
Abstract
This paper investigates the strong coupling between friction power losses and film thickness that prevent from clearly identifying the mechanism of scuffing through classical test procedures. As the film thickness appears of great influence on the phenomena, a new test method is presented, allowing scuffing initiation study with the film thickness as a key parameter. This new test method allows film thickness variation with minimal friction losses and bulk temperature variations. This procedure has been developed with nitrided steels and a synthetic base oil on a twin disks test rig. Even though asperity contact is considered necessary in literature for scuffing, the test result shows that it can be reached in full film lubrication, potentially through the collapse of the oil film. Different test methods allowing triggering scuffing through different parameters are identified, which shows that a variety of parameters is able to influence scuffing.
Keywords
Introduction
Gear scuffing is commonly defined by localized welding of contacting surfaces with a material transfer under severe operating conditions [1]. This subject has been widely studied, as it is a sudden destructive failure that may lead to the ruin of a mechanical transmission. Several reviews on this topic can be cited like Dyson [1,2], Grosberg [3], Bowman and Stachowiak [4], Ludema [5] or Castro and Seabra [6]. From the literature, two main approaches can be identified: power-based and oil film-based.
A first trend was based on the hypothesis that scuffing occurs once a critical friction power loss is reached in the contact. The main first attempt to explain scuffing is given by Almen [7–9] with the pressure times sliding velocity (PV) criterion. Two major criteria were built on this base and accounting for the friction coefficient: the Friction Power Intensity (FPI) and Friction Power (FP) by Matveevsky [10,11]. These concepts were later adapted to thermal considerations with the flash temperature for line contact by Blok [12,13] and for elliptical contact by Muzychka and Yovanovich [14] with the estimation of the instantaneous and localized temperature rise occurring in a fully lubricated contact. This last criterion highlights the importance of the bulk temperature for scuffing understanding.
As most of the gears operate under a mixed lubrication regime, another main approach to analyze scuffing is based on the concept that asperity contact is necessary for scuffing initiation, hence the question of the lubrication regime. Scuffing may occur when the lubricant film thickness is insufficient to provide suitable separation of the contacting surfaces, either when the operating conditions do not allow for sufficient film or by its breakdown [15].
The reduced film thickness defined by Tallian [16,17], generally used to define the lubrication regimes, has been used as a scuffing criterion [1,6,18]. This parameter compares the minimal film thickness to the roughness of the surfaces.
To investigate gear scuffing, most studies include experimentations performed on different test rigs such as four-ball [19,20], ball on disk [21,22], twin disks [23–25] or back-to-back gear test rigs [6,18,26,27]. As knowledge on this failure develops and grows, a number of parameters influencing gear scuffing can be listed:
normal load, contact pressure, sliding and entrainment speeds, surface roughness and finish, hardness and material properties, lubricant type, viscosity, additives, flow rate, bulk temperature, friction coefficient, etc.
As the mechanism of scuffing is not fully understood, further work through a physics-based approach is required. In the first part, this paper presents the physical mechanisms at work during commonly used test procedures for scuffing investigation and identifies the strong coupling between parameters. In the second part, a new test method allowing isolating the influence of film thickness on scuffing initiation is presented. As scuffing seems to be achievable through different parameters, an additional test highlighting the importance of bulk temperature is introduced. Finally, the complexity of this type of failure is discussed.
Traction tests
Most test procedures in literature aim to voluntarily increase the dissipated power through the normal load and/or the sliding speed either gradually or continuously until scuffing occurs [23,25,28].
During this type of procedure, friction losses Q (see following equation) are driven up by the increase of either load or sliding speed.

 is the normal load,
is the normal load,
 is the friction coefficient and
is the friction coefficient and
 is the sliding speed.
is the sliding speed.
This dissipated power in the contact will result in heat flow through the material inducing temperature rise. Such a link between dissipated power and temperature in mechanical transmissions can be observed during back-to-back gear tests where the augmentation of the load stage induces higher bulk temperatures and hence oil bath temperatures [6] (Figure 1).
Evolution of the oil bath temperature with the applied load k (FZG stage), from Ref. [6].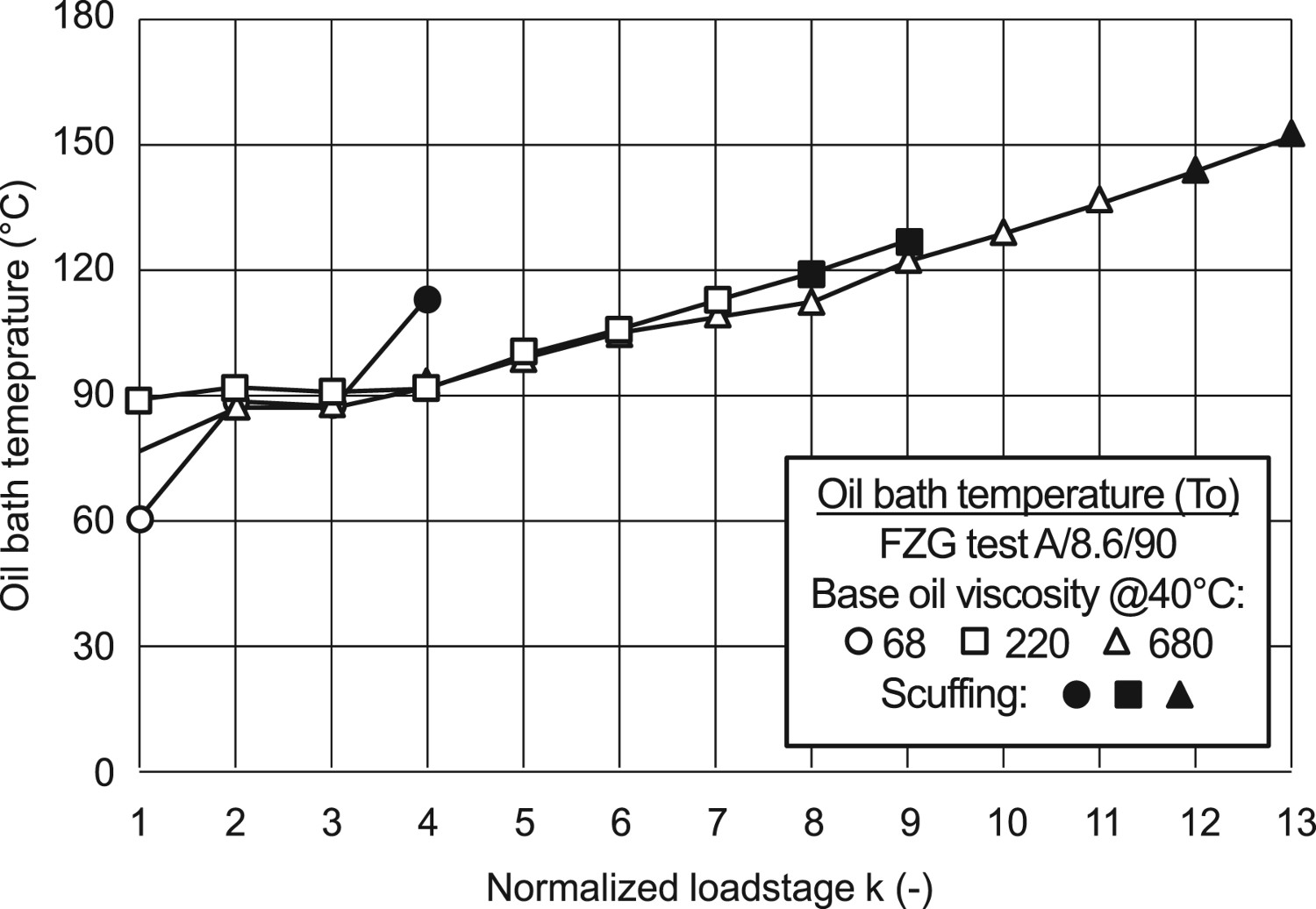
The same coupling can be observed on various test rigs such as twin disks machine or ball on disk, over different test methods. A common test procedure among them is the traction test. This procedure consists in keeping the normal load, oil injection temperature and mean velocity at constant values while the sliding speed is increased continuously until scuffing occurs or a predefined Slide-to-Roll Ratio (SRR) is reached.
Following this method, Isaac et al. [23] performed scuffing tests on disks with transverse roughness (Ra
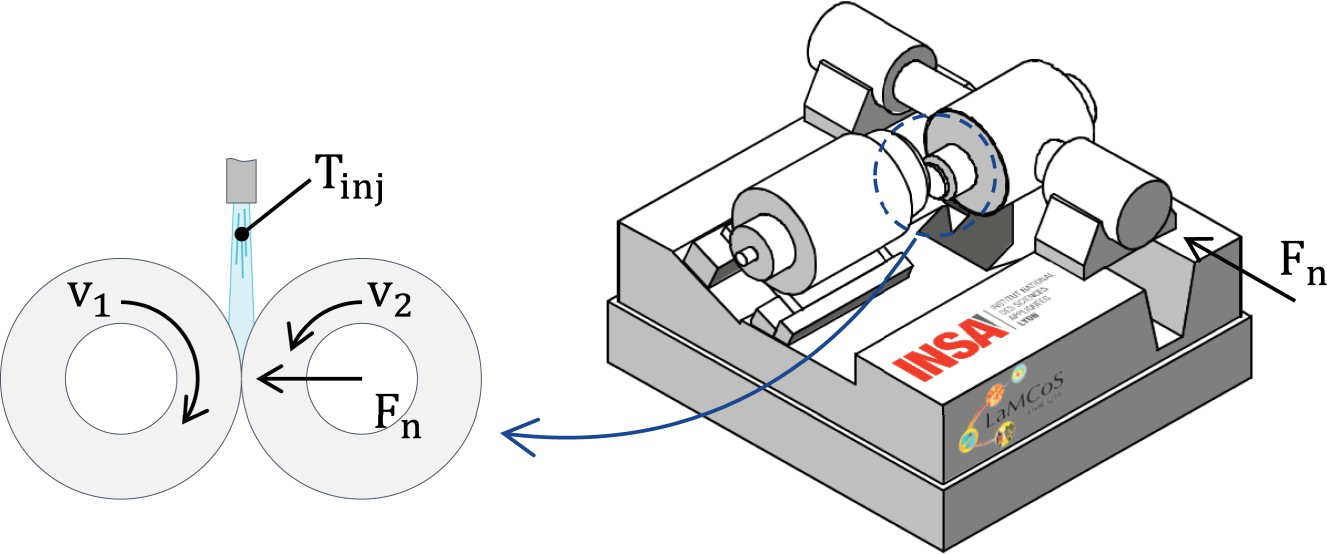
Presentation of the test rig. 0.4 µm) representative of a gear application with a MIL-L-699-PRF type lubricant (containing additives). The test rig used was composed of two independently driven motors with one of them being free in translation allowing the application of the intended load on the disks (Figure 2). This test rig allows for friction measurements under controlled operating conditions and has been adapted for bulk temperature measurements. Detailed descriptions of the test rig can be found in Refs [29] and [23].
0.4 µm) representative of a gear application with a MIL-L-699-PRF type lubricant (containing additives). The test rig used was composed of two independently driven motors with one of them being free in translation allowing the application of the intended load on the disks (Figure 2). This test rig allows for friction measurements under controlled operating conditions and has been adapted for bulk temperature measurements. Detailed descriptions of the test rig can be found in Refs [29] and [23].
Three experiments from [23] are presented in Figure 3. All tests were performed at a maximum Hertz contact pressure
(a) Friction coefficient and (b) bulk temperatures obtained with rough surfaces, from Ref. [23]. of 1.6 GPa and an entrainment speed
of 1.6 GPa and an entrainment speed
 of 21.9 m/s.
of 21.9 m/s.
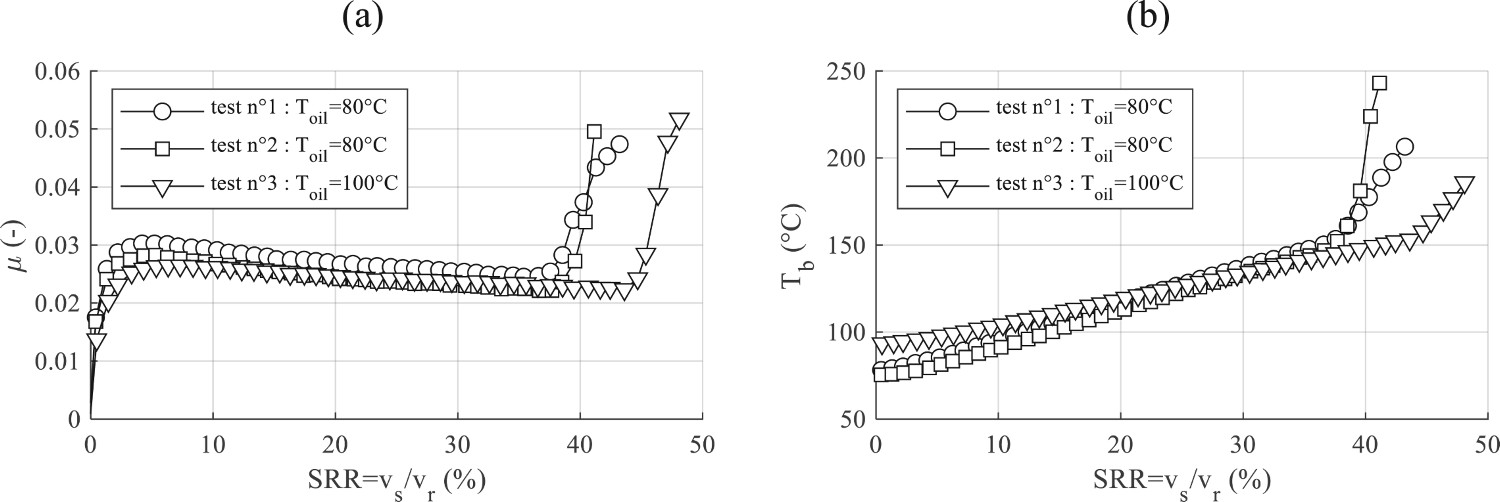
The first two tests, performed in the same conditions for repeatability, scuffed at similar SRR value (
 37%). The third test was performed with a higher injection temperature and scuffed at higher SRR (
37%). The third test was performed with a higher injection temperature and scuffed at higher SRR (
 44%). Detailed analysis can be found in Ref. [23].
44%). Detailed analysis can be found in Ref. [23].
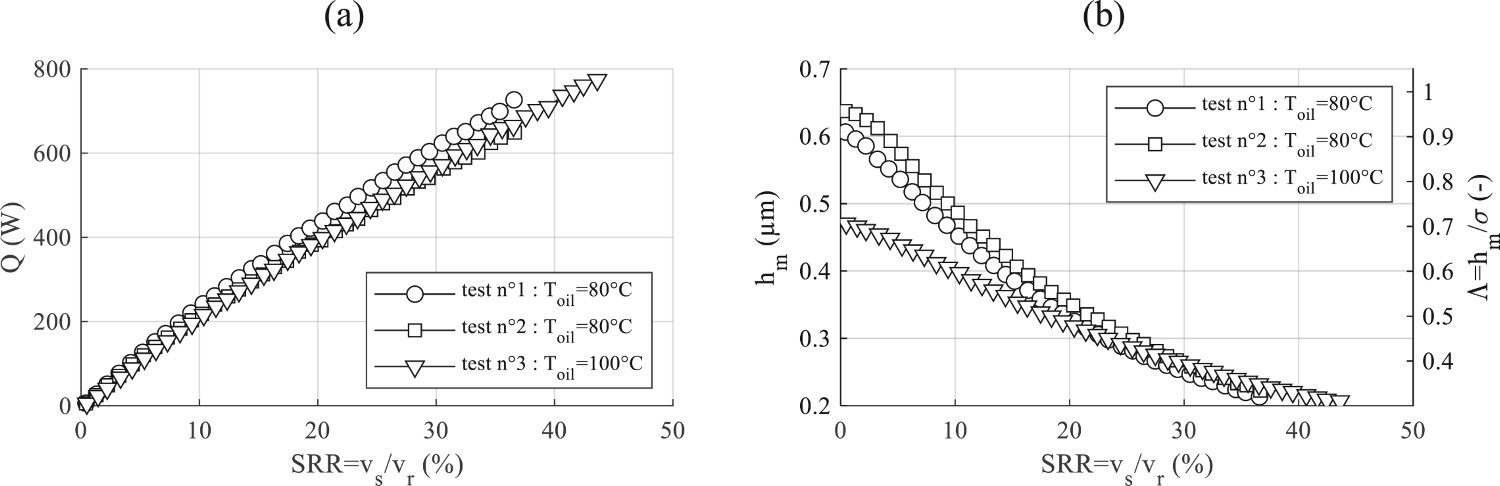
For all tests, the continuous increase in sliding directly affects the friction losses
(a) Friction losses and (b) central film thickness evolution during the tests. (Equation (1)) (Figure 4(a)). This power is heat dissipated and, as a consequence, increases the disk bulk temperature (Figure 3(b)) and reduces the oil film thickness
(Equation (1)) (Figure 4(a)). This power is heat dissipated and, as a consequence, increases the disk bulk temperature (Figure 3(b)) and reduces the oil film thickness
 according to the model from Hamrock and Dowson [30,31] (Figure 4(b)). Those tests scuffed at similar levels of both friction losses and reduced film thickness
according to the model from Hamrock and Dowson [30,31] (Figure 4(b)). Those tests scuffed at similar levels of both friction losses and reduced film thickness
 , highlighting the difficulty to determine which phenomena initiated scuffing.
, highlighting the difficulty to determine which phenomena initiated scuffing.
When using a test method based on the increase of the friction power losses (such as traction tests or load stages), the following phenomena occur: as (i) the power loss in the contact increases instantly, (ii) the bulk temperature increases as well which in turns (iii) reduces the film thickness. The observed link between bulk temperature and scuffing is consistent with literature [32,33]. In order to determine the reason for scuffing initiation, a procedure able to isolate one phenomenon is required. As the link between dissipated power and bulk temperature is very strong, a new procedure based on driving film thickness is needed to investigate its influence.
Driving the film thickness: A new experimental procedure
Test method
A widely used model for film thickness (central
 or minimal
or minimal
 ) estimation in elliptical contacts is given by Hamrock and Dowson [30,31]:
) estimation in elliptical contacts is given by Hamrock and Dowson [30,31]:


With


According to Equation (2), during an experiment on the twin-disk machine where the material and lubricant are defined, the film thickness is governed by the load
 , entrainment speed
, entrainment speed
 and bulk temperature
and bulk temperature
 of the specimens. As the bulk temperature is not a drivable parameter and load has little influence on film thickness, the proposed procedure focuses on the entrainment speed.
of the specimens. As the bulk temperature is not a drivable parameter and load has little influence on film thickness, the proposed procedure focuses on the entrainment speed.
The idea of this method is to keep the load and sliding speed (dashed line on Figure 5) constant during the test while the entrainment speed is gradually decreased (continuous line on Figure 5). Dissipated power is then only driven by the friction coefficient, which gives us the opportunity to reduce the film thickness, potentially until scuffing occurs, with minimal friction losses variations (and minimal temperature variations).
Surface speed parameters during the test block.
If the minimal entrainment speed is reached without scuffing (no sudden friction increase), the first step performed is repeated to check that the friction coefficient is repeatable and validate that the surfaces were not altered during the previous steps. The concatenation of these steps constitutes a block visible in Figure 5.
Test blocks are then conducted successively with an increase in sliding speed between each one (Figure 6) at constant load and oil injection temperature until a sudden increase in friction, typical of scuffing, occurs or stopping criteria (maximum sliding speed) is reached. The flow chart of the procedure is presented in Figure 7. Specimens are then inspected using a 3D optical surface profilometer to validate the apparition of scuffing.
Surface speed parameters during a complete test procedure. Flow chart describing the test procedure.
Experiments
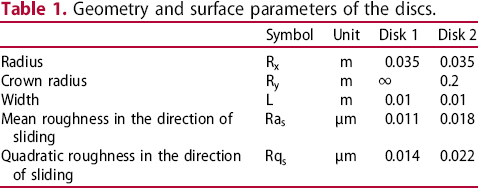
A test was performed on smooth (
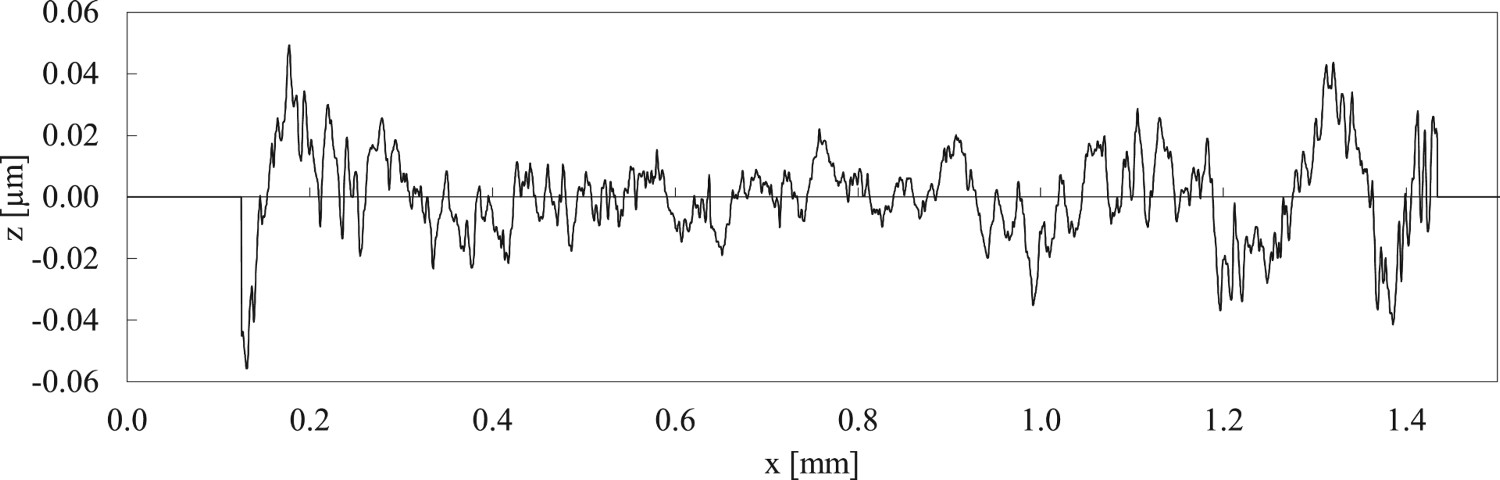
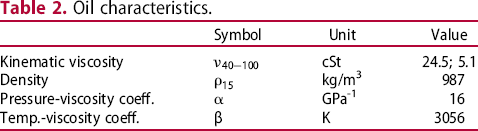
Typical roughness profile obtained on smooth discs, measured in the direction of sliding on disk 1. Geometry and surface parameters of the discs. Oil characteristics. , typical roughness profile presented on Figure 8) nitrided steel disks (Table 1) with a synthetic base oil (Table 2). This test will be used to analyze the proposed test method regarding the film thickness variations.
, typical roughness profile presented on Figure 8) nitrided steel disks (Table 1) with a synthetic base oil (Table 2). This test will be used to analyze the proposed test method regarding the film thickness variations.
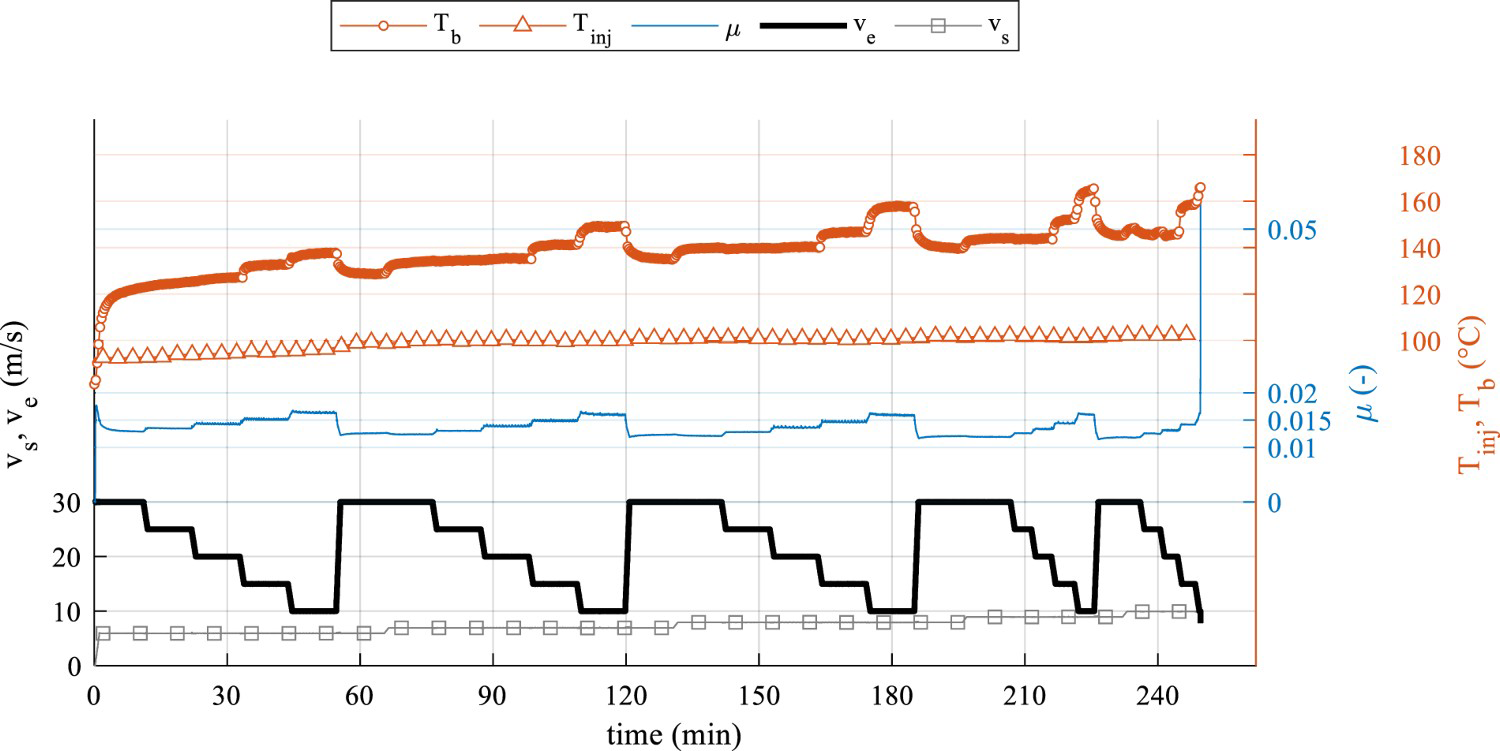
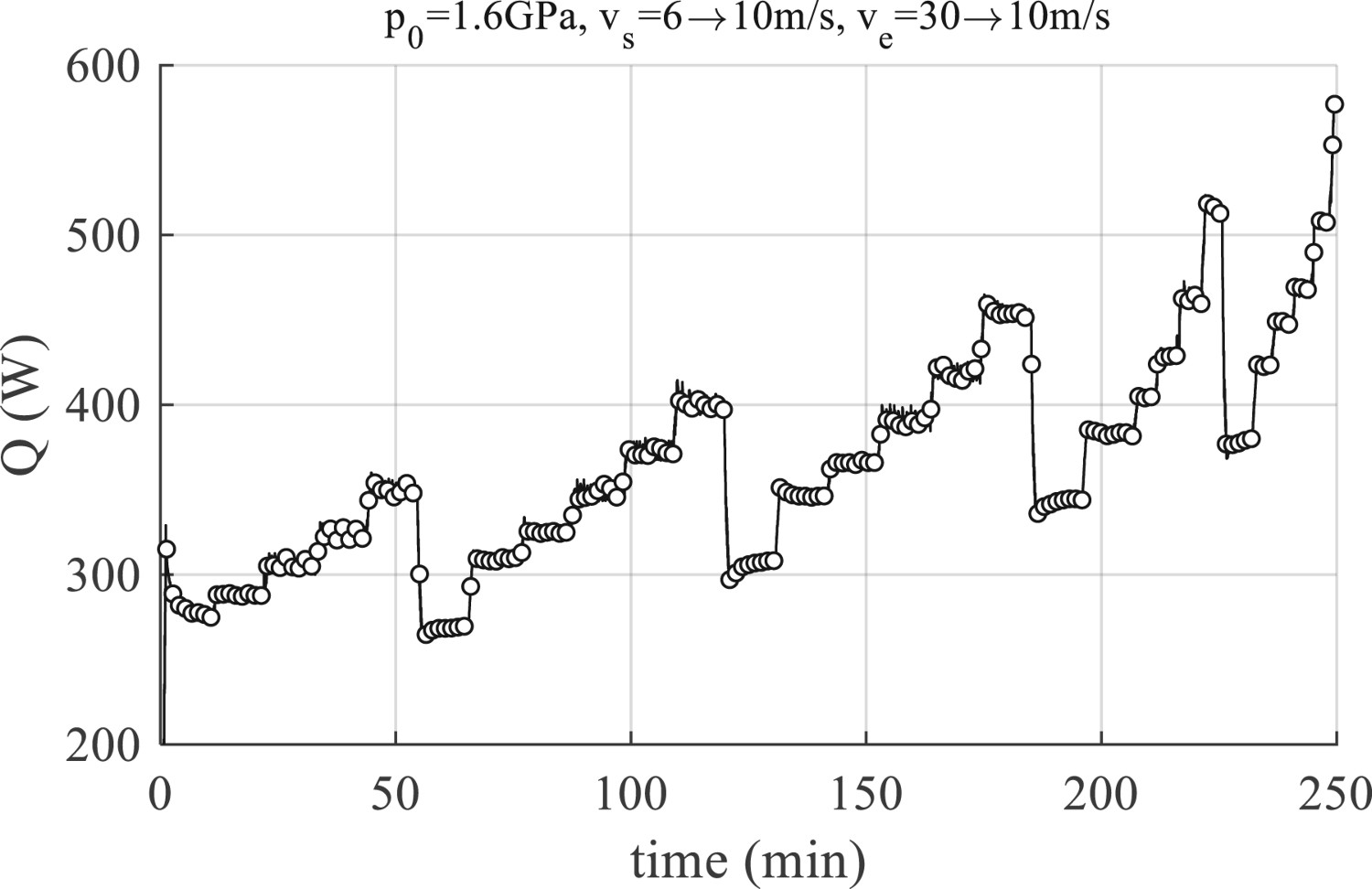
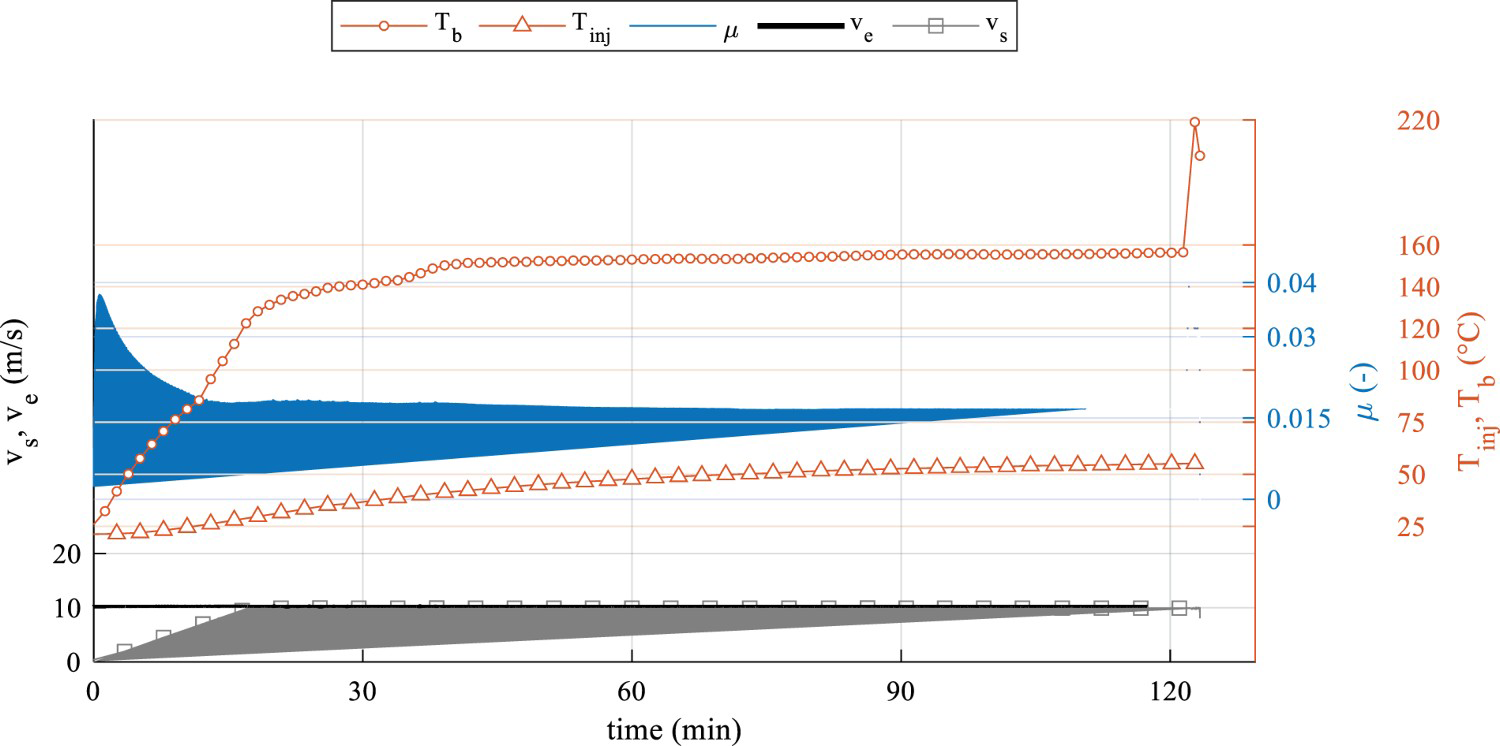
The test was conducted at a Hertzian maximum contact pressure of 1.6 GPa with an oil inlet temperature of 100°C. The entrainment speed was decreased from 30 to 10 m/s inside a test block and the sliding speed ranged from 6 to 10 m/s over the test, which induced a variation in the friction coefficient
Operating conditions, measured friction coefficient and temperatures for the first test. Friction losses during the first test. from 0.012 to 0.017 (Figure 9). This new procedure induced a variation of the friction losses between 263 and 576W over 4 h (Figure 10). These variations caused the bulk temperature of the disks to vary between 120°C and 160°C. The duration of each step was set to 10 min then shortened to 5 min as thermal stability on the disks was reached.
from 0.012 to 0.017 (Figure 9). This new procedure induced a variation of the friction losses between 263 and 576W over 4 h (Figure 10). These variations caused the bulk temperature of the disks to vary between 120°C and 160°C. The duration of each step was set to 10 min then shortened to 5 min as thermal stability on the disks was reached.
The friction coefficient did not change during repeatability steps, suggesting that surfaces were not altered during the test until scuffing occurred at
 = 10 m/s,
= 10 m/s,
 = 10 m/s (SRR = 100%) and a bulk temperature
= 10 m/s (SRR = 100%) and a bulk temperature
 of 166°C. The initiation of scuffing caused the friction coefficient to increase sharply.
of 166°C. The initiation of scuffing caused the friction coefficient to increase sharply.
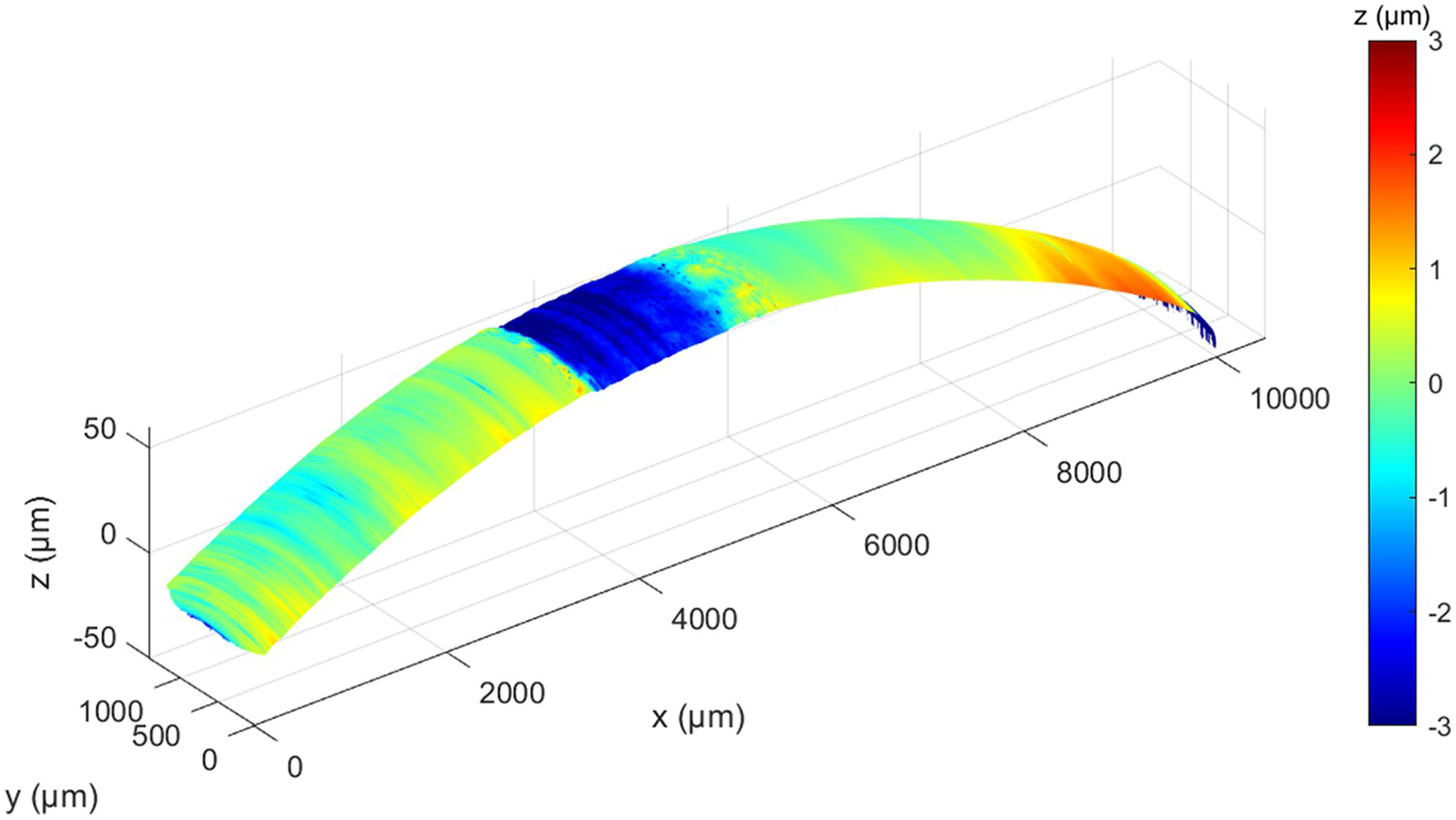
The surface examination confirmed that scuffing occurred. Scuffing marks can be seen on both surfaces and the 3D surface scans (Figures 11 and 12) show that material was transferred from the slow surface to the fast one. This observation agrees with literature on the direction of material transfer when both contacting bodies are made of the same material [23,24,34].
Measured surface, deviation from a disk, fast surface. Measured surface, deviation from a crowned disk, slow surface.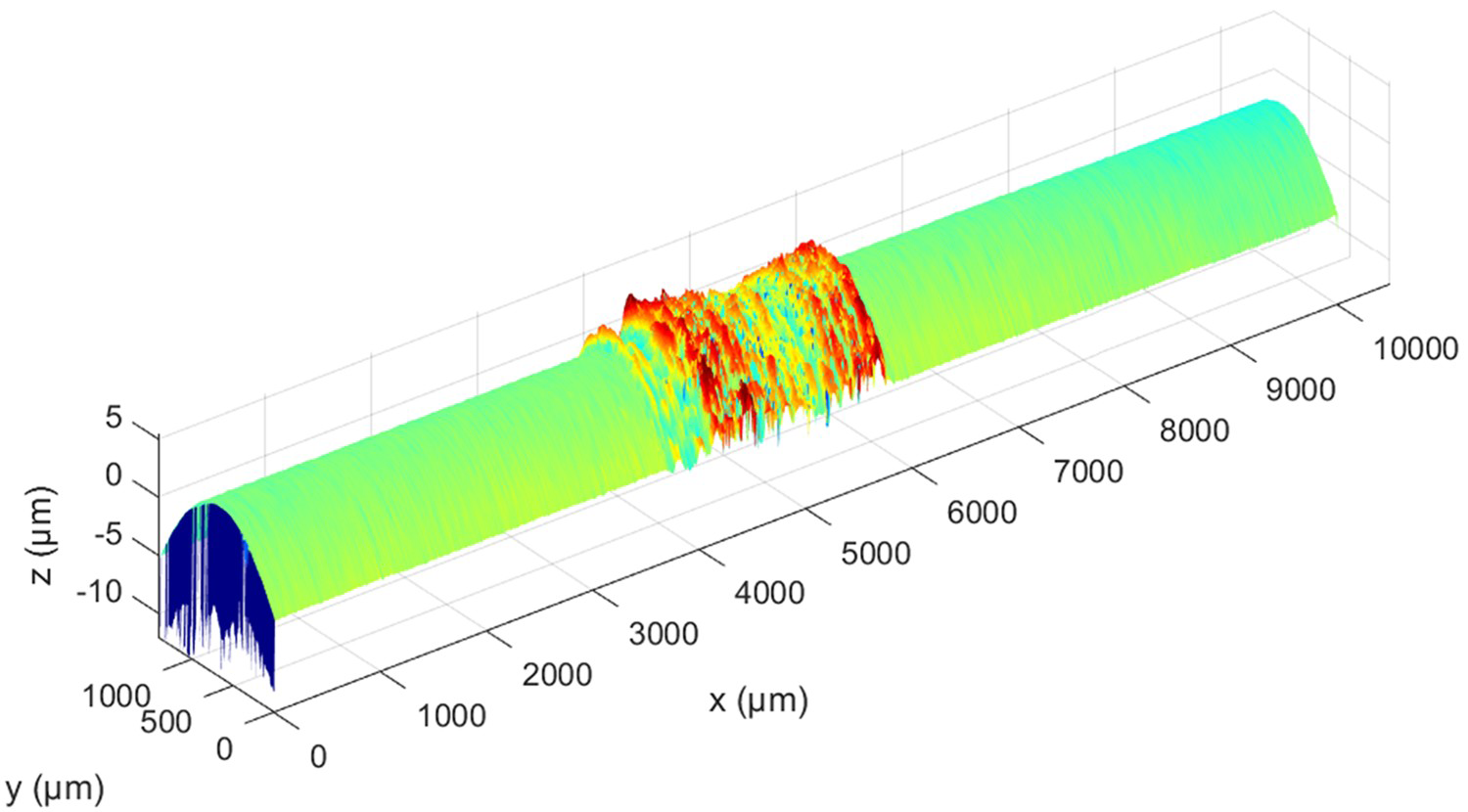
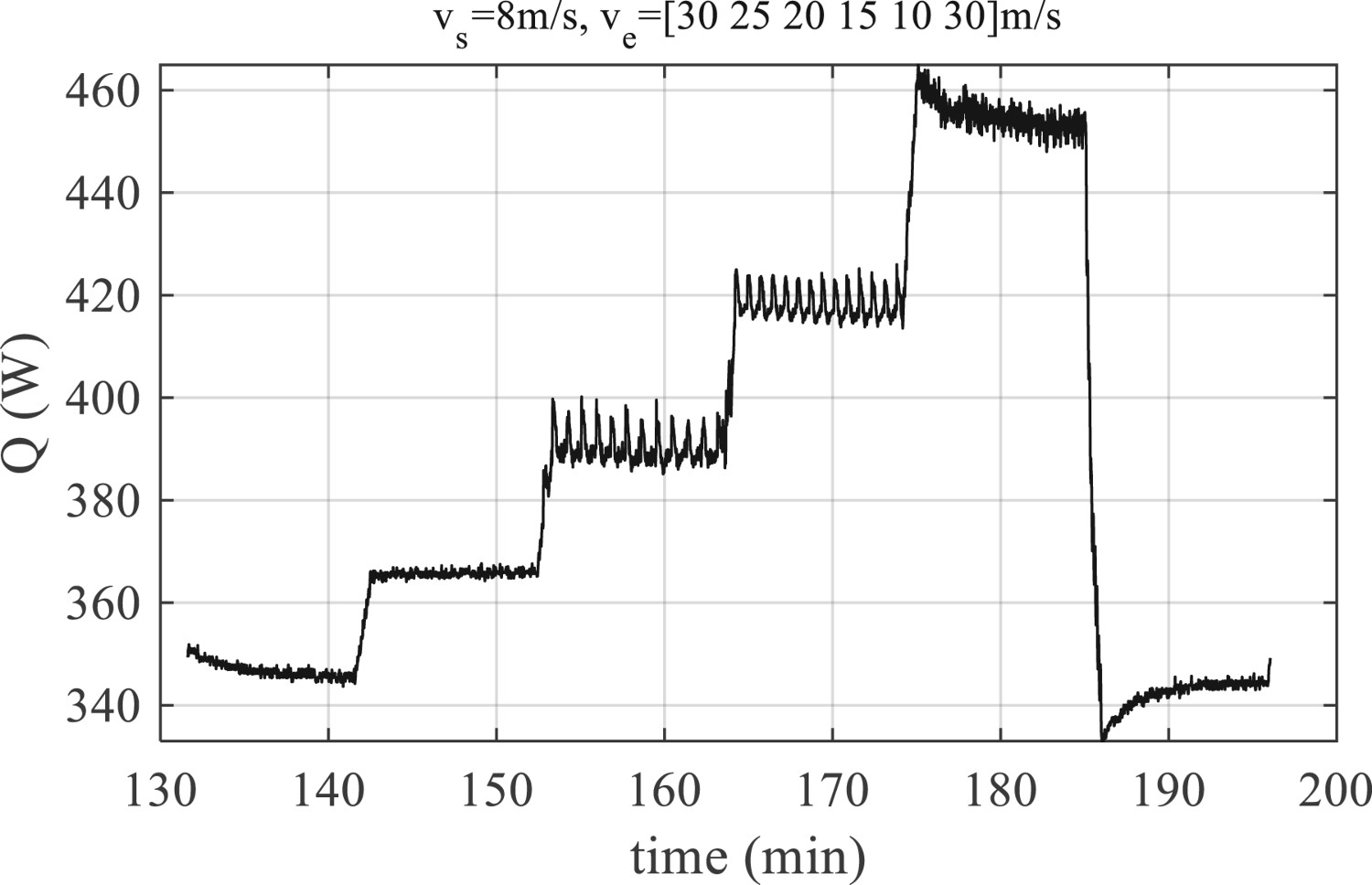
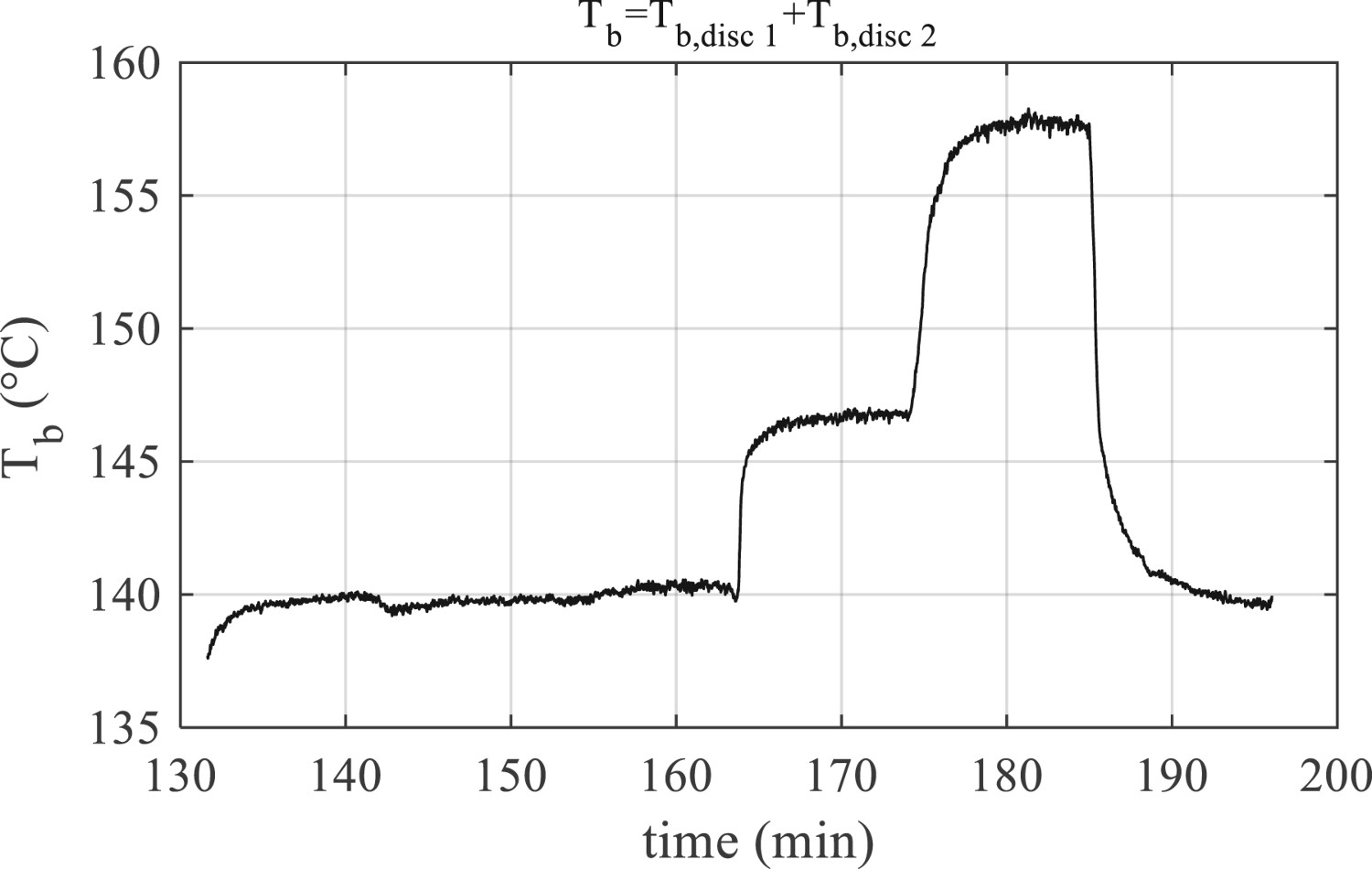
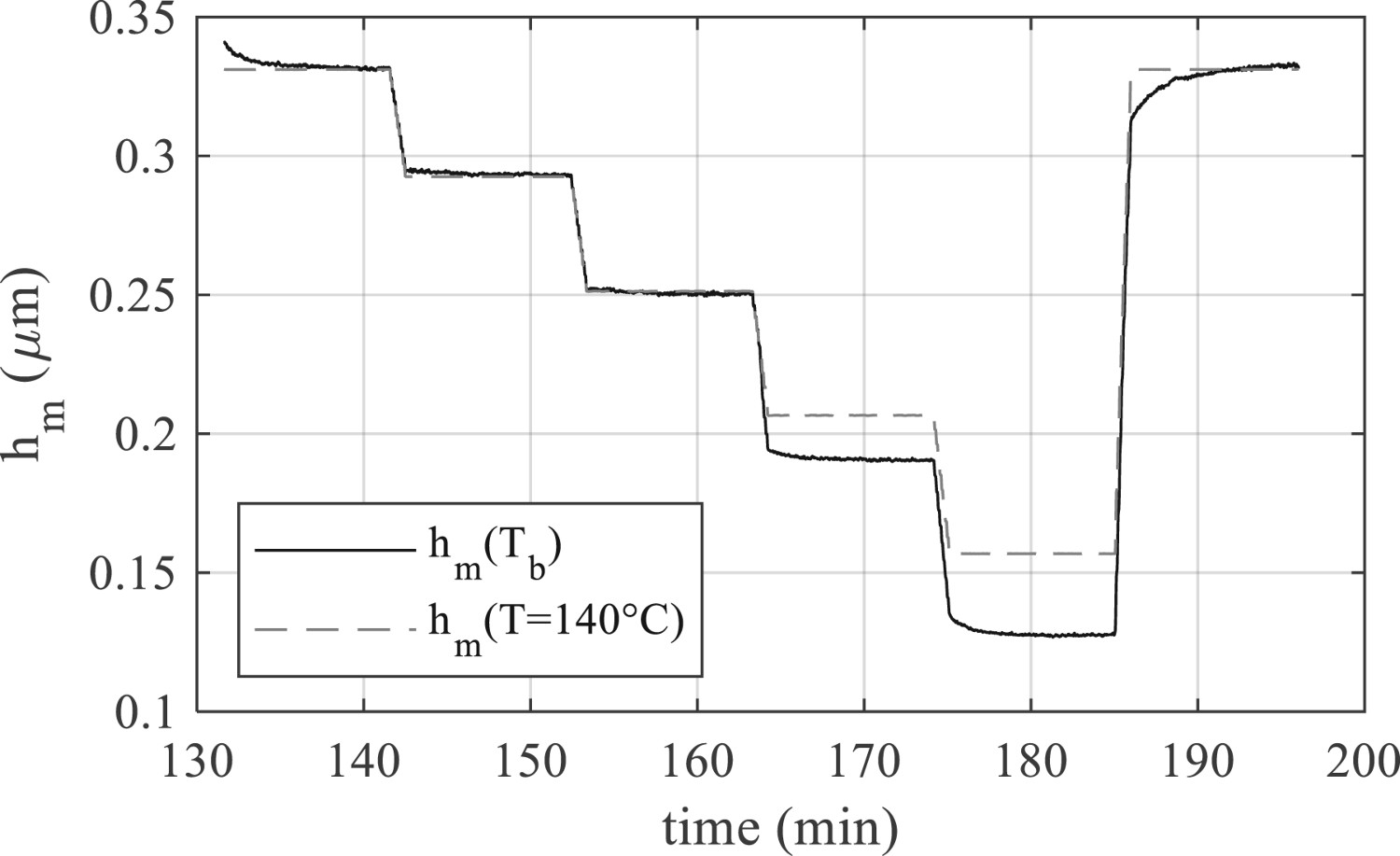
Using this procedure, in a single experimental test block, the dissipated power is mainly governed by the friction coefficient. For example, during the third test block (from 130 to 185 min), the dissipated power varied from 350 to 450 W (+29%), while in the meantime, the film thickness was divided by more than two. These variations are visible on Figures 13 and 15. This power variation coupled with the heat exchanges between the disks and the environment is responsible for an increase of the bulk temperature limited to +18°C (Figure 14). To confirm that the entrainment speed is the main influencing parameter on oil film thickness, the influence of this temperature variation is compared to the one of the entrainment speed (Figure 15). The minimal film thickness is computed under the operating conditions and bulk temperature
Friction losses during the third test block. Bulk temperature evolution during the third test block. Minimal film thickness variations during the third test block. measured and compared to the one estimated for a constant temperature of 140°C. Then, it appears that the increase in temperature observed during steps 4 (around t = 170 min) and 5 (around t = 180 min) is responsible for a relatively small film thickness reduction compared to the one induced by the controlled entrainment speed.
measured and compared to the one estimated for a constant temperature of 140°C. Then, it appears that the increase in temperature observed during steps 4 (around t = 170 min) and 5 (around t = 180 min) is responsible for a relatively small film thickness reduction compared to the one induced by the controlled entrainment speed.
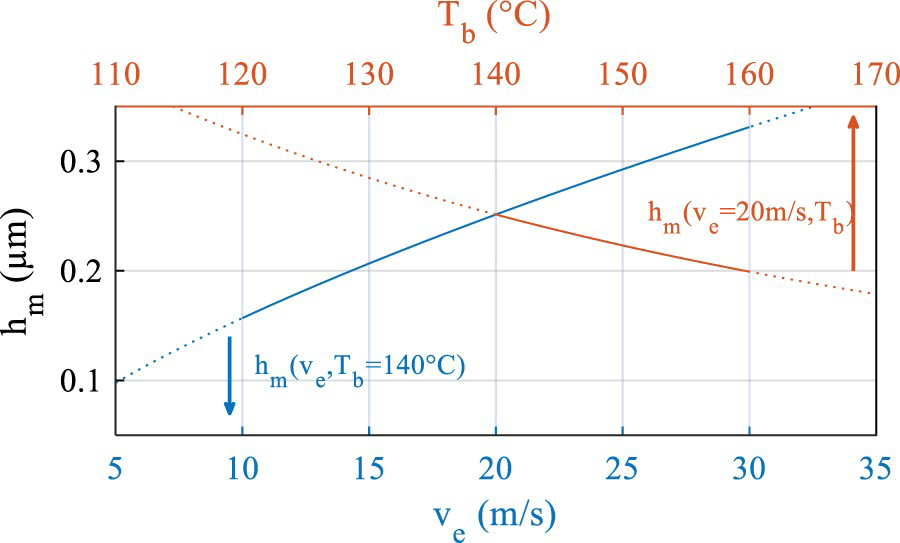
More generally, the contribution of temperature and entrainment speed on film thickness can be assessed analytically. Accounting for the load, geometries, material and lubricant used for this test, the minimal film thickness (Equation (3)) from Hamrock-Dawson can be reduced as a function of the entrainment speed
 and bulk temperature
and bulk temperature
 as follows:
as follows:

The variation of the minimal film thickness
Variation of the film thickness as analytical functions of the temperature and entrainment speed for given operating conditions. can then be computed within the range of values observed during the test for both the entrainment speed and bulk temperature and plotted on Figure 16. In this range of temperatures, the controlled variation of the entrainment speed is responsible for a variation of the film thickness more than three times greater than the one induced by the temperature variations.
can then be computed within the range of values observed during the test for both the entrainment speed and bulk temperature and plotted on Figure 16. In this range of temperatures, the controlled variation of the entrainment speed is responsible for a variation of the film thickness more than three times greater than the one induced by the temperature variations.
As expected, this procedure allows studying the influence of the film thickness on scuffing by controlling it as much as possible on such test rig with minimal power loss and temperature variations.
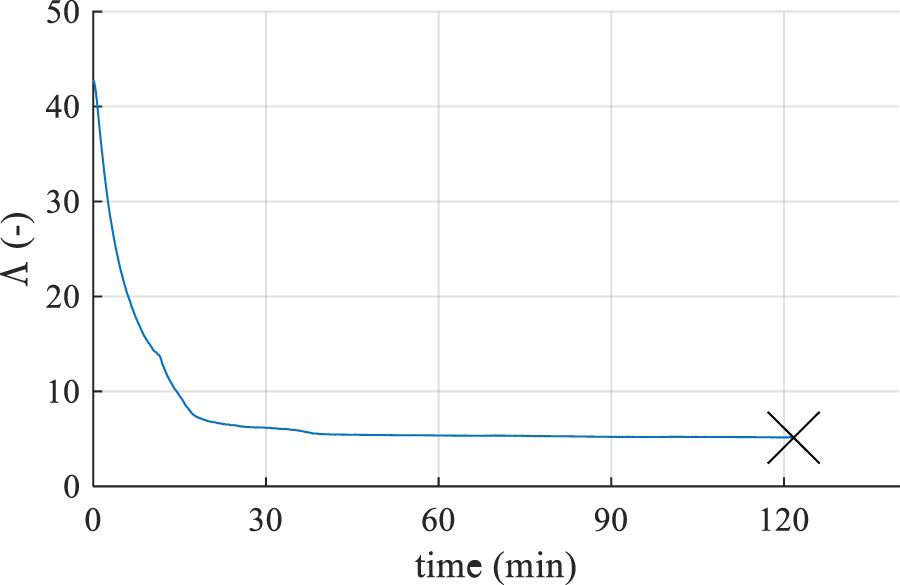
According to the film thickness estimated with the Hamrock–Dowson model, and even accounting for the thermal reduction factor from Gupta et al. [35], the reduced film thickness
Reduced film thickness evolution during the test. (also called Tallian parameter) varies during the test (Figure 17) and is minimal (
(also called Tallian parameter) varies during the test (Figure 17) and is minimal (
 ,
,
 ) at scuffing. This high value of the Tallian parameter is a direct consequence of the low magnitude of roughness (
) at scuffing. This high value of the Tallian parameter is a direct consequence of the low magnitude of roughness (
 ) of the disks used. This parameter is commonly used to describe the lubrication regime [36] as follow:
) of the disks used. This parameter is commonly used to describe the lubrication regime [36] as follow:
 : full-film lubrication, the surfaces are fully separated by the oil film
: full-film lubrication, the surfaces are fully separated by the oil film : mixed lubrication, the load is supported by the oil film but asperity contact may occur
: mixed lubrication, the load is supported by the oil film but asperity contact may occur : boundary lubrication, a significant part of the load is supported by asperity
: boundary lubrication, a significant part of the load is supported by asperity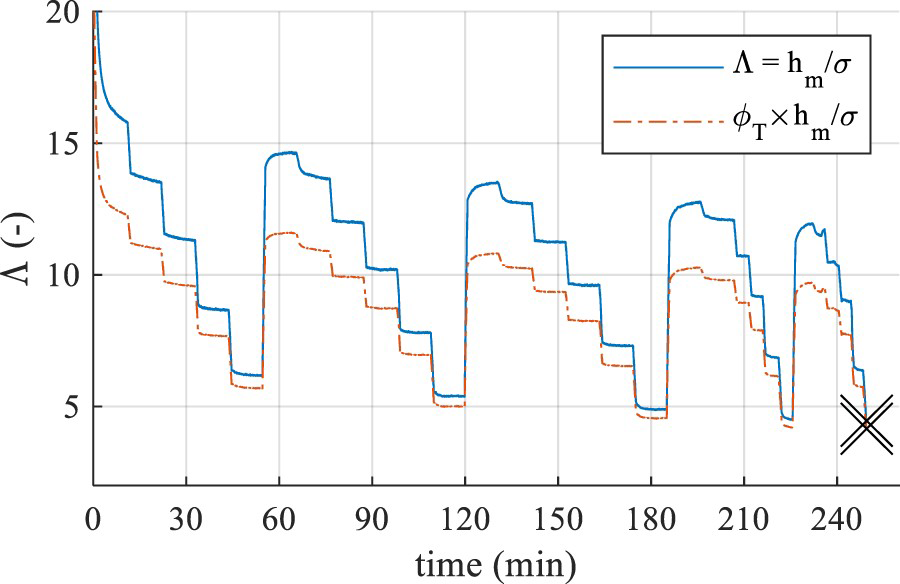
Even though the contact appears to operate under full film lubrication (
 >3), scuffing was initiated and material was transferred between disks. Assuming the reliability of the models used, only the collapse of the oil film could explain the transition from full film lubrication to metal-to-metal contact that lead to material transfer.
>3), scuffing was initiated and material was transferred between disks. Assuming the reliability of the models used, only the collapse of the oil film could explain the transition from full film lubrication to metal-to-metal contact that lead to material transfer.
The proposed test method is based on a theoretical estimation of oil film thicknesses [30,31]. This one cannot be measured on the test rig used. These models are validated in the literature [37–39]. Nevertheless, tests with lubricants of different viscosities, among others, would allow the method to be generalized. This new test procedure allowed scuffing initiation through the driving of the film thickness. The fact that in usual procedures scuffing is triggered by an increase of load or sliding speed shows that scuffing can be achieve in different ways. In order to bring elements of comprehension around this complex type of failure, the different parameters able to trigger scuffing have to be identified.
Investigation of the bulk temperature
The widespread of the total temperature criteria in the literature suggests that scuffing is a temperature-induced failure. The total temperature being the addition of the bulk temperature
Operating conditions, measured friction coefficient and temperatures for the second test. and the temperature rise occurring in the contact [12,13], scuffing could be achieved through the increase of either one of these parameters. In order to investigate this idea, another test has been performed aiming to trigger scuffing through the rise of the bulk temperature at constant operating conditions (load, sliding and entrainment speeds) Figure 18.
and the temperature rise occurring in the contact [12,13], scuffing could be achieved through the increase of either one of these parameters. In order to investigate this idea, another test has been performed aiming to trigger scuffing through the rise of the bulk temperature at constant operating conditions (load, sliding and entrainment speeds) Figure 18.
The experiment was conducted under the scuffing conditions of normal load, sliding and entrainment speeds of the previous test. In order to increase the bulk temperature, the test was started at ambient temperature (20°C) and heating of the oil in the injection system was disabled to let the power losses drive the temperatures. Specimens of the same geometry, material and surface roughness as in the previous test were used. Stable operating conditions in term of sliding speed were reached after 17 min. The bulk temperature was slowly increasing, for example, between 40 and 121 min the bulk temperature increased from 150 to 157°C, until a sharp increase in friction occurred. Surface observation after the test showed visible scuffing marks, as underlined in Figure 20(b).
Photographs of the discs (a) 30 min before scuffing and (b) after scuffing, contours of the discs have been redrawn for visibility.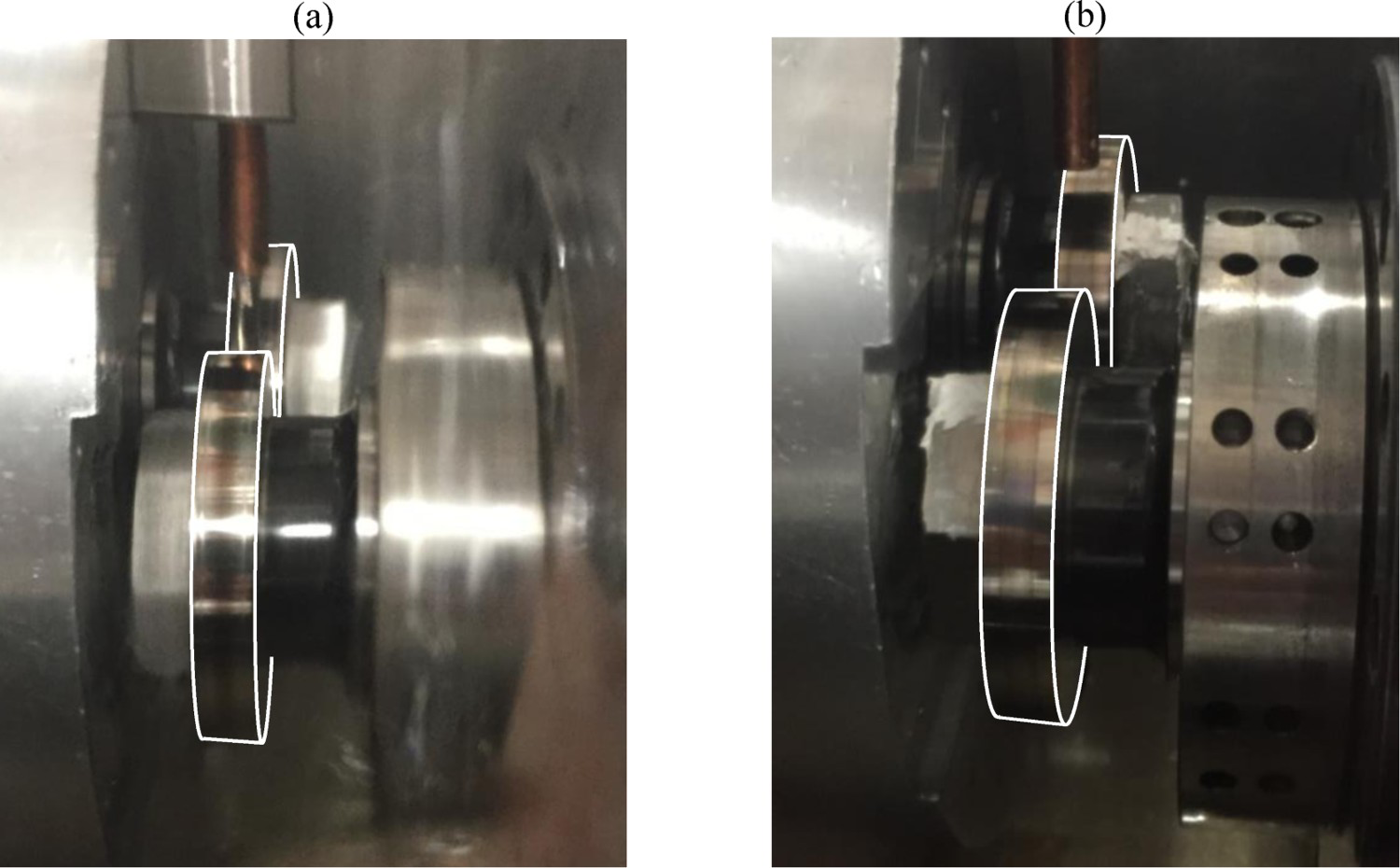
As for the first test, the reduced film thickness indicates that the contact is fully lubricated (
Reduced fim thickness for the second test. ) until scuffing occurred (Figure 19). The failure was initiated at a bulk temperature of 157°C, close to the one of the previous test (166°C). A brown colouration of the track was observed 30 min before scuffing and is shown on Figure 20(a). As the contact is fully lubricated, this colouration could be associated to the thermal degradation of oil in the contact. This suggests that the test was performed on the edge of scuffing for a long period (more than 1 h) until the temperature became sufficient to cause the total collapse of the film. These brown oil marks were replaced by scuffing marks visible in Figure 20(b).
) until scuffing occurred (Figure 19). The failure was initiated at a bulk temperature of 157°C, close to the one of the previous test (166°C). A brown colouration of the track was observed 30 min before scuffing and is shown on Figure 20(a). As the contact is fully lubricated, this colouration could be associated to the thermal degradation of oil in the contact. This suggests that the test was performed on the edge of scuffing for a long period (more than 1 h) until the temperature became sufficient to cause the total collapse of the film. These brown oil marks were replaced by scuffing marks visible in Figure 20(b).
From the information gathered in the literature and during tests, a mechanism for scuffing can be proposed for a given contact. The environment (operating conditions, lubrication) drives the bulk temperature, which then influences the lubricant film thickness through changes in viscosity. This, in turns, influences the lubricant and asperities shearing, which generates friction losses that drives the bulk temperature. This looped multiscale mechanism (represented in Figure 21) may lead to stable operating or sudden failure of the contact through scuffing, which affects the entire system efficiency.
Multiscale approach for scuffing.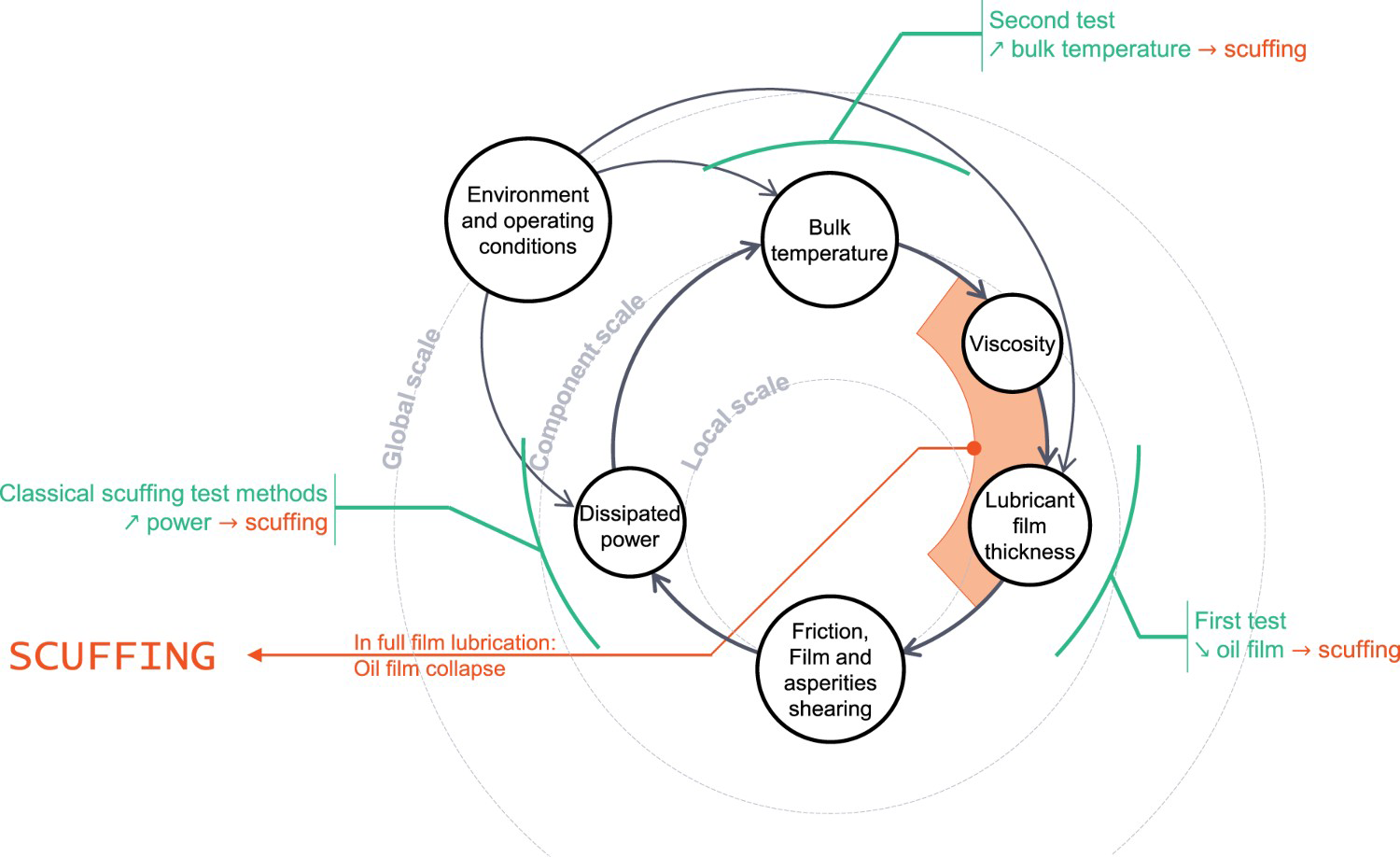
Different procedures have been investigated to develop scuffing while focusing on different parameters: dissipated power, oil film and bulk temperature. These different test methods for scuffing study are represented in green in Figure 21.
Although the particular link in this scuffing circle leading to the failure is not yet well identified, one exit point can be identified from the tests performed: the collapse of the oil film in full film lubrication (represented in orange in Figure 21). The variety of parameters able to influence scuffing may be the reason for which the literature does not agree on a criterion and drives to search for a combination of parameters.
Conclusion
A traction test procedure for scuffing has been investigated in detail. Strongly coupled parameters (friction power losses, temperature and oil film thickness) have been identified, along with the relations they follow. These mechanisms can be found in usual test procedures used for scuffing investigations and may increase the difficulty of understanding scuffing phenomena.
Typical experimental studies of scuffing are based on measurements and analyses of dissipated power or on temperature considerations. A new experimental procedure for scuffing study on a twin disk machine allowing the film thickness to be controlled is presented. The film thickness is calculated using the well-known Hamrock–Dowson formula from the measured parameters (normal load, speeds, and oil and steel characteristics). The oil film thickness seems to be a key parameter to study scuffing initiation.
Furthermore, the variety of operating conditions encountered before reaching scuffing is larger than regular procedures. This test procedure might be a powerful tool to gather data on scuffing and might be complementary with usual faster procedures once the mechanism of scuffing is understood.
Although asperity contact is commonly regarded as necessary for scuffing initiation, it was achieved in full film lubrication using base oil and smooth surfaces.
The additional test demonstrated that scuffing could also be triggered by the rising bulk temperature. A scuffing circle highlighting the strong couplings between influential parameters has been presented. The three test methods discussed in this paper allow driving different parameters in order to reach scuffing. A first exit point from this scuffing circle has been drawn from the tests performed. In the case of full film lubrication, the oil film is susceptible to collapse under severe operating conditions, causing metal-to-metal contact leading to the material transfer typical of scuffing.
All tests were performed using nitrided steel and a synthetic base oil. The use of different materials and lubricants will allow the accuracy of the proposed method to be evaluated under various conditions. This will be a necessary step in understanding the initiation mechanisms of scuffing.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).