
Abstract
The application of surface coating technology to tungsten carbide tools has been carried out to adapt the development of advanced wood composite technology. The purpose of this research was to investigate the cutting performance (wear resistance, surface roughness, and noise level) of TiAlN, TiAlN/TiSiN, and TiAlN/TiBON coated tungsten carbide in cutting wood composites. The wood composites of asbestos, wood plastic composite (WPC), laminated veneer lumber, and strand board were cut by the coated carbide tools in a computer numerical control router. The results show that the differences in structure among the wood composites resulted in the difference in clearance wear and surface roughness phenomenon. The abrasive materials in WPC and asbestos generated high clearance wear on the coated carbide tools tested. TiAlN/TiBON coated carbide tool provided the highest wear resistance, the lowest noise level, and better surface roughness.
Introduction
Wood composite is made in large and increasing quantities in many countries. Recently, the use of wood composite has been increasing for building construction and decorative purposes. In the secondary wood manufacturing industry, where wood composite such as asbestos, wood plastic composite (WPC), laminated veneer lumber (LVL), and strand board (SB) are machined extensively, tool wear is an important economic parameter. Therefore, investigating wear characteristics will lead to making better choices of cutting tool materials used in cutting the wood composites.
Machining of wood composite such as particleboard causes cutting tools to wear out much faster than machining of solid woods (Ratnasingam et al. 2010). The use of tungsten carbide tools for cutting wood composite has been limited because of the relatively high rate of wear caused by high-temperature oxidation, abrasion, and inorganic content such as silica (Sheikh-Ahmad and Bailey 1999; Darmawan et al. 2006; Darmawan et al. 2012). The wear of cutting tool affects the noise level and the surface quality. The higher wear of cutting tool tends to produce a higher noise level and rougher product surfaces (Darmawan and Tanaka 2004; Darmawan et al. 2011). Thus, an effort to coat the surfaces of the carbide cutting tool with a hard material has been made to increase the wear resistance of the carbide tool.
In previous studies, it was reported that tungsten carbide tools which were coated with monolayer of TiN, TiCN, and TiAlN by the physical vapour deposition method for continuous milling of particleboard and wood-chip cement board show a slight improvement in wear resistance (Sheikh-Ahmad and Stewart 1995; Darmawan et al. 2001). Therefore, multilayer coatings become a promising method to improve the performance of monolayer coatings. Warcholinski and Gilewicz (2011) and Yang et al. (2008) reported that multilayer TiSiN/CrN and TiAlN/TiN coated tools which were deposited by cathodic arc evaporation method with a films thickness of 4.2 μm (TiSiN/CrN) and 3.0 μm (TiAlN/TiN) provide a slight improvement in wear resistance compare to monolayer TiSiN and TiAlN in cutting pine wood. However, multilayer coated cutting tools have less investigated for cutting wood composites yet.
The findings of the studies discussed above indicate that the multilayer coatings are considered to provide a significant improvement in the cutting tool life for cutting wood composites. Therefore, ongoing research is proposed to achieve better performance of the multilayer coated carbide tools when cutting wood composites. TiAlN coating, which is high in hardness, good in oxidation resistance, and better in wear resistance than the other monolayer coatings, was multilayered in the present study with the newest-generation coatings of titanium silicon nitride (TiSiN) and titanium boron oxide nitride (TiBON), which have been noted to keep excellent properties (high hardness, low friction coefficient, and high oxidation and corrosion resistances) (Ding et al. 2006; Chang et al. 2007). These multilayer coatings were applied to the surface of K10 tungsten carbide using arc ion plating method, and the newly coated (TiAlN/TiSiN and TiAlN/TiBON) tools were experimentally investigated for their possible use in machining asbestos, WPC, LVL, and SB. The purpose of this study was to investigate the wear resistance, surface roughness, and noise level in milling the wood composites by using uncoated tungsten carbide, TiAlN, TiAlN/TiSiN, and TiAlN/TiBON coated carbide tools.
Experimental methods
Specifications of tungsten carbide tools tested.
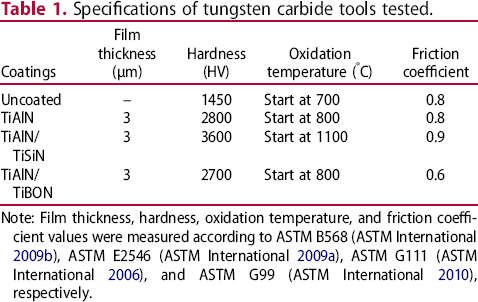
Note: Film thickness, hardness, oxidation temperature, and friction coefficient values were measured according to ASTM B568 (ASTM International 2009b), ASTM E2546 (ASTM International 2009a), ASTM G111 (ASTM International 2006), and ASTM G99 (ASTM International 2010), respectively.
Specifications of wood composites.
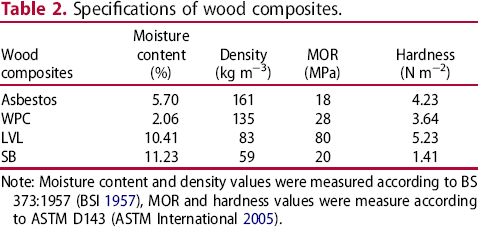
Note: Moisture content and density values were measured according to BS 373:1957 (BSI 1957), MOR and hardness values were measure according to ASTM D143 (ASTM International 2005).
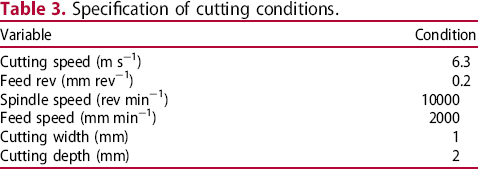
Specification of cutting conditions.
All tools were inspected before testing to ensure that there are no surface cracks and chippings of the coating materials on both rake and clearance faces using an optical video microscope. The cutting was stopped at every specified linear cutting length of 100 m, at which the cutting tool wear, surface roughness, and noise level were investigated. The cutting tools wear was examined using an optical video microscope to obtain the amount of delamination and edge recession wear as shown in Figure 1. The edge recessions were measured as projections on the clearance face of worn cutting edge perpendicular to machine table.
Schematic wear measurement on the clearance face of coated carbide tool (Darmawan et al. 2010).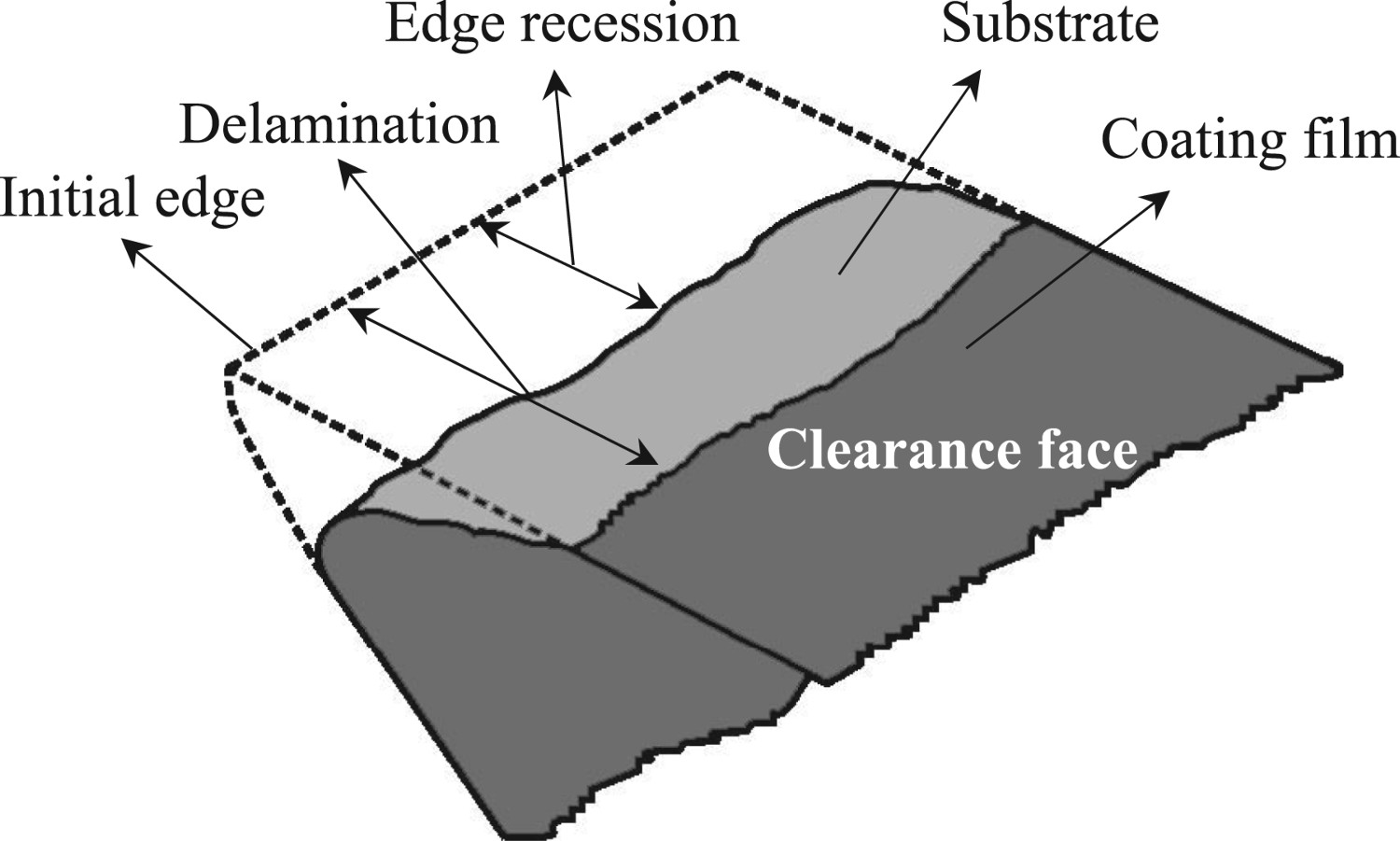
The surface roughness tester SJ-210 was used to measure the roughness on the surface of the machined wood composites. Roughness values of Ra were measured across the cutting direction of samples with a diamond tip radius of 5 µm. The tracing length was 15 mm and the cut off was 2.5 mm. Five points for roughness measurement were diagonally marked on the surface of the samples. Investigation of the chips was carried out by mesh analysis of the formed chips. The deposited chips on the table of the machine were collected and documented.
A precision Sound Level Metre was used for measurement of the sound level of the audible cutting noise, which is usually used for measuring the peak of sound pressure level. The Sound Level Metre was set up at the height of the cutting tool edge (about 1 m above ground level) and at a distance of about 1 mm along a straight line extending from the cutting tool edge.
Results and discussion
Edge recession and delamination wear
Edge recession behaviours on clearance face of tungsten carbide tools are provided in Figure 2. The results show that the amount of edge recession increased with increasing in cutting length. The coated carbide tools provided better performance, especially in reducing the progression of edge recession than the uncoated tungsten carbide tool in cutting asbestos, WPC, LVL, and SB. The lower hardness and the lower oxidation resistance at high cutting temperature of the uncoated tungsten carbide tool compared to monolayer TiAlN, multilayer TiAlN/TiSiN, and TiAlN/TiBON coated carbide tools (Table 1) could be the reason for this phenomenon.
Edge recession behaviours of tungsten carbide tools in cutting (a) asbestos, (b) WPC, (c) LVL, and (d) SB.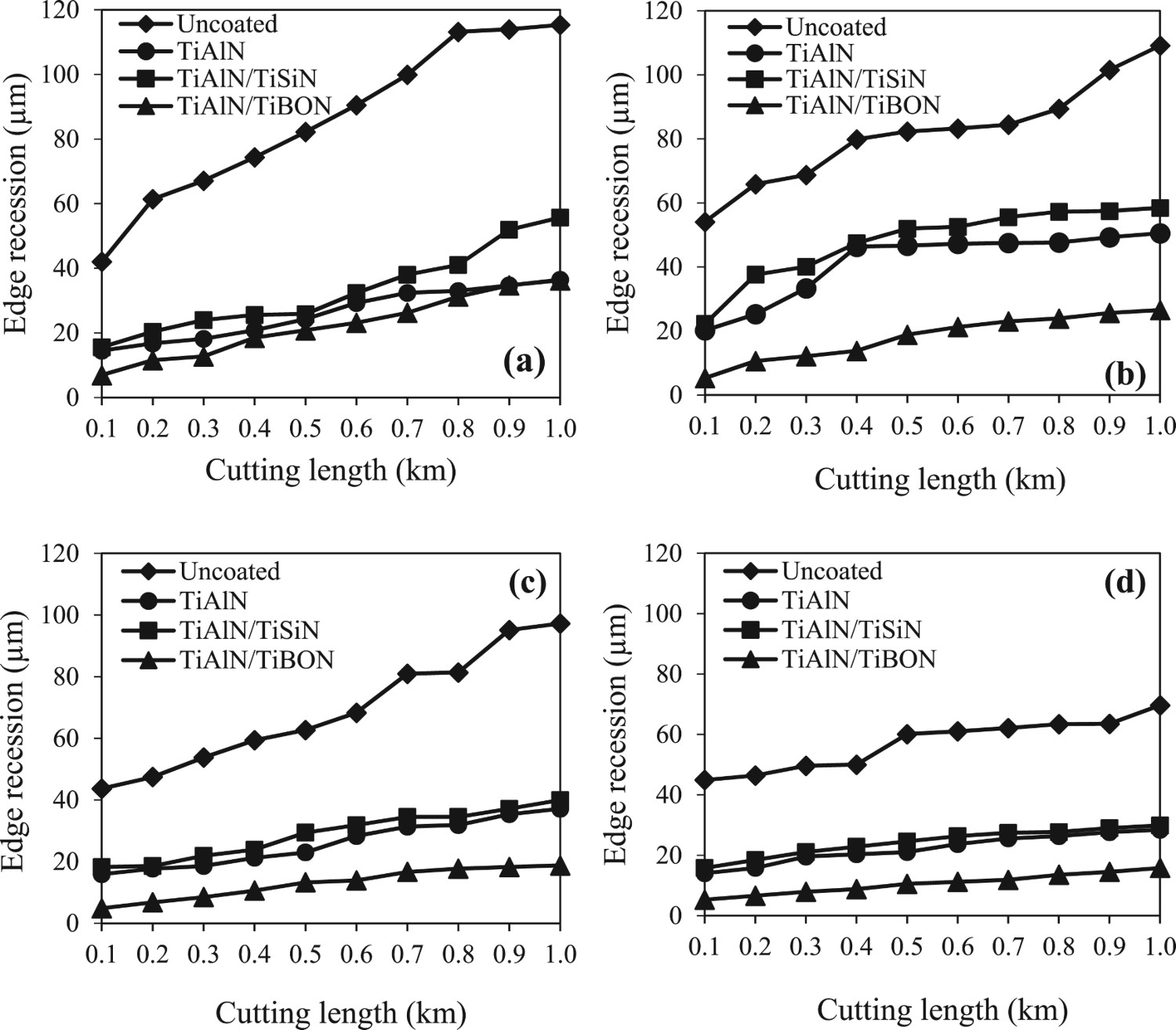
The results in Figure 2 also indicated that the multilayer TiAlN/TiBON coated carbide tool had the highest resistance to edge recession wear compared to the multilayer TiAlN/TiSiN and monolayer TiAlN coated carbide tools in cutting asbestos, WPC, LVL, and SB. The high wear resistance of the multilayer TiAlN/TiBON coated carbide tool is considered as a result from the following reasons. First, the friction coefficient of the multilayered TiAlN/TiBON coated carbide tool (0.6) was lower than that of TiAlN (0.8) and TiAlN/TiSiN (0.9) coated carbide tools, which led to less abrasion against the abrasive materials contained in the wood composites. Second, it was reported by Usuki et al. (2013) that the TiBON coated carbide tool provides lubrication effect at high temperatures in cutting Inconel 718.
The amount of edge recession resulted from cutting asbestos and WPC was higher than that in cutting LVL and SB because of the higher hardness and density of the asbestos and WPC (Table 2). In addition, it was reported that asbestos contain abrasive materials such as magnesium, calcium, and silica (Thamrin and Akhadi 2004). Niska and Sain (2008) and Masoudifar et al. (2018) noted that the main components of WPC are plastic polymer, lignocellulose materials, fillers (mostly crystalline silicates, titanium dioxide, and other heavy metals), stabilisers and other additives. The presences of abrasive materials and additives in the two products lead to severe mechanical wearing on the cutting tool edge tested.
The edge recession wear on coated carbide tools could be attributed by the amount of delamination wear. Figure 3 shows the amount of delamination wear on clearance face of monolayer TiAlN, multilayer TiAlN/TiSiN and TiAlN/TiBON coated carbide tools. It was found that the coated carbide tools showed the progression of coating films delamination in the same manner as the progression of edge recession. The higher delamination wear of coating film resulted in higher edge recession wear during cutting. It could be considered since the coating film delaminated from the surface of coated carbide tool, the substrate led to more susceptible to wearing.
Delamination behaviours of coated carbide tools in cutting (a) asbestos, (b) WPC, (c) LVL, and (d) SB.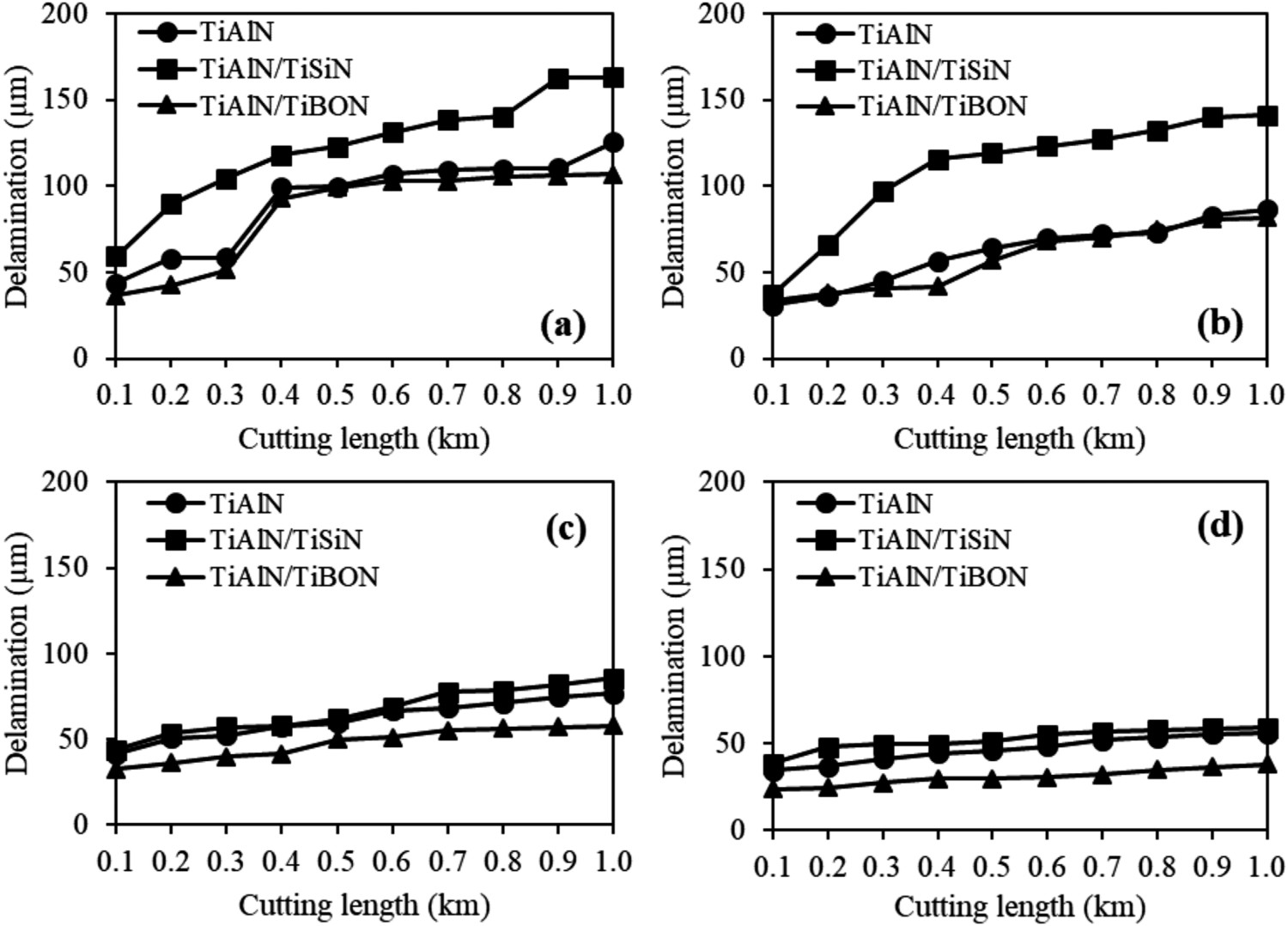
The wear mechanisms occurred on both monolayer and multilayer coated carbide tools showed the same pattern in cutting the wood composites. The wear mechanism of TiAlN/TiBON coated carbide tool in cutting WPC is selected as shown in Figure 4. The delamination of TiAlN/TiBON coating was preceded by chipping of coating films on the surface during initial cutting. The extent of chipping was found to increase at a cutting length of 200 m. The delamination was more evident in cutting length of 400 m and the coatings gradually delaminated in proportion until the end of cutting. It was reported by Fahrussiam et al. (2016) that due to the delamination of TiAlN/TiBON coated carbide tools in cutting particleboard, the substrates are exposed to any possible mechanical abrasion, that cause retraction of tungsten carbide grains from the substrate during cutting.
Wear mechanism of multilayer TiAlN/TiBON coated carbide tool in cutting WPC.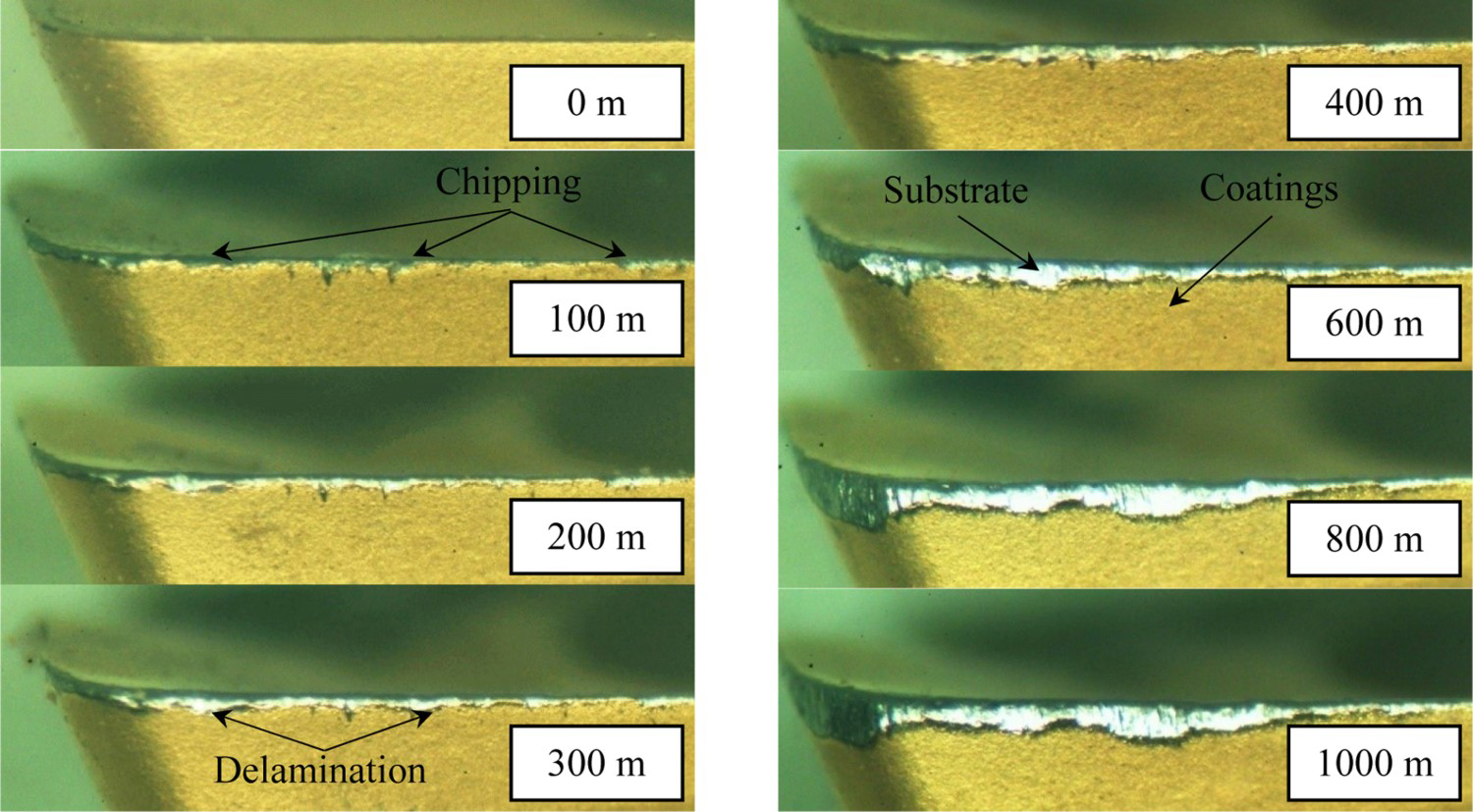
The phenomenon of edge recession and delamination wear on monolayer TiAlN and multilayer TiAlN/TiSiN coated carbide tools appeared to be the same as in the multilayer TiAlN/TiBON coated carbide tool. However, both TiAlN and TiAlN/TiSiN provided lower resistance to delamination. The friction coefficient of both TiAlN and TiAlN/TiSiN coating films were high, which led to severe abrasion against the abrasive materials contained in the wood composites. Furthermore, high thermal conductivity on tungsten carbide was reported to oxidise cobalt (Co) during cutting (Stewart 1992). This condition caused the tungsten carbide interparticle bonds became uncompact and susceptible to mechanical abrasion. The hardness of multilayer coated TiAlN/TiSiN was 30% higher than TiAlN and TiAlN/TiBON. This remarkable hardness of the TiAlN/TiSiN coated tool caused the cutting tool edge to be brittle, lead to easier chipping. Chang et al. (2007) reported that the high hardness of multilayer TiAlN/TiSiN coated carbide tool affect the high residual stress of the coating film. The difference in residual stress between coating film and the substrate cause a weak adhesive line, which cause the higher delamination. Another study found that the reaction between silicon (Si) and carbide (C) forms a Si–C bond that cause the low TiSiN bonds on the tungsten carbide substrate (Bouzakis et al. 2009). The combination of these drawbacks resulted in a great delamination, which was led to severe abrasion and wearing on the multilayer TiAlN/TiSiN coated carbide tool as depicted in Figure 5. It appears also in Figure 5 that the wear was not uniform along the cutting edge because of the difference in contact path with material due to the different in rotational radius (radial distances) for the points on the cutting edge.
TiAlN/TiSiN coated carbide tools condition at the end of cutting of (a) asbestos, (b) WPC, (c) LVL, and (d) SB.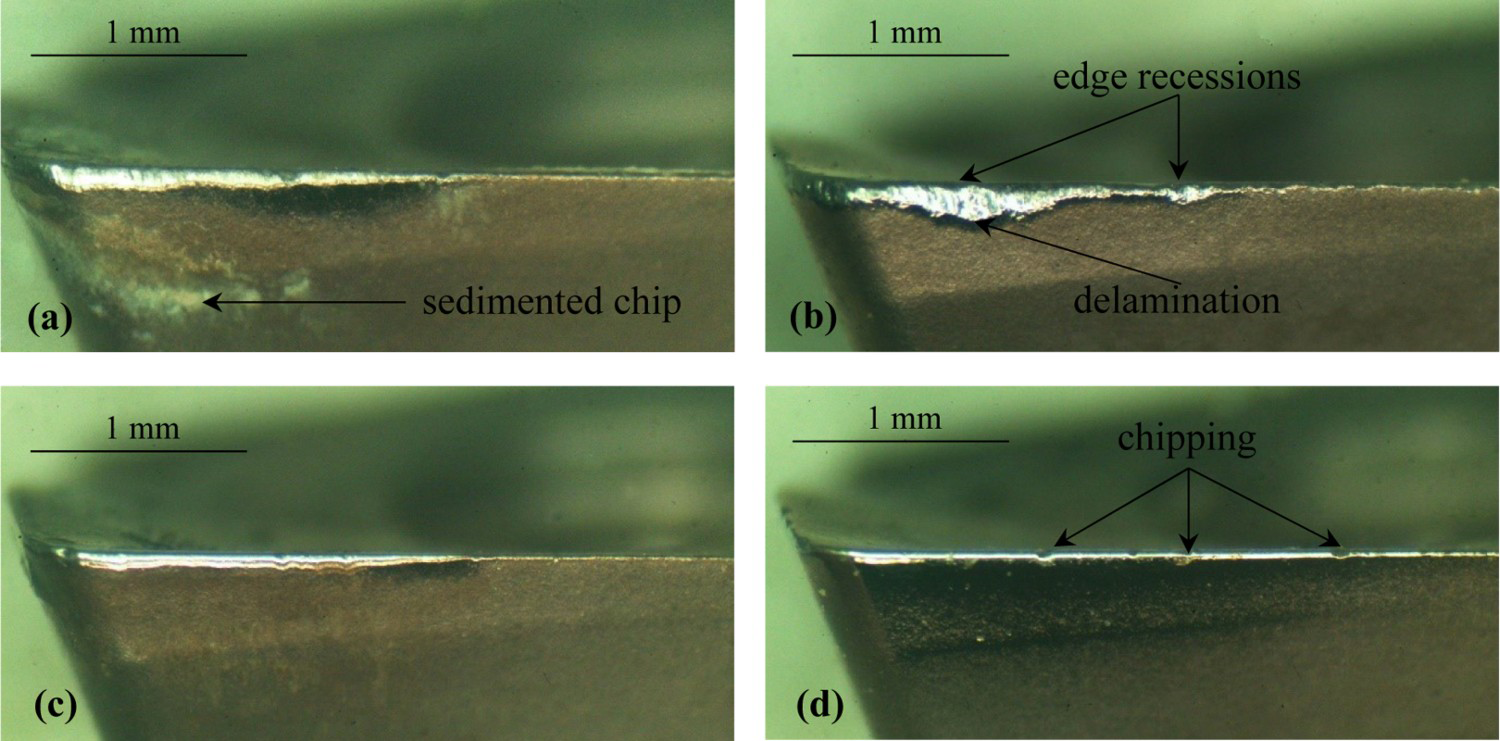
Surface roughness
The surface roughness (Ra value) of machined wood composites is provided in Figure 6. The results showed that the surface roughness of wood composites increased with increasing cutting length. This phenomenon could be due to the increase in cutting tool wear with the cutting length. The mechanical abrasion of carbide tools resulted in an irregularity on the cutting edge, which led to irregularities on the surface of wood composites. Kwon et al. (2004) developed a tool wear model to predict the surface roughness in cutting metal. The results showed that the tool wear model has a strong relationship with the surface roughness, with an accuracy of 92% between the predicted surface roughness and the actual measurements.
Surface roughness behaviours of coated carbide tools in cutting (a) asbestos, (b) WPC, (c) LVL, and (d) SB.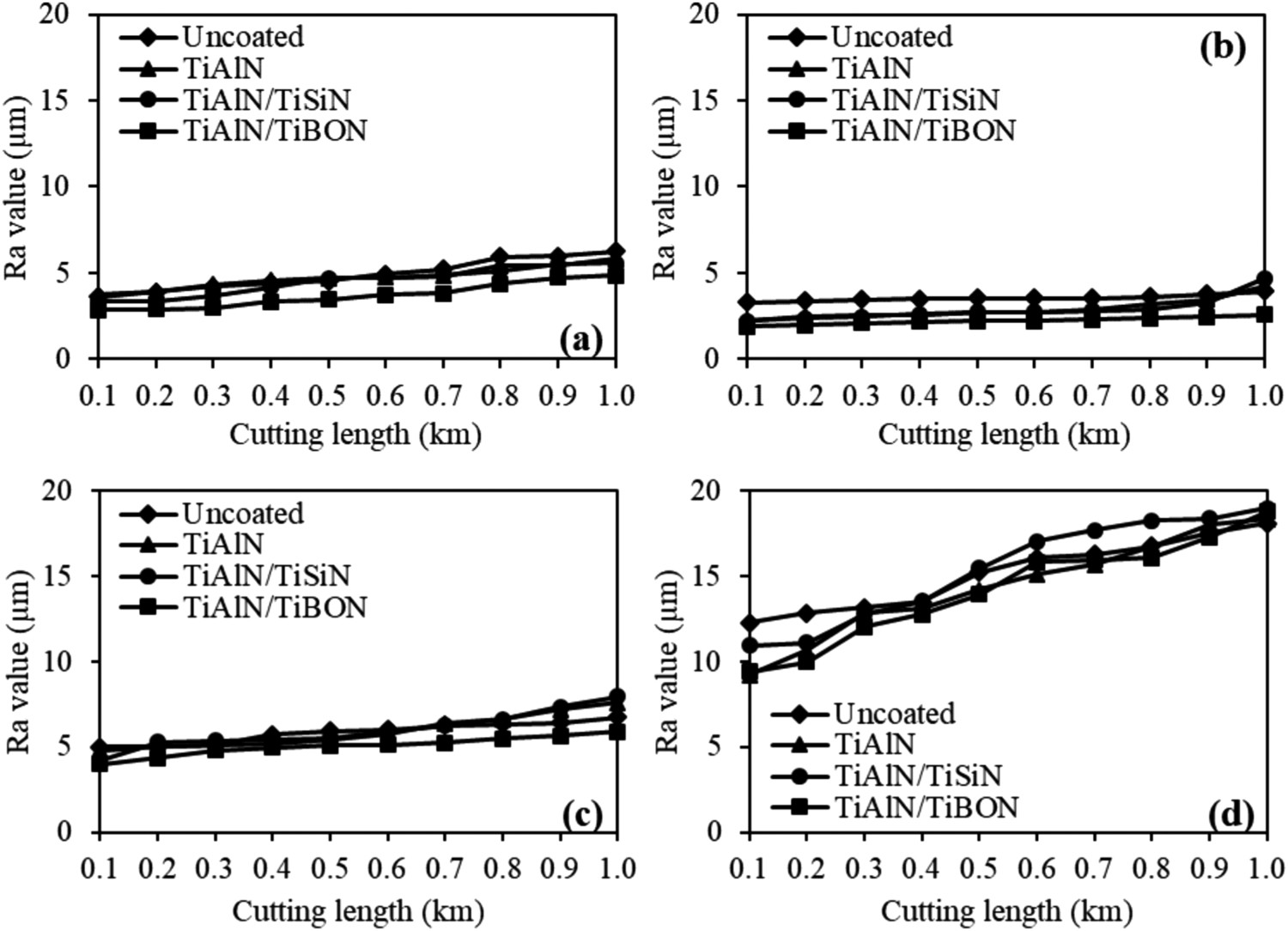
The results in Figure 6 also show that the multilayer TiAlN/TiBON coated carbide tool tended to generate smoother surface compared to other carbide tools. This could be attributed to the higher wear resistance of multilayer TiAlN/TiBON coated carbide tool compared to other carbide tools tested. It was reported by Darmawan et al. (2011) that the roughness of spruce wood surfaces increased in proportion with an increase in the roughness of the cutting tool edge. This phenomenon indicates that the surface roughness of the wood composites machined could be a good indication for the wear of carbide tools.
The results in Figure 6 also show that the highest and the lowest surface roughness were retained by SB and WPC, respectively for all cutting tools tested. The machined sufaces of the wood composites after 1 km of cutting length using multilayer TiAlN/TiSiN carbide tool are depicted in Figure 7. The difference in surface roughness among the wood composites was caused by their structures. The SB was porous in structure due to the irregular in sizes and orientation of the strands in the board. Different from WPC, the very fine structure was formed by mechanical compaction in the production process.
Appearance of wood composites in cross section (a) asbestos, (b) WPC, (c) LVL, and (d) SB.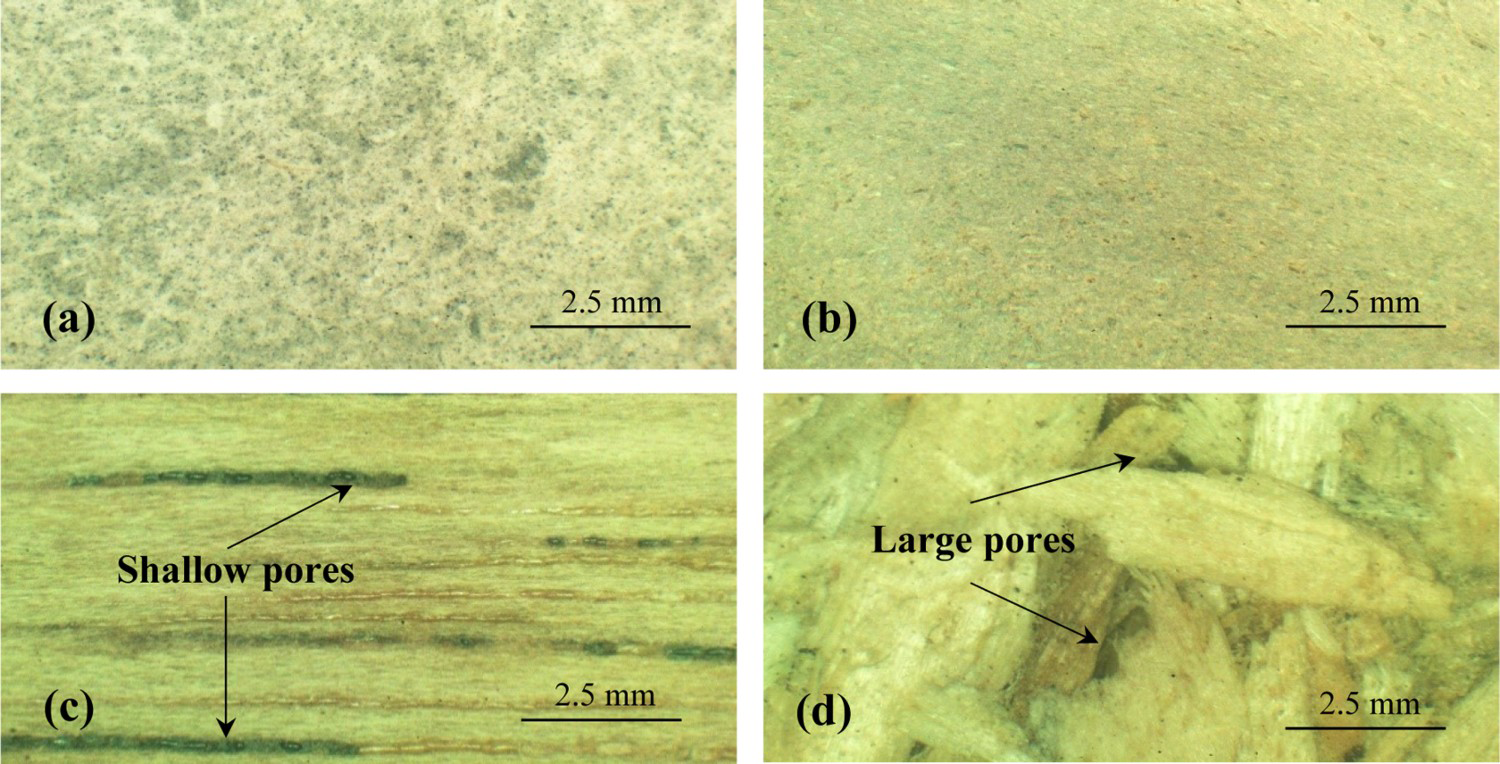
Cutting the wood composites generated a difference in chip shapes and sizes. The chips of asbestos and WPC were more uniform in shape and size compared to that of LVL and SB because of their structures (Figure 8). A continuous chips with uniform size were generated in cutting the WPC. This continuous chip formation was observed to produce smoother surface. Granule chips were predominantly generated in cutting the asbestos. Both continuous and granule chips which vary in size were generated in cutting the SB and leaved the rougher surfaces. According to Su et al. (2003) the granule chips are generated from broken pieces of thin chips both at the emerging and initial milling. A large amount of granule chips produced in cutting asbestos tended to adhere and harden on the carbide tools surface (Figure 5), which influenced the subsequent cutting. In addition, very fine granule chips of asbestos lead to air pollution in the work area. The microscopic fibres of asbestos could be trapped in the body, causing fatal illnesses including lung cancer, mesothelioma, asbestosis, and estimated to cause 255,000 deaths per year (Luus 2007).
The chips generated in cutting (a) asbestos, (b) WPC, (c) LVL, and (d) SB.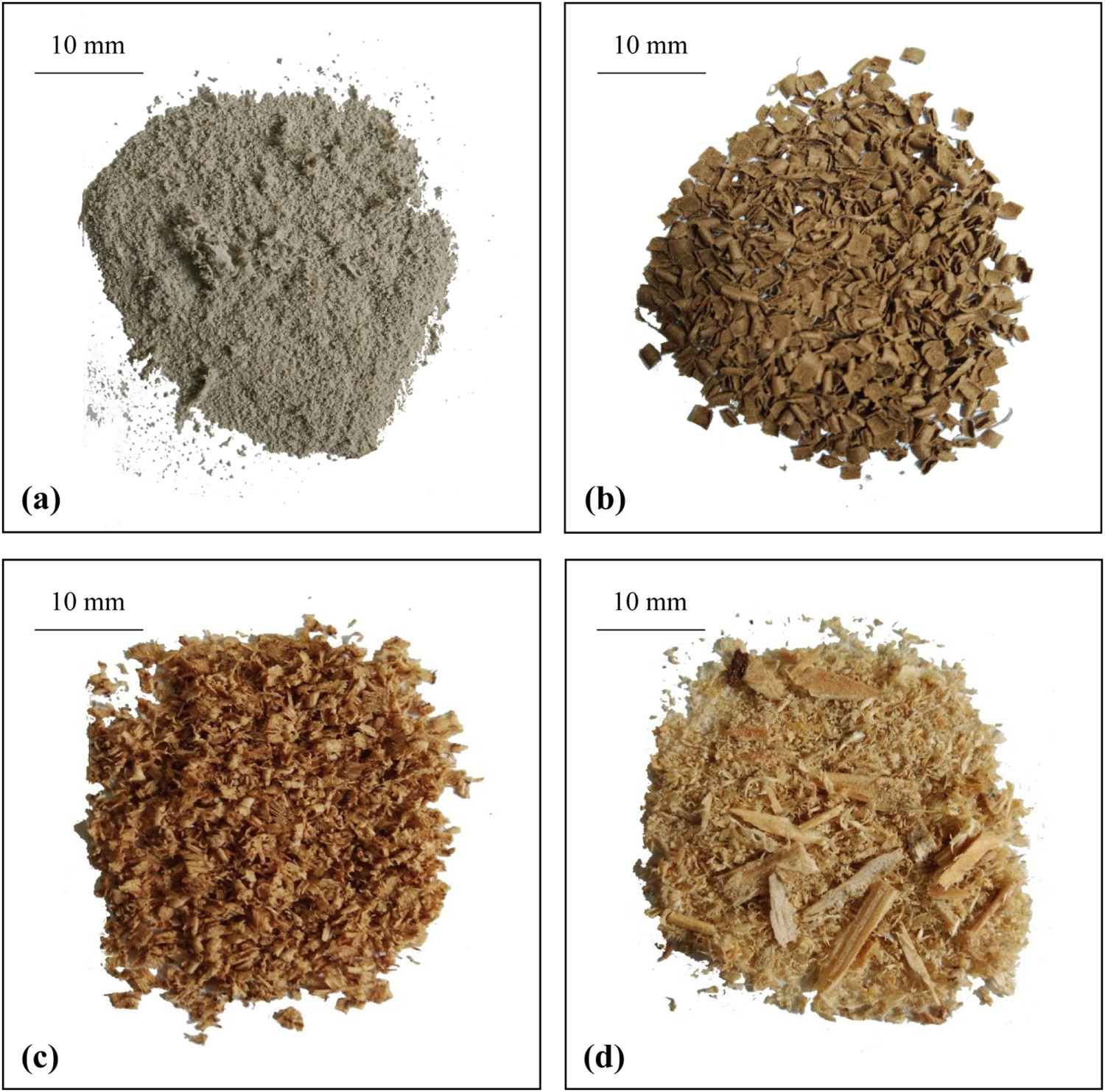
Noise level
The experimental results indicate that the noise level increased proportionally with cutting length for all cutting tools investigated (Figure 9). The increase in noise level was caused by the increase in the wear of the tungsten carbide tools. Figure 9 shows that the uncoated tungsten carbide tool generated the highest noise level and TiAlN/TiBON generated the lowest noise level for all wood composites machined. The average noise levels of the uncoated tungsten carbide tool in cutting the wood composites at the beginning (100 m) and the end (1000 m) of cutting length were 70.2 and 73.6 dB, respectively. The average noise levels of the TiAlN/TiBON coated carbide tool in cutting the wood composites at the beginning and the end of cutting length were 68.3 and 71.1 dB, respectively. This indicates that the increase in noise level was more remarkable in the uncoated tungsten carbide tool compared to the TiAlN/TiBON coated carbide tool. This phenomenon was caused by the highest wear on uncoated tungsten carbide tool and the lowest wear on TiAlN/TiBON coated carbide tool. It was noted in another study that the increase in noise level is caused by the increase in cutting tool wear and parallel force during cutting (Darmawan and Tanaka 2004). In addition, the noise level can be a good indication for the extent of wear on the edge of cutting tools.
Noise level behaviours in cutting (a) asbestos, (b) WPC, (c) LVL, and (d) SB.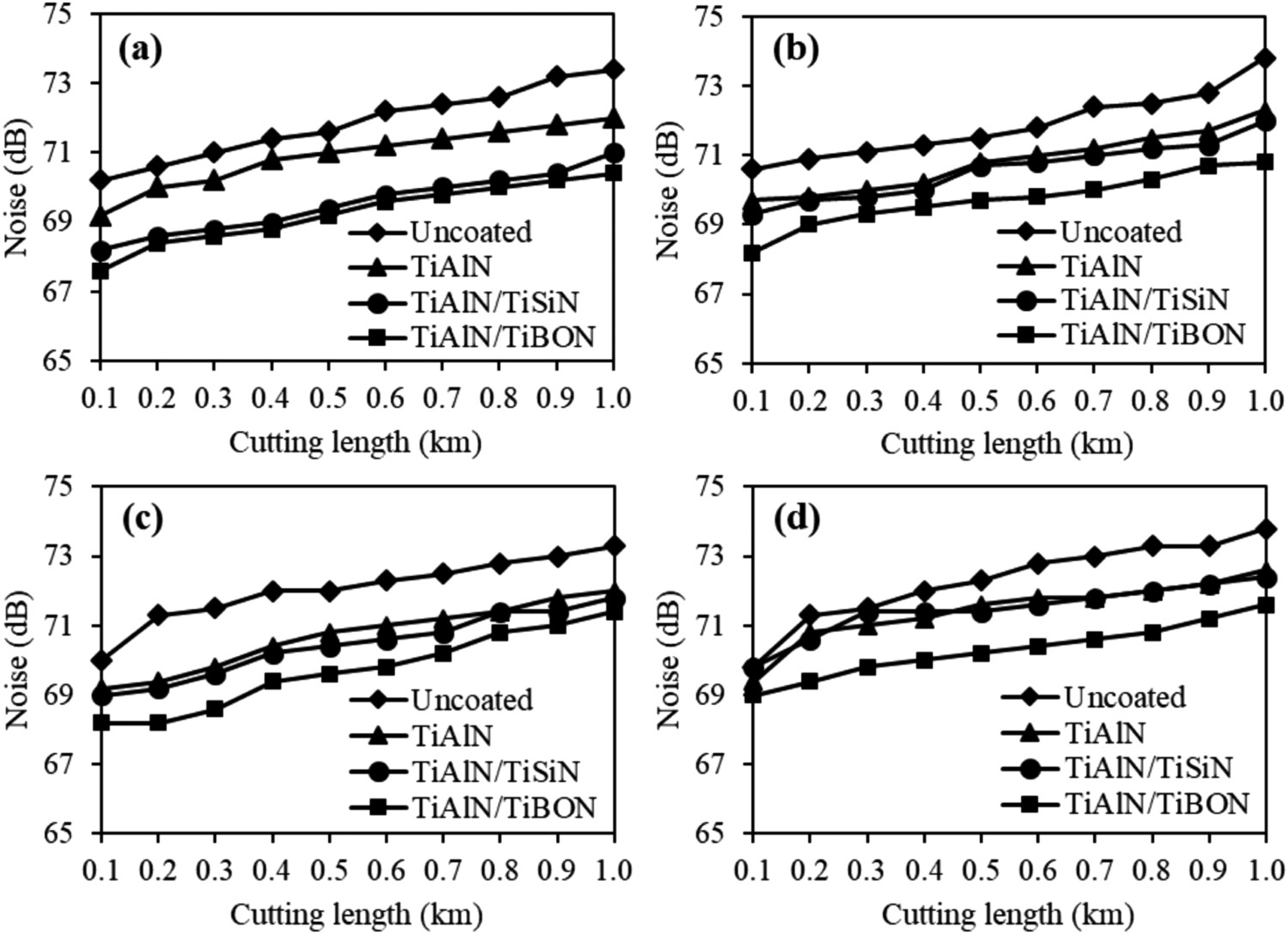
The results in Figure 9 also show that no remarkable differences in noise level among the wood composites as machined using the same carbide cutting tool. The average noise level in cutting asbestos, WPC, LVL, and SB using uncoated tungsten carbide was observed to be 71.9, 71.9, 72.1, and 72.3 dB, respectively. The average noise level in cutting asbestos, WPC, LVL, and SB using TiAlN/TiBON coated carbide tool was observed to be 69.3, 69.7, 69.7, and 70.3 dB, respectively. ACIGH (2012) recommended that the maximum noise threshold limit value for workers is 85 dB for total duration of 8 h per day. Therefore, cutting the wood composites using both uncoated and the coated tungsten carbide tools could be under control.
Conclusion
The coated carbide tools provide better wear resistance, surface roughness, and lower noise level compare to uncoated tungsten carbide tool in cutting the asbestos, WPC, LVL, and SB. Among the coated carbide tools, the multilayer TiAlN/TiBON coated carbide tool is the highest in wear resistance and is proposed for cutting the wood composites. The abrasives contained in the wood composite are important in wearing of the tungsten carbide tools. The structures of the wood composites are important in determining the roughness of the machined surfaces. The noise level and roughness increase due to increasing in the wear and should be a good indication for determining the wear of the coated and uncoated tungsten carbide tools.