
Abstract
The wear behaviour of WC-Co cemented carbide reinforced with graphene platelets (WC-Co-GPLs composite) was investigated. The tribological parameters as friction coefficient and wear rate were measured using a ball-on-plate configuration with different contact loads. The microstructures and worn surfaces of composites were studied. The WC-Co-GPLs composite exhibits significantly better tribological properties in comparison to the WC-Co which is most evident at contact load of 80 N, where the friction coefficient and wear rate of the WC-Co-GPLs composite are 0.339 and 9.27 × 10−6 mm3·(m·N)−1, respectively. The improvement in wear behaviour of WC-Co-GPLs composite is attributed to the formation of the tribofilm during the wear test and enhancement of mechanical properties of the WC-Co-GPLs composite. The pulled-out GPLs attaches on the worn surface contribute to the formation of tribofilms during tribology test, especially at higher loads. The tribofilms protect the WC-Co-GPLs from wear and guarantee the integrity of the worn surface.
Introduction
WC-Co cemented carbides have been extensively used as cutting tools in industry applications [1,2], on account of their high hardness and high fracture toughness [3]. In the machining processes, lower wear resistance of the cutting tools reduces the dimensional accuracy of machined parts and limits the application of WC-Co cutting tools in many fields [4]. Therefore, it is important to develop high wear-resistant WC-Co cemented carbides.
Refining the WC grain can effectively improve tribological properties of WC-Co [5,6]. To refine the WC grain, suitable WC grain growth inhibitors, such as cubic carbides and c-BN, were always doped in WC-Co cemented carbides [7-10]. Espinosa et al. [7] used Cr3C2, VC and Cr3C2/VC as additives to refine the WC grain of WC-Co. The refinement of WC grains improved the hardness and tribological properties of WC-Co cemented carbides. The c-BN particles were also utilized as grain growth inhibitors to prepare the c-BN-WC-Co composites [9,10]. The results showed that the addition of c-BN refined the WC grains. Meanwhile, the hard c-BN particles acted as micro-cutting edges to remove the materials from the counterparts during wear process. Consequently, the tribological properties of c-BN-WC-Co composites were enhanced.
Recently, the graphene displays its great potentials to refine the WC grain size and increase the hardness of WC-Co cemented carbides [11,12]. Moreover, the tribological properties of the cemented carbides can be improved because of the self-lubricity property of graphene [13-17]. Yuan et al. [14] used Ni-coated graphene nanoplatelets (Ni-GNPs) as an additive to refine the WC grain of the WC-Co-Ni-GNPs composites. The results showed that the friction coefficient decreases by 51% as the content of Ni-GNPs increases from 0.0 wt-% to 0.4 wt-%. In our previous study [17], graphene platelets (GPLs) were introduced into WC-Co to enhance the mechanical and wear resistance properties and the optimal GPLs content for improving properties was investigated. It's found that 0.1 wt-% GPLs refined WC grains and the hardness and wear resistance of composites were enhanced. Above studies confirmed that different forms of graphene can play important roles in enhancing the tribological properties of WC-Co cemented carbides.
The aim of the present contribution is to reveal the beneficial role of GPLs addition on the wear behaviour of WC-Co-0.1 wt-% GPLs composite. The tribology tests were carried out at different contact loads. The microstructure and worn surfaces of composites were investigated. The role of GPLs is discussed through the wear behaviour and microstructural evolution of the worn surfaces.
Material and experimental procedure
Chemical compositions and mechanical properties of WC-Co and WC-Co-GPLs.
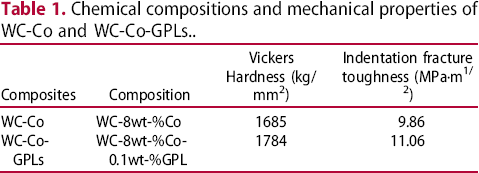
The surfaces of the composites were carefully polished, and final polished surfaces had surface roughness 0.02–0.05 μm. A tribometer (CFT-1, China) with a linear reciprocating ball-on-plate configuration was used to perform the tribology tests under dry conditions. Si3N4 balls were used as counterparts. The tests were carried out with sliding velocity of 0.13 m/s, the sliding distance of 2000 m and the stroke length of 5 mm, respectively. The applied contact loads were 40, 60 and 80 N. Three tests were carried out for each composite and testing condition. The friction coefficient was obtained using CFT-1 software and the wear volume was measured by surface topography scanning. The wear rate was calculated by:
Upon tribology test, the worn surfaces of the WC-Co and the WC-Co-GPLs composites were observed by SEM, and the element distribution of the worn surfaces was characterized by energy dispersive spectroscopy (EDS). Raman spectroscopy (Alpha300, Germany) was used to characterize GPLs in the worn surfaces. The excitation laser wavelength, the scan area, the pixel size and the acquisition time per spectrum of the Raman spectroscopy analysis were 532 nm, 30 × 30 μm2, 90 × 90 pixels and 1 s, respectively.
Results and discussions
Composites characterization
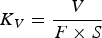
The SEM image of fracture surface and TEM images of the as-processed composites are shown in Figure 1. As compared with the coarse WC grains observed in Figure 1(a), the WC grains are significantly refined in WC-Co-GPLs, shown in Figure 1(b). The mean WC grain size of WC-Co-GPLs is 0.39 µm, which is 32% lower than that of WC-Co of 0.57 µm. Moreover, homogeneously distributed GPLs are observed in WC-Co-GPL. From Figure 1(c,d), it is found that GPLs distribute at the WC/WC and WC/Co boundaries.
SEM images of fracture surfaces and TEM images of the as-processed composites, the arrows mark the GPLs. (a) SEM image of WC-Co, (b)SEM image of WC-Co-GPLs, (c) Bright image of WC-Co-GPLs and (d) HRTEM of the area indicated in (c).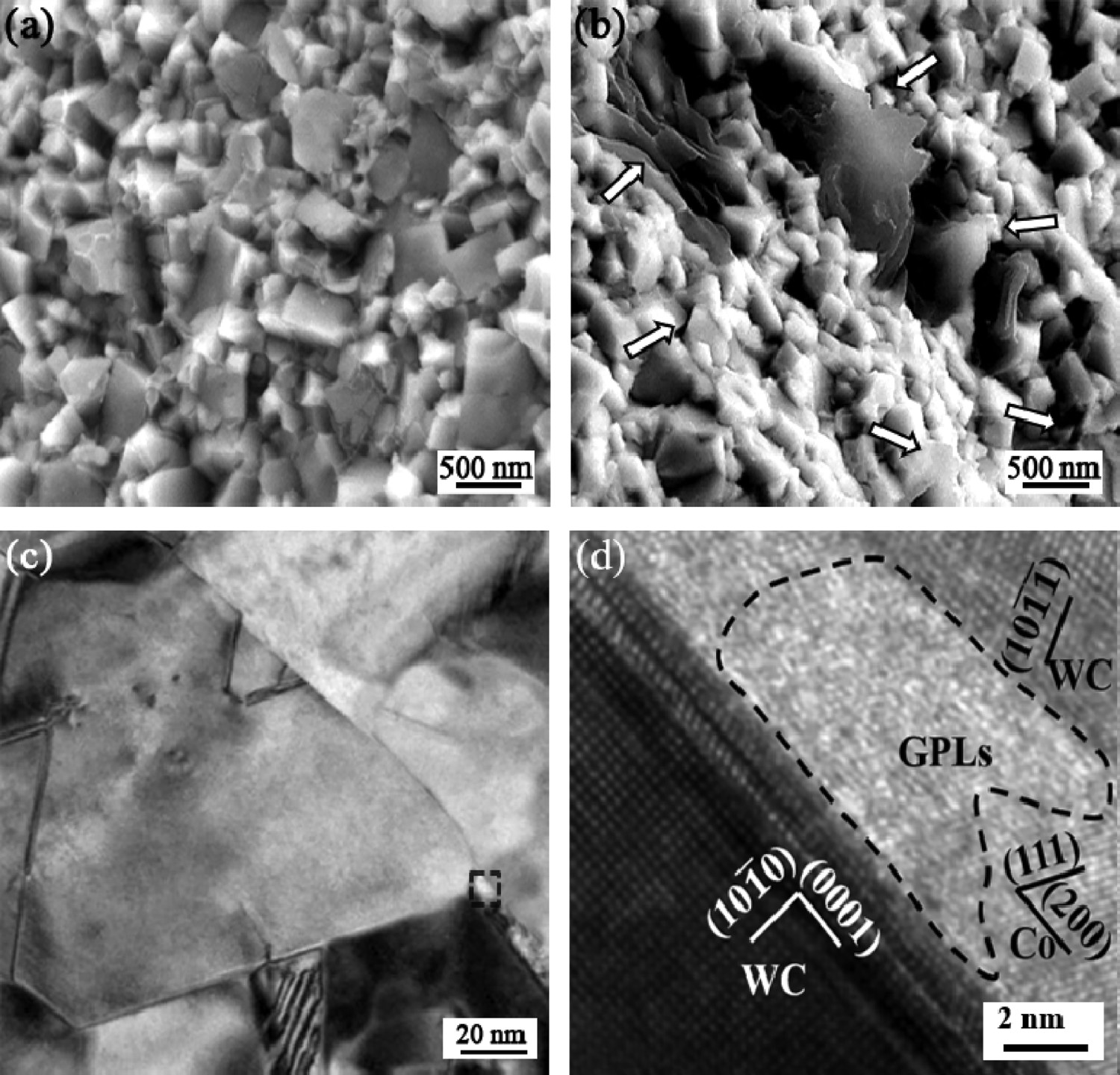
Wear behaviour
Figure 2 shows the wear behaviour of WC-Co and WC-Co-GPLs composites at different contact loads. The variation of friction coefficient of composites during sliding process is illustrated in Figure 2(a). There are two stages to the friction coefficient curves. The stage 1 is a running-in process between composites and counterparts. During this stage, the friction coefficient rises quickly in the first few minutes and then progressively decreases. This behaviour is associated with the polishing of worn surfaces of composites and the removal of fragments of counterparts in the running-in process [18]. The shorter running-in process of the composites means the better lubricity of the composites. After running-in process, friction coefficient starts to level off at stage 2, which indicates the sliding process entered the steady-state wear process [19].
The wear behaviour of WC-Co and WC-Co-GPLs composites at different contact loads. (a) Variation of friction coefficient with sliding distance, (b) average friction coefficient and (c) wear rate.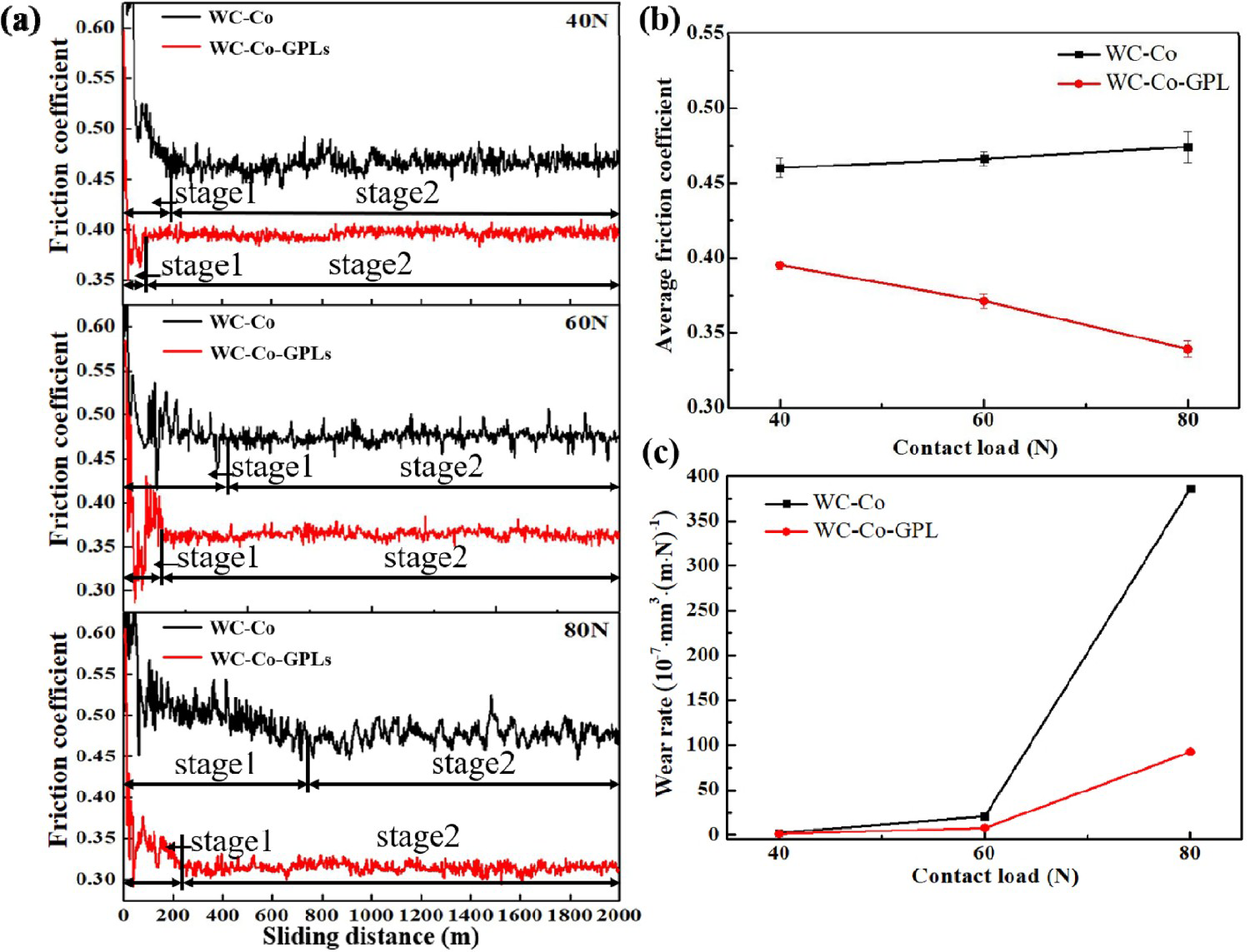
As shown in Figure 2(a), the increase in the contact load generally results in increasing in sliding distance of stage 1 for both WC-Co and WC-Co-GPL. While the sliding distance of WC-Co-GPLs at stage 1 is obviously smaller than that of WC-Co, i.e. WC-Co-GPLs reach stage 2 more quickly than does WC-Co at all contact loads. These results suggest the apparent lubrication effect of GPLs in the WC-Co-GPL.
Figure 2(b) presents the average friction coefficients, which were calculated by averaging the friction coefficients of stage 2 in Figure 2(a). Evidently, average friction coefficient of WC-Co is much higher than those of WC-Co-GPLs at all contact loads. The average friction coefficient for WC-Co increases slightly with increasing contact load, while average friction coefficient for WC-Co-GPLs shows the contrary trend. At the 40 N contact load, the average friction coefficient of WC-Co is 0.460, while that of WC-Co-GPLs is 0.395. With the contact load increases to 60 N, the average friction coefficient of WC-Co and WC-Co-GPLs are 0.460 and 0.371, respectively, the latter is 19% lower than the former. At the 80 N contact load, the average friction coefficient of WC-Co is as high as 0.474, while that of WC-Co-GPLs is as low as 0.339, which is 28% lower than that of WC-Co. These results indicate that the friction coefficient is availably reduced with the addition of GPLs.
Figure 2(c) displays wear rate of WC-Co and WC-Co-GPLs composites at different contact loads. Obviously, wear rate increases as the contact load, consistent with the findings reported by Bonny et al. [20]. Meanwhile, wear rate of WC-Co-GPLs is smaller than that of WC-Co at all loads. At contact load of 40 N, the wear rate of WC-Co-GPLs is 1.1 × 10−7 mm3·(m·N)−1 vs. 2.2 × 10−7 mm3·(m·N)−1 for WC-Co, while at contact load of 60 N, the wear rate difference between WC-Co-GPLs and WC-Co becomes larger, i.e. 7.87 × 10−7 mm3·(m·N)−1 for WC-Co-GPLs vs. 2.08 × 10−6 mm3·(m·N)−1 for WC-Co. When the contact load is as high as 80 N, the wear rate gap significantly widens between WC-Co-GPLs, 9.27 × 10−6 mm3·(m·N)−1, and WC-Co, 3.86 × 10−5 mm3·(m·N)−1, demonstrating that the wear resistance of the WC-Co-GPLs is 76% higher than that of WC-Co. The abovementioned results denote that the GPLs enhance the wear resistance of WC-Co-GPLs compared to the wear resistance of WC-Co, particularly at high contact loads.
Worn surface
Figure 3 shows the SEM images of the worn surfaces of WC-Co and WC-Co-GPLs upon tribology test. The comparison between Figure 3(a,b) shows that the flaking pits on the worn surface of the WC-Co-GPLs are fewer than those on worn surface of the WC-Co at the contact load of 40 N. As the contact load increases to 60 N, the area of flaking pits on WC-Co and WC-Co-GPLs increases significantly, shown in Figure 3(c,d). The expansion of the flaking pits on the surface of WC-Co-GPLs is smaller than that of WC-Co. When the contact load increases to 80 N, highly worn surface of the WC-Co presents furrows, cracks and large areas of flaking pits. However, there is no obvious furrow on the worn surface of the WC-Co-GPLs at 80 N, only some flaking pits can be seen. The worn surface is further characterized by EDS, shown in Figure 3(g). It can be found that the flaking pits, marked by arrows in Figure 3(f,g). The flaking pits are caused by the extrusion of Co and the shedding of WC. During sliding process, Co is squeezed to produce plastic deformation and is eventually removed from the surface. At some point in the expulsion of Co, the support of WC by the matrix turns out to be no longer sufficient, followed by shedding of the WC grains from the cemented carbide, leading to the formation of flaking pits [8]. Moreover, the tribofilms are found on worn surface of WC-Co-GPLs in Figure 3(b,d,f), which were indicated by dotted line. The EDS result of C element distribution confirms that the tribofilms form by GPLs, as shown in Figure 3(g).
SEM images of the worn surfaces of WC-Co and WC-Co-GPLs composites, the dotted lines indicate the tribofilms, the arrows mark the flaking pits. WC-Co tested at (a) 40 N, (c) 60 N, (e) 80 N; WC-Co-GPLs tested at (b) 40 N, (d) 60 N, (f) 80 N; (g) is EDS spectrum of (f).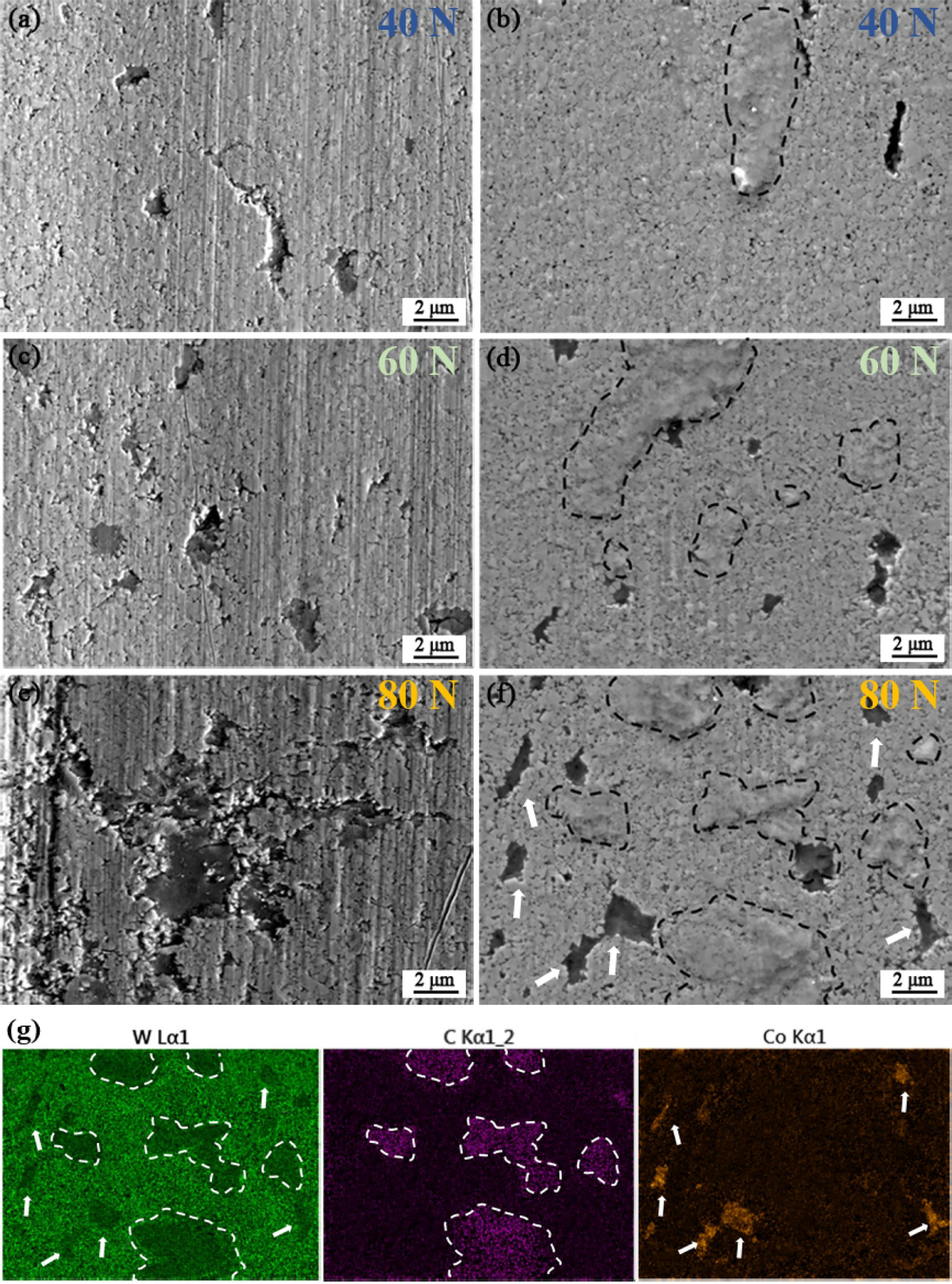
To understand the formation of tribofilm by GPLs during the sliding process, the GPLs in the as-processed composite and tribofilms on worn surfaces of WC-Co-GPLs composites were further characterized by using Raman spectroscopy, shown in Figure 4. Three typical peaks of graphene are observed on the worn surface, viz., ∼1317 cm−1 (D band), ∼1574 cm−1 (G band) and ∼2704 cm−1 (2D band) [21]. Therefore, the tribofilm exhibits graphene-based structures. The density of defects in GPLs is commonly evaluated by the ratio of intensities of D to G peaks (ID/IG) [22]. Higher ID/IG of the worn surface than that of the as-processed surface indicates that the defects in GPLs increase during sliding process, closely associated with pulled-out and extrusion of GPLs [23]. GPLs distribute at the WC/WC and WC/Co boundaries which make them easy to be pulled-out. Meanwhile, the ID/IG, i.e. the density of defects in GPLs significantly increases with the increase of contact load, indicating more extensive pulled-out and extrusion of GPLs at higher contact loads.
Raman spectra of the GPLs in the as-processed and tribofilms on worn surfaces of WC-Co-GPLs.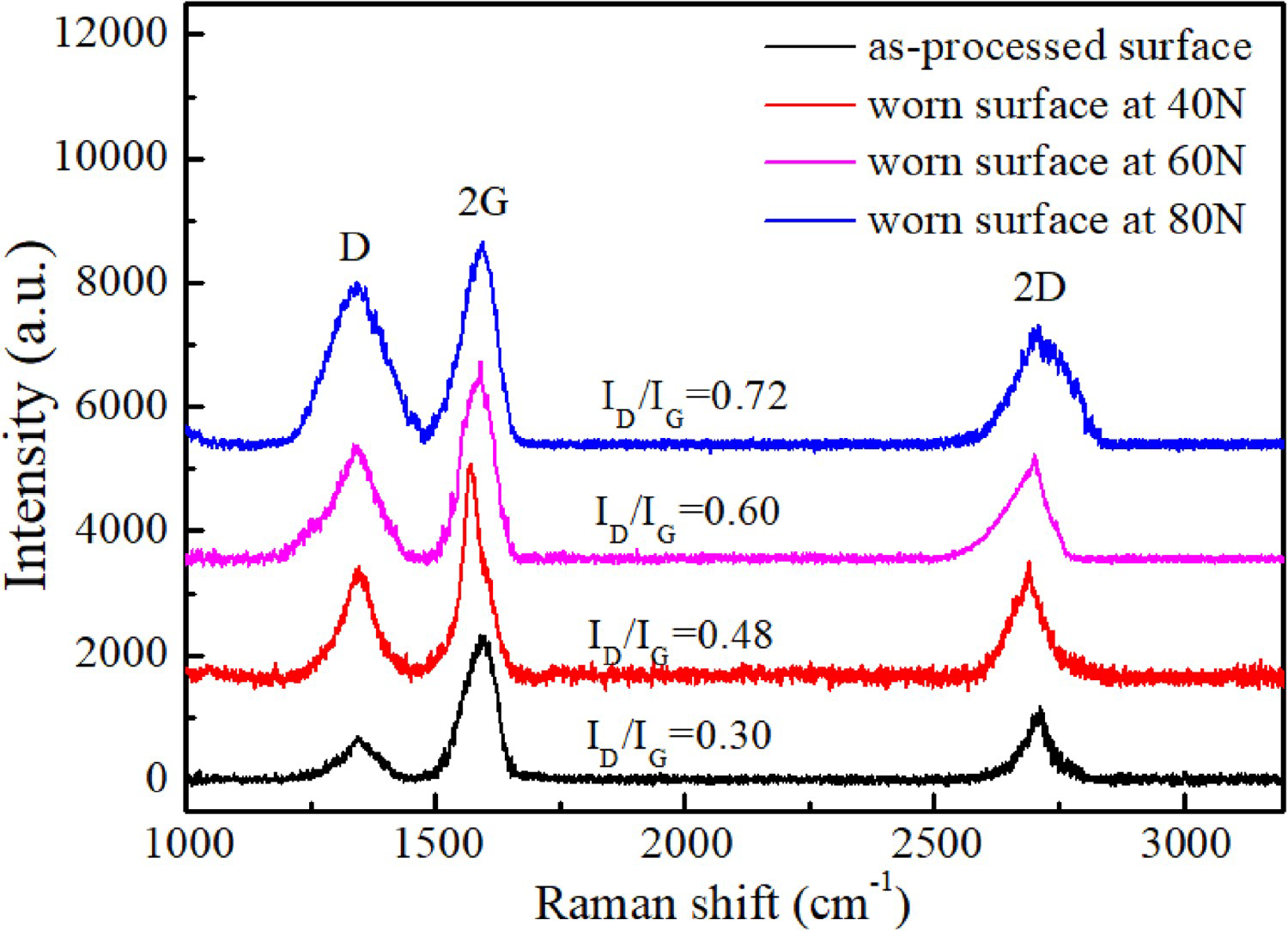
Figure 5 displays the Raman maps of GPLs in the as-processed and worn surfaces of WC-Co-GPLs. The bright areas, corresponding to G band of GPL, suggest the exposed graphene-containing zones. The dark area corresponds to GPLs-free zones. A low amount of graphene-containing zones can be observed on the as-processed surface. In comparison, the area covered by graphene-containing zones obviously increases in the worn surfaces at 40 N, relative to the as-processed surface. With the increase of contact load, the bright area further expands, shown in Figure 5(c,d). The expansion of the bright area means that more GPLs are pulled-out from the matrix and more tribofilms formed on the surface during the sliding process as the contact load increases [23].
Raman maps of the GPLs in the surfaces of WC-Co-GPLs. (a) As-processed and worn surface at (b) 40 N, (c) 60 N, (d) 80 N.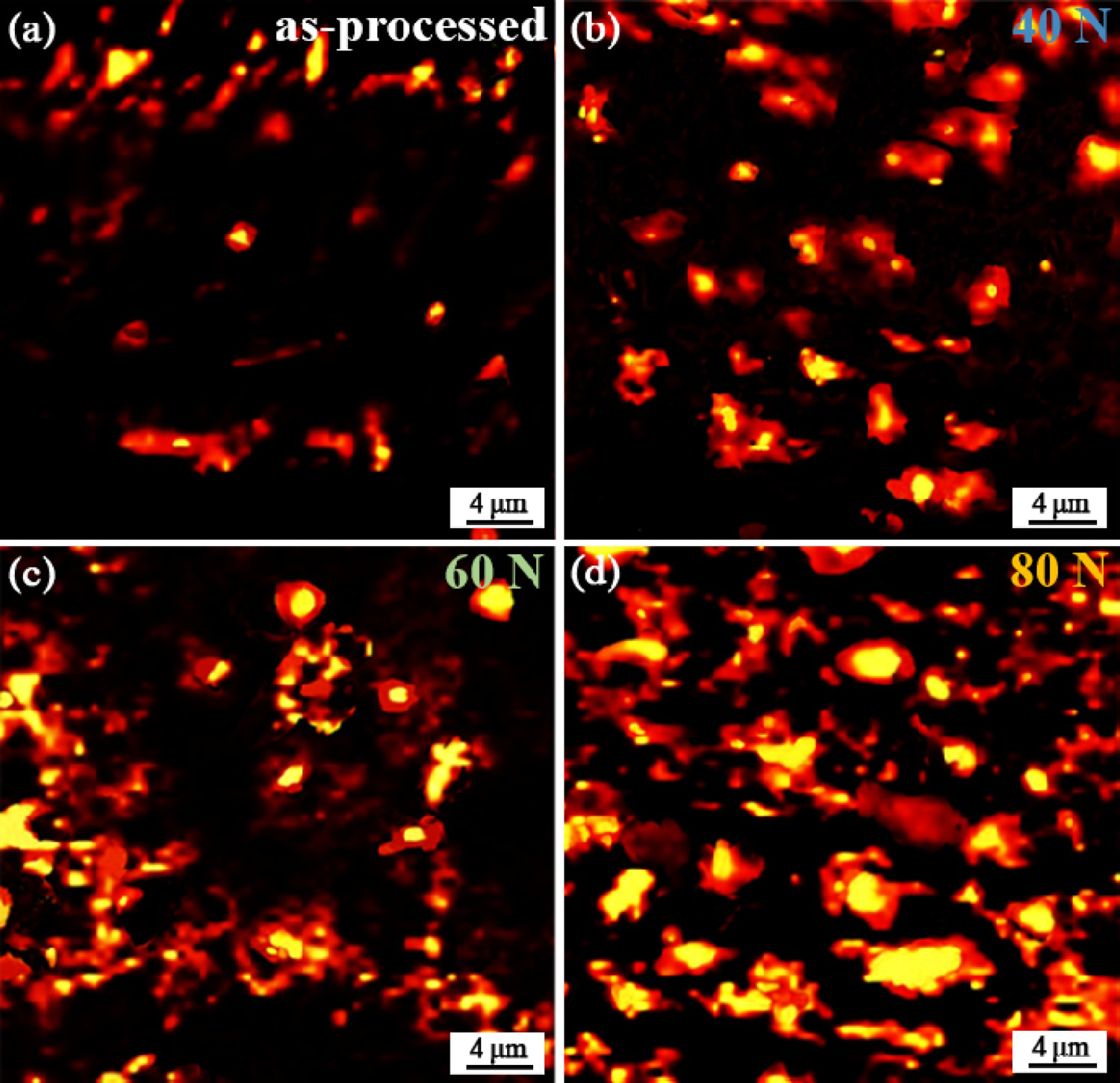
The unique two-dimensional structure of GPLs bestows the tribofilm excellent self-lubricant property and reduces friction coefficient [13], shown in Figure 2. In particular, more tribofilms form on the surface at higher contact loads and lead to even lower friction coefficient. The lower friction coefficient always means the lower frictional force, which can reduce the wear of the composites during tribology test [6]. Meanwhile, the tribofilms avoid the direct contact between the composites and Si3N4 ball [24], which restrain the extrusion of Co and the shedding of WC during tribology test. The significantly low friction coefficient is present when the contact load is increased to 80 N, and the tribofilms demonstrate the typical shear-slip behaviour and move along the sliding direction to fill flaking pits (indicated by the arrows in Figure 6). As a result, better integrity of the worn surface is kept at higher contact loads. Thus, the GPLs can enhance the wear behaviour of WC-Co-GPLs composite more effectively at higher contact loads.
SEM image of the worn surfaces of WC-Co-GPLs at 80 N.
Moreover, the fine WC grains of WC-Co-GPLs hinder the dislocation and movement of the grains, which improves the hardness and resistance of the WC-Co-GPLs to compression and wear [25]. Therefore, the WC-Co-GPLs exhibit smaller wear rates and superior tribological properties than does WC-Co. In addition, the addition of GPLs improves the indentation fracture toughness of WC-Co, also shown in Table 1. The composites with higher fracture toughness have low tendency for crack nucleation and propagation, which inhibits the deterioration of the composites due to fractures [26]. The beneficial influence of GPLs on the fracture toughness of WC-Co-GPLs is evident in Figure 3. It can be found that at the contact load of 80 N, the worn surface of WC-Co exhibits severe cracks (Figure 3(e)) and the worn surface of WC-Co-GPLs exhibits no crack (Figure 3(f)).
Conclusions
The aim of the present contribution is to explore the beneficial effects of GPLs addition on the wear behaviour of WC-Co-0.1 wt-% GPLs composite. The main results are the following:
WC-Co-GPLs exhibit superior tribological properties in comparison with WC-Co. WC-Co-GPLs show apparently lower friction coefficient and wear rate in comparison with the WC-Co at all contact loads, which is most evident at 80 N. The improved wear behaviour of the WC-Co-GPLs composite is attributed to the formation of the tribofilms and enhanced mechanical properties. The pulled-out GPLs attached on the worn surface contribute to the formation of tribofilms during tribology test, especially at higher loads. The tribofilms protect the WC-Co-GPLs from wear and guarantee the integrity of the worn surface.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).