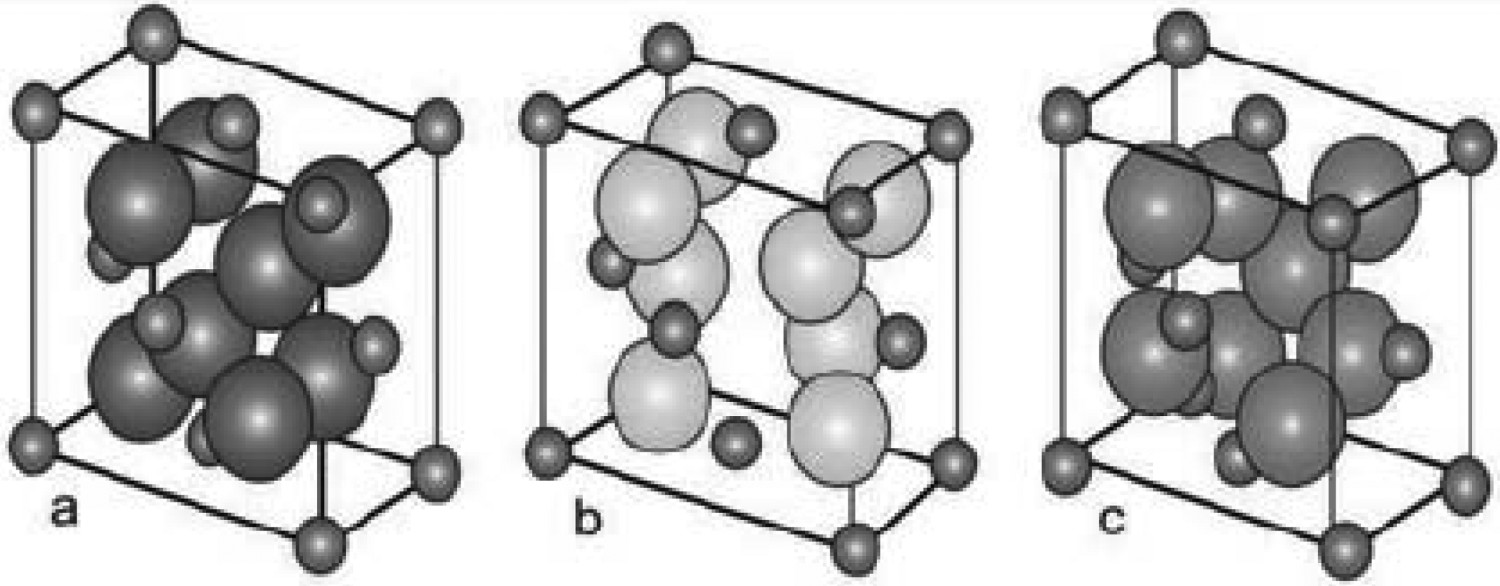
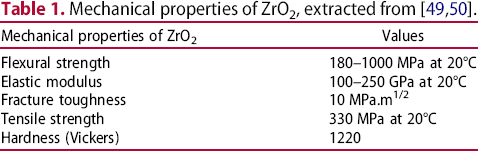
The crystal structure of monoclinic ZrO2 (a), tetragonal ZrO2 (b), and cubic ZrO2 (c) [48]. and these phases are present at different temperatures. Monoclinic phase exists at a temperature below 1170 °C, tetragonal phase occurs between a temperature of 1170°C and 2370°C, while lastly, the cubic phase is above 2370°C; Figure 2 shows the three phases that evolved. The cubic phase has good stability with the little addition of CaO, MgO, or oxides of yttrium dopants [41,42]. Zirconia has unique properties that have led to its wider application. These properties include hardness, chemical inertness, wear resistance, low heat conductivity, high melting point, etc. (some of the values of these properties are depicted in Table 1). All these properties have made Zirconia useful for thermal barrier application, dentistry purposes, armour materials, membranes in fuel cells, thermal insulators, etc. [41,43]. The stabilisation of zirconia by the incorporation of yttria oxide consequently influences the oxygen vacancies by the increment of its concentration which consequently enhances the crystallography of the electrolyte. Hence, in the YSZ, as the movement of the proton increases, there is a decrease in the loss of energy as a consequence of depression of the ohmic resistance on the solidified electrolyte [44,45]. Also, the addition of yttria improves chemical stability and mechanical properties in a distinctive functional environment, this accomplishes the necessity of the electrochemical structure besides elevated performance for a YSZ [46,47]. The aforementioned features of Yttria-stabilised zirconia have brought its prominent use in comparison to other stabilised zirconia materials.
and these phases are present at different temperatures. Monoclinic phase exists at a temperature below 1170 °C, tetragonal phase occurs between a temperature of 1170°C and 2370°C, while lastly, the cubic phase is above 2370°C; Figure 2 shows the three phases that evolved. The cubic phase has good stability with the little addition of CaO, MgO, or oxides of yttrium dopants [41,42]. Zirconia has unique properties that have led to its wider application. These properties include hardness, chemical inertness, wear resistance, low heat conductivity, high melting point, etc. (some of the values of these properties are depicted in Table 1). All these properties have made Zirconia useful for thermal barrier application, dentistry purposes, armour materials, membranes in fuel cells, thermal insulators, etc. [41,43]. The stabilisation of zirconia by the incorporation of yttria oxide consequently influences the oxygen vacancies by the increment of its concentration which consequently enhances the crystallography of the electrolyte. Hence, in the YSZ, as the movement of the proton increases, there is a decrease in the loss of energy as a consequence of depression of the ohmic resistance on the solidified electrolyte [44,45]. Also, the addition of yttria improves chemical stability and mechanical properties in a distinctive functional environment, this accomplishes the necessity of the electrochemical structure besides elevated performance for a YSZ [46,47]. The aforementioned features of Yttria-stabilised zirconia have brought its prominent use in comparison to other stabilised zirconia materials.
The production of zirconia
The production of ZrO2 may yield three possible aforementioned phases (Figure 1), which rely on sintering temperature. The exceptional properties of ZrO2 give it a high flexibility for vastly different applications for industries.
ZrO2 is produced via thermal dissociation or thermal treatment, but creating this in its pure form usually causes unexpected phase alteration that may fracture or crack the material. These crack or fracture behaviour can be minimised if ZrO2 are doped with stabilisers viz calcium oxide, magnesium oxide, yttrium oxide. This thermal technique can also be called calcination, where elevated temperature within an air or oxygen medium is used for heating. Zirconia can similarly be produced via the disintegration of Zircon sand through fusion with compounds such as sodium carbonate, calcium carbonate, magnesium oxide, calcium oxide, and sodium hydroxide (also regarded as caustic soda) [51,52].
The chlorination of Zircon likewise results in the production of zirconia, in this method, the issued zirconium tetrachloride is calcined at an elevated temperature (∼900°C), yielding a marketable grade of zirconia. The other way is to liquefy the as-received zirconium tetrachloride in water to form a crystallised zirconyl chloride. Then this product is heat-treated at a very high temperature to produce Zirconia of high purity. Thus, the high-purity zirconium dioxide is a necessity for the production of Zirconium powders, via the reduction of ZrO2 using calcium hydrate. This method is known as the calciothermic process and is prepared at continuous heating of 1000°C under an atmosphere containing argon [53]
Powder metallurgy technique
Powder metallurgy (PM) is the production of material via powder particles. This technique begins with mixing and/or milling of powder then followed by compaction/pressing and sintering/consolidation of the compacted/pressed powders to attain less porosity or high relative density. The characterised flexibility of PM via solid-state consolidation/sintering has made it appropriate in manufacturing composites of different compositions and to fabricate complicated engineering shapes with near-net precision [54]. This flexibility has made PM a choice ahead of diverse fabrication techniques that have complexity in their processing. In past works, a huge amount of effort has been pivoted in manufacturing Zirconia matrix composites via the use of PM. The collaboration with the low temperatures of PM, and the method of solid-state mixing, have made it accessible for the incorporation of sintering additives in these ceramic matrix composites [55]. Thus, making it possible for a better association between reinforcements and matrix materials [56]. PM gives a more uniform distribution and better boundary interface between the reinforcement materials that are contained in the matrix, resulting in enhanced mechanical properties [57]. It also gives exceptional control in achieving good microstructure including morphology, size, and volume fraction of reinforcement and the matrix [58]. PM techniques have several advantages over the old route of casting, hence, they have had a high preference in the consolidation of a ceramic matrix in the past years [59,60].
Sintering of zirconia
Different sintering mechanisms or routes of matter transport exist from the bases (viz, grain boundaries, surfaces, defects) to the sinks also known as bridge linkage, all these contribute to the sintering of ceramic materials. These mechanisms include volume diffusion, grain boundary diffusion (also known as intergranular diffusion), and surface diffusion. Some of these mechanisms are only active during certain stages of sintering, which implies that not all the mechanisms always come into play for all the bases of materials’ transport. For instance, in the transportation of materials from the intragranular defects, volume diffusion is the specific active mechanism. While the transportation of materials from the internal grain boundaries, the grain boundary, and volume diffusion becomes active. Whereas, all mechanisms will become active when it involves the transportation of materials from the surfaces. Despite all these, the choice of consolidation and sintering temperature accompanies the abovementioned mechanism (Figure 3).
The influences and the dependency of sintering mechanisms on the sintering temperature [70].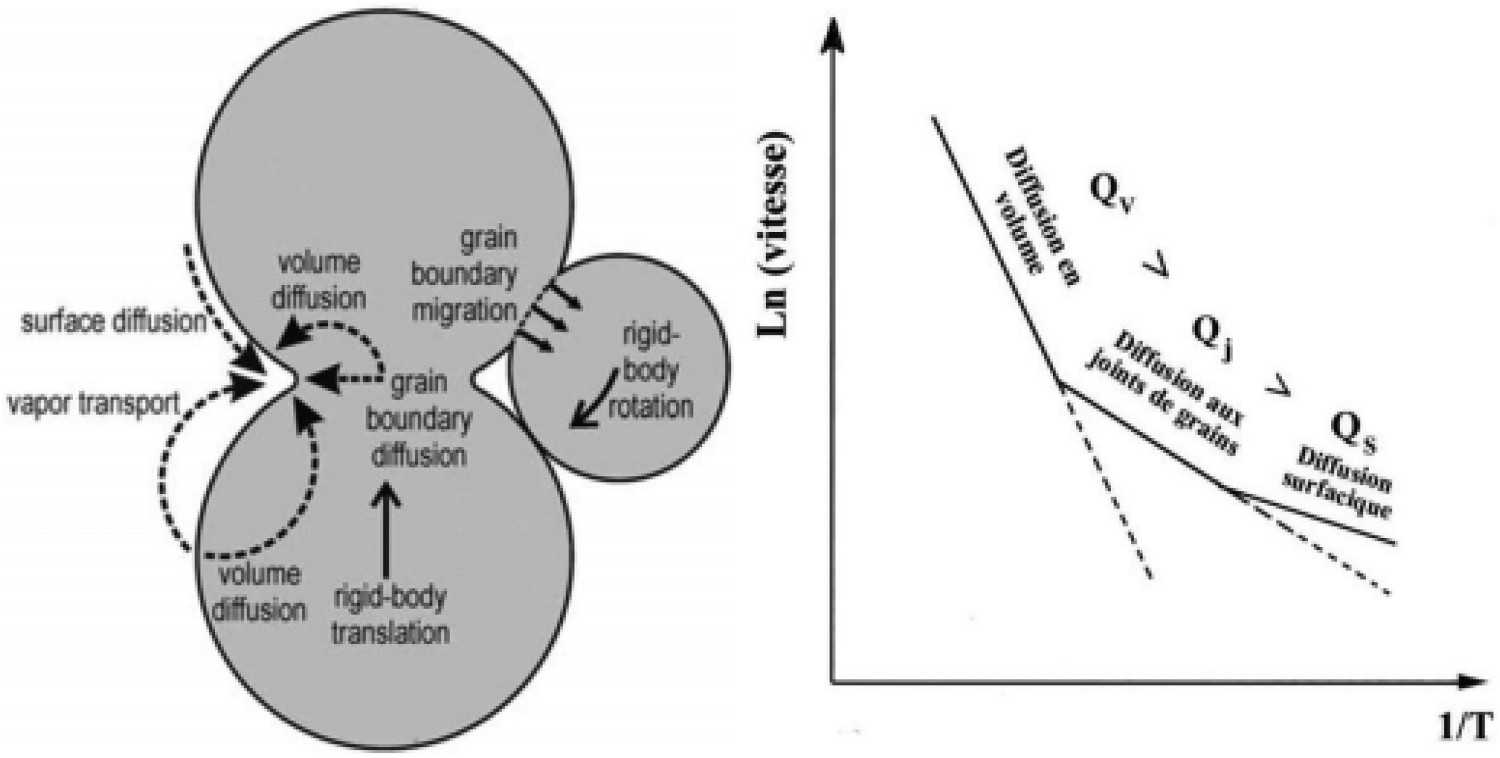
Diverse sintering techniques viz hot press, hot-isostatic press, pressureless sintering (PS), microwave sintering, SPS, etc. have been used for the consolidation of zirconia, all aiming to achieve good densification and excellent mechanical properties. The use of the conventional route for consolidation is not cost-effective, and it involves the application of long dwell time and higher sintering temperature in achieving its purpose. Tekeli and Erdogan [61] observed that a long holding time and a high sintering temperature enlarged the grain size, and hence, the number of micropores that emanated from the material caused a decline in the mechanical properties. More also, grain size, second phase, and pores all have significant effects on the final properties of ceramic materials. Generally, it has been examined and noted that porosity has a higher influence than the grain size or the second phase in a ceramic matrix composite, this is a result of the fact that large of the preferred properties of fabricated ceramic materials (such as hardness, elasticity, relative density, thermal conductivity, etc.) are near to zero or completely zero in the pores [62]. Therefore, porosity mostly produces some damaging effects to some significant properties, specifically hardness, elastic modulus, electrical, and thermal conductivities, tensile strength [63]. Hence, the type of sintering has an impact on the elimination of porosity. Amidst the various sintering techniques, SPS has been given a high preference for the densification of ceramics currently. Because SPS is a novel consolidation process that ensures the quick sintering of ceramic materials in a relatively short time, hence porosity is eliminated in comparison to conventional sintering [64]. The cooling and heating rates are mostly attained with the assistance of a pulsed electric field which consequently promotes the achievement of enhanced densification in moderately less time (<15 min) at the same time sustaining a comparatively small grain size [65]. The higher heating rates and lower sintering temperature influence the suppression of uncontrolled grain growth and hence, porosity is eliminated. This ensures the achievement of excellent mechanical properties, provided the ceramic fabricated is nearer to the theoretical density [66,67]. The mechanical properties of partially and fully stabilised zirconia have been enhanced using SPS sintering owning to the grain growth suppression [68]. The consolidation of zirconia nano-particles via SPS was observed to yield good densification up to 99% [68,69], a Vickers hardness and fracture toughness of 13.76 GPa and 15.4 MPa m1/2 was achieved, respectively, when the ceramic was sintered at a low temperature of 1300°C [64]. In a comparative study, it was observed that the densification of nanocrystalline zirconia at a lower sintering temperature and time could be achieved by SPS in contrast to that prepared by hot pressing [69].
Challenges of ZrO2
Poor densification, low sinterability, brittleness, and unexpected crack propagation have stood as a shortcoming for the vast application of ZrO2. ZrO2 is characterised by moderate toughness which is good for application in the biomedical establishment, but its low hardness has made its applicability in wear and structural environment to be limited. The use of undoped ZrO2 usually leads to catastrophic failures during service. More also, the machineability of ZrO2 via the use of a conventional electrical discharge mechanism (EDM) also posed some challenges, because ZrO2 naturally possesses poor electro-conductive materials [71,72]. The occurrence of grain growth during the sintering of Yttria-stabilised zirconia often yields to uneven microstructure which consequently affects its mechanical properties [73].
The use of undoped ZrO2 in structural and functional applications is rare as a result of the aforementioned challenges, and this drawback has led to the incorporation of sintering additives to the ZrO2 matrix for the enhancement in the performance of the resultant materials.
The effects of sintering additives on the consolidation of stabilised ZrO2
In modern innovation, the advances of technologies for manufacturing stabilised zirconia using ultra disperse powders (UDP) have grown a high interest in studies in the processes of consolidation via pressing and sintering. A large variety of techniques for sintering and pressing is applied to yield non-porous ceramics of high quality. Techniques such as heat treatment, aging, etc. have been employed for the improvement of materials [74,75], but this technique is mostly labour unproductive or demanding. Modest techniques are of paramount interest for practical purposes. The huge markets encourage the development of effectual techniques for the consolidating (compacting and sintering) of stabilised zirconia UDP. In this concept, actively enhancing routes are prompted on doping UDP with diverse sintering additives [76,77]. The incorporation of sintering additives is expected to influence the UDP compacting and sintering and it is anticipated that no physicochemical alteration will happen to the properties of the ceramic products. UDP alongside sintering additives cannot be jettisoned as they played a higher role in the production of ceramic materials. Sintering additives which serve as the second phase in composites can promote the properties of a material; it can also reduce the consolidation temperature. In a typical illustration, Flegler et al. [76] examined the effects of different metals, when they were used as additives in the ZrO2 matrix, and it was observed the inclusion of 5mol-% of Iron, leads to the decrement of the sintering temperature to 1500°C. Restivo et al. [77] incorporated micro additives of nickel, molybdenum, and copper alongside carbon nanotubes in the consolidation of ZrO2. The result achieved depicted an 8% improvement in the densification of the composites. The outcome by these researchers revealed the importance of sintering additives on sintering temperature reduction and mechanical properties enhancement
The introduction of sintering additives needs to be fully comprehended on how they exhibit themselves during heating, aging (in cooling and heated form), and how it influences UDP pressing. A low melting point is very conversant with numerous kinds of additives. Thus, in the activation of densification and to making the sintered ceramics deficit of porosity, the liquid phase of the additives needs to be enhanced and controlled. This will consequently improve the composites’ microstructure and mechanical properties. Generally, sintering additives have been experimented-with to make variations in sintering temperature and enhance the fracture toughness and electrical conductivity [78-84].
The microstructure, densification, and mechanical properties of ZrO2 with Nitrides-based materials (TiN) as sintering additives
Hu et al. [85] observed the effect of 10% of nano-sized structure of TiN when it was incorporated into 3mol-%YZrO2 matrix composite. The composite was sintered at 1100–1300°C under an applied pressure of 20–100 MPa and the effects of these sintering parameters were studied on the composites. The size of the grains of ZrO2 was observed to increase as the sintering conditions (heating rate, pressure, sintering temperature, and time) were raised. However, the additives TiN in the composites revealed no significant sensitivity to sintering conditions to its grain size, specifically, the applied pressure. These were related to the lower sinterability of TiN and its elevated activation energy [86]. Generally, it has been observed that an increase in the sizes of grains leads to a decrease in densification and mechanical properties. Despite these, all the composites sintered at these sintering conditions achieved relative densities >99%, except the samples sintered at a pressure of 20 and 40 MPa. It was observed that Vickers hardness for all the dense composites ranges from 13.90 to 15.53 GPa which surpasses that of monolithic zirconia (12 GPa) [87]. This accomplishment of this hardness was attributed to the impact of TiN particles as a second phase in the composition [88] whose hardness (18.3 GPa) is higher than the undoped ZrO2. More also, no apparent variation of fracture toughness in the consequence of the sintering parameter (heating rate, applied pressure, and annealing time) was observed. The fracture toughness ranges from 2.91 to 5.44 MPa m1/2. The composite sintered at 1150°C under 80 MPa for 20 min produced the highest fracture toughness (5.44 MPa m1/2) while the same composites sintered at 1150°C under 100 MPa for 20 min gave the lowest fracture toughness (2.91 MPa m1/2). The composites’ fracture toughness was predicted to be influenced by some intricate factors such as the distribution of the particles, residual stress, grain size, and phase transformation [89-92].
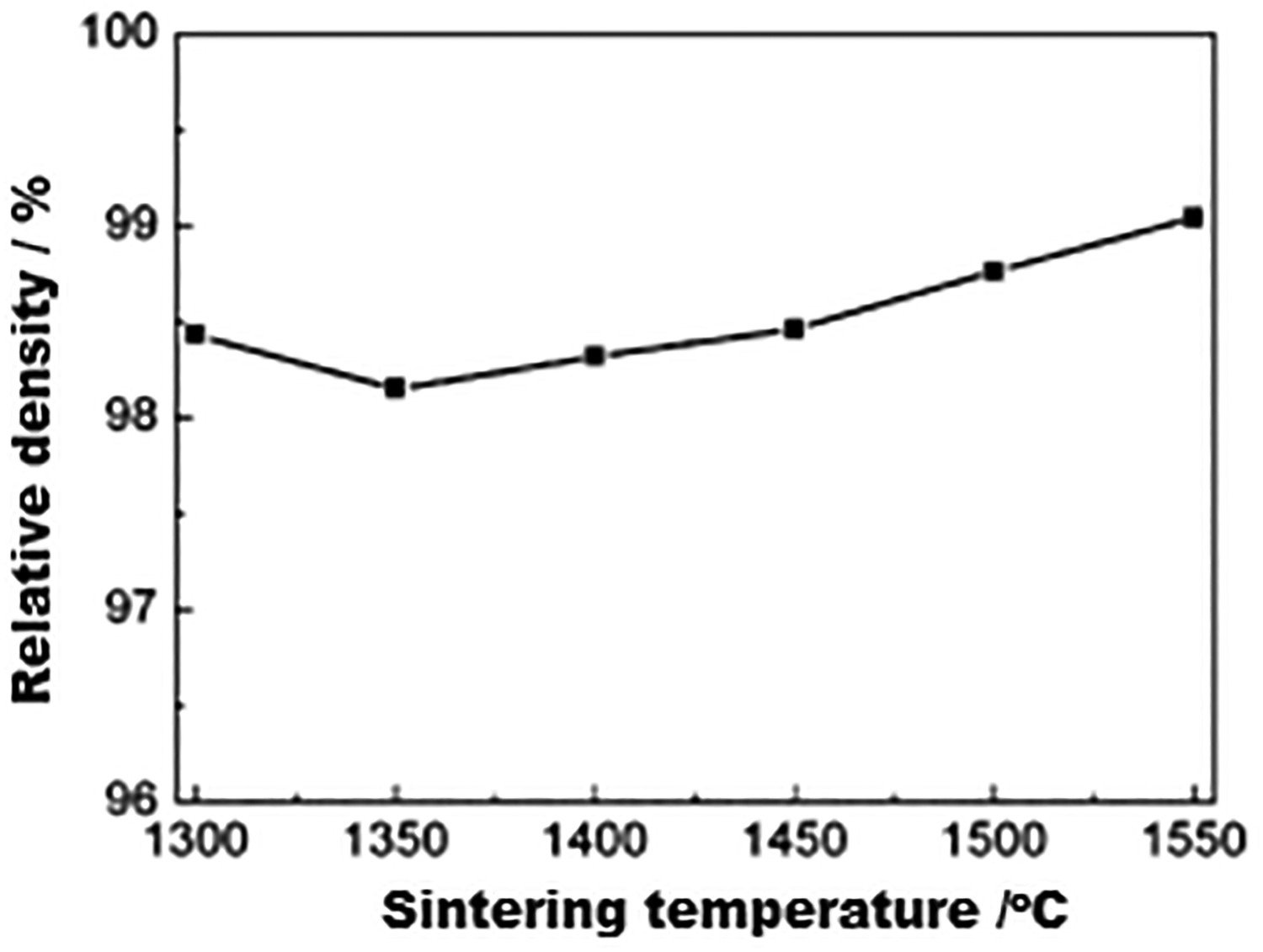
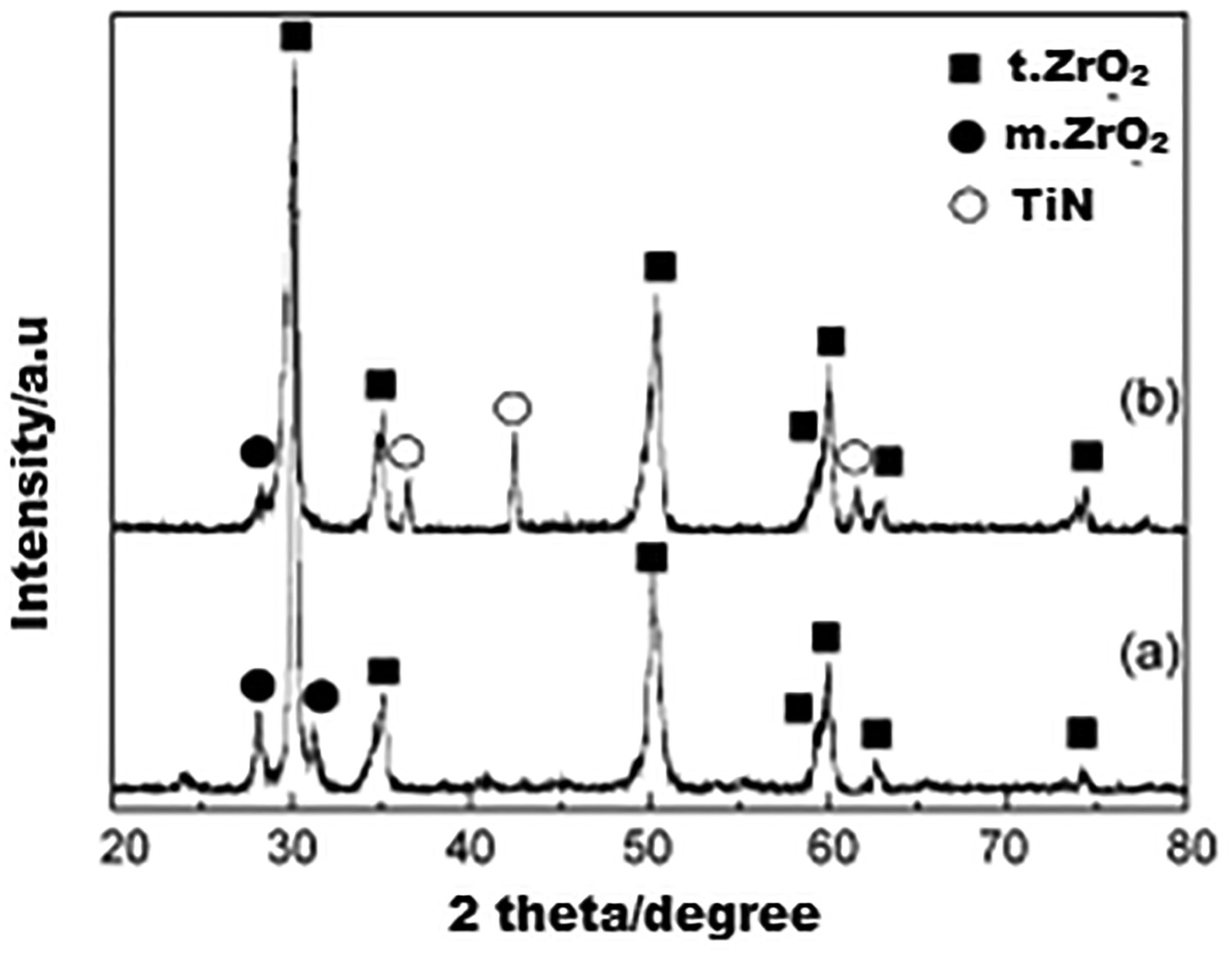
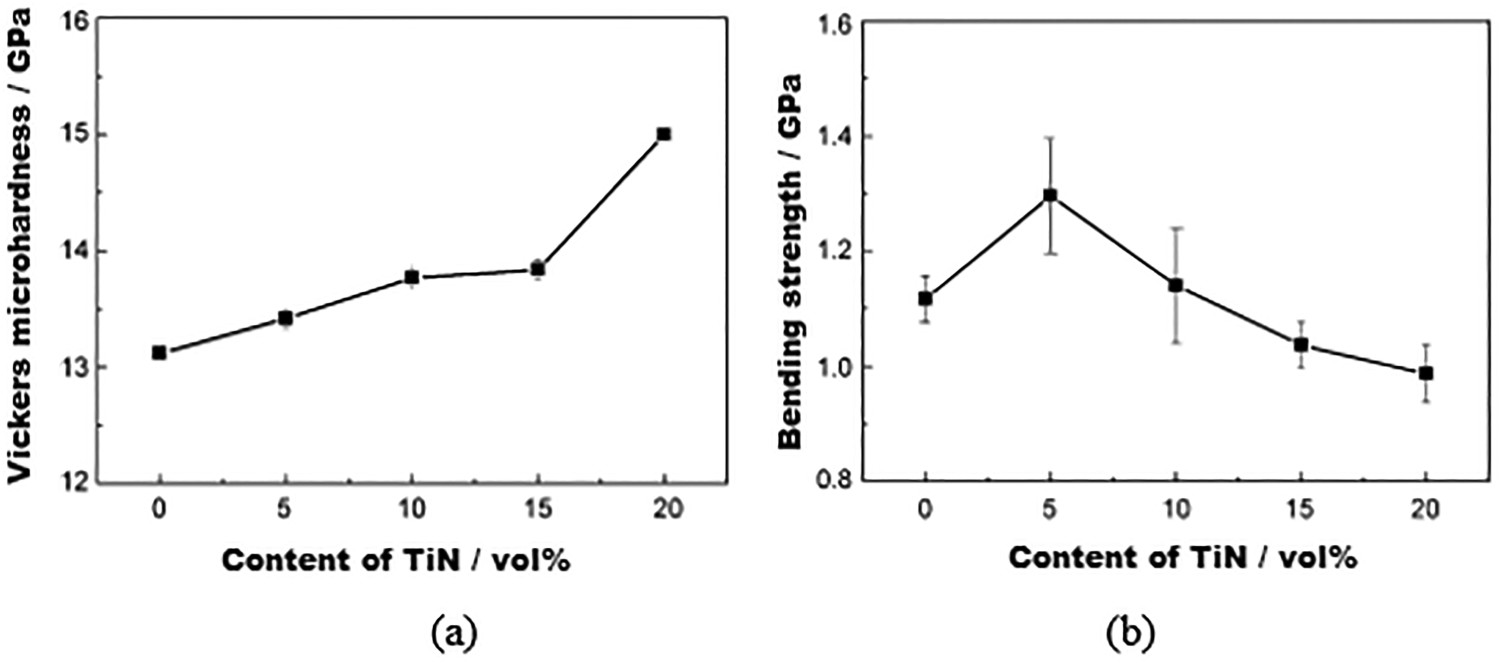
Ran and Gao [93] carried out a similar examination of the influences of TiN as an additive on the relative density, microstructure, and mechanical properties of ZrO2 ceramic matrix composites when it was hot pressed. A relative density above 98% was achieved for all composites at different sintering temperatures between 1300 and –1550°C when 20vol.-% TiN was incorporated in ZrO2 nanocomposites. The microstructural observation indicated no chemical reactions between the second phase and the ceramic matrix of ZrO2, this suggesting that the ceramic matrix has a better sintering enactment. The micrograph, Figure 4, revealed fully densified composites with no micropores on the cross-section which was reported to be stable with the measured densification (Figure 5). The XRD pattern indicated that there is good compatibility between ZrO2 and TiN since the only phase observed to be present were monoclinic-zirconia and tetragonal zirconia, as shown in Figure 6. These densification and microstructural behaviour that was achieved was stated to be of good improvement above previous related work by others [94,95]. The Vickers hardness increment was attributed to the effect of TiN content in the composites as it is represented graphically in Figure 7(a). The hardness improved with the increase in TiN content. The micro-hardness of 15 GPa was reached for 20 vol.-% TiN in the composites. The bending strength first increased with 5 vol.-% TiN (1.3 GPa) and then decreased with the increase in TiN as illustrated graphically in Figure 7(b). The decrement in bending strength was attributed to aggregation and poor dispersion of nano-particles (TiN) caused by the higher content of TiN. More also, the fracture toughness of the composites with the incorporation of a small amount of a TiN resulted in the reduction of the composites’ fracture toughness. The weakening effect of the transformation phase changes from T-ZrO2 to m-ZrO2 and the introduction of the nano-sized second phase were the causes of toughness reduction of ZrO2–TiN composites [96-98].
SEM micrographs of TZP composites reinforced with (a) 5 vol.-% TiN and (b) 20 vol.-% TiN, sintered at 1500°C [93]. The relative density of TZP reinforced with 20 vol.-%TIN against sintering temperature [93]. XRD pattern of pure T-ZrO2 (a) and T- ZrO2-20 vol.-% TiN (b), at sintering temperature of 1500°C [93]. (a) The Vickers hardness of T-ZrO2–TiN composite, and (b) the bending strength of T-ZrO2–TiN composite. All sintered at 1500°C [93].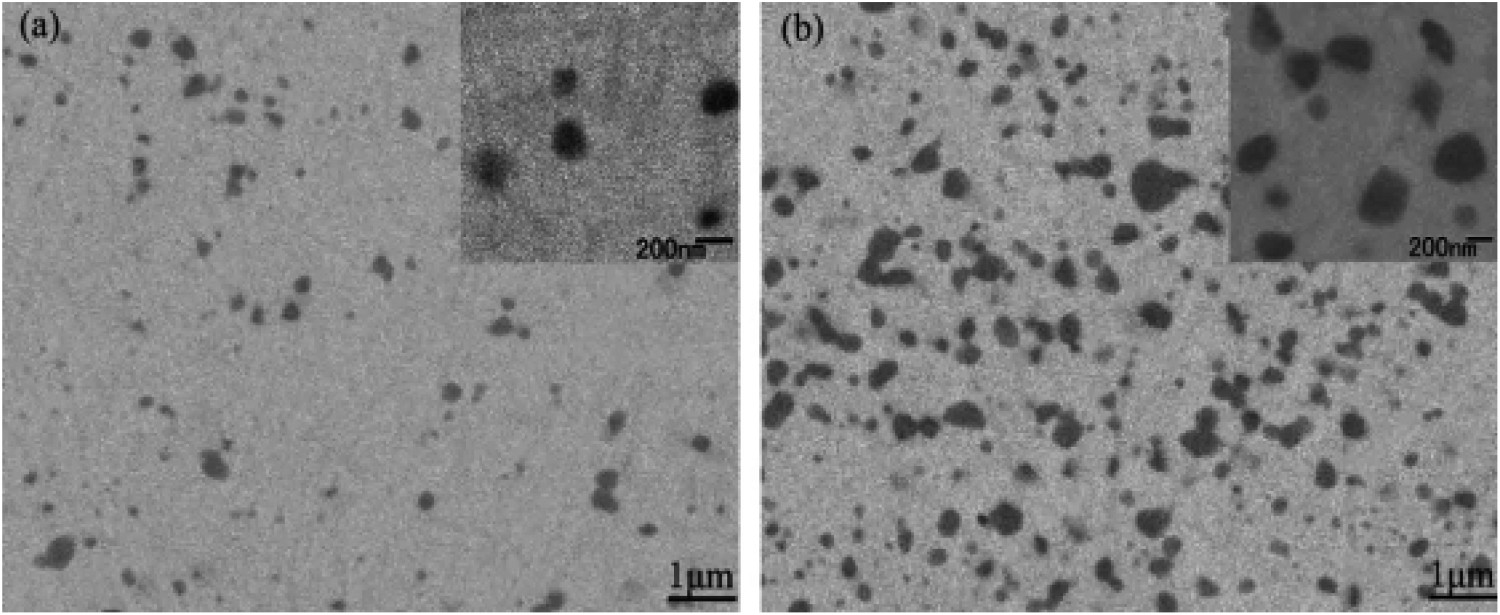
Pristinskiy et al. [99] examined the influence of SPS processing parameters on the densification and mechanical properties of 3% mol-% yttria -ZrO2 doped with TiN. The ceramic matrix of ZrO2 was reinforced with 20%, 30%, and 40% TiN, the composites were sintered at 1300–1500°C under 80 MPa for 3 min. Low densification of 95– 96% was achieved for all the composites when sintered at 1300 °C, but full densification of 99.5–99.8% was reached when the sintering temperature was raised to 1400°C. At the same sintering temperature, the hardness reaches their peak value for (ZrO2-20%TiN)-15.1 GPa, (ZrO2-30%TiN)-14.5 GPa, and (ZrO2-40%TiN)-13 GPa, More also, at a similar sintering temperature, the highest fracture toughness of 9.1 MPa m1/2 was achieved for the ZrO2–20%TiN composite. However, at an elevated temperature of 1500°C, the fracture toughness and hardness value were reported to decrease. This decrement was attributed to the grain growth increment at a higher temperature (as shown in Figure 8). The highest percentage of TiN which was observed to be of good reinforcement for 3Y-ZrO2 matrix is 30vol.-% at 1400°C, with this additive a combined excellent fracture toughness and hardness of 8.2 MPa m1/2 and 14.5 GPa were achieved, respectively, with enough conductivity, which makes it possible for the easy fabrication of products from this material via EDM. The result achieved for the composite 3Y-ZrO2–30vol.-%TiN via SPS was juxtaposed by the same composite which was hot pressed, the results obtained by SPS have 16% and 10% increment in crack resistance and hardness, respectively, with good microstructure more than the composite hot pressed.
SEM images of ZrO2 composites sintered via SPS at (a) 1300°C, (b) 1400°C, and (c) 1500°C [99].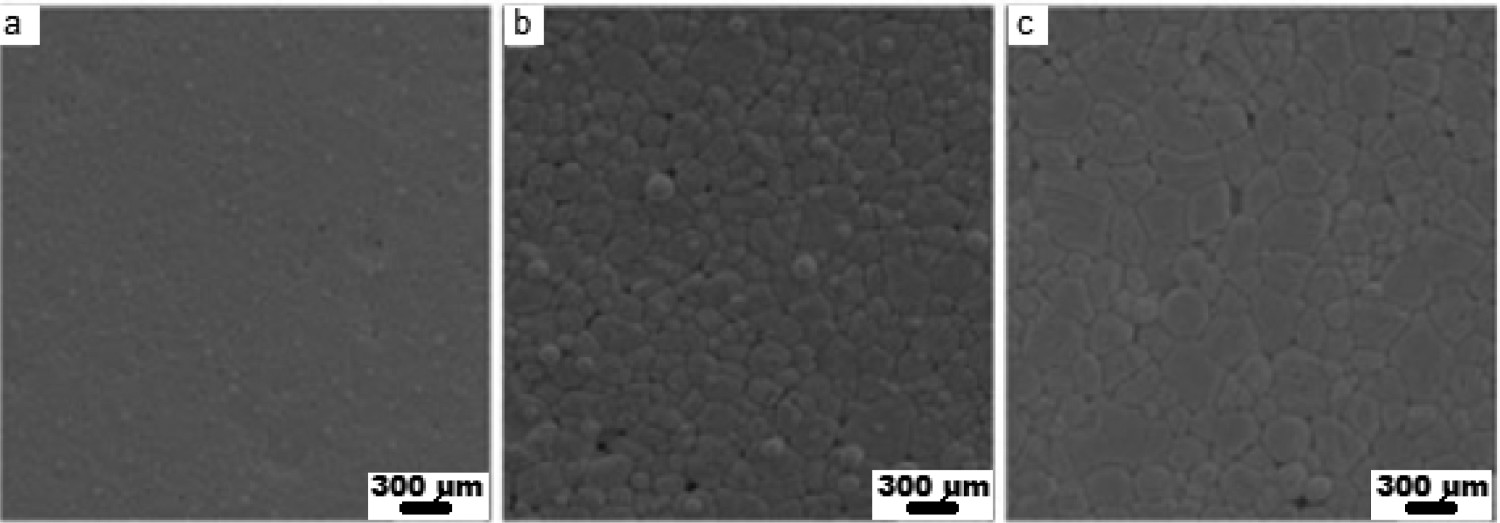
Hu et al. [100] studied the impact of nano-sized TiN when it was used as a reinforcement in the 3mol-%YZrO2 ceramic matrix. The impact of the reinforcement was studied on the densification and mechanical properties of the matrix. The incorporation of TiN was reported to excellently subdue the growth of the grains of ZrO2 via the pinning effect. Nevertheless, the higher quantity of TiN improved their contact ratio and this influences the quickening growth of TiN grains. The microstructural evaluation via XRD revealed that there was an absence of reaction between the phases, and no oxides which could be derived from TiN particle oxidation were observed. Hence, TiN and t-ZrO2 were the detectable phases. The ZrO2 matrix reinforced with 30 and 40vol.-%TiN revealed that there was a coalescence of TiN particles; this was ascribed to the challenges of obtaining a whole particle deagglomeration via ball milling. Whereas, the composites with 10 and 20vol.-% of TiN, exhibit even distribution in the matrix. The fracture mode depicted that the monolithic ZrO2 grains were intergranular while the composites with 20–40vol.-%TiN have their fracture mode (of ZrO2 grains) consisting of transgranular and intergranular. The composites’ Vickers hardness was first enhanced with increasing TiN composition up to 20vol.-%, but with the addition of 40vol.-% TiN, it got reduced. In contrast to the monolithic ZrO2 sample, the advanced improvement of hardness was attributed to the higher hardness of the reinforcement (TiN-17 GPa). The decrement in hardness for the composite of 3mol-%YZrO2-40TiN was attributed to the residual porosity and the grain growth of TiN particles. The flexural strength for the doped samples was said to decline when compared with the undoped ZrO2, this reduction in strength was linked to the internal tensile stress together with the residual porosity via the densification. The fracture toughness for all the composites ranges from 3.35 to 3.57 MPa m1/2 and these results revealed a huge improvement of the doped sample than the undoped ZrO2 (2.68 MPa m1/2). This similar trend of results was achieved in previous related works [99,101,102].
The microstructure, densification, and mechanical properties of ZrO2 with carbides-based materials as sintering additives
Anné et al. [103] studied the impact of WC on 3Y-ZrO2 mechanical properties using hot pressing for consolidation. It was reported that the increasing WC content increases the hardness of the composites. The increasing hardness was credited to the good integration and chemical compatibility between the ZrO2 matrix and WC [104]. This is in a contrasting manner to Y-TZP ceramic doped with TiCN, TIN, TiB2, TiC; their hardness is usually between 12 and 13 GPa and it is barely affected by the quantity of secondary phase composition equal to 40 vol.-% and as a result of partial dissolvent of Ti-based additives in the matrix of ZrO2, and hence, good hardness could not be attained [72]. Anné et al. further stated that the application of finer powder in ZrO2–WC composites leads to the attainment of higher hardness and flexural strength for 50 and 20 vol.-% WC content in the composites, respectively. The microstructural observation showed that the combined toughening mechanism, bridging, and crack deflection contributed to the enhanced fracture toughness [105].
Jiang et al. [13] observed that by the variation of WC in the yttria-stabilised ZrO2 matrix composite, good combination of mechanical properties could be achieved. However, the fracture toughness barely alters, the contributing factor of increasing WC yielded an outstanding combined fracture toughness (9.4 MPa m1/2), bending strength (2 GPa), and hardness (14.80 GPa). These results were achieved for the stabilised 2 mol-% Y2O3-ZrO2 ceramic matrices with 40 vol.-% WC. These typically combined properties are exclusive for a ceramic composite and can only be compared with WC-Co cermets which have near similar properties. The even distribution of 40%WC in the ceramic matrix of ZrO2 as observed in the microstructure (the dark phase is ZrO2 and the bright phase is WC, as shown in Figure 9) was reported to contribute to the enhancement properties. From the examination of the composites’ fracture morphology, there was an alteration from intergranular to transgranular with increased WC in the fracture mode of ZrO2. This scrutiny is tantamount to the work reported for nanocomposites of Al2O3–SiC [106,107].
The microstructure of ZrO2 with 40vol.-%WC (the dark phase is ZrO2 and the bright phase is WC) [13].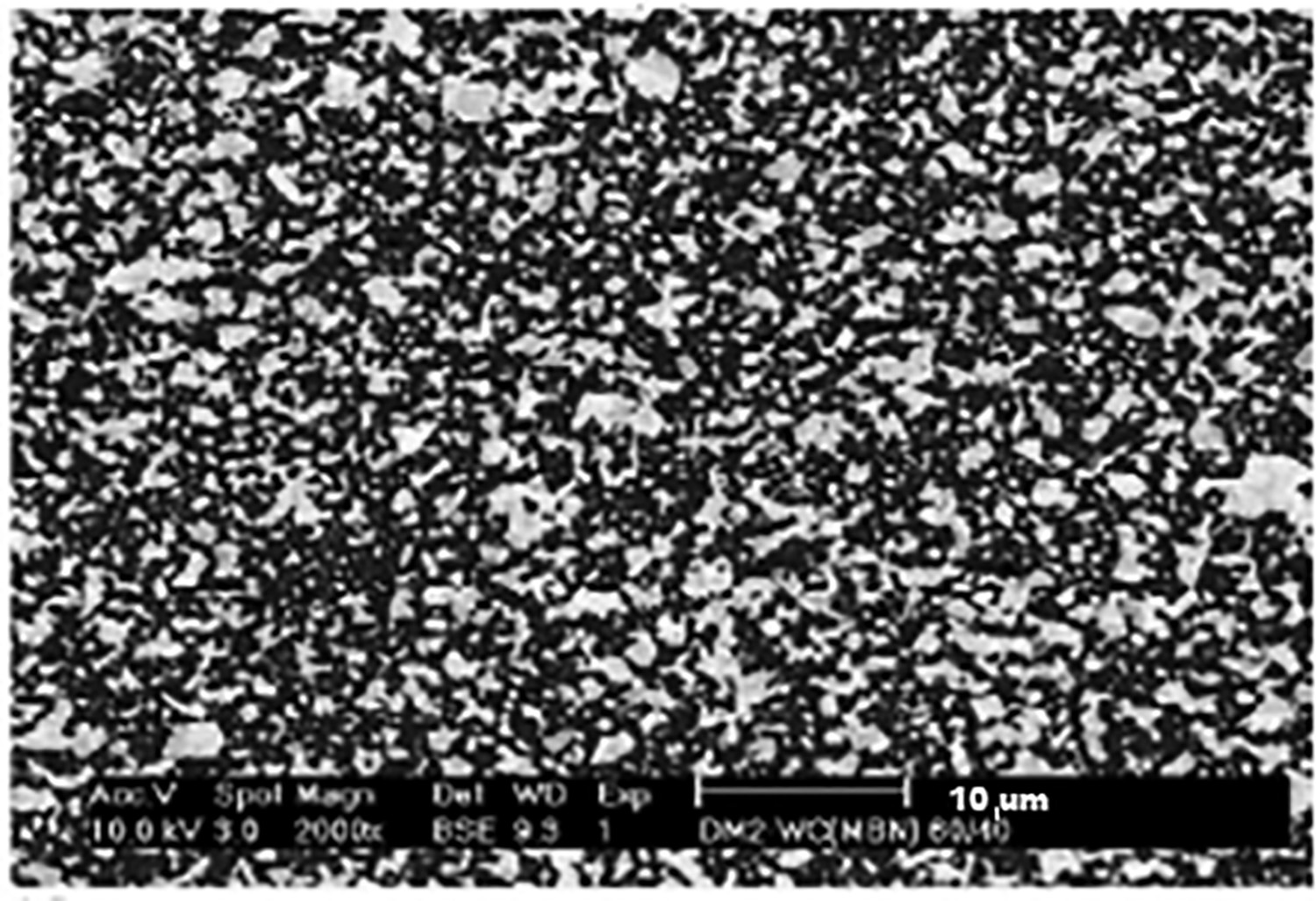
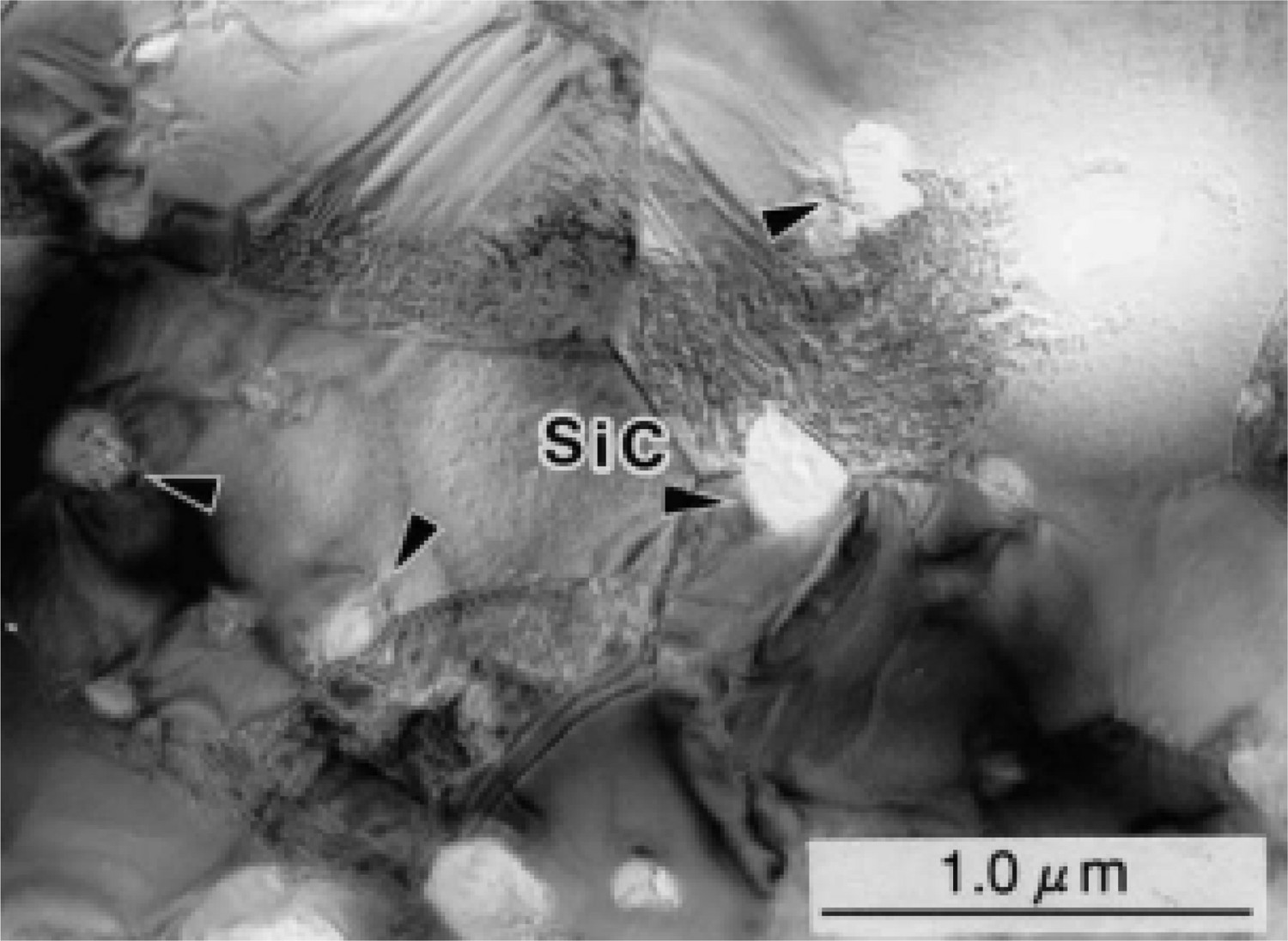
Bamba et al. [108] carried out an examination of the effects of SiC particles on the phase transformation from tetragonal zirconia (t-ZrO2) to monoclinic and on the mechanical properties of Y-tetragonal zirconia polycrystal (TZP). Monolith 3Y-TZP and doped 3Y-TZP with 5 and 20 vol.-% SiC nanocomposites were sintered via the hot press. It was reported that no reaction phase was detected in the composite that contained a small amount of m-ZrO2 and β-SiC, and mostly t-ZrO2 as detected from the XRD. The increasing SiC content with the increasing sintering temperature all contributed to the full densification (Figure 10) and the inhibition of grain growth of the sintered compacts. Figure 11 reveals the even distribution of SiC in the microstructure of the matrix. The increased Young's modulus of the sintered materials is in the similitude of the volume fraction of SiC and relative density [109]. The microstructure of the ceramic matrix highly affects its mechanical properties most especially fracture strength. The correlation between strength and grain size as related by grain size is stated by Griffith's equation [110]. The decreasing defect size consequently increases the strength and toughness. However, the strength of 3Y-TZP/SiC had no improvements; this was caused by the large defect size. But reversely, the toughness improved significantly. The improvement in the fracture toughness was ascribed to the increased fracture energy, Young's modulus, and even distribution of SiC which is essential in propagating a crack to promoting the toughness of the composites [109,111].
The change in relative density with increasing temperature for the undoped 3Y-TZP and the doped 3Y-TZP with SiC (3Y5S-3Y-TZP/5SiC, 3Y20S-3Y-TZP/20SiC) [108]. TEM image showing the even distribution of 5 vol.-% SiC nanocomposites in 3Y-TZP [108].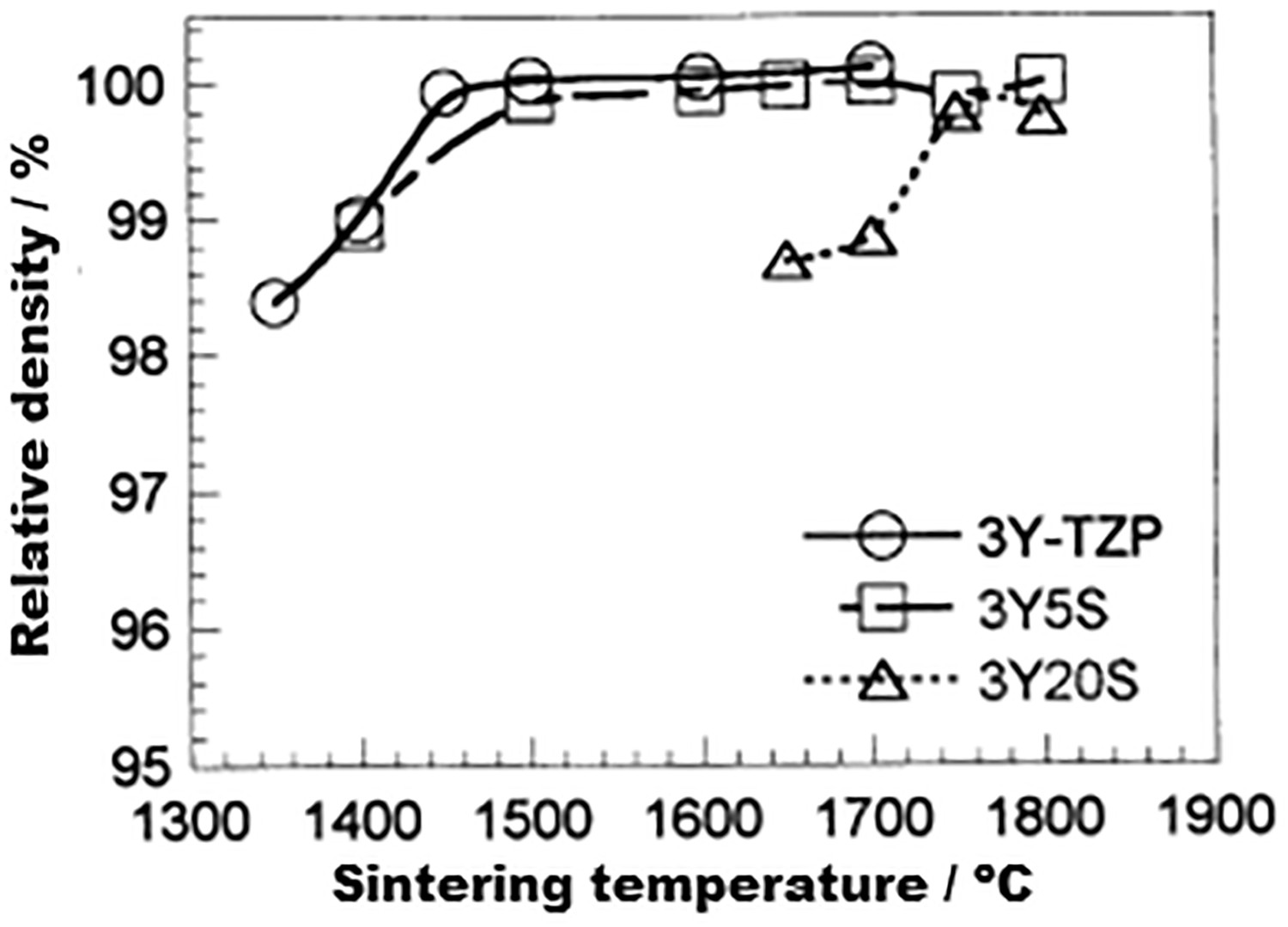
Fukuhara [112] examined the influence of Al2O3 and TiC on diverse properties of YSZ. The effect of incorporating TiC on the ceramics matrix of YZrO2–20 wt-% Al2O3 was investigated since the latter (binary composites) have the peak strength at 20 wt-% Al2O3. The achieved relative density, specific electric resistance, toughness, and strength are depicted in Figure 12. The addition of <10 wt-% of TiC has its sintered densification and strength to intensely reduced owing to the several formations of large voids and pores spreading to ∼2 mm in diameter. A similar observation was noticed of the binary composites of ZrO2-TiC without Al2O3 [113]. The reduction in strength and relative densities as obvious in Figure 12, was imputed to the Co and or CO2 and nitrogen gases in TiN–TiC–Ni sintered alloys and the reactant gas delivered between ZrO2 and TiC [114,115]. However, the inclusion of >10 wt-% of TiC in the composites increases the strength significantly, with 30 wt-% showing a peak value of ∼1.4 GPa. But as a result of the poor sinterability of TiC, the strength reduced when the content of TiC was beyond 30 wt-%. Owing to porosity, the fracture toughness of the composites with TiC below 10 wt-% could not be measured; hence, the fracture toughness improved significantly when TiC was measured beyond 10 wt-% TiC in the composites, this improvement was attributed to the differential thermal expansion between TiC and ZrO2 which induced residual tensile stress [110].
The influence of TiC inclusion on densification and mechanical properties (specific electrical resistance, strength, and fracture toughness) of Y-TZP-20 wt-%Al2O3 [112].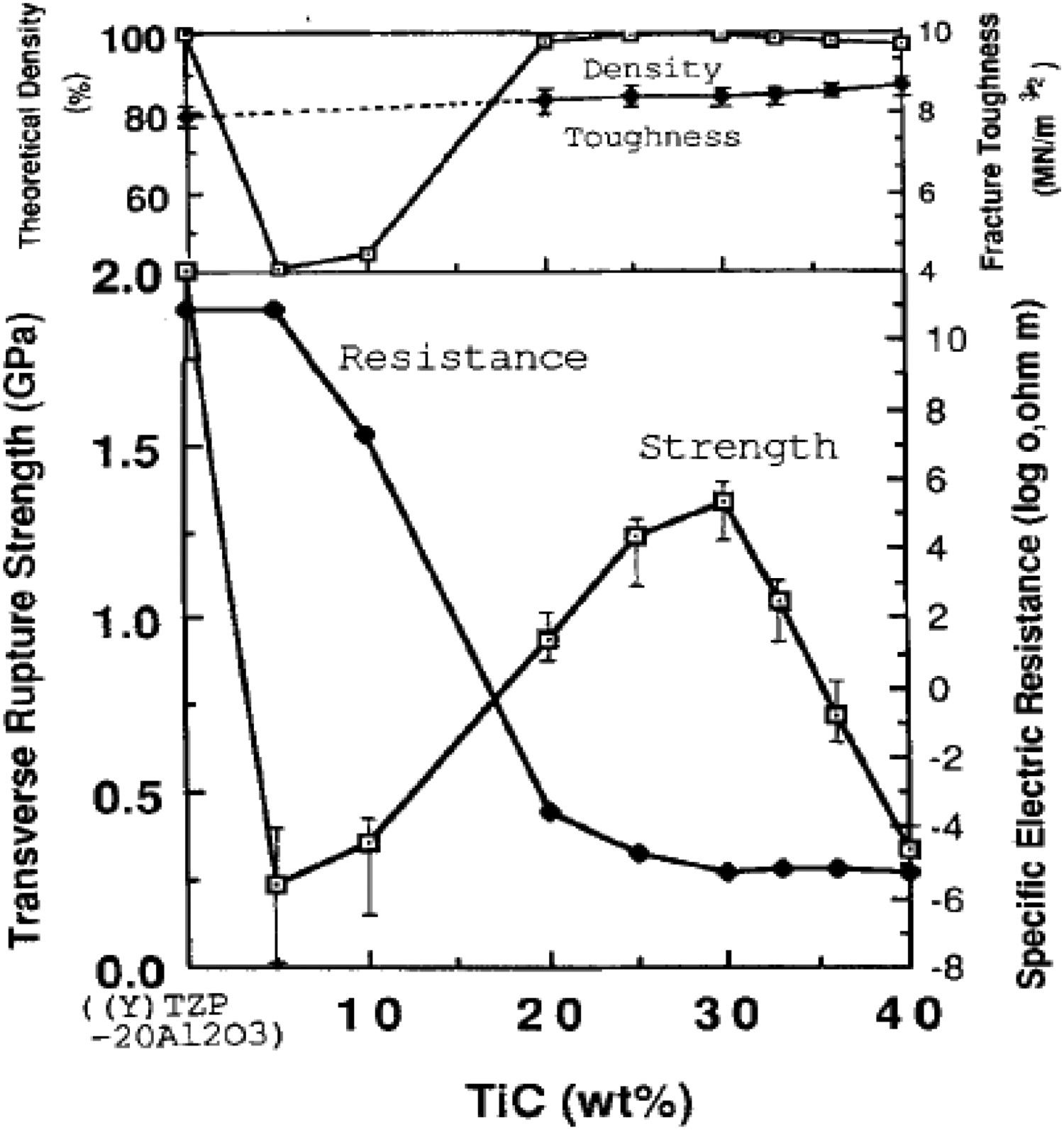
Pędzich et al. [116] examined the mechanical properties and microstructure of the 2.9Y-ZrO2 matrix when it was reinforced with two typical chromium carbides (Cr3C2 and Cr7C3). The samples were synthesised via hot press and pressureless sintering. From microstructural observation, as attested by XRD, no occurrence of sintering reactions. It was reported that low properties (hardness and Young modulus) as a consequence of its poor densification were achieved via the application of pressureless sintering. Whereas the densification samples via the hot-pressed mechanism were enhanced apart for composites with Cr3C2, and this densification attainment led to the improvement in hardness and elastic properties of the materials in contrast to pure matrix materials. More also, it was noted that the pure matrix has its densification and properties increased when hot pressed in comparison with the samples reinforced with chromium carbide additives synthesised via pressureless sintering. A noticeable enhancement of the composites’ fracture toughness was attained for the 2.9Y-ZrO2 matrix reinforced with Cr7C3. The occurrence of crack deflection at the carbide (Cr7C3) and matrix interface is apparent in Figure 13(a), was reported to contribute to the increased fracture toughness. The TEM micrograph depicts the close fitting of the included Cr7C3 and the matrix (Figure 13(b)).
Micrograph revealing the crack way of the 2.9Y-ZrO2 matrix reinforced with Cr7C3 when hot pressed (a) SEM micrograph (b) TEM micrograph [116].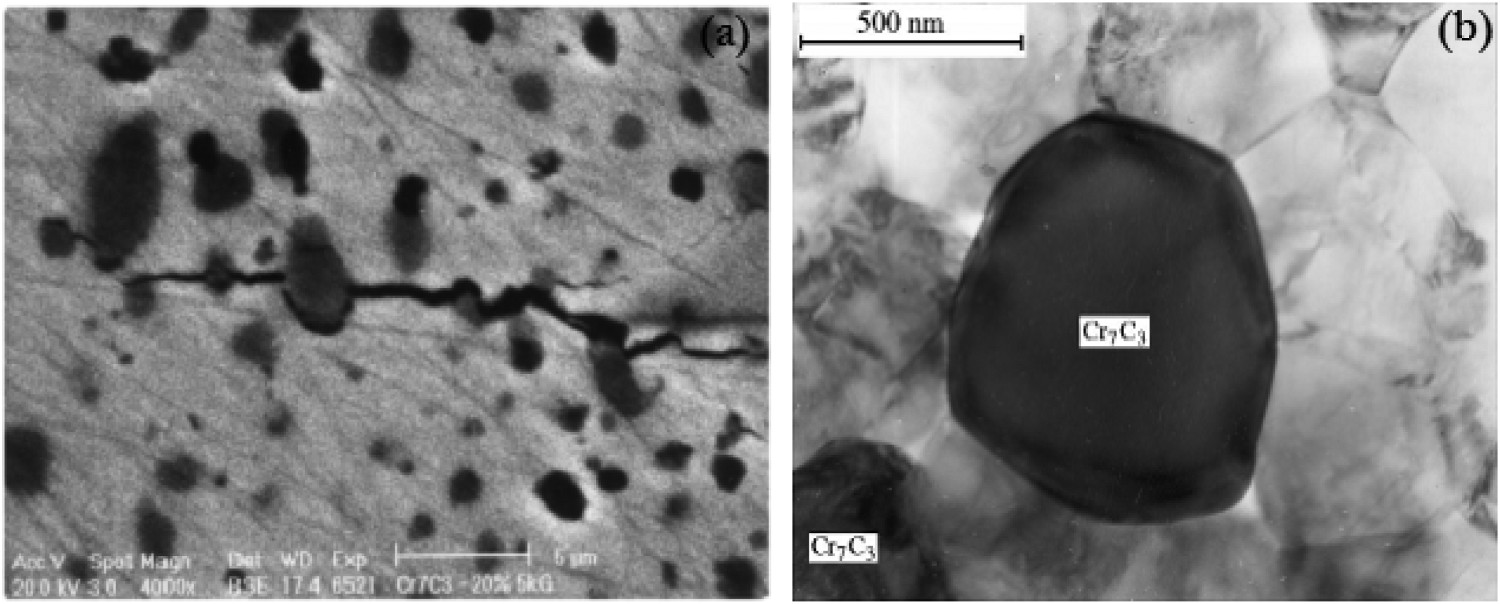
The microstructure, densification, and mechanical properties of ZrO2 with borides-based materials as sintering additives
Basu et al. [117] carried out an observation of the influences of ZrB2 on the microstructure and properties of ZrO2 ceramic composites. The percentages of 30% ZrB2 were added to all the ZrO2 stabilised with different percentages of yttria, the composites were sintered at 1200°C for 5 min by SPS. A maximum relative density of ∼95–99% was achieved by all the composites. Similar densification was achieved of the same composites when it was hot-isostatic pressed (HIP) at 1400°C under 110 MPa for 1 h [118]. Basu et al. [119] reported a relative density of 97% for the composite of 70% ZrO2–30% ZrB2 when it was hot pressed at a sintering condition of 1400°C for 1 h. It can be inferred that the full densification achieved by Basu et al. [117] when the composite was spark plasma sintered at a lower processing temperature and time of 1200°C and 5 min, respectively, this sintering parameter is much lower than that used by HP or HIP techniques. The decrease of the entire processing time was reported to be of useful advantage in inhibiting grain growth.
It was further reported that there was an increment in elastic modulus up to 266 GPa, influenced by the addition of ZrB2. The incorporation of 30% ZrB2 in the ZrO2 ceramic matrix gave no significant improvement in the hardness; a similar reduction in hardness was also observed when Al2O3 was incorporated in ZrO2 as a sintering aid [120]. However, there was a huge improvement in the fracture toughness for the same percentage of ZrB2. The contributing factor to this improvement was the toughening mechanism which created a crack path by the coarser second phase (ZrB2) as depicted in Figure 14.
Crack deflection influenced by the reinforcement of ZrB2 powder particles. (a) Debonding of crack wake by the coarser reinforcement at the boundary and (b) in the nanocomposite of 2Y-ZrO2–30%ZrB2, sintered at 1200°C for 5 min [117].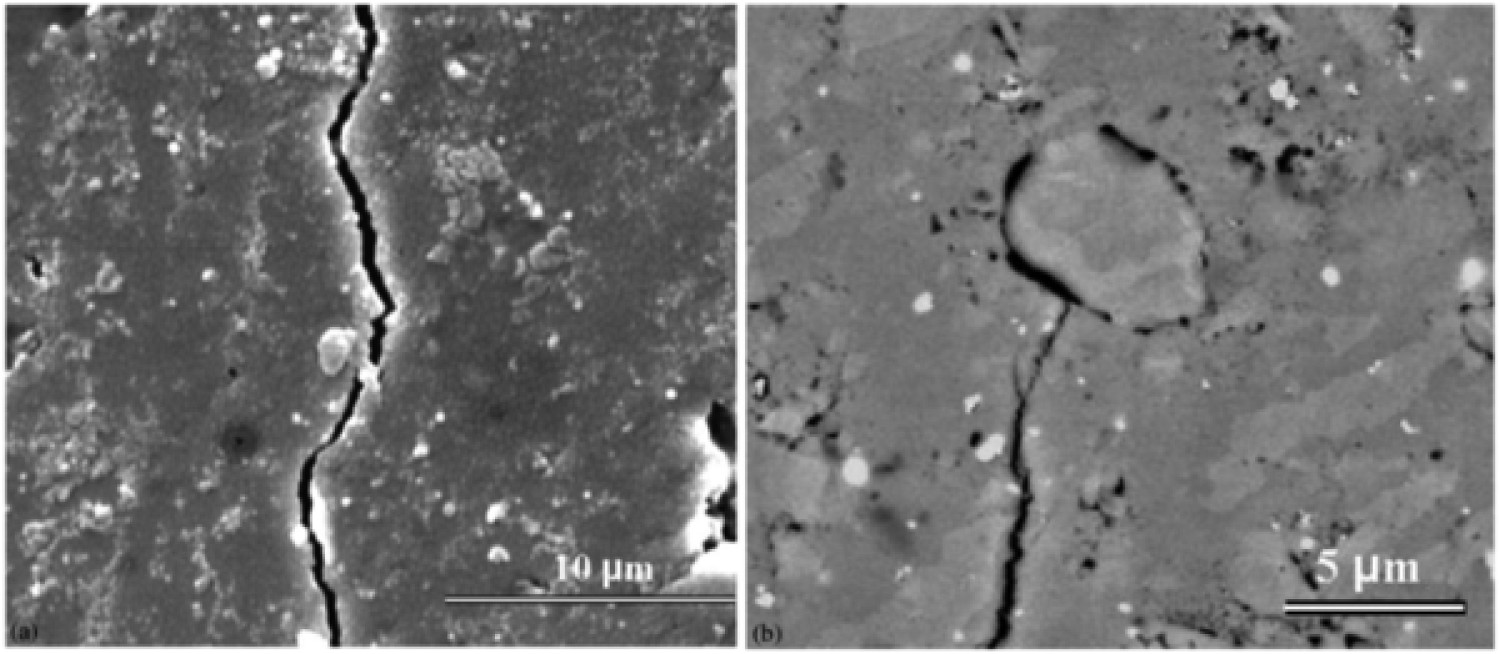
Basu et al. [119] studied the contribution of ZrB2 on the densification, microstructure, and mechanical properties of stabilised ZrO2. The microstructural examination depicted even distribution of ZrB2 reinforcement in the ceramic matrix (Figure 15), the black spot showing the retained porosity or the Al2O3 crystals added via the milling medium during the sample mixing. The densification was observed to be completely densified; the reinforced matrix composites have their relative density ranging from 96% to 98%. The yttria powder mixture and the coated powder-based 2.5Y-TZP were noticed to give an improved combination of the fracture toughness and hardness when reinforced. The decrement in the whole yttria content influences the increased toughness of the composites with the peak value at 2.5 mol-% [121,122]. This result revealed that the enhancement of the ZrO2-based composites is highly influenced by the engineering of ZrO2 matrix. The toughening mechanism transformation between the matrix and the reinforcement was observed to be the main mode in the fracture toughness improvement. More also, the thermal residual stress also contributed immensely to the transformability of the tetragonal zirconia. Because the tensile stress decreases the transformed stress and thus helps in the induction of the phase change occurring in the stressed tetragonal zirconia at a much reduce crack tip stress. All this consequently enhances the toughness of the composites [90,121].
SEM micrograph depicting the dispersal of diverse phases of the 70ZrO2–30ZrB2 composite. Hot pressed at 1450°C, the black spot is the retained porosity of Al2O3 powder particles included in the composites by the milling medium, the brighter small grains are ZrO2 and the darker large grains are ZrB2 [119].
Basu et al. [14] observed that by cautious alteration of yttria content in the stabilisation of ZrO2 with the addition of TiB2, improved densification, and mechanical properties can be achieved. Hence, the composite of stabilised 2.5Y-ZrO2 with 30% of TiB2 has the highest toughness (10 MPa m1/2) and combined strength and hardness of 1 and 13 GPa. The fracture toughness of the composite (70ZrO2–30TiB2) was reported to be enhanced by the changing of yttria content via the incorporation of undoped ZrO2 to co-precipitated yttria (3 mol-%), with this approach, a fracture toughness of 2.5–10.5 MPa m1/2 was attained. The incorporation of TiB2 was reported to improve the transformability of the ceramic matrix of ZrO2 by the thermal residual tensile stresses. The zirconia ceramic matrix that has a high yttria content of up to 2.5 mol-%, owing to the residual tensile stress (i.e. a lower transformability), was important in enhancing the fracture toughness of ZrO2–TiB2 composites [123]. Whereas, the yttria of 2 mol-% in the ceramic matrix prompted the quick transformation of the tetragonal zirconia in the composites resulting in microcracks and simultaneously reduces the strength, hardness, density, and toughness. Crack deflection and transformation toughening with 2.5 and 3 mol-% yttria in the composites were attributed to the toughening mechanism [105,117].
Comparison of different additives (carbides, nitrides, and borides) on the densification, microstructure, and mechanical properties of ZrO2
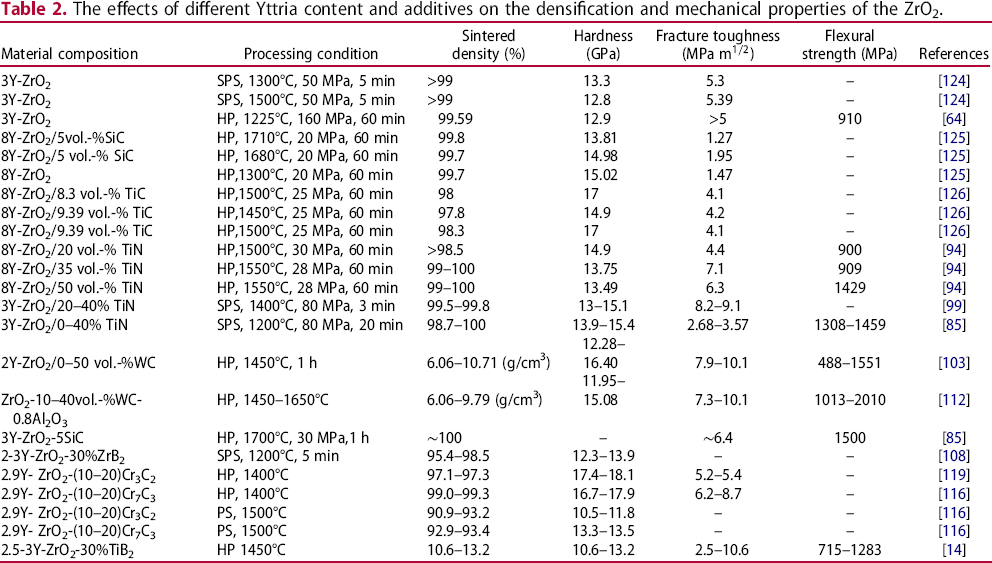
Various additives have been reported to influence the properties of the ZrO2 matrix (as tabularised in Table 2). The compositions and the amount of reinforcement were all examined in the ceramic matrix. The reinforcements (TiN and WC) were all observed (Figure 16) to significantly enhance the microstructure and the mechanical properties of ZrO2 matrix. More also the yttria stabilisation in ZrO2 cannot be jettisoned because it contributed to the properties enhancement of the overall composites. From the literature review, the alteration of the yttria composition between 2 and 3% has been observed to be a good dopant to ZrO2.
The effects of nitrides, carbides, and borides-based sintering additives on the densification and mechanical properties of the ZrO2 ceramic matrix. The effects of different Yttria content and additives on the densification and mechanical properties of the ZrO2.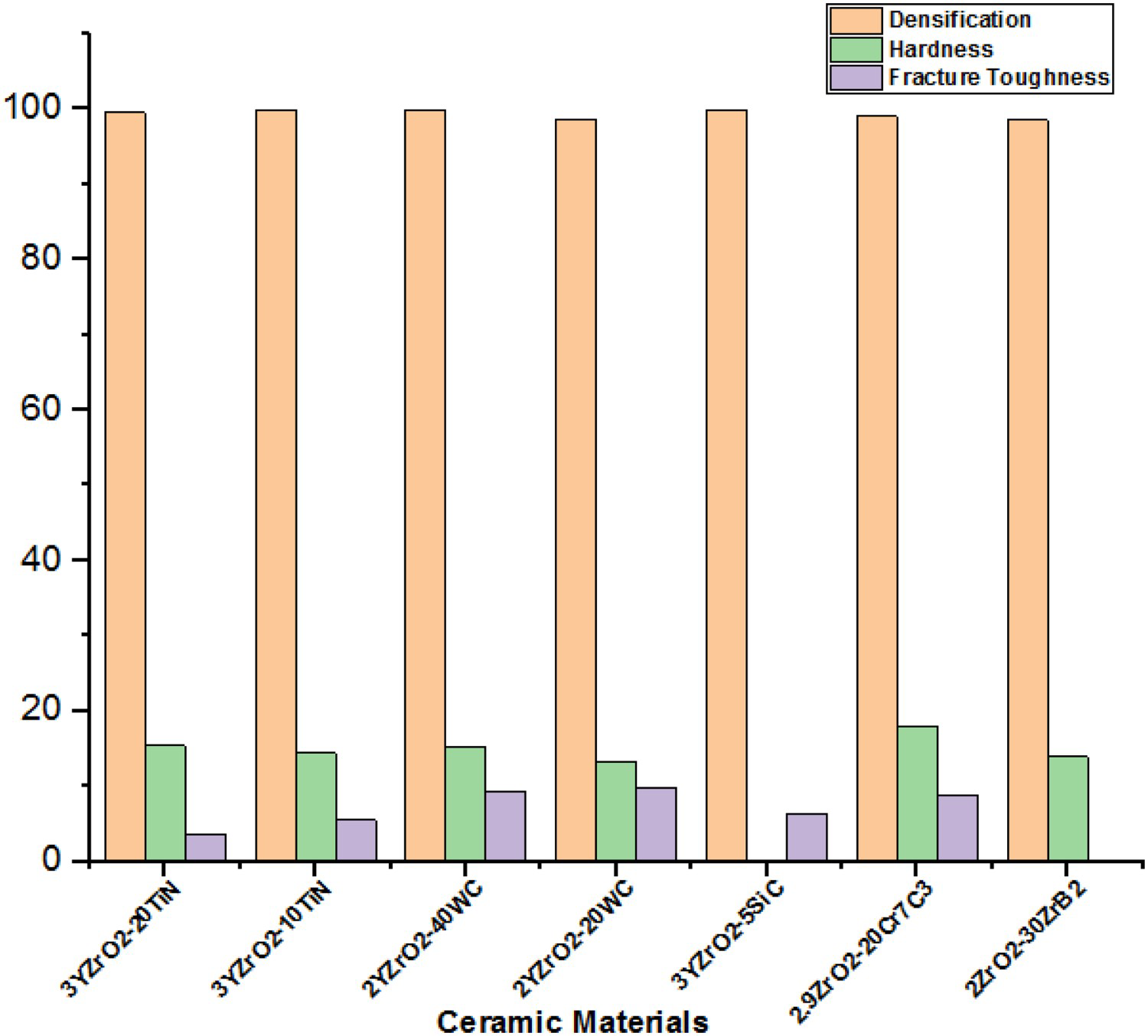
 )
)Conclusion
The judicious selection of sintering additives goes a long way in achieving the desired properties. More also, the importance of effective processing techniques to simplify the integration of these sintering additives via the use of carbides, nitrides, and borides in the microstructure, densification, and mechanical properties of ZrO2 to achieve the preferred properties cannot be neglected and all these have been critically reviewed. Among the aforementioned sintering routes, SPS has risen as the new technique due to the short consolidation times which efficiently inhibit grain growth. However, sintering techniques that promote grain growth always yield composites with poor properties in comparison to those manufactured by SPS. To promote the marketability of spark plasma sintered composites, there is a need to improve this technique for the manufacturing of complex and large shapes and sizes.
Moreover, a low melting point is very conversant with numerous kinds of additives. Thus, in developing the densification of sintered ceramics and also making its deficit of porosity, the liquid phase of the additives needs to be enhanced and controlled, which will consequently improve the composites’ microstructure and mechanical properties.
The future fabrication of ZrO2 ceramic matrix composites for wide applications in aerospace materials, cutting tools, and in chemical environment, etc. necessitate significant improvement in materials properties, particularly structural stability at elevated temperature, oxidation resistance leading to enhanced safety, reliability, and intelligent design. The improvement in these properties is needed so as to allow the developed materials from the ceramic matrix composites to meet the upcoming requirement for high-temperature usage. Hence, the assessment of performance qualification with incorporated computational-practical method needs to be included in the research phase. This approach will bring about technological enhancement or worthiness of materials for significant industrial applications. And also bring more relationship between academic researchers and the industrial world.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).