
Abstract
Porous hydrophobic ceramic membranes have been increasingly applied in advanced membrane-based separation processes such as Direct Contact Membrane Distillation (DCMD) due to their higher chemical and mechanical resistances. The development of novel ceramic membranes enhanced with porosity is based on conventional techniques such as extrusion and tape casting, and unique processing such as dry–wet spinning and vacuum filtration. The relationships between shaping and surface hydrophobization related to the membrane structure, properties and performance of the ceramic membrane applied to DCMD are explained in this work. The manufacturing technique influences the membrane characteristics, and consequently the permeability in DCMD. Recent research is focused on manufacturing high porous hollow fibre ceramic membranes by dry–wet spinning. In contrast to the grafting of alkylsilanes, the chemical vapour deposition process has been applied as an effective surface modifying technique to enhance membrane hydrophobicity. Ceramic membranes are mostly applied to desalination in DCMD and have been little researched concerning the unique properties they can offer, such as superhydrophobicity and use in a harsh environment. In addition to the review of manufacturing techniques, polymer-derived ceramic (PDC) is proposed as a one-step ceramic membrane processing route for DCMD. Although only a handful of works addressed the use of PDC membranes applied to DCMD, the great potential of these materials is forecast.
Keywords
Introduction
Membrane distillation (MD) is a promising separation technology based on the vapour pressure difference of volatile compounds that are transported across the pores of a hydrophobic membrane [1]. The driving force in MD is related to the difference in chemical potential generated by the temperature difference [2,3]. Owing to a theoretical rejection of almost 100%, MD has many applications which include wastewater treatment [4,5], freshwater production [6,7], heavy metal removal [8,9], salt recovery from high-concentrated aqueous solutions [10], radioactive decontamination [11], removal of produced ethanol [12] and food industry [13].
MD has advantages that include high purity products due to the nature of the driving force and the hydrophobic membrane, compact volume, low-pressure operation (about 1 bar), less sensibility to concentration polarisation, and less tendency to fouling compared with membrane processes governed by pressure difference. Above all, the distillation occurs below the boiling point of the feed solution. The use of moderate temperatures (40–80°C) enables the use of residual heat sources from other operations or even renewable energy sources such as solar and geothermal energy [14]. This low energetic demand turns the process economically viable for large-scale purification and competitive with other membrane-based separation processes like reverse osmosis and nanofiltration [15-18].
The configuration of the MD process plays a significant role during the separation performance and the operation cost [1]. There are four main MD configurations according to how the permeate is processed: direct contact membrane distillation (DCMD), vacuum membrane distillation, air gap membrane distillation (AGMD) and sweep gas membrane distillation [19]. In DCMD, both hot and cold streams are in direct contact with the membrane on opposite sides, and the permeate is obtained from the evaporation of hot inlet volatile compounds that condensate later in the cold side of the membrane module (Figure 1). Heat losses by conduction through the membrane are the main challenge of this configuration [20].
Representation of DCMD set-up.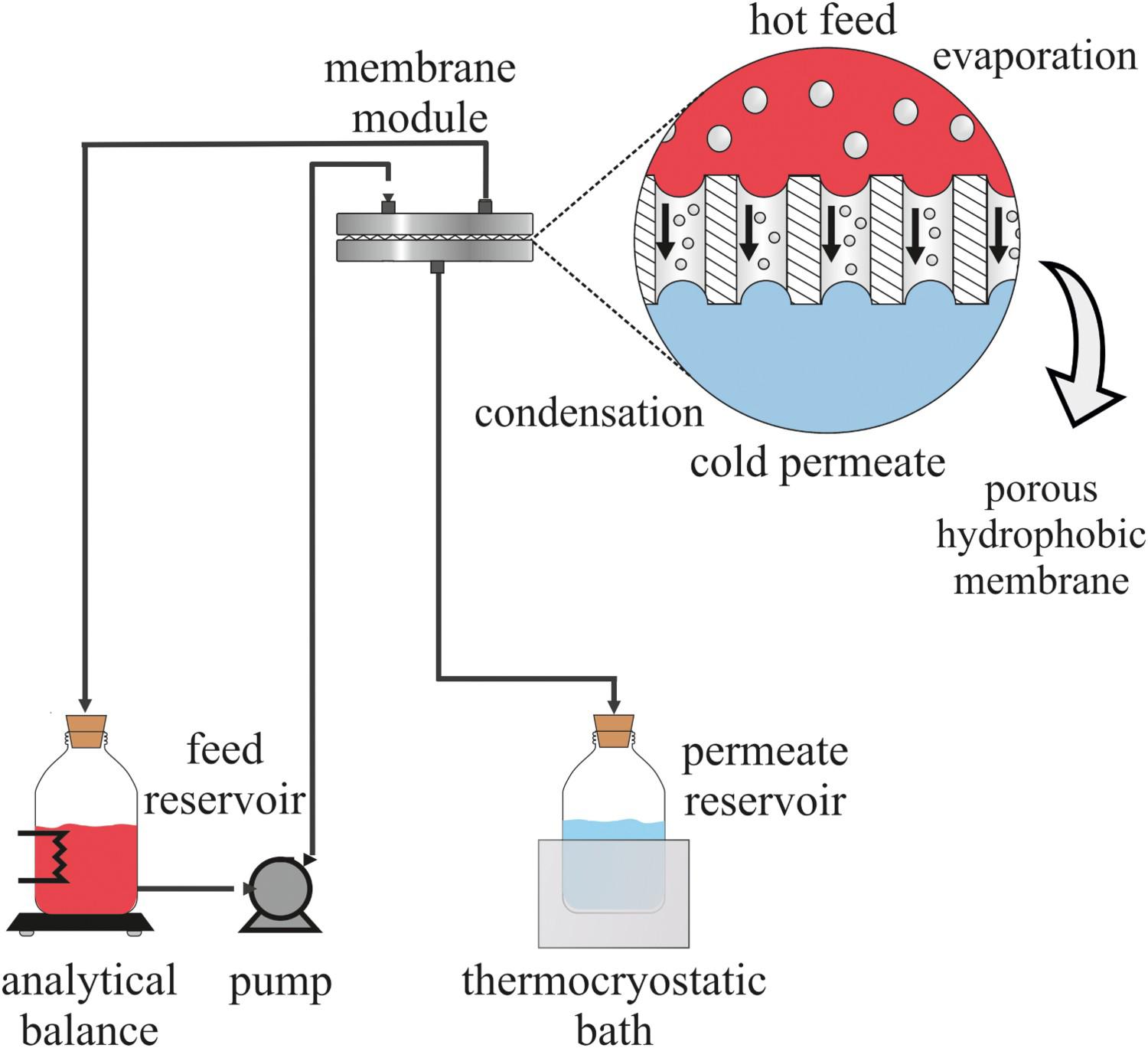
This work is focused on the DCMD process because this is the most used configuration with a simple design and process since it does not require extra equipment, such as vacuum pumps or condensers. DCMD relies on a complex relationship amid the heat and mass transfer between feed and permeate solutions that occurs simultaneously, as the temperature gradient leads to mass transport through the membrane [15,21]. This configuration is widely applied to desalination, water reclamation from textile wastewater, and concentration of aqueous solutions [4,22,23].
Different membrane materials such as organic (polymeric), inorganic (ceramic) and composite/hybrid (organic and inorganic) have been applied to DCMD. Undoubtedly, the polymeric ones are predominantly applied to this process due to their intrinsic hydrophobic feature, commercial availability and low production cost. However, polymeric membranes present disadvantages such as low mechanical, chemical and temperature stability. These issues raise serious concerns about their industrial application, once none of them currently fulfil the basic requirements for an economically viable DCMD process [30], meaning that the development of new materials is needed [31]. Although the commercialisation of ceramic membranes is still small when compared with the polymeric ones, there is worldwide attention towards ceramic membranes applied to harsh wastewater (e.g. highly contaminated feed solutions, high temperature and high pressure) [32]. Some extreme environments include hot textile dyeing wastewater containing surfactants [33,34], radioactive wastewater containing acids [35], removal of high-concentrated arsenic from water [36,37] and emulsion wastewater [38]. The ceramic membranes possess unique features, such as low density, low thermal conductivity (good insulators necessary for MD), excellent stability at high temperatures and pressures, and considerable durability with great hardness and strength [39]. These features enable the reusability of the ceramic membrane, which is conducted through in-place chemical cleaning by washing the membrane with alkaline solution (e.g. NaOH) and acid solution (e.g. HNO3 or H3PO4) and backwashing with water.
Thereby, researchers have demonstrated great interest in improving membrane properties for DCMD by applying conventional and unique manufacturing techniques. Research has been conducted to manufacture ceramic membranes with tailored properties for the DCMD process aiming to replace polymeric membranes, enhance the process performance and reduce fouling and wetting issues in long-term operation. Even though superhydrophobicity can be achieved for both types of membranes, the polymeric ones possess some drawbacks that reduce their lifespan and applicability. The major difference between ceramics and polymers in applications regarding superhydrophobicity includes the preservation of the separation characteristic of ceramic membranes under severe conditions, including high temperature and high/low pH, under which the polymeric membranes would be wetted contaminating the permeated water. Maintenance of the superhydrophobic characteristic of the ceramic membrane under these extreme conditions occurs mainly by the physical mechanism through suitable surface roughness or coatings.
The hydrophobicity of the ceramic membrane can be tuned by physical or chemical mechanisms, respectively, with the addition of particles generating roughness or coating, or still, with grafting of agents possessing long alkyl chains. For example, the introduction of nanoparticles by physical mixing enhanced the surface roughness of a graphene oxide membrane [24]. The chemical vapour deposition (CVD) of poly(perfluorodecyl acrylate) was employed to increase the surface hydrophobicity of porous ceramic tubes [25]. In another work, molecular grafting with perfluorodecyltriethoxysilane was performed on ceramic membranes [26]. These lab-scale modified membranes were applied to desalination via MD, however, other applications are possible such as to separate contaminants in waste textile–water fluidic systems or extractions of chemicals from water-based fluids.
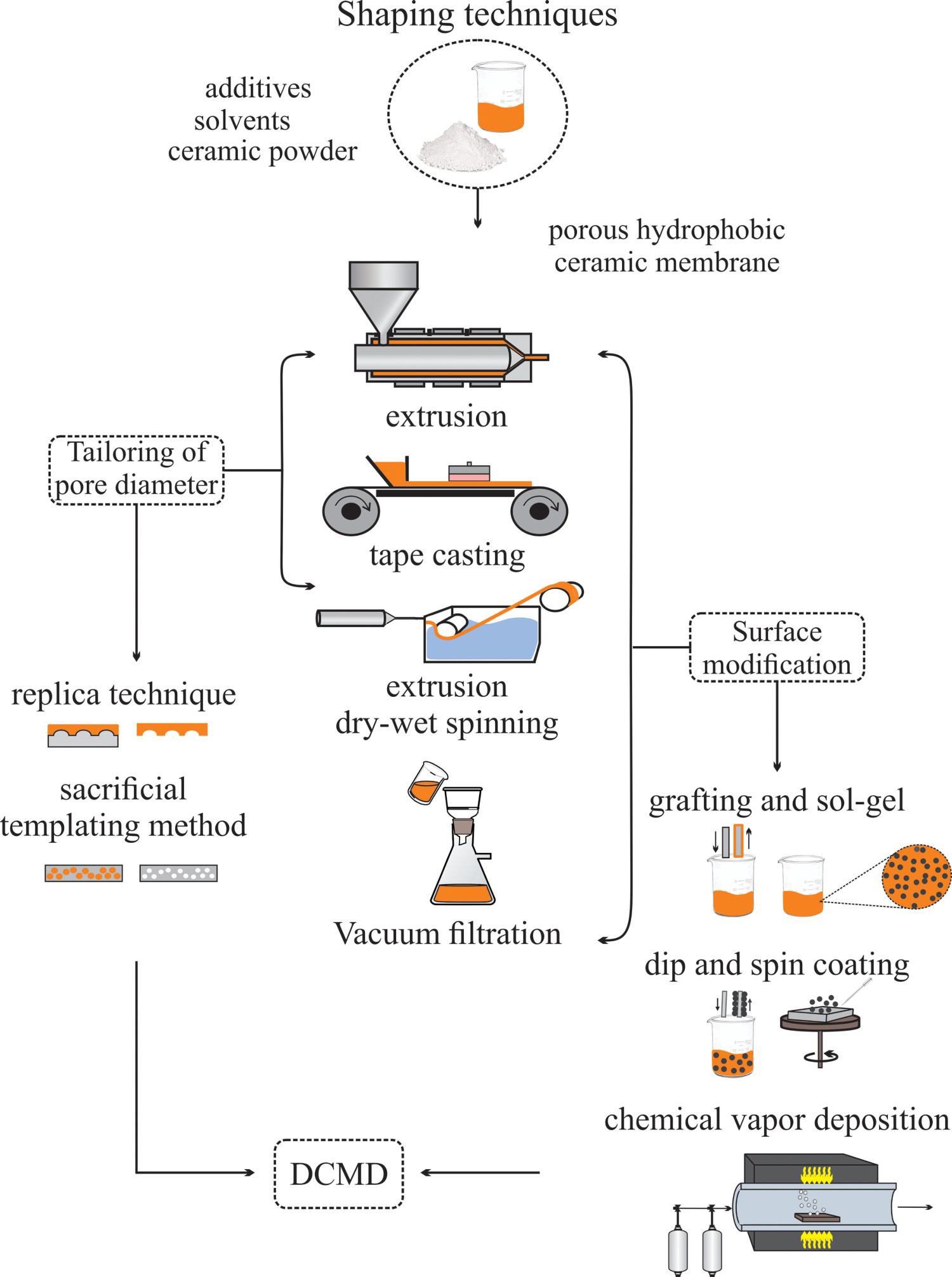
The number of publications about ceramic membranes applied to DCMD has faced exponential growth in the last 8 years (Figure 2) [40]. The number of publications of DCMD using ceramic membranes has nearly increased twofold in the last 3 years, showing that besides being a recent technology, this is a research trend. Since the availability of manufacturing techniques of ceramic materials is reasonably diverse, there is the necessity to review the applicable approaches for the manufacturing of ceramic membranes suitable for DCMD. The understanding of the relations between the manufacturing technique and the membrane features is paramount to produce porous hydrophobic ceramic membranes. Current review works available in the literature did not fully address the manufacturing techniques of ceramic membranes for MD or focused only on one application [41,42]. The present work is focused on conventional and innovative ceramic membrane manufacturing techniques for DCMD as well as various applications. The authors point out that although the state-of-the-art conducted in this work was done only for DCMD, the manufacturing techniques discussed here can be applied to the other MD configurations. The relationships between manufacturing technique, structure, properties and performance of the ceramic membrane applied to DCMD are explained. The manufacturing techniques of ceramic membranes related to enhancing the membrane porosity or tailoring the surface hydrophobicity are discussed (Figure 3). Additionally, advanced ceramic membranes manufactured through the polymer-derived ceramic (PDC) route applied to DCMD are reviewed.
Number of publications of ceramic membranes applied to DCMD (Queries: ‘ceramic membrane’ OR ‘alumina’ OR ‘silica’ OR ‘titania’ OR ‘zirconia’ OR ‘Sialon’ AND ‘direct contact membrane distillation’ OR ‘DCMD’; database: Scopus). Overview of manufacturing techniques of oxide and non-oxide porous hydrophobic ceramic membranes for the DCMD process.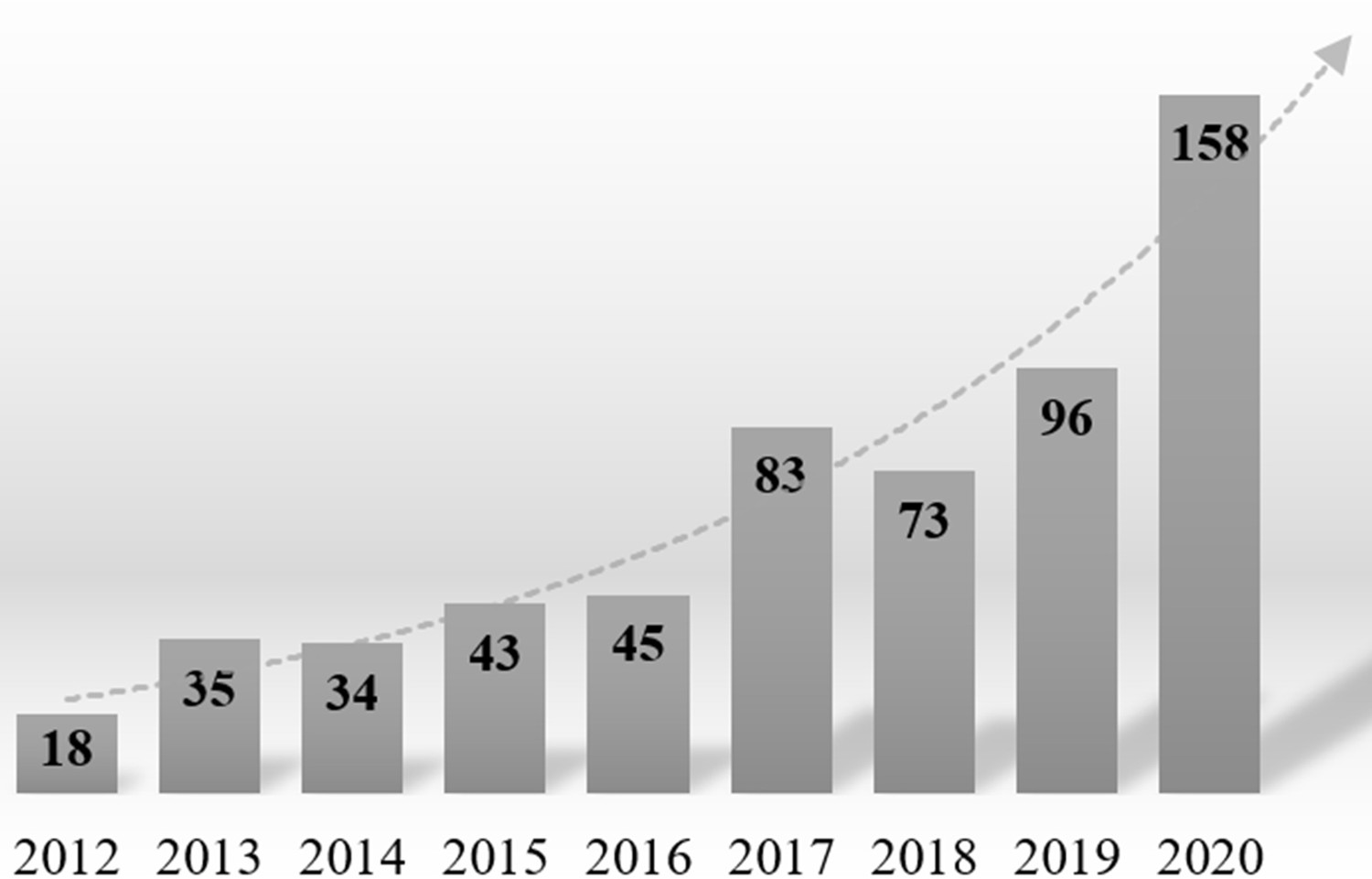
The present work aims to review the manufacturing techniques of porous hydrophobic ceramic membranes applied to DCMD. Different approaches related to DCMD requirements and experimental studies that reported appropriate features for this separation process are given. This work presents the state-of-the-art improvements in ceramics by assisting and solving current engineering challenges found in developing membranes applied specifically to DCMD. The focus of this work is also the application of PDC membranes to DCMD. The authors hope that this literature review on manufacturing techniques of ceramic membranes will inspire further research with applications for the DCMD process.
Overview of the manufacturing techniques of ceramic membranes applied to DCMD
Recently, several works have been done regarding the application of available manufacturing techniques for the development of ceramic membranes for the DCMD process. The thermal and chemical stability added to mechanical strength ensures the durability and robustness of ceramic membranes during the separation process [43-47]. Ceramic membranes applied to MD are usually produced from metallic oxides such as alumina, titania and zirconia, while non-oxide materials, such as silicon nitride and Sialon, have barely been reported [40]. Usually, the ceramic membrane applied to DCMD consists of one macroporous support that provides mechanical strength and porosity, one or two intermediary mesoporous layers, and one microporous structure that is the main responsible for the separation. Therefore, depending on the chosen manufacturing technique, different fabrication steps are necessary to obtain membranes with this structure [48,49].
The manufacturing of ceramic membranes starts from inorganic powders that are first milled or prepared by chemical methods (e.g. solid-state reactions or wet preparation). The physical and chemical properties of the raw material have a significant influence on subsequent processing steps. Particles of powder are packaged in one green shape with flat or tubular conformation through wet or dry shaping techniques with the option of organic additives [50]. Subsequently, the manufacturing usually involves one or more thermal treatments (drying, calcination and/or sintering) that occur at relatively low temperatures to remove organic additives and to ensure the packing of particles by pre-sinterization. After thermal treatment, layer depositions are frequently accomplished to functionalise the membrane surface and improve the membrane properties. The hydrophobization of the membrane surface plays a major role during the DCMD performance due to the surface hydrodynamics and fouling rate [51].
Summary of the development of ceramic membranes applied to DCMD according to manufacturing technique (in chronological order).

Shaping techniques
The shaping techniques of ceramic membranes are characterised by the addition of organic compounds to facilitate process production. In wet shaping, a slip or paste is formed when solvents and additives are added. The function of the additive is to provide a dispersion of powder particles as well as avoid deflocculation. Binders are put to promote mechanical strength and avoid crack formations. Also, to generate crack-free membranes, the heating rate needs to be controlled. The pH must be controlled to direct the powder flocculation degree. Generally, the slip or paste could be mixed and degassed to remove the trapped air before the fabrication, which can affect the membrane surface by forming flaws [66,67].
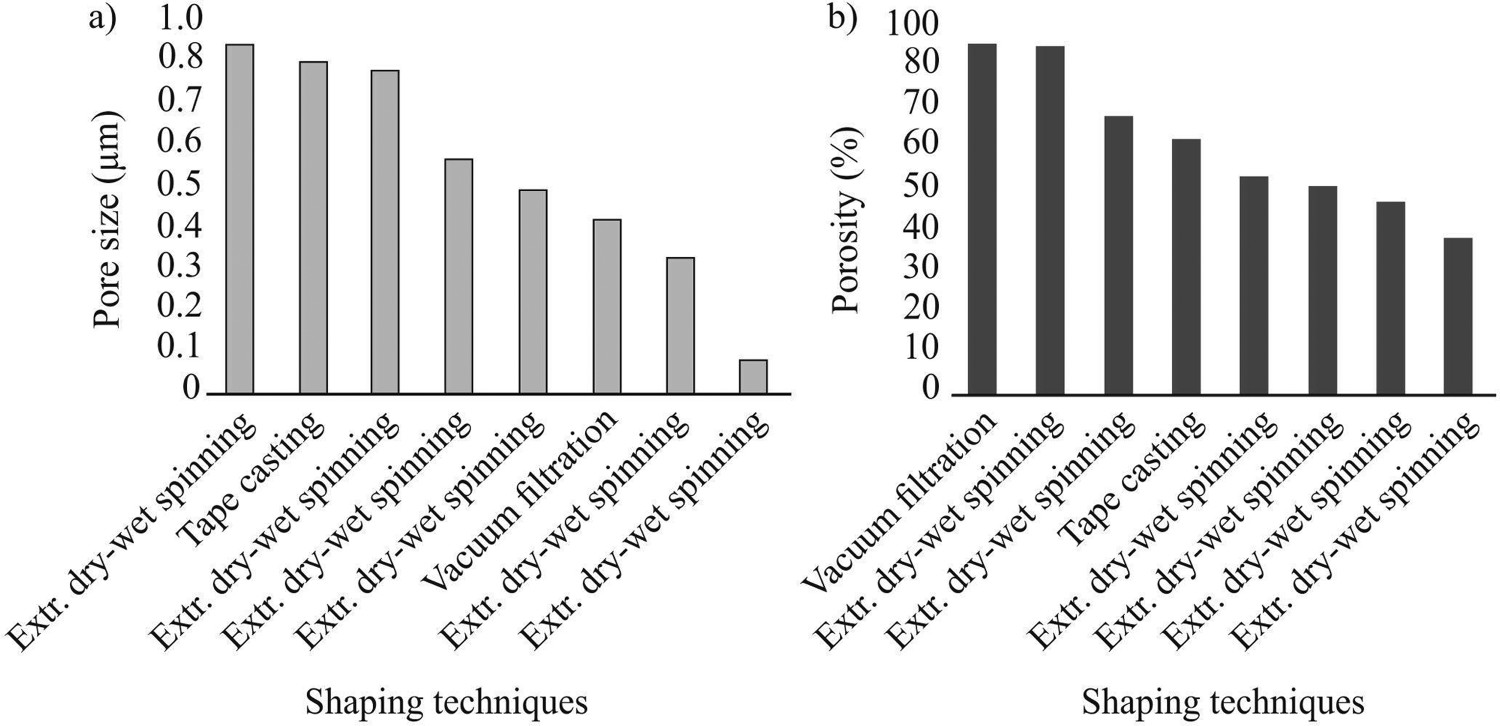
Concerning membrane shaping, extrusion is the most used manufacturing method to produce ceramic membranes for DCMD. Each of these techniques results in a specific characteristic of pore size and porosity for the final ceramic membrane (Figure 4). The ceramic membranes with the larger pore size were manufactured by extrusion wet-dry spinning and tape casting and are a function of the size of the pore-forming agents. Interestingly, the ceramic membranes with higher porosity were obtained with vacuum filtration that directly generates the pores without the need for pore formers. The vacuum filtration technique increased by about 33% of the porosity of the best value obtained with the extrusion technique.
The vacuum filtration technique may present limits of industrial application and presented a lower permeate flow (Figure 5) than extrusion and tape casting techniques due to the operational conditions and feed characteristics such as high solute concentration. Nevertheless, the results obtained with ceramic membranes are comparable with the results of polymeric membranes available in the literature.
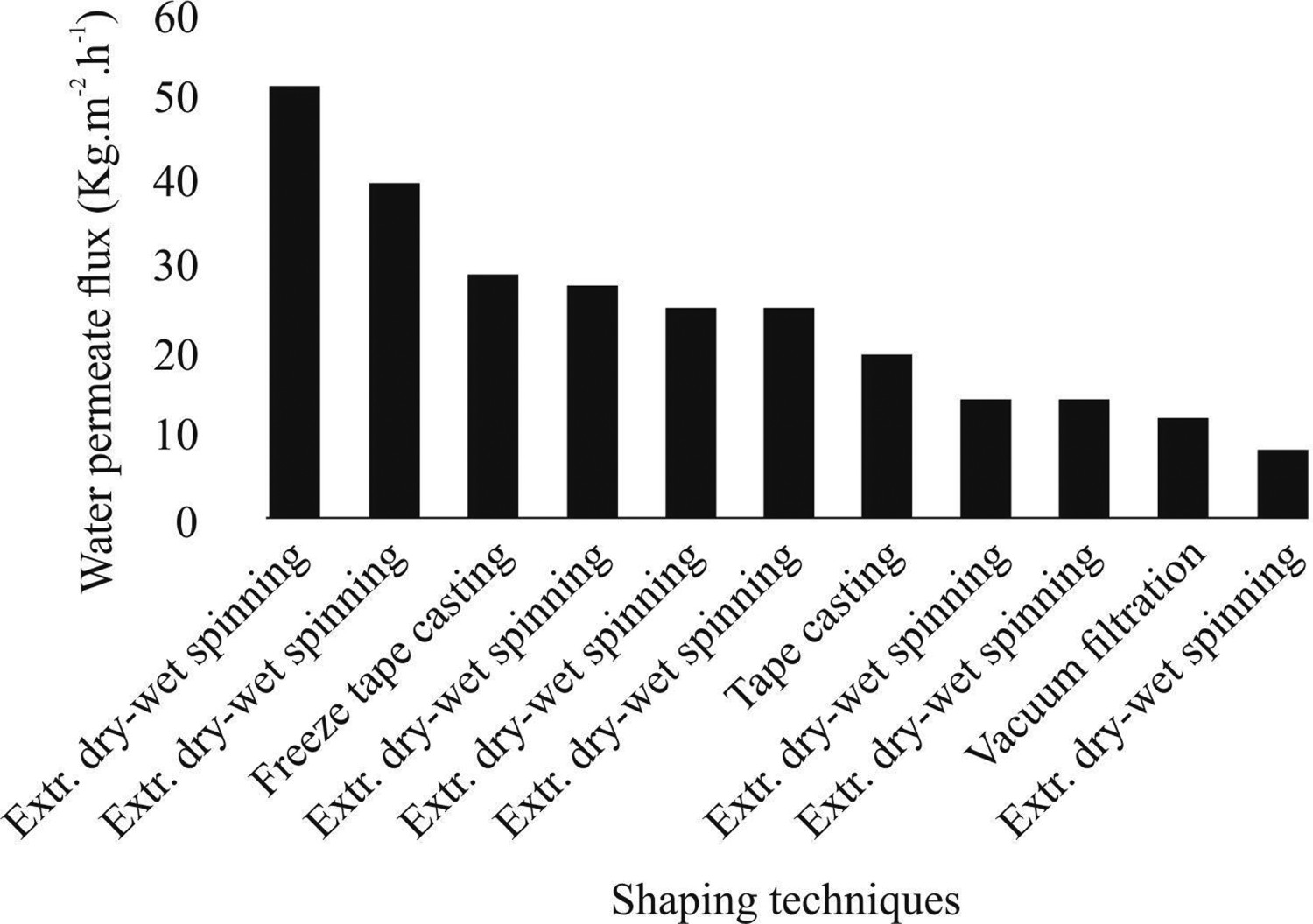
Extrusion is widely used to produce capillary membranes generating pore size in the microscale, however, low porosity is obtained, which is undesirable for DCMD applications. Nevertheless, a higher porosity may be obtained by changing the sintering temperature or by using pore formers. Although the vacuum filtration method does not require pore formers, and the membrane produced with this technique owed the higher porosity, the pore size was smaller than the obtained in most cases with extrusion wet-dry spinning, resulting thus in low water permeate flux. Notwithstanding, it is worth mentioning that the pore size generated with vacuum filtration was still higher than the pore size of polymeric membranes.
Extrusion
Most of the current ceramic membranes applied to DCMD are tubular membranes [40], possibly due to the establishment of the extrusion technique for ceramic materials. From an industrial point of view, extruded membranes are attractive due to their high specific surface area [73,74]. In this method, a stiff paste passes in an orifice by the action of high pressure, but due to the strength of the paste, the physical integrity is maintained after being shaped by the die, even before dry and thermal treatment (Figure 6(a)).
Representation of (a) conventional extrusion process to obtain ceramic membranes for DCMD and (b) extrusion dry–wet spinning process (the characteristics of water contact angle, porosity and pore size generally obtained with this technique are provided).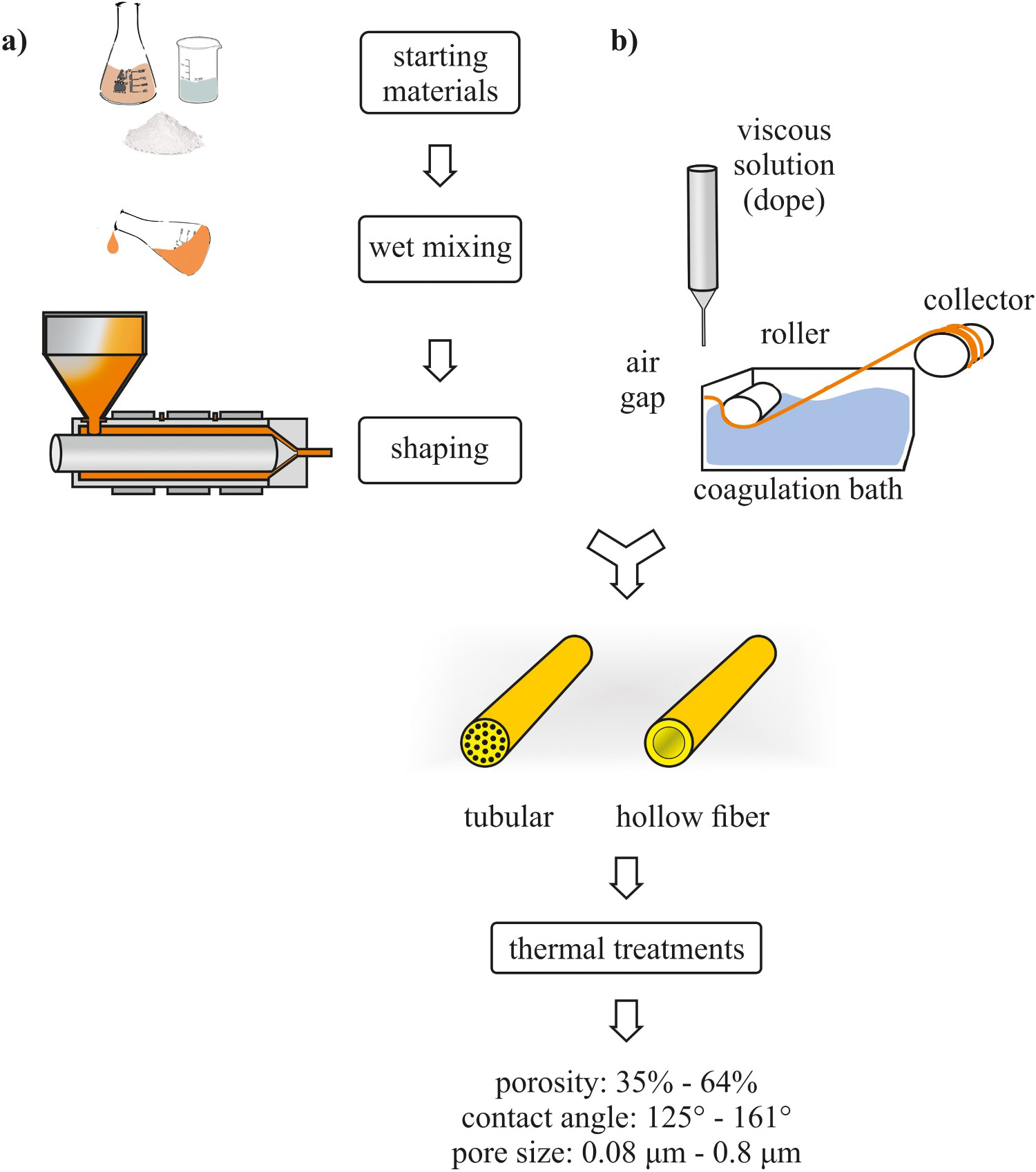
The asymmetric macrostructure formation of the membrane, i.e. sponge-like and finger-like structures, is controlled by the extrusion rate, the particle shape/size, and loading of ceramic powders. For example, the addition of alumina to pure kaolin with mono or multiparticle sizes resulted in different membrane morphologies due to the difference in the path lengths during the phase inversion process for each solvent and non-solvent exchange [75].
The dry–wet spinning is a particular type of extrusion. This technique has the potential for industrial application for the manufacture of ceramic membranes for DCMD and has recently been the most researched. A mixture containing a polymer and solvent is pressed through a spinneret and further immersed in a non-solvent coagulation bath (Figure 6(b)). The exchange of solvent and non-solvent results in a thermodynamic instability of the spinning mixture leading to phase separation into slim and rich polymer phases, respectively. Afterwards, the generated fibres are heat-treated and the intended material is obtained [76].
The extrusion produces both dense and porous membranes, and in this method, final strength and porosity are determined by thermal treatment. This technique is usually employed to produce tubular (diameter around 5–15 mm), capillary (diameter around 0.5–5 mm) and hollow fibre (diameter smaller than 0.5 mm). It is important to mention that small-diameter tube design is appreciated for membrane applications, once they give high packing densities, which means that they lead to very high surface-to-volume ratios of membranes installations (>1000 m2 m−3) [50]. However, the chances of clogging a hollow fibre membrane are very high. This manufacturing technique involves several parameters such as sintering temperature, stiff paste concentration and holding time during coating that influence the final ceramic membrane. The selection of raw materials and synthesis conditions must, therefore, be in agreement with the DCMD requirements.
By using the extrusion and sintering process followed by grafting, microporous β-Sialon and hydrophobic kaolin membranes were manufactured [36,58]. In both studies, polyethersulfone (PESf) was used as a binder, and the start powders were mixed by ball milling, the membranes were dried at room temperature, and sintered at different temperatures.
The use of O-(2-aminopropyl)-O′-(2-methoxyethyl)-polypropylene glycol (AMPG) as small-sediment-volume dispersant was successfully applied to manufacture Sialon ceramic hollow fibre membranes [58]. When the sintering temperature reached 1600°C, the bending strength was enhanced to 369 MPa. According to the authors, this value of bending strength is enough to assemble the membrane into a module without breaking when compared with oxide hollow fibre. At 1600°C, a suitable pore size for the DCMD process was obtained. However, the porosity decreased, which is not desirable since DCMD applications require high porosity (80–90%) to obtain good separation performance. Nevertheless, long-term stability and rejection rates of 90–100% were obtained.
Similarly, another study obtained an increase in membrane strength by increasing sintering temperature [36]. Furthermore, a decrement of surface roughness was attained, which is interesting for DCMD operation since it can reduce fouling issues. Also, an increase in water liquid entry pressure from 1 to 4 bar was observed, being comparable with the liquid entry pressure value of polymeric membranes. However, an increase in sintering temperature from 1200 to 1500°C led to a substantial reduction in water contact angle from 161 to 121°, resulting in the loss of superhydrophobicity. It is noteworthy mentioning that despite this decrease, the membrane was still hydrophobic and suitable for DCMD applications.
Differences in membrane structures with increasing sintering temperature were also reported in recent literature [62]. Amorphous silica particles were used for better densification during the sintering process. However, the structure was not improved and resulted in the reduction of pore size. Nevertheless, the viscosity and particle packing mechanism influenced the morphology of the ceramic membrane. Good performance in DCMD applied to desalination was obtained.
Ceramic membranes were sintered at different temperatures to evaluate and obtain the optimal conditions for the desired application [64]. The membrane sintered at 1300°C owned an effective area per volume that is higher than the range of other hollow fibre membranes and even higher than that of commercial tubular ceramic membranes. Besides, the asymmetric finger-like macro voids structure enabled low gas transport resistance for the CVD reaction and DCMD operation. The superhydrophobic membrane showed good anti-wetting features during the DCMD application without any detection of Na or Cl in the permeated solution after 18 h. The thermal stability and superhydrophobicity resulted in salt rejection up to 99.9% in all the tested operation temperatures.
Tape casting
The tape casting technique, also known as doctor blading, has been considered the best way to produce thin, flat and large-area ceramic membranes for DCMD. With this technique, flat ceramic membranes with a thickness between 1 and 10 µm are manufactured [50,77,78]. This wet-shaping method employs a casting tape produced from a suspension (slurry) with pseudoplastic nature. The slurry must be adjusted considering some criteria like no defects during drying, microstructural homogeneity and high mechanical strength after sintering. The final ceramic membrane is dependent on the preparation regarding the solid concentration, the order of additives addition as well as binder amount and its properties, thus affecting the final properties, like density, porosity, thickness and mechanical behaviour [79].
In this technique, a paste is prepared with inorganic powder dispersed into water or organic liquid that acts as a solvent or dispersion medium, respectively, for additives (dispersants, plasticisers and binders) and ceramic particles. The doctor blade spreads out the paste over a moving carrier film. The suspension is affected by the gravity-induced pressure flow because of the height of the liquid column existent in the reservoir behind the doctor blade and this makes the suspension flow from the gap under the blade (Figure 7). The moving carrier film causes drag flow, and in typical conditions, this force surpasses the pressure flow. A two-layered silicon nitride (α-Si3N4) ceramic planar membrane was prepared by the double-layer phase inversion tape casting [80]. The green tape was formed using Si3N4 slurry on the top and graphite slurry on the bottom, which was burned out after sintering. In contrast to the typical phase inversion three-layered structure Si3N4 membrane, water permeability in MD was enhanced.
Representation of a typical tape casting process to obtain ceramic membranes for DCMD. The characteristics of water contact angle, porosity and pore size generally obtained with this technique are provided.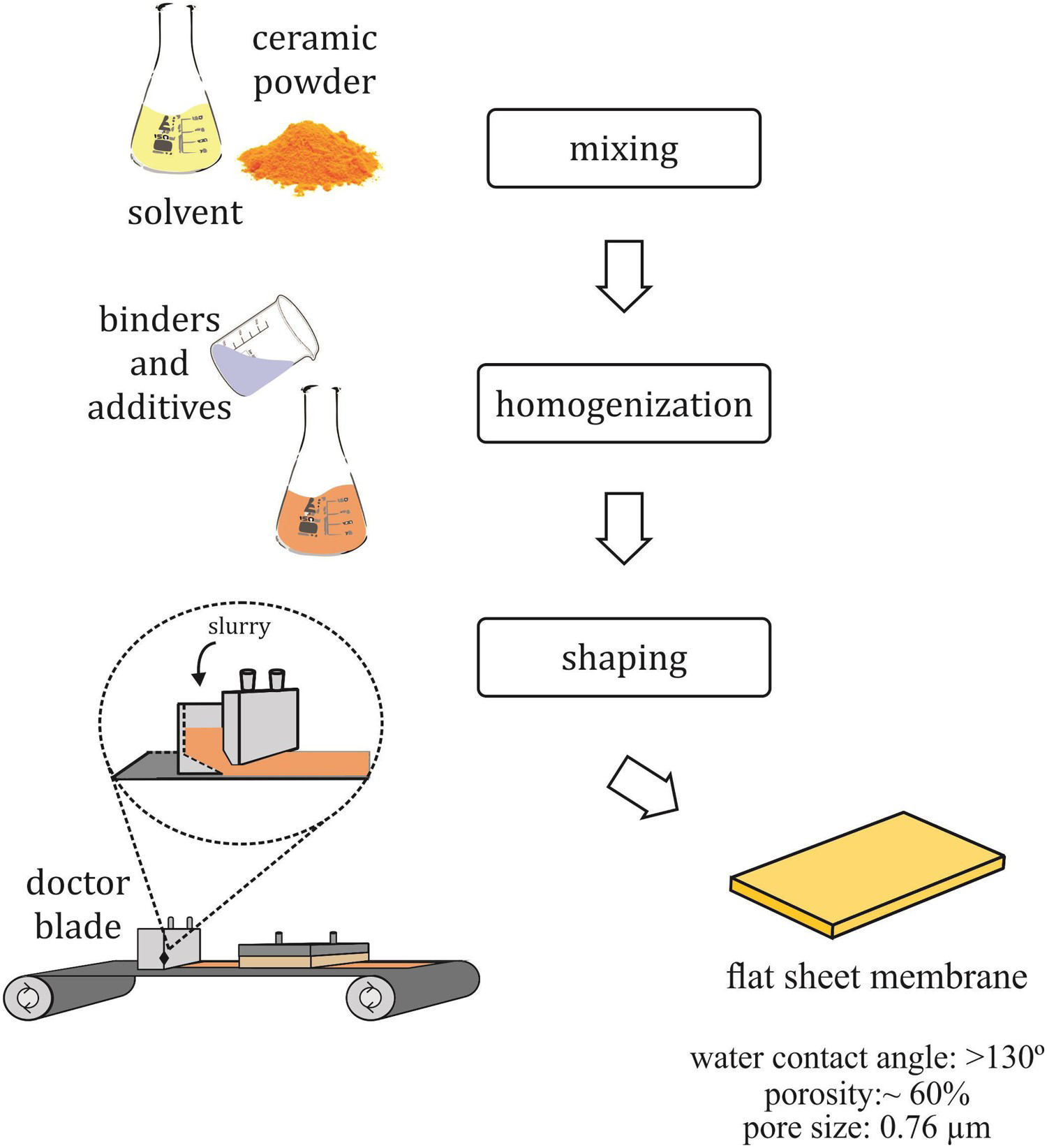
Planar alumina membrane fabricated by a tape casting technique was applied in DCMD [57]. It was demonstrated that the membrane owned a homogeneous pore size distribution (average about 0.76 µm), possess microporous on the surface and finger-like macroporous in the bottom layer. At transmembrane pressures of up to 2 bar, the produced membrane was able to be used in DCMD desalination without any decline in water flux after 4 h of operation. This result can be attributed to the low resistance of the support layer and the uniform microporous of the separation layer. Although this technique is not widely employed to produce ceramic membranes for the DCMD process, suitable pore size and porosity are obtained (Figure 4). Likewise, higher water permeate flux was observed when compared with the membrane obtained with vacuum filtration.
Yttria-structured zirconia membrane was manufactured by a variation of tape casting called freeze drying tape casting, and further modified with fluoroalkylsilane (FAS) [60]. The temperature gradient existent in this method enabled the decrease in pore size and led to low tortuosity (∼1), which is good for fast vapour transport through the support layer. A yttria-structured zirconia functional layer (thickness ∼20 µm) was coated on the support, which possessed homogeneous pores (<1 µm) and is suitable for the DCMD process. As expected, during desalination operation, the increase in feed temperature led to an increase in water vapour pressure through the membrane, and consequently, an increase in driving force and water flux. Regarding the salt concentration effect in water flux, even with the highest NaCl concentration, the water flux was maintained, which suggests good membrane capability to be used in DCMD applications.
Vacuum filtration
Vacuum filtration is a dynamic flow-driven assembly process recognised for its easy processing and thickness control, low cost, high yield and film homogeneity [81]. In this technique, a film-forming material needs to be uniformly dispersed in the solvent and further deposited on the substrate under vacuum filtration condition to enable the flux of solvent molecules (Figure 8). Although it is an easy operation, vacuum filtration possesses limitations regarding the production of large-area membranes [82].
Representation of the vacuum filtration set-up (the characteristics of water contact angle, porosity and pore size generally obtained with this technique are provided).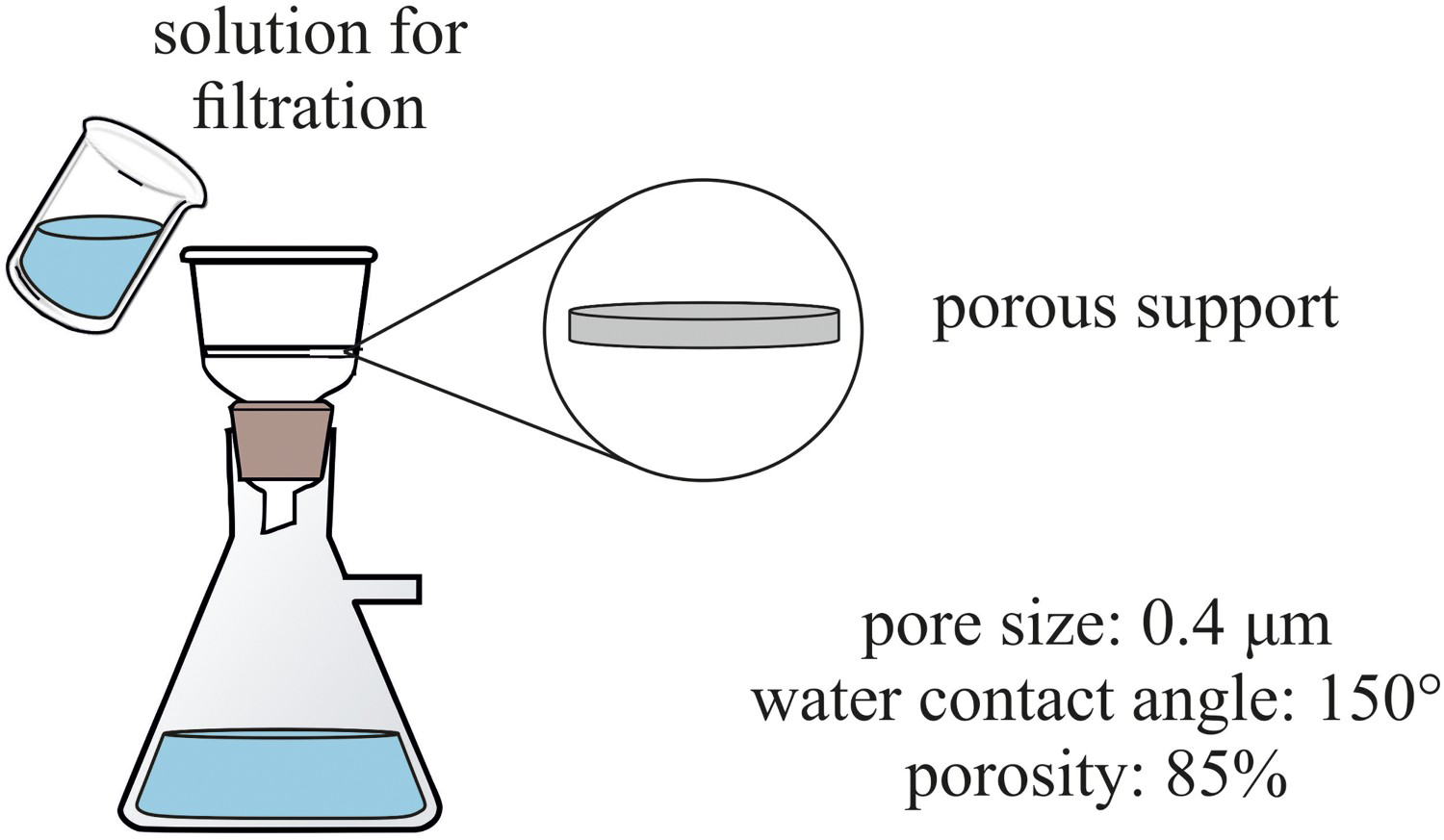
Vacuum filtration was used only once until now to produce ceramic membranes for DCMD; however, superhydrophobicity and high water flux were reported [64]. On the other hand, it was also reported that the increase in membrane mass led to a reduction in porosity due to the compression that occurred during vacuum filtration. Despite that, the quite larger inner fluid velocity used during the fibre spinning process enabled shear stress to act upon the inner surface of the support, leading to a movement of unfixed particles, thus avoiding the production of a dense surface. It favoured the mechanical and morphological stability of the membrane to be further surface modified without affecting its integrity.
Techniques for surface modification
Most of the ceramic membranes are made of metal oxides, which are hydrophilic because of the presence of bridging oxygen and hydroxyl groups on the surface. This additional step is necessary since the surface modification of the membrane enables its application in DCMD. Thus, the conventional ceramic membranes require hydrophobization steps to become hydrophobic [49,83-85].
Immersion
Most of the published researches about ceramic membranes applied to DCMD employed grafting for hydrophobic surface modification due to its high performance, convenient operation and easy adjustability [40,86]. Several types of surface modifying agents can be used, like chloroalkylsilanes, perfluoroalkylsilanes and fluoride-free modifying agents, such as polydimethylsiloxane (PDMS) [28]. These molecules are attached by covalent bonds to the hydrophilic surface, creating a hydrophobic layer on the ceramic surface (Figure 9).
Representation of the grafting process for surface modification of ceramic membranes in DCMD.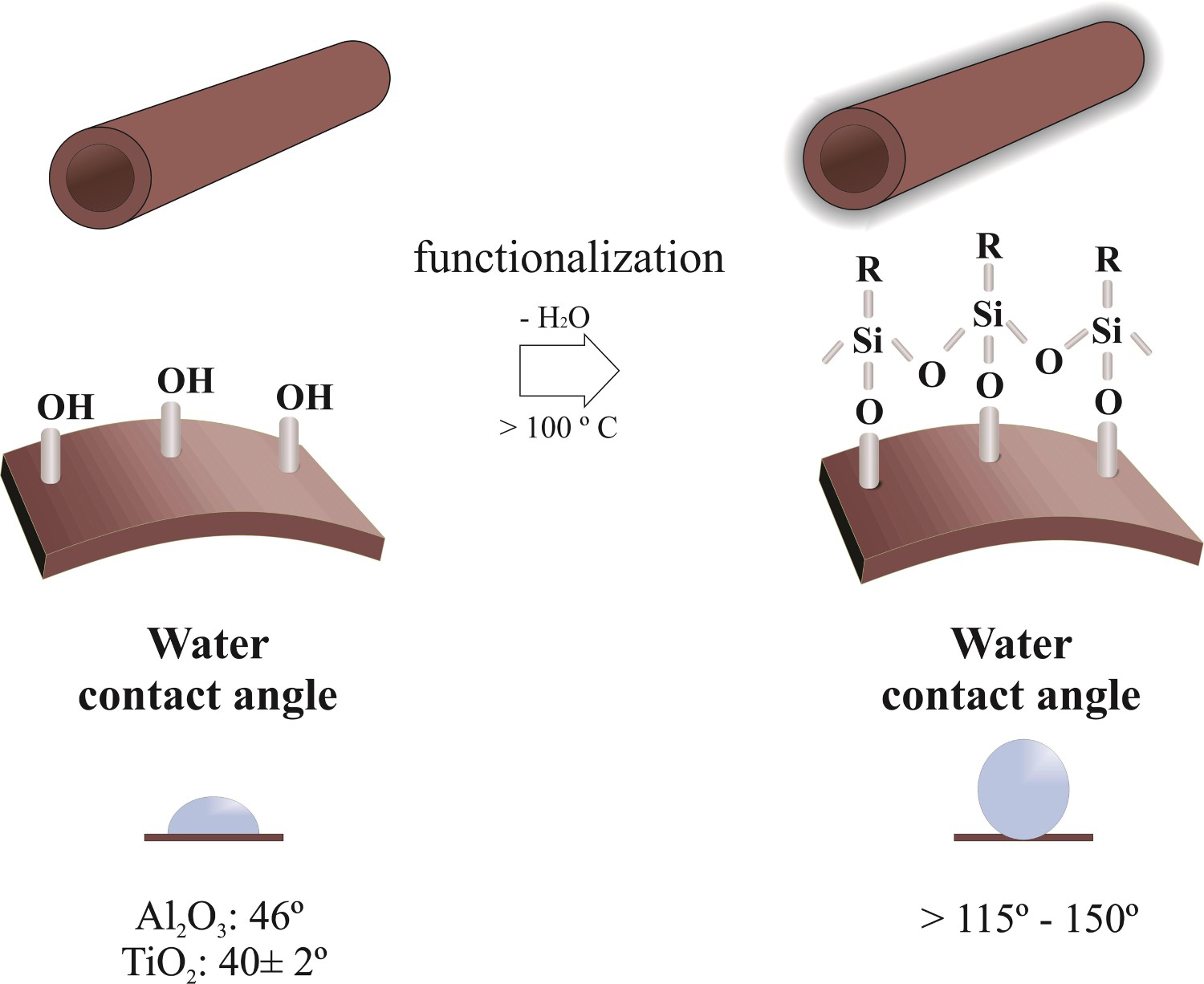
Grafting may control biofouling without significant process changes [87] and improve wetting resistance in DCMD, thus enhancing the water flux during desalination. The attachment of grafting agents to ceramic membranes has great importance in controlling the nano- or microarchitecture and chemistry of the tuned surfaces. The contact angle values do not depend on pore diameter [52], however, they depend rather on the length of the fluoro chains employed to graft the membranes.
Recently, the use of silane-based modifiers fluorinated and fluorine-free with different chain sizes was evaluated on grafting efficiency to turn ceramic membranes hydrophobic [88]. The reactivity of the grafting molecule's terminal groups was the most important aspect in terms of material properties like wettability and mass transfer. The length and reactivity of the alkyl chain are essential characteristics to tune the features of the material, which is in agreement with another work [52]. Moreover, the surface modifying agents such as fluorinated silanes were efficiently grafted by chemical attachment to the ceramic support, due to their low surface free energy [52,60-62,8991]. Also, perfluoro polyethers are attractive for those procedures [62], since the presence of hydroxylable groups able to react with hydroxyl groups of membrane surface makes them applicable for DCMD.
Membranes derived from an Si3N4 substrate were prepared and modified with SiNCO nanoparticles or grafted with FAS for features comparison [92]. The membrane modified with SiNCO nanoparticles became hydrophobic owing to a water contact angle of 142°, which was almost stable (from 142 to 138°) in hard conditions up to 24 h. In contrast, the membrane grafted with FAS showed a substantial decrease in water contact angle (from 142 to 90°) after 5 h of an experiment in the same condition. Currently, FAS are the mostly applied surface modifiers; thus, this result encourages researchers to try other modifier agents. The membrane was also immersed in benzene, acid and basic solutions, and the hydrophobicity was maintained. This good resistance could be a result of –Si–CH3 terminal group's presence since enough adherence of SiNCO on Si3N4 grains surfaces was achieved.
Moreover, the membrane was tested in DCMD operation to evaluate the salt concentration influence on water flux and salt rejection. The increase in salt rejection led to a decrease in water flux; however, the salt rejection was not affected [52]. Also, the membrane performance over time was assessed with sea salt solution and humic acid, presenting results consistent with the behaviour observed during desalination. With NaOH solution, water permeation flux through the membrane was stable for 100 h approximately. A stable flux was obtained after 12 h when increasing salt concentration from 4 to 20 wt-%. When testing humic acid, a decrease in water flux was observed only after 40 h. The authors pointed out the possibility of reusing the membrane by washing it with NaCl 0.1M, which recovered the water flux. Also, the membrane can produce freshwater from sea water with higher efficiency than by using the reverse osmosis process.
Chemical vapour deposition
The CVD process is conducted by the deposition of films of materials from the vapour phase by the decomposition of chemicals on the surface of a substrate (Figure 10). The membrane manufactured by vacuum filtration previously discussed was submitted to CVD reactions to generate superhydrophobicity [64]. After the CVD reaction was catalysed by nickel nanoparticles uniformly distributed in the membrane surface, few defects and a high degree of crystallinity were observed. An increasing CVD reaction temperature leads to membrane breakage since it promotes agglomeration into the large particles and, hence, catalyst deactivation. In contrast, the increase in CVD reaction time favours the obtention of interconnected network layers, which is paramount to enhance the water vapour transport, wetting resistance, as well as high performances and long-term stability of the membrane in DCMD operation. Moreover, full coverage of the substrate with carbon nanotubes resulted in a percolating network good for electrochemical reactions for anti-fouling.
Schematic representation of the chemical vapour deposition set-up.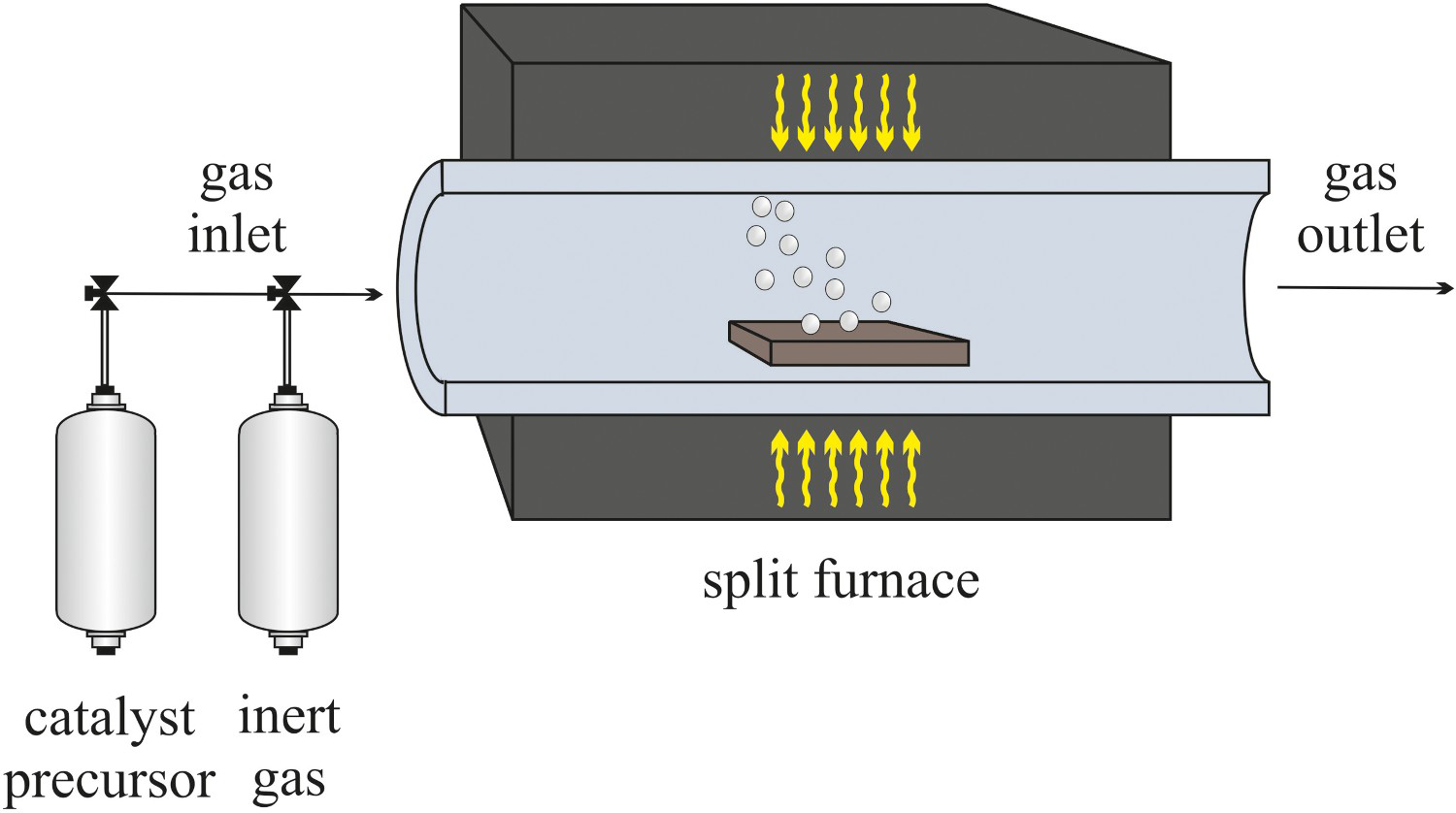
When compared with the state-of-the-art of inorganic membranes applied to DCMD, the modified membrane presented in this study showed higher flux for simulated sea water, even when the salt concentration was increased. As already mentioned, FAS are the most used modifier agents for ceramic membrane surface hydrophobization; though, weak adhesion forces between these agents and inorganic membranes are not good enough for long-term DCMD operations, which usually leads to degradation of the hydrophobic properties in prolonged or accelerated thermal stability assessments. Compared with the CVD method, a very large liquid–vapour interface, and finger-like macro voids were generated during the in situ growth of carbon nanotubes, which accelerates the evaporation in feed solution and vapour transport through the membrane in DCMD. This remark demonstrates the importance of starting to use innovative surface modification techniques to obtain better performance results rather than grafting.
Other techniques
The sol–gel process consists of polycondensation reactions of monomers in a colloidal solution (sol) involving an integrated network (gel). This technique involves alkoxide or chlorides as precursors and water as a solvent. There are two routes to prepare membranes by sol–gel: colloidal and polymeric route. In the colloidal route, the precursors are quickly hydrolysed and condensed or peptised to form medium-sized nanoparticles in solution (20–100 nm) (colloidal sol). Moreover, to obtain high-quality membrane layers, the colloidal sol is often mixed with a binder and subsequently dip or spin-coated on the formed multilayer structure. The removal of sol solvent and gelling is made by the membrane porosity, the gel layer is dried and calcined at appropriate temperatures.
In the polymeric sol–gel route, the organic solvent is used to dissolve the precursors and hydrolysis occurs in water. Therefore, solvent evaporation leads to a hybrid solid. However, hydrolysis and condensation reactions are kept at a slow pace, so the precursors are just partially hydrolysed by a stoichiometric amount of water. Hence, it is necessary to add acid or basic catalysts to provide the formation of dense and porous films, respectively. During sol–gel conversion, one heat step is necessary to achieve the final properties. Polymeric sols are thus used for dip- or spin-coating the support, without needing any binder, because of the very large voids in the coated layer after thermal treatment [93-96].
The dip coating is a technique that involves the insertion of a dry porous substrate in a ceramic suspension, which posteriorly is withdrawing with an almost dense and dry shape, maybe with a well-defined thickness (100 nm to 100 µm) in the substrate surface. The contact between suspension and substrate provides surface wetting by liquid dispersion. The substrate causes capillary suction inducing the ceramic particles to concentrate in the boundary of substrate-suspension particles, where a wet membrane is formed from the moment those particles are not able to penetrate the pores. The process is finished after drying and sintering the obtained membrane [49]. Dip coating is highlighted as a simple and affordable technique that enables the analysis of the influence of coating parameters [97].
Surface modification or manufacturing of ceramic membranes by sol–gel is not reported for DCMD, but studies are available in the literature demonstrating the possibility of using this technique followed by dip coating for surface modification [98,99]. Although the TiO2/ZrO2 membrane produced was applied to nanofiltration [99], application in DCMD could be considered.
Another possible technique to modify ceramic membrane surfaces for DCMD is slip casting, although it is not widely used to produce flat or tubular dense and porous ceramics. It is an economical approach to shaping ceramic membranes from an aqueous suspension of powder. Afterwards, the green body is produced by slip addition into a porous template, which will provide the form of the product. The capillary action in this template removes the water from the slip by providing the formation of a solid layer. By adding an excess of slip, the layer is partially dried, leading to shrinkage and hardness. The thermal treatment gives strength and final porosity. Moreover, the green body surface must not have irregularities since this causes surface roughness during sintering, which could difficult coating [50,78]. This method was not used yet to manufacture or surface modify ceramic membranes for DCMD applications. However, studies showed that Tunisian clay ceramic membranes [26,100] were well surface modified by slip casting to become hydrophobic owing to satisfactory application results for AGMD, which demonstrate the potential to be evaluated for DCMD operation.
PDC membranes
Great efforts have been made to obtain new surface modification methods to prevent defects in ceramic membranes due to shrinkage during drying and sintering [39]. Though, in some cases, the instability of the polymer surface layer and poor adhesion between organic modifiers and porous ceramics substrates generate problems during their practical application [30]. Several approaches have been used to manufacture ceramic membranes with adequate features. Unfortunately, some of them present high production costs [101], making many researchers look towards new manufacturing or functionalization methods to reduce this economic issue [102]. An emerging approach is the PDC route. This type of advanced ceramic has been recently studied in MD since this innovative material offers huge potential to be applied as a robust hydrophobic surface and present thermal, mechanical and chemical stability due to its inorganic structure. In comparison to polymeric membranes, PDC membranes may operate in harsh conditions, such as high temperatures and extreme pH conditions [103], due to their superior chemical resistance. In comparison to ceramic membranes, PDC membranes do not require additional hydrophobization steps to be appropriate for DCMD applications. Moreover, the key advantage of PDC membranes is the versatility afforded by the use of ceramic precursors in terms of processing and shaping. Manufacturing techniques, such as slip casting electrospinning, and tape casting, may be used to produce complex porous materials, such as membranes, that are challenging to achieve through more conventional ceramic processing routes.
The PDC offers several advantages compared with conventional powder-based processing techniques, which include molecular homogeneity by adding specific compounds, low processing temperatures, ease of shaping and the ability to use polymeric processing techniques [104]. PDCs are a class of materials that include silicon carbide (SiC), silicon oxycarbide (SiCO) and silicon carbonitride (SiCN), which are made from polymer precursors that suffer thermal decomposition and bond breaking or rearrangement, providing amorphous or nanocrystalline ceramics, depending on the pyrolysis temperature [31,105].
Porous SiCO is a PDC obtained from polysiloxane polymer precursors known to have high chemical and mechanical resistance, oxidation degradation and high-temperature stability [104]. Polymer-derived SiCN is a non-oxide material that shows to have high thermal stability, creep resistance and ultrahigh-temperature semiconductivity. This material has great potential for advanced filtering and sorption applications [106]. Porous silicon carbide (SiC) ceramics have been studied in many structural ceramics applications due to their high thermal robustness, low bulk density and good chemical stability at high temperatures.
The first step in PDC manufacturing is the polymer shape with low-cost techniques like extrusion, melt spinning, blowing and 3D printing. In sequence, the green body is crosslinked and converted into a ceramic component by pyrolysis at suitable temperatures (usually above 800°C). The elimination of organics occurs by C–H bonds rupture, releasing H2, CH4 or other volatiles, resulting in the formation of an inorganic material during pyrolysis. This inorganic material is formed through complex microstructural evolution, which is dependent on thermal history and final heating temperature [107].
The PDC features are strongly influenced by the processing route, pyrolysis conditions and the use of additives for porous ceramic production. Furthermore, the porosity can be tailored by modifying the pyrolysis temperature or by adding fillers or a sacrificial template to the polymer matrix [108]. Several routes are possible in PDC manufacturing, including sacrificial template and fillers, etching methods, freeze casting, emulsion-based, polymer phase decomposition and many others [109]. The most applied manufacturing processes of PDCs and researches that reported microporous PDC membranes are presented hereafter. These techniques can be applied in the future for the production of ceramic membranes for the DCMD process.
Manufacturing techniques for tailoring porosity
PDC membranes can be produced by shaping methods presented in the ‘Shaping techniques’ section, and other techniques for tailoring the porosity. The sacrificial templating method is a manufacturing technique that first consists of coating or infiltrating a porous material with a suspension or slurry, and further pyrolysing and removing the template to obtain a porous ceramic owning a cell morphology similar to that of the template. In other words, it consists of the production of a biphasic composite containing a continuous matrix of ceramic precursors or particles and a sacrificial phase dispersed. The biphasic composite is prepared by pressing a powder mixture, by forming a two-phase suspension, or by insertion of preforms of a sacrificial material with a preceramic polymer or ceramic suspension. The sacrificial phase is homogeneously distributed in the matrix and posteriorly removed to generate pores within the microstructure. Several sacrificial materials such as metals, organic and ceramic compounds are used as pore formers. In all these cases, the continuous matrix phase needs to be partially consolidated when the sacrificial material is removed to avoid the collapse of the porous structure [110].
In the sacrificial filler approach, a nano- to micro-sized particle ceramic is generated with a homogeneous dispersion of a solid throughout a preceramic matrix. In sequence, phase extraction/decomposition is accomplished to create pores inside the microstructure. When a percolating network is created, an open interconnected porosity is formed (Figure 11). Hence, when the template is removed, dense or thin support is created showing porosity around 20–90 vol.-%; and the pore size around 1–100 µm, depending on template features [107].
Sacrificial templating method to produce ceramic membranes [32].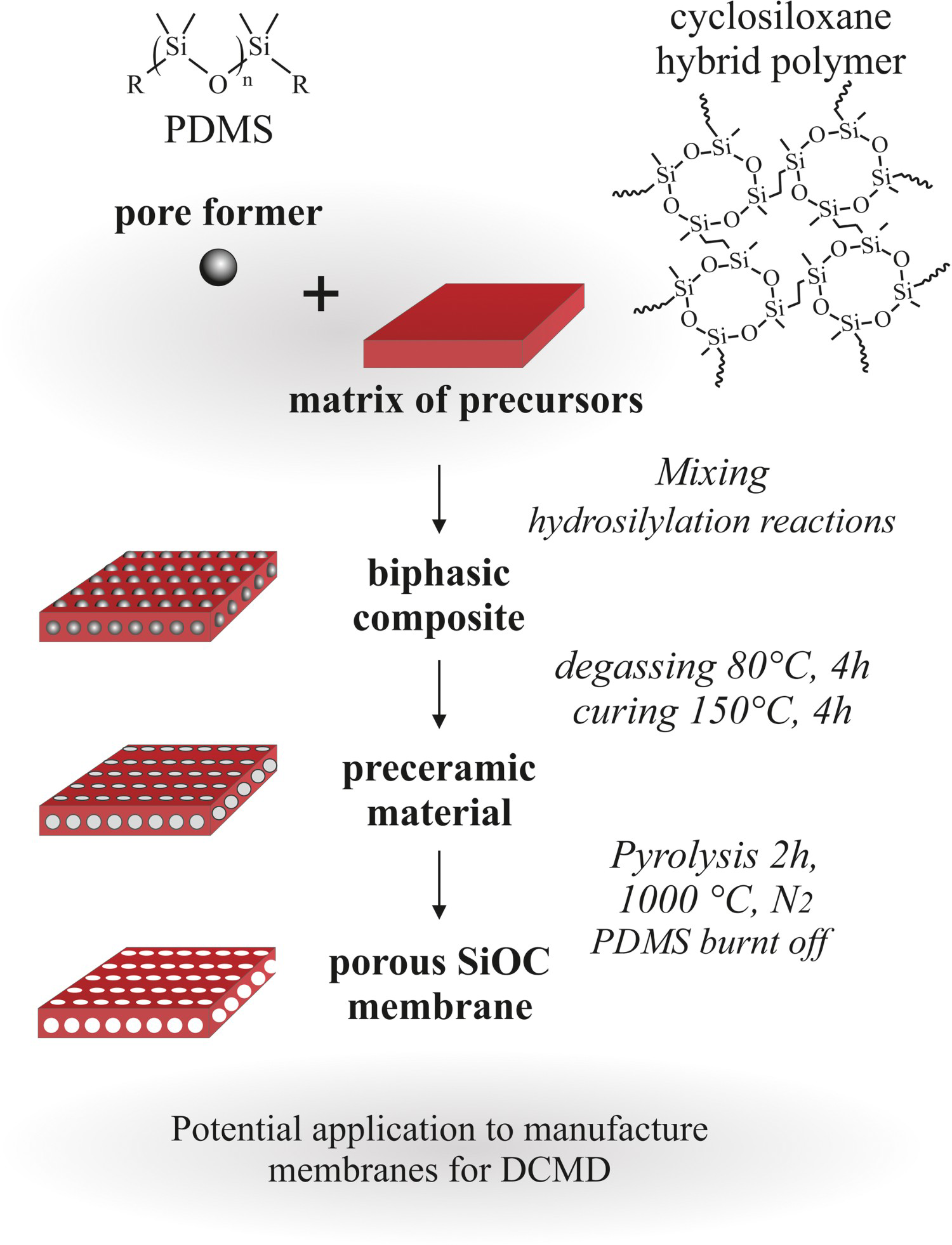
Recently, mesoporous SiCO ceramic membranes with adjusted pore size were produced by the sacrificial templating moulding method and applied in water treatment essays [32]. In this study, PDMS was chosen as the sacrificial template as it is chemically similar to the precursor cyclosiloxane, and thus, a homogeneous dispersion could be obtained. The pore size was generated by changing the type and amount of the sacrificial template. For instance, when using a vinyl-terminated PDMS (MW: 25 000 g mol−1), a membrane showing sphere-like morphology with spheric voids interconnected was formed. By changing to a trimethyl-terminated PDMS (MW: 63 000 g mol−1), the obtained membrane was reported to show the morphology of uniformly dispersed spheres. As for the membrane produced with the vinyl-terminated PDMS, the result could be attributed to the hydrosilylation reaction that occurs with the precursor cyclosiloxane, whereas the different morphology obtained using trimethyl-terminated PDMS is reported to be due to the surface energy differences between precursor and sacrificial material. As the porosity is generated by the loading content of the sacrificial template, the authors also evaluated the effect of changing it from 10 to 30 wt-%. With the smaller percentual of PDMS, spheres with wider diameter distribution were formed. This non-uniformity is not advantageous for membrane separation applications as it reduces selectivity. The pore size of the membranes was reported to range from 6.19 to 9.91 nm and could readily be adjusted to be suitable for different processes. The PDMS was completely burnt off at temperatures above 600°C, and disappeared during sintering at 1000°C, generating the porosity inside the SiCO ceramic. From an overview, it can be observed that the particle size of the sacrificial material and the sintering temperature are factors of paramount importance to define the membrane porosity and hence its applicability.
The freeze casting technique is a sacrificial templating method fulfilled by dispersing a material of interest in a liquid medium and frozen to generate a solid that is further sublimated, creating a porous network. By freeze casting powder dispersions and sintering the structure, ceramic components are obtained [111,112]. For example, a lamellar pore morphology monolith SiCO with a hierarchically ordered pore structure was prepared by freeze casting [113]. However, only a few studies on the manufacturing of porous ceramic produced by this method have been reported [97,114,115].
Replication moulding is divided into soft and hard templates, which means, respectively, that the template decomposes at low temperatures when polymers are used, generating a porous sample, or does not decompose during heat treatment. In the last case, an additional process like etching is necessary to remove and provide the porosity [107]. Soft template moulding is a good alternative to improve the fabrication of ceramic micro-parts resisting cross-linking temperatures of PDC manufacturing to upgrade green body creation, once the use of rigid templates often leads to problems in the release or fracture of the green body [116]. Also, the etching process is a tailoring porosity method that can be performed with powders, monoliths or porous components and comprehends the removal of an amount of solid ceramic by a harsh condition. This technique can produce PDCs with spherical and uniform pores, being appropriate for producing ceramic membranes for DCMD [117].
Other techniques
Aerogels are unique nanoporous materials that present high porosity (>90%), low thermal conductivity and low bulk density. Besides being applied as thermal insulation, sensors, capacitors and catalysts, currently, PDC aerogels have been prepared from preceramic polymers [107,118]. These materials are usually produced by supercritical extraction of solvent from wet gels [119]. Hydrosilylation reactions are frequently used to crosslink siloxanes and form a preceramic network by catalytic addition of Si–H bonds to carbon–carbon or carbon–heteroatom bonds [120].
As observed in oxide ceramics, polymer decomposition is an appropriate method to produce PDCs with spherical and uniform pores [121]. Moreover, electrospinning is another technique employed to produce PDCs [122]. In this method, a solution or melt polymer is added in a metallic syringe coupled with an electrode providing the formation of a drop that is exposed to an electrical field. This exposition allows the ejection of a fibre jet when Coulomb forces overcome the drop surface tension. The solvent is evaporated during fibre formation leading to solidification. The fibres are deposited into a collector that promotes the fibrous structure [123-126]. The use of preceramic polymers in electrospinning is complicated, which is ascribed to their short and nonlinear chain lengths, and low molecular weight [107]. Because of this, carrier polymers are frequently used for spinning dope [122]. Many precursors based on poly(methylsilsesquioxane) preceramic polymers have been applied to produce SiCO fibres (diameter about 1 µm) with total porosity around 90 vol.-% [107].
From an overview, it is possible to affirm that many studies about meso- and macroporous PDCs can be found for different applications such as water treatment [127], fuel cells [128], hydrogen generation [129], catalysis [130] and microbial fuel cell [108]. However, regarding microporous PDCs, few research could be found in the literature.
The manufacturing of SiCN bilayered membrane through slurry spin-coating resulted in a pore size of 0.8 nm by adjusting the content of binders [109]. This multi-scalar porosity was developed employing only the preceramic poly(vinylsilazane) and the asymmetric SiCN-based membrane was generated through pyrolytic conversion. This membrane presents microporosity and applicability under extreme operating conditions, which is strongly desired for long-term operation in DCMD applications.
PDC proton exchange membranes for a microbial fuel cell were manufactured by sol–gel and pressing technique using montmorillonite and H3PMo12O40 as fillers [108]. As highlighted by the authors, these membranes presented a minimum oxygen mass transfer coefficient similar to the one of the commercial Nafion membrane, showing good potential to overcome polymeric membrane limitations for this process. Also, these membranes have adequate features for DCMD requirements, such as pore size between 0.1 and 1 µm.
Microporous polymer-derived ceramic membrane applied to the DCMD process.
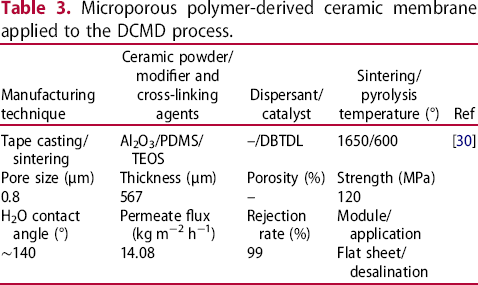
Comparing the results between Table 2 and Table 3, it is possible to observe that although the synthesis method employed to produce the PDC was a conventional ceramic manufacturing technique, the highest permeate flux was still smaller than the obtained by other work which also employed tape-casting phase inversion [58]. On the other hand, the water contact angle obtained by the PDC route was higher than the one obtained in the other case. The β-Sialon planar membrane showed good stability in harsh conditions during DCMD tests, mainly due to strong Si–O–Si and Si–N–Si bonds with the hydrophobic layer. Concerning the manufacturing of the microporosity, the ceramic precursors were mixed with binder, dispersant and solvent, forming a stable suspension that was degassed to remove trapped gases. Sequentially, the solution was soaked in water for 4 h, dried at room temperature, and further sintered under N2 atmosphere to remove remaining organic additives.
The manufacturing of membranes with adequate properties for DCMD applications depends on different parameters that must be well known. Recent work demonstrated that the adjustment of the hydrophobicity as well as micro- and macroporosity are possible by controlling temperature range and precursor ratio [132]. Although the literature about these materials is still scarce, researchers have already reported great application results of PDC membranes in DCMD [30,58], which encourages the continuity of studies for this application.
For example, a porous SiCO membrane was manufactured by a casting method and surface modified with PDMS to turn it superhydrophobic. This membrane was employed in oil-in-water emulsion filtration and sweeping gas membrane distillation, presenting great potential for both applications [133]. Despite the experiments were carried out in a different MD configuration, it could be applied to DCMD. Furthermore, effective filtration performance together with the simple and low-cost production method turns this membrane into a promising candidate for different areas of filtration engineering. The major advantage of using the PDC route is the possibility to adjust the final material properties, such as porosity, by modifying the operating conditions, e.g. use of fillers, pore forms, heat treatments at mild conditions [134].
Prospects in manufacturing techniques of DCMD ceramic membranes and future directions
The development of ceramic membranes for the DCMD process is a research tendency with an increasing number of works being published each year. The manufacturing technique of the ceramic material has a strong influence on the membrane features, and hence, on its performance in DCMD applications, i.e. water permeate flux.
Most of the published works of ceramic membranes in DCMD focused on desalination, showing that this is the only application of DCMD close to industrial implementation, requiring thus membranes possessing tailored properties and resistance to fouling. Nonetheless, only a few studies addressed the outstanding features of ceramic membranes to DCMD, like superhydrophobicity and the ability to operate in harsh environments, like highly contaminated wastewaters.
Various techniques are available to produce ceramic membranes, among which, tape casting is considered the best method to prepare thin and flat sheet ceramics, with homogeneous pore size distribution while extrusion dry–wet spinning is currently the most researched. Also, the extrusion technique is a good approach to prepare membranes with ease of cleaning, which makes this method more appealing to produce membranes suitable for industrial applications.
The vacuum filtration technique enabled the production of a superhydrophobic ceramic membrane possessing the highest porosity, and high water flux when applied to DCMD desalination. It must be highlighted that despite being a low-cost and easy processing method, vacuum filtration shows drawbacks that prevent its use on an industrial scale, for instance, the limitation to produce large-area membranes. Thus, the use of this manufacturing technique is viable only for the research scale.
Extrusion wet-dry spinning has shown a great capability to produce ceramic membranes for DCMD applications, especially hollow fibre membranes with appropriate pore size and enhanced porosity. Several parameters like sintering temperature and synthesis methods influence the quality of the final material, which means that knowing these parameters is crucial to obtain appropriate ceramic membranes for DCMD. The manufacturing of conventional oxide ceramic membranes requires additional steps to obtain hydrophobic surfaces for DCMD applications.
Researches regarding the incorporation of a hydrophobic compound to eliminate the functionalization step are attractive. The employment of surface modification techniques to aggregate hydrophobic properties to ceramic membranes is very common. Nonetheless, by using this approach, many studies revealed problems to maintain high water flux rates in DCMD experiments, mainly due to support issues, e.g. high tortuosity and low porosity. Immersion with FAS is currently the most employed approach for ceramic membrane hydrophobization, though it commonly increases mass transfer resistance, which is undesirable once it is expected to obtain high permeate flux in the DCMD process.
The CVD is a promising option for surface modification of ceramic membranes when compared with grafting with alkylsilanes. Besides that, immersion with other modifier agents has shown that the use of innovative methods is crucial for the near future, demonstrating that although grafting is widely used, this is not the best option for the intended goal.
Currently, the use of the PDC route started to receive attention for DCMD applications, due to its benefits compared with conventional manufacturing techniques. Indeed, with this approach, superhydrophobic ceramic membranes can be easily produced by using both ceramic and polymeric synthesis methods without needing functionalization steps. Also, these membranes can be processed at low temperatures and by several routes, which increases the possibility of obtaining particular features according to the intended application. Although the PDC membrane applied to the DCMD process reported in the literature was manufactured by conventional ceramic techniques, several options like sacrificial filler, sacrificial template and replication moulding can be tested as well.
The PDC membranes show advantages of both polymeric and ceramic materials and are capable of operating at different processes where polymer membranes are not effective. The PDC route is expected to be applied more for the development of hydrophobic porous membranes. By contrast, the high production cost of ceramic membranes compared with the polymeric ones is still a challenge to its industrial-scale application. It is important to emphasise that even presenting the potential for DCMD applications, studies should be directed towards the production cost and its industrial implementation to project an economically competitive technology.
Conclusion
The present work reviewed the recent literature and presented new insights on the manufacturing techniques of ceramic membrane for DCMD. By engineering the material using different manufacturing techniques, ceramic membranes can be prepared to fulfil the requirements of DCMD. Different manufacturing techniques have been applied to produce porous hydrophobic ceramic membranes. The shaping techniques including extrusion dry–wet spinning, tape casting and vacuum filtration, show appropriate pore size and porosity for DCMD, however, each method results in different permeate flux. The hydrophobization step is conducted by immersion (grafting) or CVD, but sol–gel and dip coating are also highlighted in the present work as possible methods to obtain hydrophobic surfaces. Moreover, recent research in DCMD includes the application of PDC membranes, which are further valuable towards the manufacturing of porous hydrophobic ceramic membranes for this process. The improvement of the ceramic membrane properties by using appropriate manufacturing techniques approached in this work will contribute to future research.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).