
Abstract
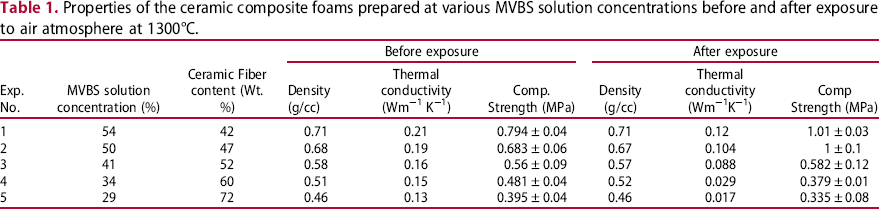
In this study, aluminosilicate fiber-embedded SiBOC matrix composite foams are realised by a simple, cost-effective and easily scalable method. Aluminosilicate wool is transformed into a compressible preform using polyvinyl alcohol as a binder. The preforms are impregnated with methylvinylborosiloxane (MVBS), followed by heat treatment at 1400°C in an inert atmosphere. The composite foam's density, compressive strength and thermal conductivity are modulated in the ranges 0.71–0.46 g/cc, 0.79–0.39 MPa and 0.21–0.13 Wm−1K−1, respectively, by varying MVBS concentration from 29 to 54 wt.%. While the incorporation of aluminosilicate fibers was observed to lower the thermal conductivity of the composite foams, it did not contribute to their compressive strength. Exposure of the foams to air at 1300°C for 90 min didn't change their density, while it increased the compressive strength by up to 46% due to improved fiber-matrix adhesion and rounding of cracks.
Keywords
Introduction
Ceramic foams offer a plethora of several unique properties which are normally extremely difficult in dense ceramics, like high thermal shock resistance, ultra-low thermal conductivity, very low thermal expansion and ease of machining [1-6]. These properties are tailored by varying the foam density and cell size. Tailoring the cell size and structure of foams to some extent is possible by selecting appropriate forming processes such as replica technique, sacrificial template method, self-foaming, freeze-drying and additive manufacturing [5, 710]. Adding fillers to the preceramic polymers or the ceramic powder suspensions used to prepare these foams is another simple but efficient way of tailoring their properties [1116]. Recently, some studies have explored the idea of using short fiber as passive fillers, i.e. the fillers which do not react with the matrix but contribute to improving the strength and thermal insulation. Wu et al. studied short YSZ fiber reinforcements in porous γ-Y2Si2O7 ceramic by a foam-gel casting followed by freeze drying, obtained high compressive strength (1.35 MPa) and extremely low thermal conductivity (0.09 Wm−1k−1) [17]. Dong et al., in their study on short YSZ fiber-reinforced porous YSZ ceramics, observed that YSZ fiber obstructed densification during the sintering process leading to higher porosity. The reinforcing effect reached its optimum with 10 wt.% YSZ fiber addition and the fiber addition significantly changed the fracture mode of the porous ceramics from brittle to quasi-ductile due to fiber pull-out and crack deflection. Lang et al. reported porous Yttria-stabilised zirconia (YSZ) ceramics reinforced by four kinds of short fibers (mullite, aluminosilicate, Al2O3 and YSZ fibers) and observed significant improvement in the short Al2O3 fiber-reinforced porous YSZ ceramics, in terms of decrease in their thermal conductivity with increase in compressive strength [11, 18]. In these studies, short fibers are processed along with the slurry constituents by ball-milling, such that the fiber length is typically smaller than the thickness of the cell walls or struts. On the other hand, continuous fiber-reinforced ceramic matrix composites have been extensively studied. They are well-known for exhibiting the high toughness and strength required for thermo-structural applications [19, 20]. However, there is not much literature on using relatively long fibers as fillers in ceramic foams. The silica tile used in Space Shuttle is one such example of the success of long fiber-based thermal protection systems [21, 22].
Among the ceramic precursors investigated worldwide, siloxanes and their derivatives are gaining attention due to their versatile synthesis processes, cost-effectiveness and resistance to high-temperature oxidative degradation (at least up to 1300°C) [4, 23-25]. Compared to vitreous silica-based materials, primarily used for thermal protection systems, borosiloxane-derived SiBOC materials demonstrate better strength, stiffness and hardness, as well as superior glass transition and crystallisation temperatures [2630]. The glass phase obtained by heat treatment of borosiloxane between 900 and 1600°C has a complex structure comprising nanocrystals of β-SiC and turbostratic graphite embedded in an amorphous SiBOC matrix [27, 30, 31]. In view of this, the SiBOC glass has also been referred to as SiC/SiBOC nanocomposite [28, 32, 33].
Commercial oxide fibers are primarily available as silica, alumina and their combinations with varying proportions and crystalline fractions. With the technological advancements in the development of mixed polycrystalline oxide fibers, there is renewed interest in using them as reinforcements for oxide-oxide ceramic matrix composites, metal-matrix composites and porous fiber-reinforced ceramics [19, 20, 34-36]. These high-performance fibers, most popular among them NEXTEL™ 720 and NEXTEL™ 650, have good strength, microstructural stability and long-term creep resistance at temperatures above 1100°C, which make them suitable for applications such as in thermal protection systems for combustion chambers in aircraft engines [35]. The composite foams are realised by forming a reversibly compressible PVA-bonded ceramic fiber preform and subsequent impregnation with MVBS, followed by heat treatment at 1400°C in an inert atmosphere. The method is novel, simple and capable of realising composite foams of tailorable density.
Experimental
Materials
Aluminosilicate wool (Superwool® XTRA Unifelt), having a melting temperature of 1650°C and a bulk density of ∼0.22 gcm−3, was obtained from M/s Morgan Advanced Materials, Chennai, India. Poly(vinyl alcohol) (99%, Mw 89,000–98,000, Sigma Aldrich) was used as a binder to realise the ceramic fiber preform. MVBS, the precursor for SiBOC, was synthesised in-house from analytical reagent grade triethoxy(vinyl)silane (C8H18O3Si, assay ≥ 97%, Evonik Industries, Germany), triethoxy(methyl)silane (C7H18O3Si, assay ≥ 99%, Sigma-Aldrich Chemie GmbH, Germany) and boric acid (assay ≥ 99.5%, Merck Specialties, Mumbai, India) using the procedure reported earlier [30, 37-40]. To synthesise MVBS, the three raw materials, viz., boric acid, triethoxy(vinyl)silane and triethoxy(methyl)silane were added in a glass reactor in the mole ratio of 1:0.5:1.5 and stirred for 5 h under reflux in an oil bath maintained at 80–85°C. The relevant reaction scheme is represented in Figure 1.
Reaction scheme of synthesis of methyl vinylborosiloxane (MVBS).
During the synthesis of MVBS, ethanol is produced as a byproduct, and thus the as-synthesised MVBS is an ethanol solution containing 37 wt.% MVBS oligomers, having a solution viscosity of ∼3 cps, and weight average molecular weight (
 ) of ∼2000 gmol−1 [26, 27]. The MVBS solutions of higher concentrations were obtained by distilling off some quantity of ethanol at 80oC under reduced pressure, while MVBS solutions of lower concentrations were obtained by diluting the as-synthesised solution with distilled ethanol. The MVBS content was estimated by drying ∼50 g of the solution in an air oven at 175°C for 2 h.
) of ∼2000 gmol−1 [26, 27]. The MVBS solutions of higher concentrations were obtained by distilling off some quantity of ethanol at 80oC under reduced pressure, while MVBS solutions of lower concentrations were obtained by diluting the as-synthesised solution with distilled ethanol. The MVBS content was estimated by drying ∼50 g of the solution in an air oven at 175°C for 2 h.
Fabrication of ceramic fiber SiBOC composite foams
The scheme of realising the ceramic fiber-SiBOC composite foam is given in Figure 2(a). Firstly, the aluminosilicate ceramic fibers, received in the form of a woolen blanket, were converted into a disc-shaped preform. For each preform, 75 g ceramic fibers, as lumps of length 2–3 cm, were manually pulled from the woolen blanket and dispersed in 3 L of 30 g/L aqueous polyvinyl alcohol (PVA) solution. The ceramic wool was dispersed in the PVA solution by mechanical stirring and was poured into a filter-pressing set-up shown in Figure 2(b). Further, it was consolidated by filtration of the PVA solution through a carbon cloth placed on a Buchner funnel. A gentle hand pressing with a piston was given towards the end of the consolidation process. The PVA solution collected in the filter flask was reused to prepare subsequent samples. The filter-pressed bodies were dried in ambient condition for 24 h, followed by heating in an air oven at 55°C for ∼12 h, and at 0.5°C/min up to 120°C. Each disc-shaped preform thus obtained has dimensions of 135 mm diameter, 30 mm thickness, ∼80 g weight, and a bulk density of ∼0.19 gcm−3. The ceramic fiber preforms were immersed in methylvinylborosiloxane (MVBS) solutions of different concentrations for 1 h and compressed uniaxially in a hydraulic press up to 19.5 mm (35% of the preform thickness) to obtain the precursor-impregnated preforms. These impregnated preforms were dried in an air oven at 55°C for ∼12 h, followed by curing by heating at 0.5°C min−1–175°C. Finally, the cured foams were heated under argon purging at 1400 °C for 1 h at a heating rate of 1 oC min−1 up to 900oC and thereafter 3°C min−1 up to 1400oC. The samples were unloaded after cooling the furnace at a rate of 3°C min−1. The resulting foams were obtained as discs of ∼130 mm diameter and are referred to here as ceramic fiber-SiBOC composite foam ( (a) Flowchart for the preparation of ceramic fiber - SiBOC composite foams (CF); Photograph of (b) filter-pressing set-up, (c) Ceramic fiber preform, and (d) CF before (circular) and after machining (square).
Characterisation
Microstructure of the ceramic fiber preforms - dry, with MVBS and after heating to 1400°C (CF), were observed using a scanning electron microscope (Hitachi S-2400, Japan). X-ray diffraction data (XRD, Brukers D8-Advance, USA) were collected using CuKα radiation 40 kV, 40 mA; step scan of 0.051, counting time of 5 s/step and λ = 1.54060Ǻ. The density of the ceramic foams was determined by their weight and volume. The skeletal density was measured using a helium pycnometer. The
The samples for compressive strength and thermal conductivity measurements were prepared by cutting the
Results and discussion
Composite foam preparation
The ceramic wool consists of isolated fibers of diameter 4–10 µm, as evaluated from the SEM micrograph depicted in Figure 3. The ceramic fibers in the blanket are mostly stacked as layers without any binder. Attempt to use the woolen blanket as a preform, without any treatment, suffers from two major limitations: (i) on immersing in the precursor (MVBS) and subsequent squeezing, the majority of porous space between fibers collapses due to wool's non-resilient nature, leading to denser bodies and (ii) the porous bodies realised from the blanket are anisotropic in properties, due to the unidirectional layered alignment of the fiber. Thus, in this study, the fibers are dispersed in an aqueous solution of polyvinyl alcohol (PVA), pressed in the filter pressing set-up, and dried to obtain disc-shaped ceramic fiber preforms of density ∼0.19 g/cc. These preforms have a more random orientation of fibers and are reversibly compressible due to their resilient nature. The resilient nature is evidenced by the restoration of the shape and dimension when a fiber preform compressed to 50% in the thickness direction using a hydraulic press is decompressed.
SEM micrograph of aluminosilicate wool (photograph of a piece of as-received aluminosilicate blanket is shown in inset picture).
The ceramic fiber preform is immersed in MVBS solution, during which it absorbs the precursor throughout the bulk due to its high porosity. Before drying the fully infiltrated preform, it is essential to squeeze out a considerable amount of precursor solution. This prevents capillary movement of the liquid to the surface during drying, thus preventing the build-up of higher concentrations of the ceramic precursors on the surface than in the interior [30]. The density of the foams is further controlled by using MVBS solutions of different concentrations from 29% to 54% by weight. The MVBS-impregnated preforms on ambient drying and subsequent heating at 175°C become hard and lose all flexibility due to cross-linking. The subsequent heat treatment of the foams in an inert atmosphere was restricted to 1400°C in order to retain the properties of aluminosilicate wool. SEM micrograph of the cured precursor foam, depicted in Figure 4, indicates that MVBS coats on a majority of the ceramic fibers and fill the gaps between the fibers while leaving some fibers un-bonded.
SEM micrograph of ceramic fiber-MVBS precursor foam after curing at 175°C.
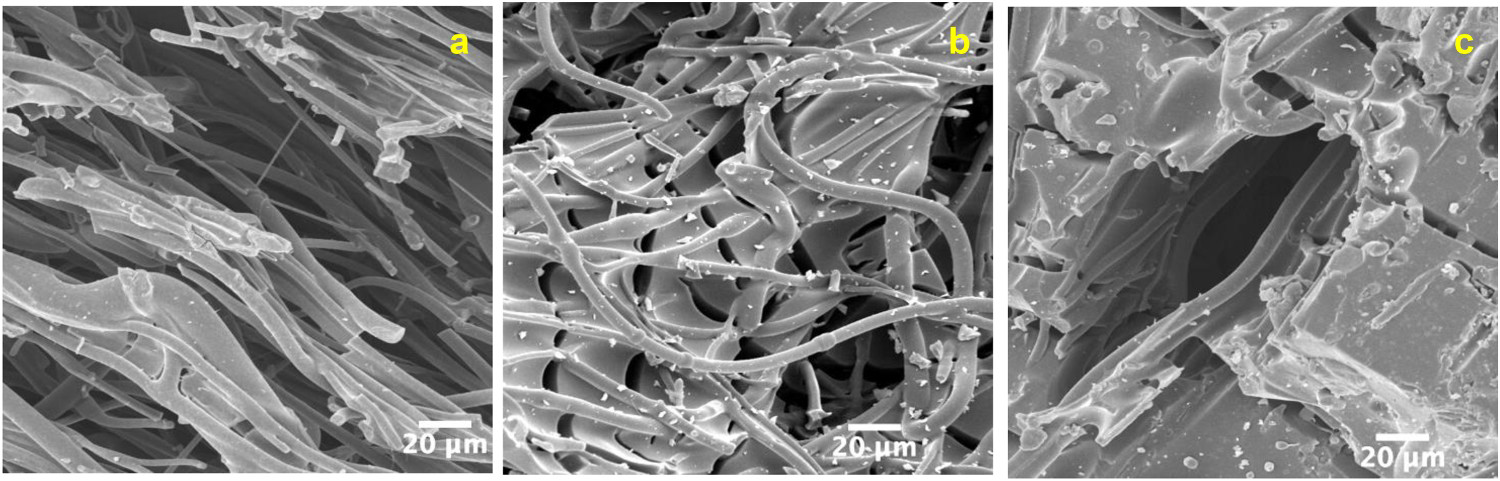
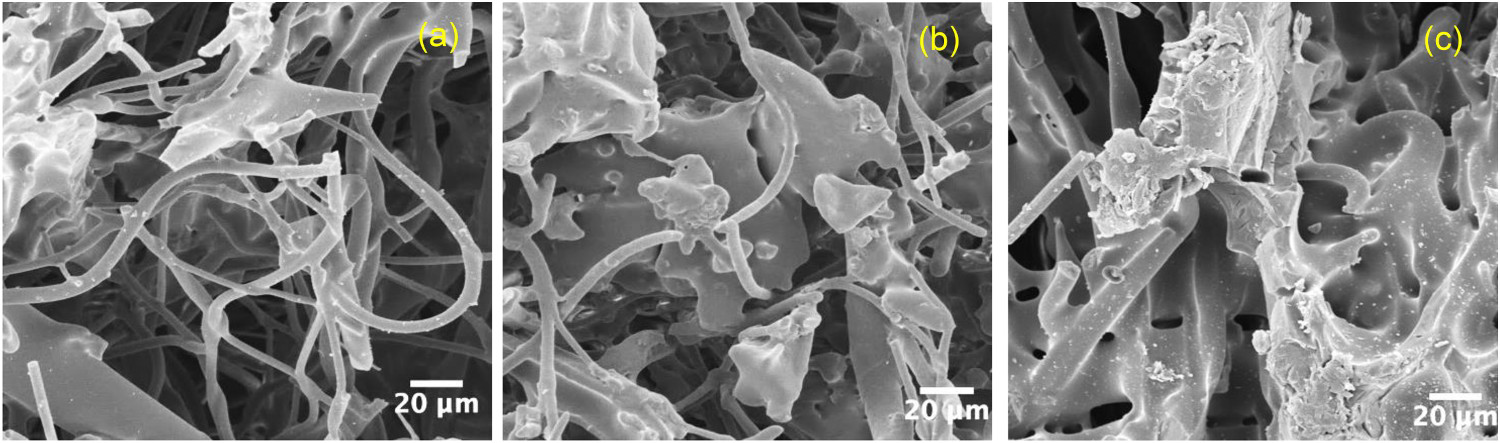
On heat treatment in inert atmospheres, at temperatures between 1200 and 1600°C, MVBS transforms to a SiBOC glassy phase [30, 37, 38]. Phase stability studies on ceramics derived from siloxanes and borosiloxanes, viz., SiOC and SiBOC, respectively, have revealed that the presence of boron influences the crystallisation [41-43]. In this temperature regime, SiBOC is reported to exhibit a transition from completely amorphous to nano-crystalline glass-ceramic phases, with nano-domains of β-SiC and stacked nano-carbon layers surrounded by amorphous SiBOC [27, 30, 31]. The XRD spectra depicted in Figure 5 indicate that although the SiBOC phase and the as-received aluminosilicate wool are amorphous, on heating to 1400°C, the ceramic wool in the composite foam undergoes crystallisation. The XRD spectrum of the XRD spectra of neat SiBOC, as received aluminosilicate wool and the realised ceramic composite foam (CF). SEM micrographs of CF prepared at MVBS solution concentrations of (a) 29 wt.%, (b) 41 wt.% and (c) 54 wt.%.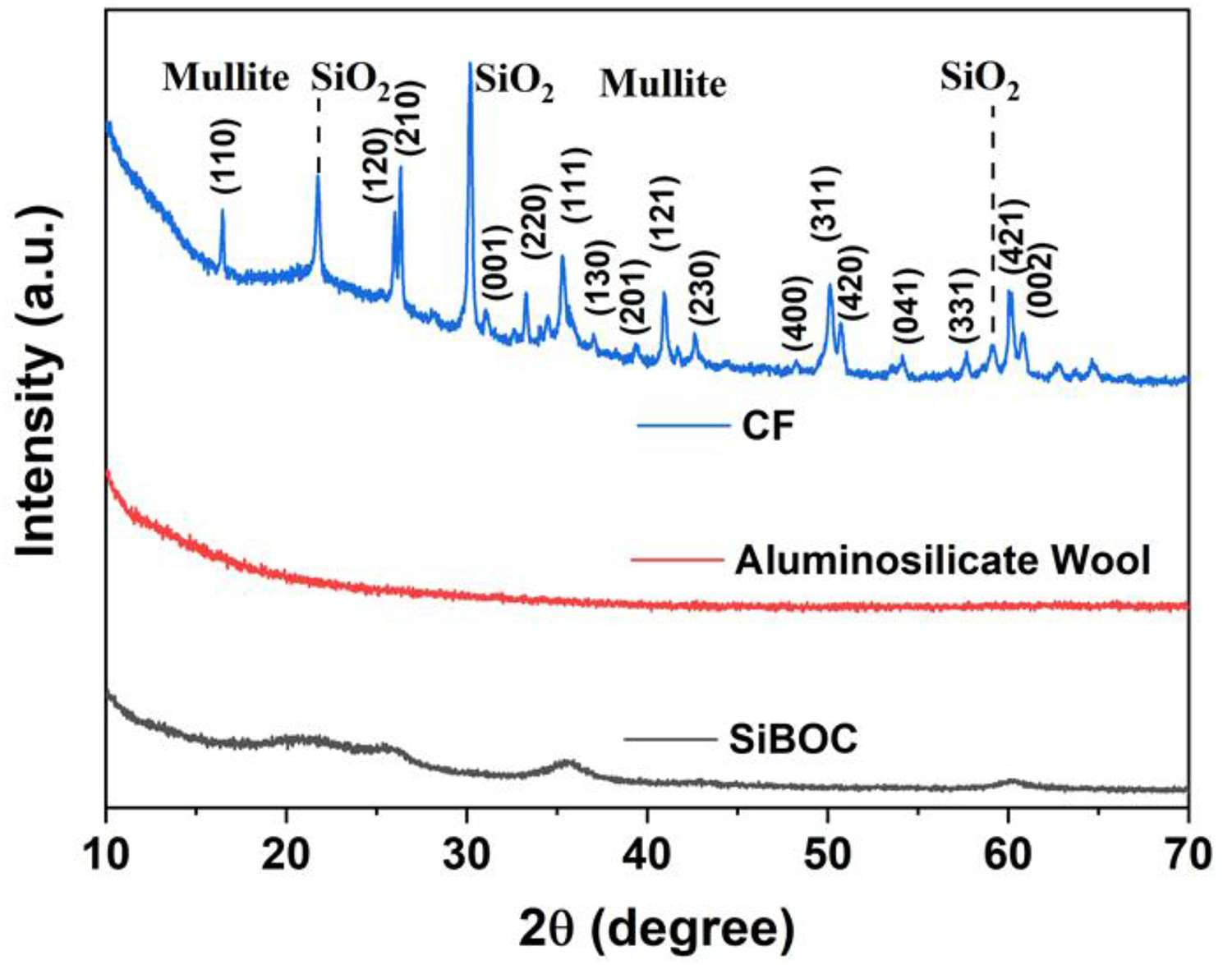
Effect of MVBS solution concentration
The effect of MVBS solution concentration on the bulk density of the Variation of density of CF with MVBS solution concentration. Properties of the ceramic composite foams prepared at various MVBS solution concentrations before and after exposure to air atmosphere at 1300°C.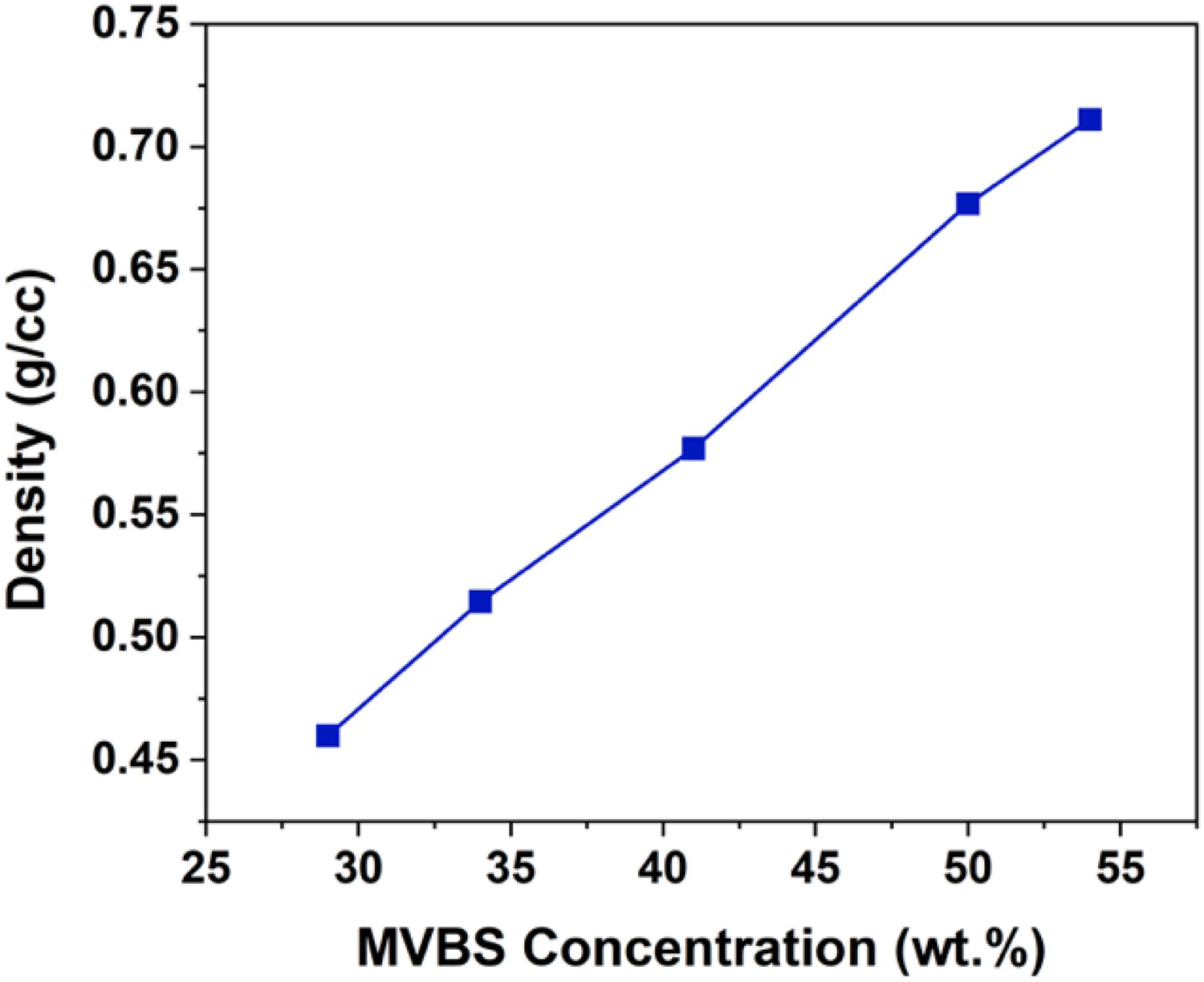
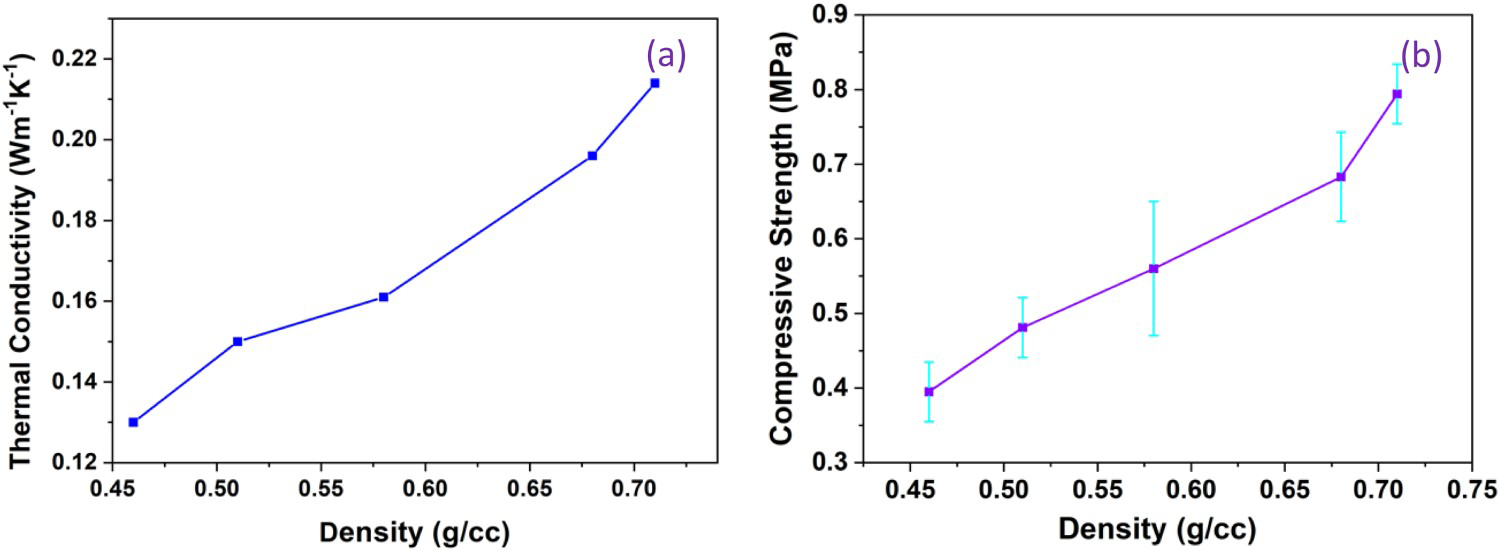
The representative compressive stress–strain curves of Compressive stress-strain graph of CF prepared at various MVBS solution concentrations. (a) Thermal conductivity and (b) compressive strength of CF, as a function of density.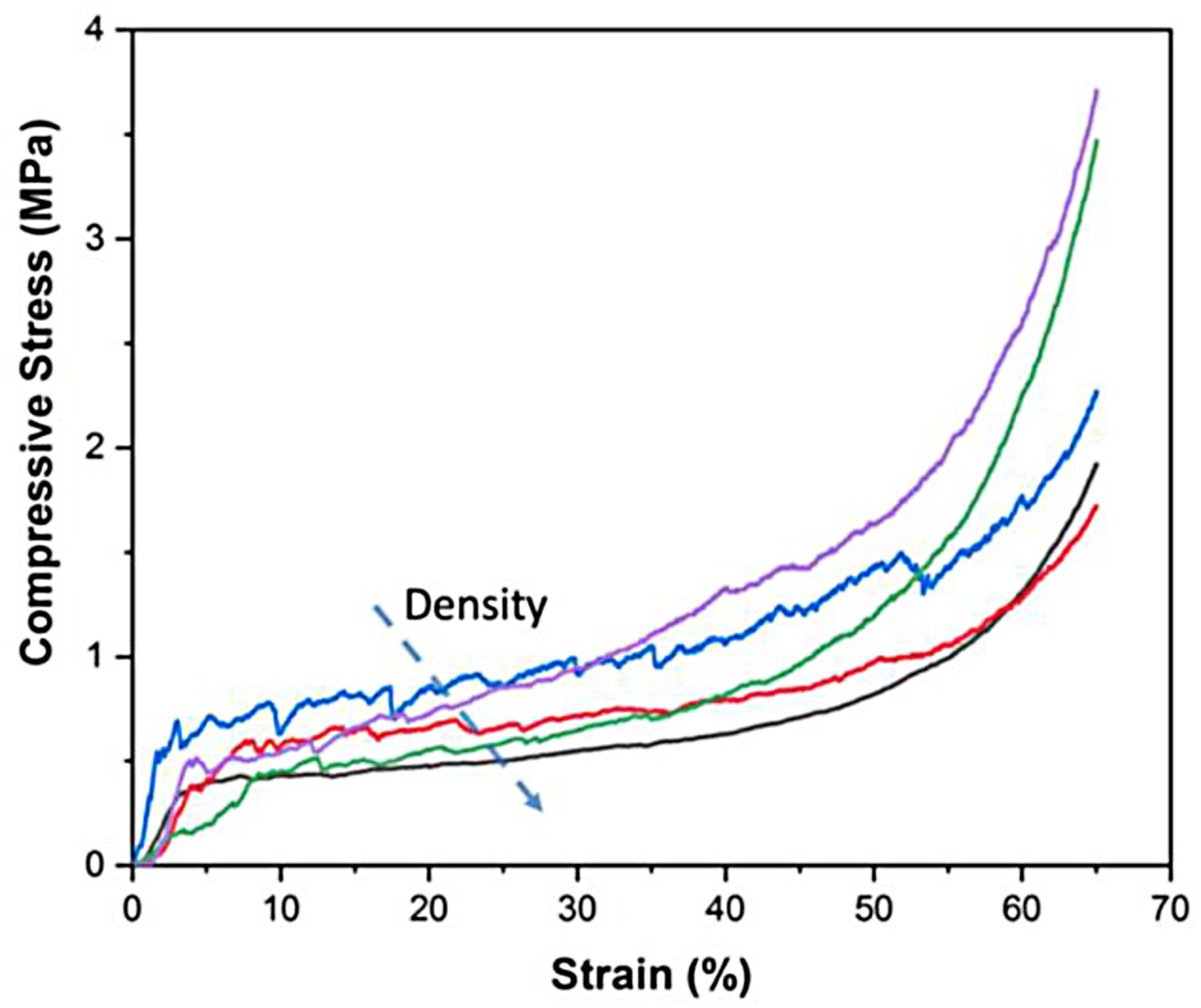
Effect of exposure to a high-temperature oxidising atmosphere
To evaluate the potential of the Oxidation TGA of ceramic wool and ceramic composite foam (CF) prepared at a MVBS solution concentration of 41 wt.%. SEM micrographs of the CF samples prepared at MVBS solution concentrations of (a) 29 wt.% (b) 41 wt.% and (c) 54 wt.% after heating in air atmosphere at 1300°C for 90 minutes.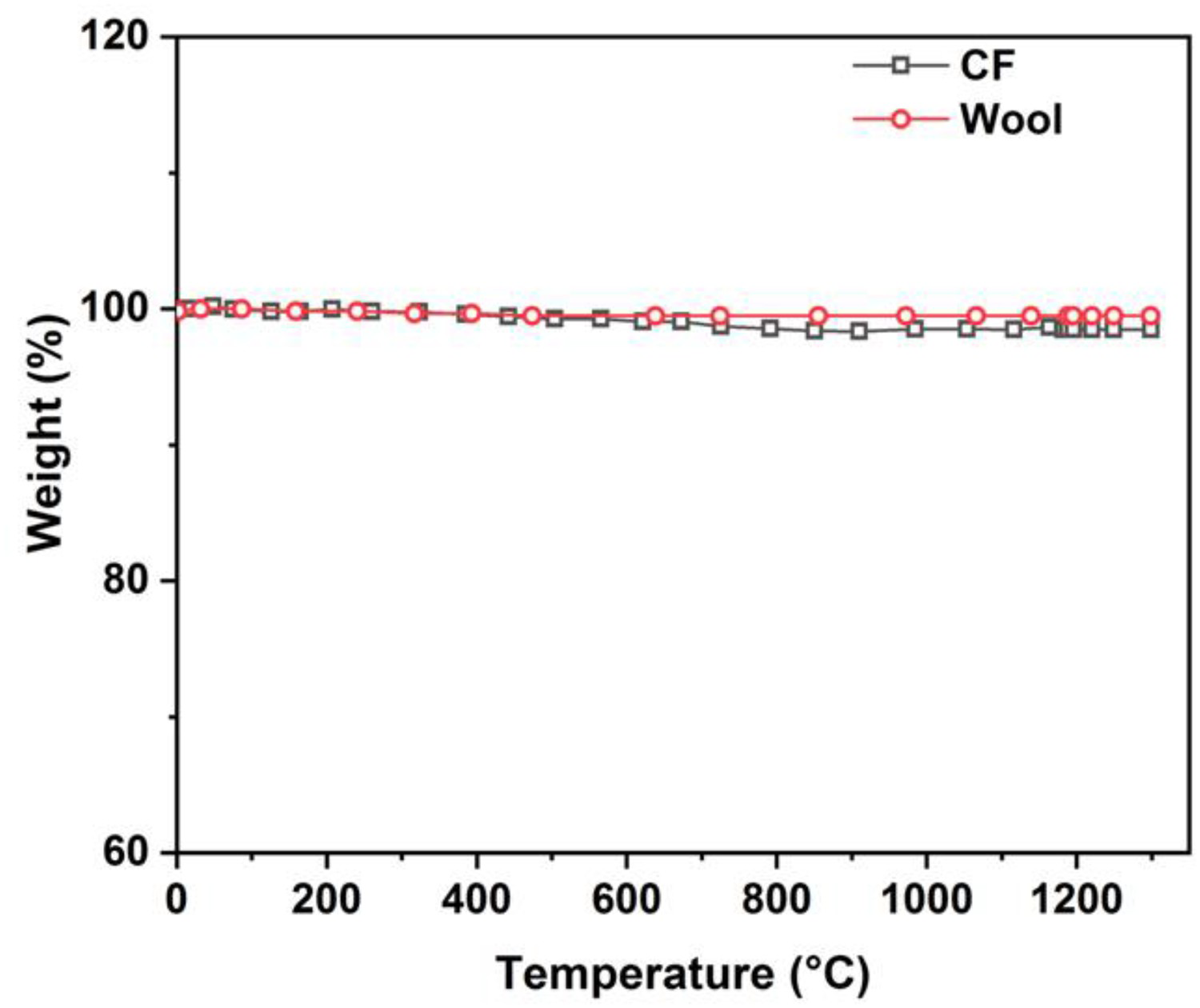
Conclusions
In this study, aluminosilicate fibers embedded SiBOC composite foams are realised for thermal protection applications up to 1300°C. MVBS solutions impregnated on a compressible aluminosilicate fiber preform were dried and subsequently heat-treated for cross-linking and ceramisation to produce ceramic composite foams (
Footnotes
Acknowledgements
The authors are thankful to Director VSSC and Director IIST for their support and encouragement.
Disclosure statement
No potential conflict of interest was reported by the authors.