
Abstract
Elevated temperature mechanical and tribological properties can be more relevant for practical wear situations than corresponding measurements at room temperature. However, high temperature nanomechanics and nanotribology is highly challenging experimentally. To overcome these challenges the NanoTest*** has been developed with active heating of the indenter and sample with resistive heaters, horizontal loading, patented thermal control method and stage design. By separately actively heating*** and controlling the temperatures of indenter and sample their temperatures can be precisely matched so that there is no heat flow and minimal/no thermal drift during the high temperature indentation,*** and measurements can be performed as reliably as at room temperature. Above 500 °C it is beneficial to use a cubic Boron Nitride indenter with gas purging to limit oxidation of samples. To achieve higher temperatures without indenter or sample oxidation an ultra-low drift high temperature vacuum nanomechanics/tribology system capable of testing to*** much higher temperatures has been recently developed (NanoTest Xtreme). The influence of time-dependent deformation on elevated temperature nanomechanical behaviour is discussed, using published results in Argon on glass-ceramic solid oxide fuel cell seal materials and previously unpublished nanoindentation measurements on single crystal silicon and polycrystalline tungsten using the NanoTest Xtreme in vacuum at temperatures up to 950 °C. Studies of the elevated temperature nano-/micro-tribological*** behaviour of wear-resistant*** nitride-based and MAX-phase coatings are also briefly reviewed.
Introduction
Thermal barrier coatings (TBCs) for turbine blades are required to operate above 1000 °C and coatings for cutting tools can experience temperatures well in excess of >500 °C due to frictional heating.1, 2 For applications such as these that involve high temperature contact, the mechanical properties at or close to the operating temperature are more important than those at room temperature. 3 It has been suggested that a suitable measure of high temperature behaviour is to retest thermally annealed samples at 25 °C after cooling but this only provides information on the thermal stability of the material being tested, and*** not on the changes in its mechanical properties due to enhancement of dislocation movement and creep processes occurring at operating temperatures. Many materials undergo temperature-dependent changes and high temperature nanomechanics can be used to (i) detect the exact temperature at which a transition occurs at the surface or in a thin film/small volume as opposed to a bulk measurement (ii) determine the quantitative changes in mechanical properties such as hardness and elastic modulus at the transition. Some examples of temperature-dependent materials properties studied by high temperature nanoindentation include (i) phase transitions on semi-conductors such as Si and Ge4, 5 (ii) glass transitions and recrystallisation in polymers and bulk metallic glasses)6, 7 (iii) superelasticity in NiTi 8 (iv) creep in Al alloys9, 10 (v) oxide scale formation in FeAl and TiAl intermetallics.11, 12
To obtain reliable data from high temperature nanoindentation it is required that (i) any thermal gradients are minimised/eliminated so that tests can be performed without thermal drift or other instrumental factors influencing the raw data (ii) elastic contact mechanics can successfully be applied to high temperature measurements where appreciable time-dependent non-elastic deformation more commonly occurs (iii) oxidative wear of tip and sample does not complicate the testing (iv) the instrument calibration has been validated on reference materials with known elastic properties at the temperatures of interest.
The first published measurements made significantly away from room temperature with a commercial nanoindentation system were by Smith and Zheng on a NanoTest in 2000. 13 The initial design featured resistive heaters and control thermocouples with horizontal loading to allow vertical convection to remove heat from the displacement sensor. To minimise/remove the thermal gradient, the indenter and the sample were heated separately to achieve an isothermal contact (temperature matching to avoid heat flow on contact) employing a dual heating approach previously shown to provide an improvement in data accuracy in high temperature microhardness tests. 14 Subsequently, dual active heating has been adopted in many high temperature nanoindentation studies, including the vast majority of those at over 300 °C. Initial test results at 750 °C were first reported on EB-PVD TBCs by Nicholls and co-workers in 2003 using a sapphire indenter. 15 These authors reported a 50% drop in hardness of the Zirconia/8wt% yttria (8YSZ) TBC between 25 and 750 °C ***consistent with large hardness decrease reported on 7YSZ coatings in hot microhardness studies at 1 N with a diamond indenter in vacuum the following year. 16 Since then many studies have proved the intrinsic stability of the approach but above 500 °C it is more challenging due to indenter and sample oxidation. Above 500 °C it is beneficial to use gas purging to limit oxidation of samples and use a cubic boron nitride (cBN) indenter, which, unlike diamond does not oxidise at the same temperatures. 17 The multifunctional instrumentation has the capability to perform a wide range of nanomechanical and tribological tests at elevated temperature including nanoindentation, creep testing, micro-pillar compression, micro-cantilever bending and ***nano-scratch, nano-wear, nano-friction and nano-impact tests. Table 1 illustrates the range of techniques, test atmosphere and indenter used with the current maximum published test temperatures for each type of test. The methodology for performing reliable high temperature nanoindentation measurements is discussed in Section 2. This is followed in Section 3.1 by three case studies that have been selected to show the critical importance of time-dependent behaviour in materials that show little or no time-dependence in their nanoindentation behaviour at room temperature.
Range of high temperature nano- and micro-mechanical test techniques

The final section includes two high temperature nano-/microtribology case studies. Tribological tests are commonly performed at room temperature. However, at high sliding speed, these tests are effectively high temperature wear tests due to the undefined increase in the temperature in the contact from frictional heating. When designing coating systems for high temperature wear protection,*** a promising alternative strategy is to perform controlled single-asperity tribology (nano- and micro-scratch tests) with control of sliding speed and test temperature.20, 23 This is designed to more closely simulate the contact scale, strain rate and temperature occurring in the actual contact situation whilst*** utilising a simplified geometry of single-asperity mechanics so that the contact pressure can be determined. An early report of friction measurement in elevated temperature microtribology with the NanoTest*** was by He and co-workers who investigated the friction of silver-bismuth alloys from room temperature to 280 °C sliding against a 25-μm*** end radius diamond. 24 Depending on the alloy composition either (i) a sharp decrease in friction on melting, or (ii) a general increase in friction with increasing temperature was observed, being explained by differences in microstructure and phase composition as a function of temperature. By changing the loading conditions and geometry (sharpness) of the test probe the tests can provide information on (i) interfacial friction at the nano-scale (ii) coating integrity under more highly loaded conditions as can exist in demanding applications. Examples of both are presented in Section 3.2.
Experimental design methodology for elevated temperature nanomechanics
The NanoTest system employs (i) active heating of the sample and the indenter (ii) horizontal loading to avoid convection at the displacement sensor (iii) patented stage design and thermal control method. 25 The effectiveness of the method to minimise/eliminate any thermal gradient by heating the indenter and the sample separately to achieve an isothermal contact is improved by precision control. This involves these steps for the indenter heating control side: (i) the indenter is heated to the target temperature by feedback control (ii) once the target temperature is reached the controller measures the average power supplied to maintain the target temperature (iii) the indenter is then supplied with this constant power during indentation. 25 Improving the dual active heating approach in this way to lock the power supplied to the indenter heater during indentation provides more stable temperature control than using active PID control for both sample and indenter during the indentation, which can result in less stability and fluctuations in the measured curves due to the differing thermal masses of the indenter and sample sides of the contact. In their recent review of the critical issues in high temperature nanoindentation, Wheeler et al. emphasised that precise matching indenter and sample temperatures has been consistently shown to be essential for eliminating thermal drift in high temperature nanoindentation. 26 Published data at quite moderate temperatures27, 28 show that measurements using sample-only heating may be subject to rather dramatic drift and instability. The thermal gradient increases at higher temperatures exacerbating the problem. A passively heated indenter will never completely reach the same temperature of the sample as it functions as a local heat sink. 26
An obvious prerequisite for reliable elevated temperature nanoindentation is stability so that measurements can be performed with little or no thermal drift. In their recent review, Wheeler et al. noted that thermal drift may be split into two components, frame drift and contact drift, and it is important to minimise both. 26 On its own, however, that is not sufficient to ensure that accurate elastic modulus measurements can be made and experiments may need to be designed with appropriate loading history to account for time-dependent behaviour and environmental control to minimise/eliminate sample and indenter degradation through oxidation. Loading history design and environmental control are discussed in more detail below.
Vacuum operation
To enable measurements in vacuum the NanoTest Xtreme differs from the standard NanoTest Vantage that is used for high temperature nanomechanical measurements in Argon purging. Modifications to the standard design include the exchange of the sample stage motors and the capacitive displacement sensor for vacuum-compatible equivalents. The instrument was housed within a high vacuum chamber*** equipped with pumps to achieve an ultimate vacuum level of 10−7 mbar. This high vacuum level is achieved with a Leybold/Oerlikon ultra-low vibration turbo-molecular pump equipped with magnetically levitated bearings. The elimination of gaseous atmosphere avoids convection allowing faster stabilisation than is possible in an enclosed gas environment, with radiative heating above ∼600 °C providing an additional mechanism for equalisation of tip and sample temperatures, becoming increasingly effective above 850 °C.
Influence of time-dependent deformation on high temperature nanomechanics
The international standard for depth sensing indentation, ISO 14577 (1-4), 29 provides guidelines for accurate hardness and elastic modulus measurements noting that the load-history should be designed so that any time-dependent deformation during unloading does not influence the accuracy of the elastic modulus determined from the unloading curve. Whilst important at room temperature, as the test temperature increases it becomes even more critical since typically significant creep occurs when the nanoindentation test is performed at high homologous temperature (T/Tm > 0.6). Longer testing times place greater requirements on the thermal stability of the instrumentation. Provided the test instrument has sufficiently high stability, lower loading rates and/or longer hold time at peak load can be employed to ensure the accuracy of the elastic modulus measurements.20, 30 For the hard ceramic coatings such as TiAlN used on cutting tools creep is not too significant at 500 °C (typically creep strain ∼0.02–0.05) but on other samples (e.g. solders 31 and polymers 5 ) considerable time-dependent deformation can occur at lower temperatures (creep strain much larger than 0.1). Under these conditions, care in experimental design must be taken to ensure the accuracy of the elastic modulus measurements. The following sections provide examples on different materials where appreciable indentation creep is not found at room temperature but occurs at high temperature. The tests were all performed with cBN as the indenter material, in Argon for the glass-ceramic seal material using a NanoTest Vantage and in vacuum using a NanoTest Xtreme for the silicon and tungsten studies.
Creep of thermally aged glass-ceramic seal material at 25–750 °C
Solid oxide fuel cells (SOFC's) are an increasingly popular high efficiency form of energy conservation. Key to their performance and reliability is a hermetic seal which separates the fuel and air sides of the cell. SOFC's operate at around 800 °C and at this temperature creep of the hermetic seal material can lead to early failure. Milhans and co-workers studied the mechanical properties of G18, a SOFC glass-ceramic seal material, at 25–750 °C using a cBN indenter. 17 To improve their high temperature mechanical properties the samples were subjected to a thermal ‘pre-ageing’ process at 800 °C. Hardness, elastic modulus and creep behaviour of samples previously this temperature for 4 h or 100 h were contrasted at test temperatures from room temperature up to 750 °C. G18 is a multi-phase glass-ceramic with initial crystallinity of 54% after 4 h sintering rising with longer heat treatments. It displays some viscoplastic behaviour with a glass transition temperature in the region of 620 °C. Tests were performed to 50 mN peak load, loading and unloading at 5 mN/s, and to 120 mN, loading and unloading at 25 mN/s. For both peak loads there was a 120 s hold period to improve the accuracy of the modulus measurements and to investigate the time-dependent response. Figure 1 shows a the indentation creep at 120 mN for SOFC glass-ceramic seal material after aging at 800 °C for 4 h and b the influence of aging duration on indentation creep behaviour at the same peak load. A clear influence of the duration of pre-ageing was observed at 550 °C, with the sample exposed to 100 h ageing showing minimal creep and the 4 h sample showing significant creep with a pronounced decrease in hardness. In the region of the glass transition temperature there is a sharp decrease in hardness, a smaller decrease in elastic modulus and the onset of significant creep for both samples though this is smaller for the sample aged for 100 h. The indentation response was dominated by viscoplasticity at 750 °C with further increases in creep and sharp decreases in hardness and elastic modulus, though the 100 h sample maintained its improved properties. The elastic modulus measurements showed that at room temperature the sample aged for 4 h was stiffer but by 550 °C the 100 h added sample was stiffer. This switch in the relative moduli with temperature with aging duration is consistent with a similar switch reported in high temperature modulus measurements using dynamic resonance. 32 At room temperature G18 aged for 1000 h is less stiff than 4 h aged G18, and remained so up to ∼500 °C but became more stiff at higher temperatures, with the complex behaviour being interpreted in terms of the combined effects of aging, micro-void formation and self-healing of the glassy phase. 32
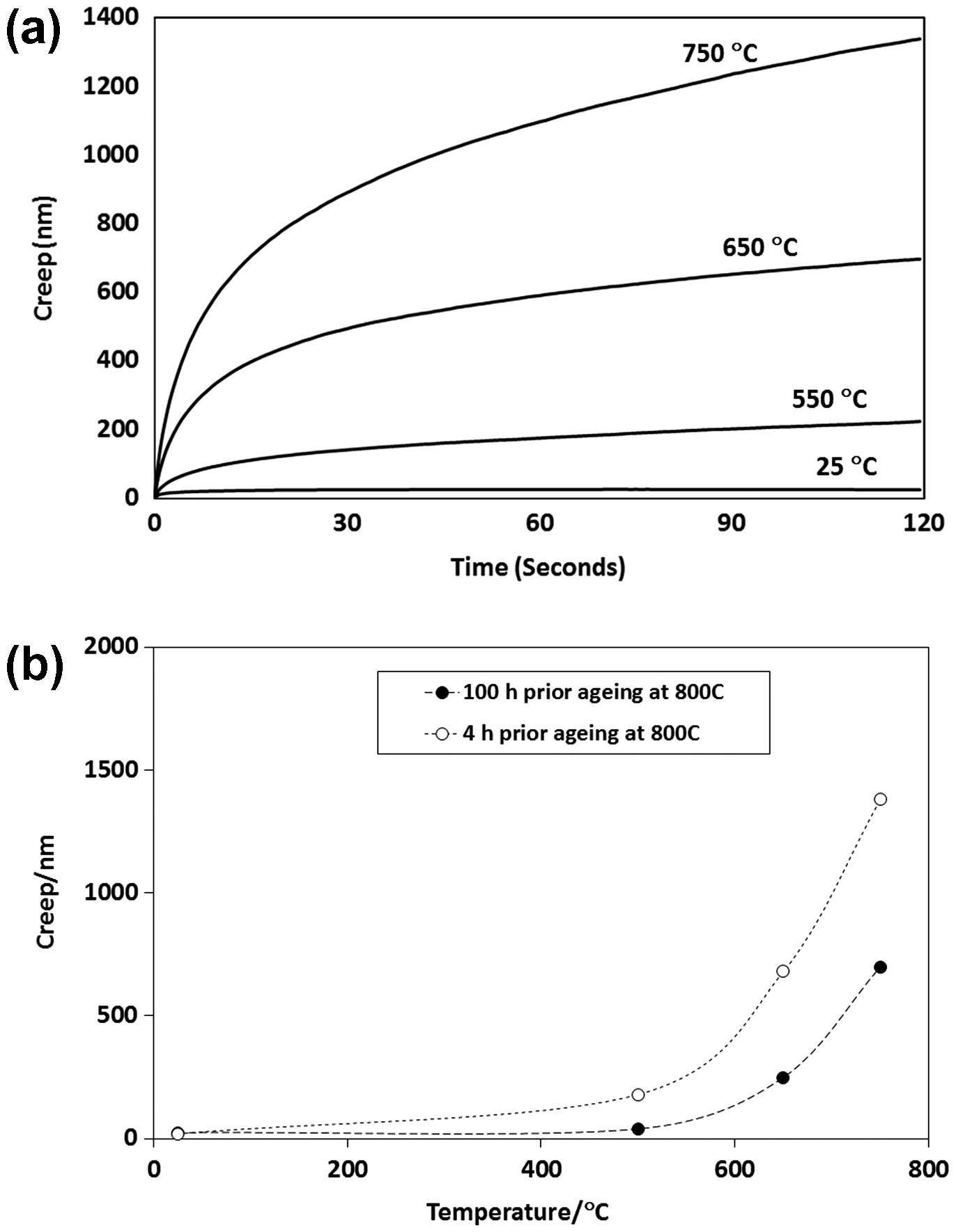
a Creep at 120 mN for SOFC glass-ceramic seal material after aging at 800 °C for 4 h. b Influence of aging duration on indentation creep behaviour at 120 mN. Measurements performed in Argon with a cBN indenter.
Rate dependence of Si(100) in the range 500–650 °C
Silicon exhibits highly complex mechanical and tribological behaviour. At room temperature it exhibits little or no conventional plasticity and its deformation at higher load is dominated by phase transformation and fracture. It is now well established that a phase transformation from semiconductor to metallic behaviour takes place beneath the contact site in a nanoindentation test at room temperature and that the characteristic ‘pop-out’ event occurring during unloading is a consequence of that phase transformation and its accompanying volumetric expansion. There is no appreciable creep although the load at which a pop-out occurs and the type of pop-out (e.g. elbow or full pop-out) varies with unloading rate since this affects the kinetics of the phase transformations that occur during unloading.5, 33 Although its hot microhardness has been studied, 5 little is yet known about its high temperature behaviour at smaller scale where fracture during loading is greatly reduced. Raman micro-analysis of high temperature Vickers indentations at 25–750 °C has provided evidence of transformation into a high-pressure metallic Si phase (Si-II) up to ∼350 °C and surface cracking to ∼550 °C. 5 Above ∼350 °C the metallic phase is absent and the hardness of Si is thought to be controlled by dislocation glide in Si-I. Microhardness measurements show two regions (i) low temperature regime, from 25 to ∼375 °C where there is minimal decrease in hardness with increasing temperature (ii) above ∼375 °C where the hardness drops dramatically. By performing nanoindentation experiments at high temperatures it is possible to investigate the temperature dependence of the pop-outs and study rate dependence that is absent at room temperature, and confirm the change in deformation mechanism over the temperature range.
Using a NanoTest Xtreme, tests were performed in vacuum at 500 and 650 °C using a well-worn cBN Berkovich indenter with end radius >1 μm. Due to the excellent thermal stability it was possible to use slow loading and unloading rates, for the tests at 500 °C the loading rate was 1 mN/s and at 650 °C it was 2 mN/s. There was a 60 s hold at peak load for creep and an additional hold at 90% unloading. Figure 2 shows nanoindentation curves to a peak load of 100 mN at 500 and 650 °C. It is clear that at 500 °C there is significant softening, creep and the pop-out during unloading is absent. The absence of a pop-out at this temperature is consistent with the hardness being below the pressure required for phase transformation and the Si deforms instead by plastic flow. 4
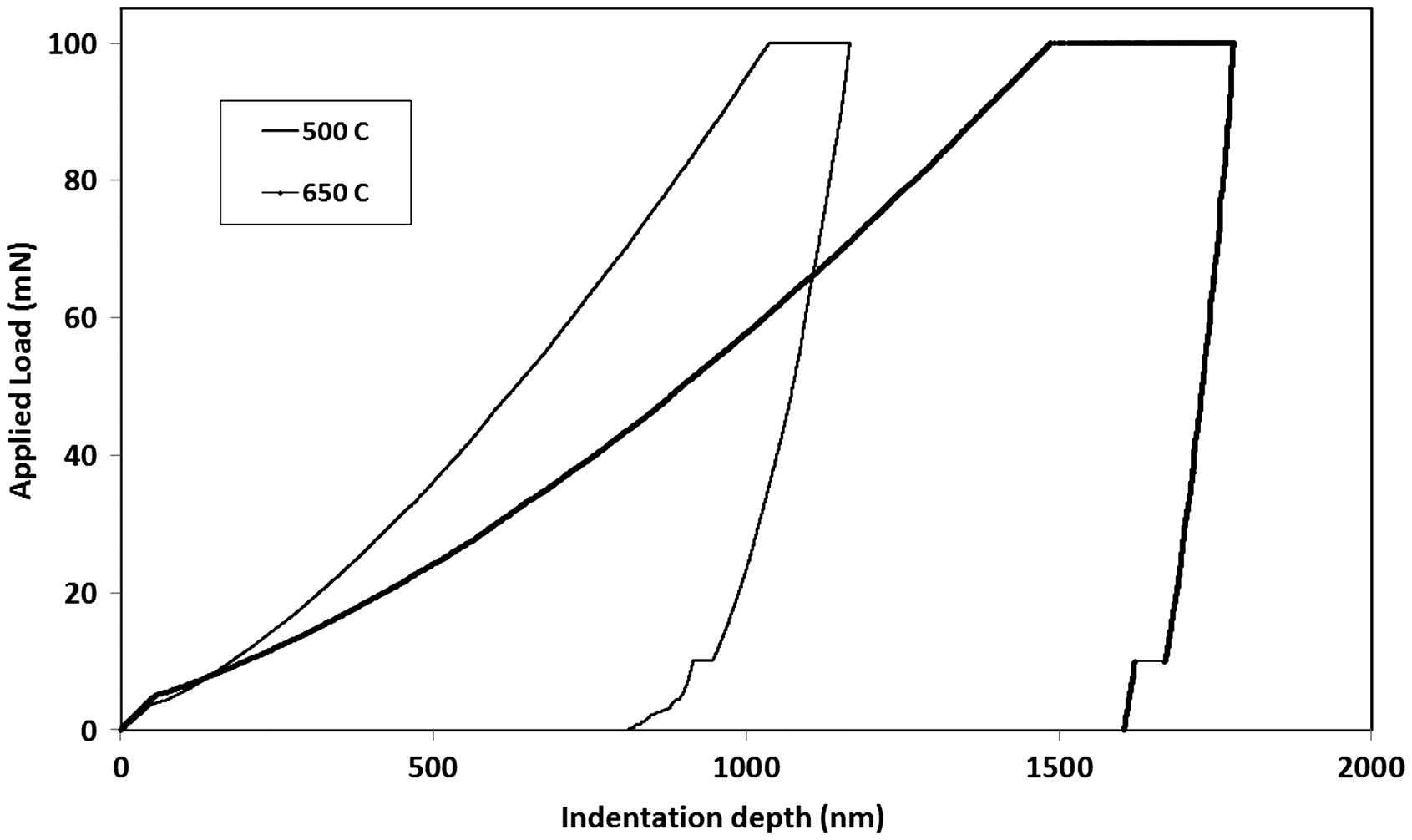
Nanoindentation curves on Si(100) to a peak load of 100 mN at 500 and 650 °C.
As the temperature increases to 650 °C further softening and more pronounced creep is observed. The decrease in hardness between 500 and 650 °C (decreasing by ∼70% over this interval) is even larger than that previously reported in hot microhardness tests. 5 This is due to the influence of dramatic creep in the 60 s load at peak load in the nanoindentation tests. Appreciable creep recovery occurs during the hold at 90% unloading. At 650 °C the rate sensitivity was investigated over the load range 50–200 mN. As an example, Figure 3a shows tests to 200 mN loading at 2 and 10 mN/s. At this temperature Silicon displays clear rate sensitivity during loading and hold at peak load but the hardness and elastic modulus determined after the hold at peak load do not show rate effects. The occurrence of rate sensitivity in Silicon is consistent with the change in deformation mechanism from the phase transformation controlled behaviour at room temperature and with previous reports of strain rate sensitive shear flow stress in this temperature range. Figure 3b shows the increase in depth due to creep during the 60 s hold at peak load. When the slower load ramp is used there was more time for time-dependent deformation to occur during the loading segment, and consequently the time-dependent deformation occurring during the hold period is lower.
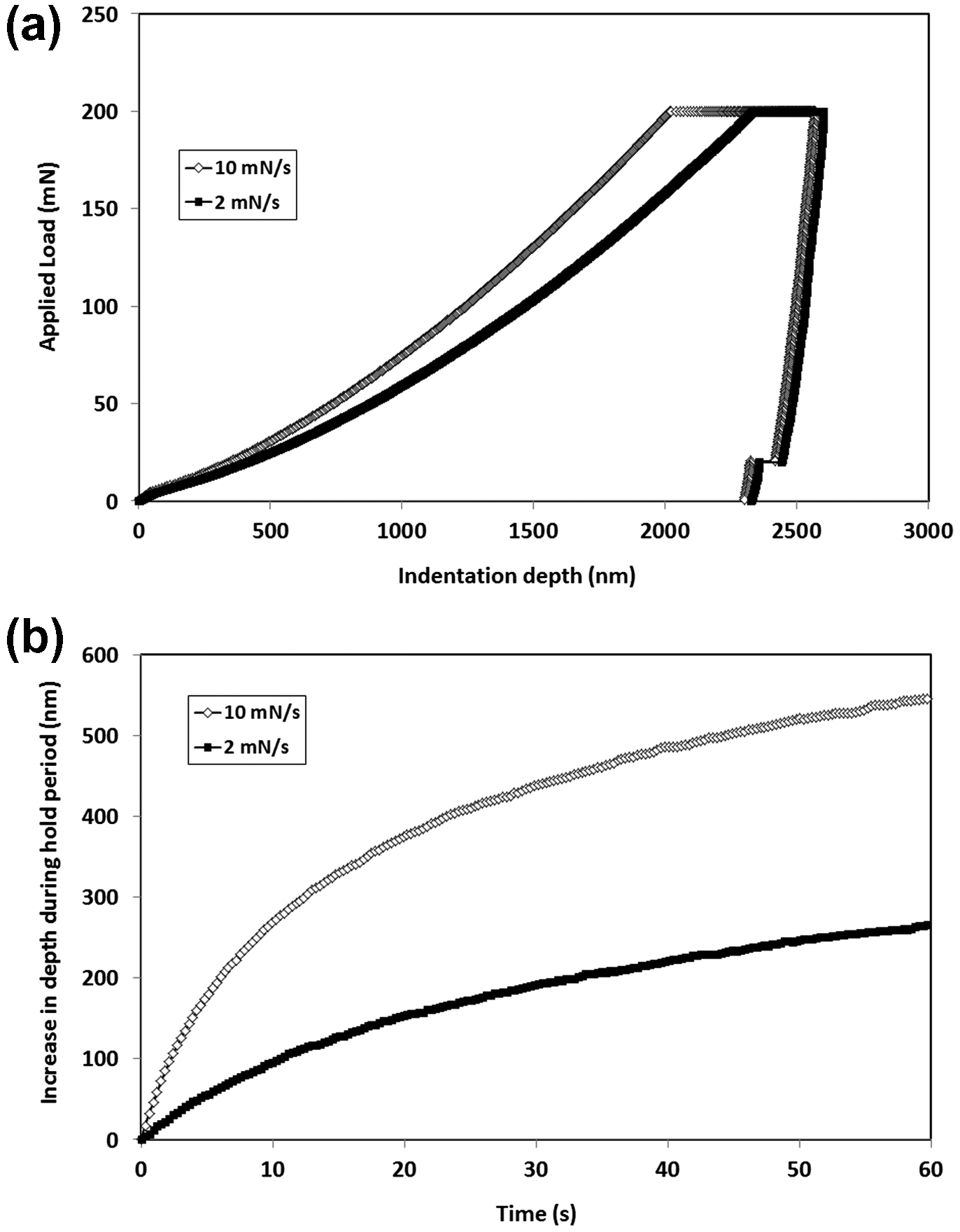
a Influence of the loading rate on the indentation behaviour of Si(100) at 650 °C. b The corresponding indentation creep from the curves in a i.e. at 200 mN on Si(100) after loading at 2 and 10 mN/s at 650 °C.
High temperature properties of tungsten to 950 °C
Tungsten is being considered as the main plasma-facing material in a fusion reactor with expected operating conditions of up to 700 °C at the first wall and 500 °C at the divertor. 18 These components will be subject to irradiation damage by alpha particles and fast neutrons and as vacancy mobility in tungsten is more significant over 530 °C this may influence damage structures and mechanical properties. Until recently studies of irradiation damage in tungsten had only been performed at room temperature. Using a NanoTest Xtreme, Gibson and co-workers reported the elevated temperature properties of unimplanted and He-implanted tungsten by nanoindentation in vacuum to 750 °C. 18 Thermal drift was reported, with 93% of measurements at 750 °C being <0.15 and <0.01 nm/s at this temperature in some cases. The hardening effect of the implantation present at lower temperatures was found to be negligible above 450 °C. Data were also compared to conventional (i.e. non-depth sensing) hot microhardness tests. Although there was a clear indentation size effect, with the nanoindentation hardness being higher, both sets of measurements showed a clear knee at 300 °C above which the rate of decrease of hardness with temperature slows dramatically.
More recently the maximum nanoindentation temperature has been extended by 200 to 950 °C and the temperature dependence of the indentation creep, plasticity index and elastic modulus have also been studied with the NanoTest Xtreme operating in high vacuum. 34 Tests were performed to a peak load of 160 mN, loading in 15 s, hold at peak load = 30 s, unloading in 5 s, hold at 90% unload for thermal drift correction (typical thermal drift at 950 °C was 0.1 nm/s or less).
Figure 4a shows the temperature dependence of the nanoindentation behaviour over the range 750–950 °C. Although there is little difference in the loading curve the time-dependent deformation clearly increases with temperature over this range. The corresponding increase in depth (creep) during the 30 s hold at peak load is shown in Figure 4b. This enhanced creep has an influence on the hardness derived from unloading curve analysis, which decreased from 2.3 GPa at 750 °C to 1.9 GPa at 950 °C. Due to the presence of an indentation size effect in tungsten the absolute values are higher than measurements at higher load in conventional hot hardness tests,18, 35 but after normalising to the room temperature values they are in reasonably good agreement. It was also found that an improved experimental design with a longer hold period at peak load improves the accuracy of elastic modulus measurements by allowing the sample to creep out more before unloading, as is recommended in ISO14577. Alternatively, the data with a relatively short (e.g. 30 s) hold period can be analysed analytically 34 and the resultant Elastic modulus of ∼370 GPa at 950 °C is in excellent agreement with literature. 36
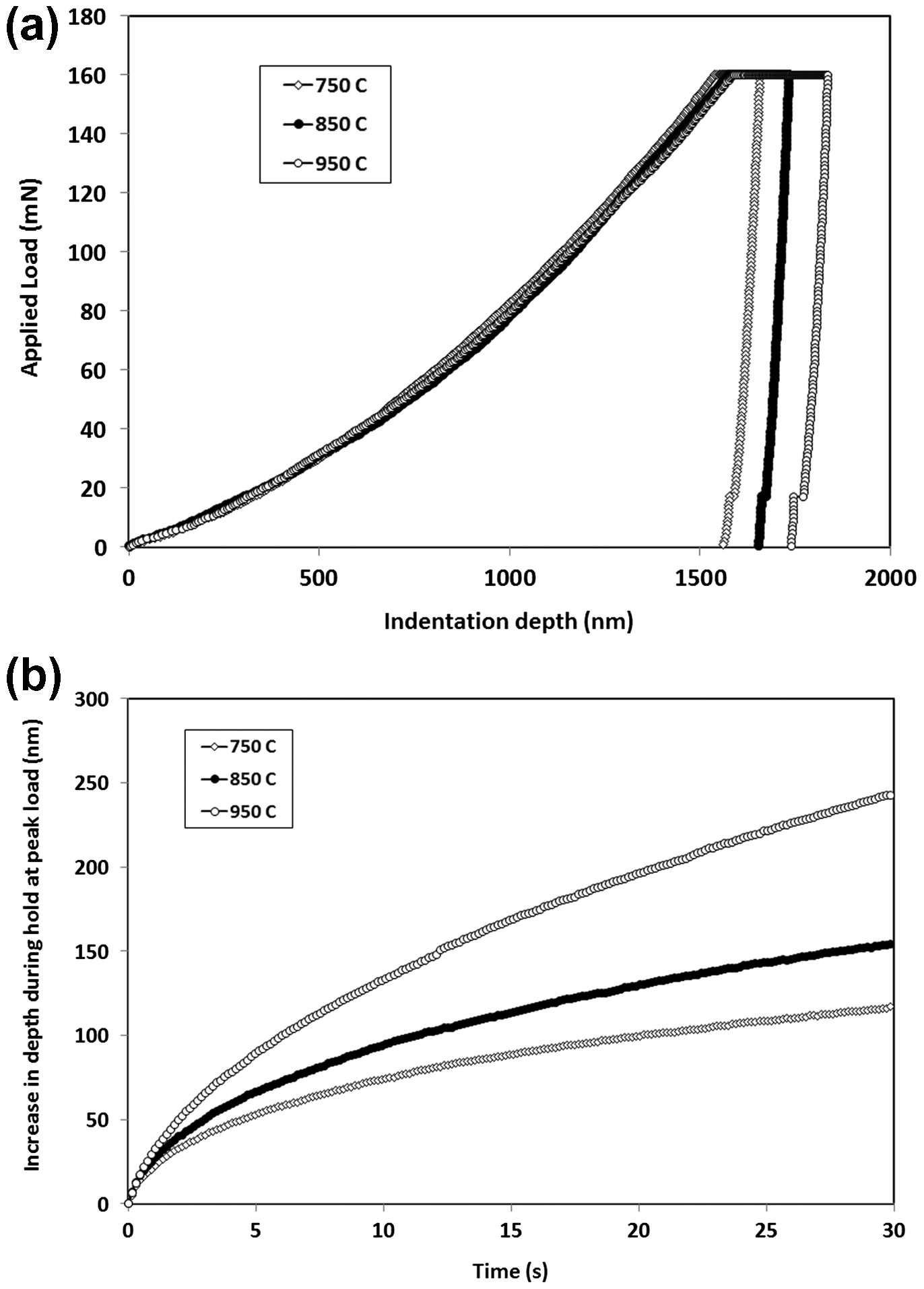
a Nanoindentation at 750–950 °C on polycrystalline tungsten. b Nanoindentation creep at the peak load of 160 mN at 750–950 °C on polycrystalline tungsten.
High temperature nano- and micro-tribology
By changing the loading conditions and geometry (sharpness) of the test probe the tests can provide information on (i) friction in constant low load sliding (ii) coating dominated micro-wear in high load repetitive micro-scratch (micro-wear) tests or (iii) the critical load to failure in progressive load micro-scratch tests (e.g. 0–30 N) which is controlled by the mechanical properties of the coating and substrate as well as the strength of interfacial bonding. In the first example below a large radius probe was used at a sufficiently low load that the nominal contact pressure was <1 MPa and the interfacial friction could be measured directly. In the second example much higher load and smaller probe radius were used so that the high temperature coating behaviour under more severe contact conditions (contact pressures at failure ∼8 GPa) could be studied.
Elevated temperature nanoscale friction from 25 to 750 °C
Smith and co-workers have studied the nanoscale frictional behaviour of coatings deposited on silicon when sliding against a 350 μm radius tungsten carbide indenter at 25, 400 and 750 °C. 19 The coatings were chosen for their intrinsic interest as high temperature materials in tribological applications and as macro-scale data on related systems and room temperature tribological data existed for comparison. Tests were performed at very low contact pressure so that the ploughing contribution to the total measured friction, which can be the more dominant term at higher contact pressure, was minimised and the interfacial friction could be measured directly.
The friction and surface roughness of a subset of the coatings studied is summarised in Table 2. After heating to 750 °C the samples showed signs of significant degradation, though this was lower on the MAX-phase Cr2AlC coating. The surface roughness measured at temperature during sliding increased by more than a factor of 10 between 400 and 750 °C for the TiN and TiFeMoN coatings. The maximum friction was observed at 400 °C for all the coatings studied. A maximum friction coefficient for TiN films sliding against silicon nitride has previously been observed in tests at larger length scale at 400 °C. 37 The reduction in friction above 400 °C was attributed to oxidation of the TiN coating to produce lubricious surface oxides and oxidation-associated surface roughening. TiN thin films are known to oxidise well below 750 °C38–41 producing a non-protective rutile overlayer. Münz reported an oxidation onset temperature of 550 °C, 39 with later studies noting the formation of a thin oxide layer at 500 °C or a thin and dense overlayer at 500 °C.40, 41 MAX-phase materials are being explored as potential new high temperature materials for turbine blades and as solid lubricants so there is interest in their elevated temperature friction and wear behaviour. In this study they showed improved stability resulting in reduced surface roughness at 750 °C. They also showed a smaller reduction in friction between 400 and 750 °C, consistent with reduced oxidation.
Variation in the nano-scale friction coefficient and surface roughness vs. temperature for coatings sliding against tungsten carbide a
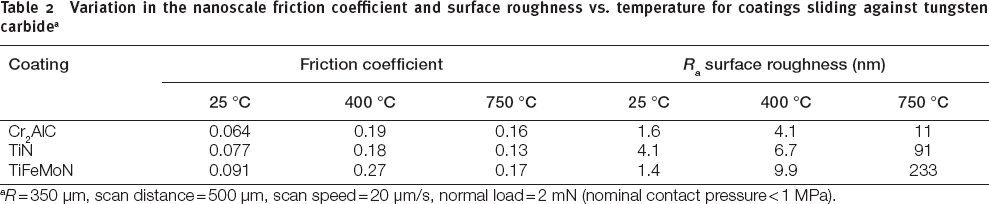
R = 350 μm, scan distance = 500 μm, scan speed = 20 μm/s, normal load = 2 mN (nominal contact pressure < 1 MPa).
Elevated temperature micro-scratch testing to 600 °C
Coating fracture and delamination can be life-limiting in high temperature applications where highly loaded mechanical contact occurs, such as in dry high speed metal cutting. By choosing an indenter with suitable sharpness the micro-scratch tests can be designed so that the peak stresses are located close to the coating-substrate interface and the strength of coating-substrate adhesion at elevated temperature can be evaluated. Table 3 shows the variation with temperature in the critical load for the first crack (Lc1) and total coating failure (Lc2) in micro-scratch tests with a 25 μm end radius diamond probe of different commercial coatings on highly polished WC-Co cutting tool inserts. Data on AlCrN and TiAlN are shown together with previously unpublished data on AlTiN acquired at the same time. Increasing the Al:Ti ratio has a large effect on the high temperature behaviour. The higher critical load on AlCrN is related to its improved high temperature hardness and thermal stability. 42 Using a larger radius probe (R ∼50 μm) a similar improvement in the micro-scratch behaviour of as-deposited AlTiN and AlTiN coatings previously annealed at 900 °C was observed as the temperature increased over the temperature range 25–600 °C. 20
Variation in the critical load in the micro-scratch with test temperature for commercial nitride coatings on WC-Co a

Micro-scratch probe = spheroconical diamond with 25 μm end radius.
Conclusions
To perform reliable nanomechanical measurements without indenter or sample oxidation an ultra-low drift high temperature vacuum nanomechanics/tribology system capable of testing to much higher temperatures has been recently developed (NanoTest Xtreme). The influence of time-dependent deformation on elevated temperature nanomechanical behaviour is investigated, using published results in Argon on glass-ceramic SOFC seal materials and previously unpublished nanoindentation measurements on single crystal silicon and polycrystalline tungsten using the NanoTest Xtreme in vacuum at temperatures up to 950 °C.
Studies of the elevated temperature nano-/micro-tribology of wear resistant nitride-based and MAX-phase coatings have revealed the presence of stiction and the potential importance of oxidation-induced roughening on the nano-scale friction. Elevated temperature micro-scratch tests on hard nitride coatings have shown that higher Al-fraction coatings can display improved high temperature behaviour under more highly loaded conditions.
The new developments in high temperature test capability have the potential to open up new research areas – very high temperature nanomechanics and nano/microtribology – previously limited by lack of suitable instrumentation, and to provide coatings design data under more relevant application conditions.
Footnotes
Acknowledgements
DEJA acknowledges The Royal Academy of Engineering for a Research Fellowship at the University of Oxford and the Culham Centre for Fusion Energy for funding via a Research Fellowship at St Edmund Hall, Oxford.
Funding
This work was supported by the Culham Centre for Fusion Energy for funding via a Research Fellowship at St Edmund Hall, Oxford.