
Abstract
Centrifugal fluidised separators play an important role in separating fine-size minerals during the beneficiation process by augmenting the gravity-assisted differential density-dependent settling process by externally applied centrifugal force. To develop a comprehensive understanding of the separation characteristics of a centrifugal fluidised separator, synthetic binary density test systems comprising of quartz and hematite were used. A semi-batch Falcon concentrator was used. The parameters of prime importance identified for this study are rotation speed, fluidising water flow rate and particle size. A set of experiments was performed and responses were measured in terms of mass recovery of hematite particles and separation efficiency. An attempt was made to develop an understanding for the separation characteristics of the concentrator by mathematical formulation. Parametric studies of separation performance were performed both experimentally and through mathematical formulations. Settling velocity, surface minimum fluidisation velocity and critical minimum fluidisation velocity were estimated for the binary density system and experimental response were examined with the help of estimated velocities.
Keywords
Introduction
Recovery of valuable minerals contained in fine particles is a major concern in mineral processing as well as in the powder processing. As particle size decreases (<100 µm), the force associated with the water flow becomes predominant over the force associated with gravity, primarily because of higher surface area. This phenomenon hinders the recovery of valuables from fine particles in gravity separation (Traore et al. 1995). The centrifugal separator, a new generation of separator that works on differential density and possesses enhanced separation efficiency, is able to recover valuable minerals from fine particles which are dispersed in water (Luttrell et al. 1995).
The Falcon concentrator, developed by Steve McAlister (1992), is one such enhanced gravity separator and it can augment the gravitation field up to 300 times. It is generally used to recover the fine gold from gold sulphide ores (Lins et al. 1992) and also to recover fine tantalum and tin from plant tailings. Laplante et al. (1994) tested a batch model Falcon concentrator (B6) on several systems including a massive sulphide gold–copper ore, a fine gold-pyrite-silica flotation tail and a high grade gold ore in low sulphide gangue. Tests were also carried out with synthetic feed to develop a fundamental understanding of the separation mechanism. However, the study was limited to a batch model Falcon concentrator consisting of smooth non-fluidised bowl. The Falcon concentrator is also used in pre-concentration of oil sand froth (Liu et al. 2006) and has been successfully demonstrated for the upgrading nonsulfide zinc ore in fine size ranges (Farag et al. 2012). A large numbers of studies have been performed on recovery of fine clean coal using the Falcon gravity concentrator (Honaker, Wang, et al. 1996, Honaker, Singh, et al. 2000; Tao et al. 2006; Oruç et al. 2010; Zhang et al. 2011; Boylu 2014; Ibrahim et al. 2014).
A phenomenological model of the Falcon concentrator applicable to dilute suspension was developed and validated through experimental results using fine quartz particles as feed material by |Kroll-Rabotin et al. (2010, 2012). Free and hindered settling conditions of coal shale-clay separation in a Falcon concentrator were determined experimentally using response surface methodology (Boylu 2013). The theoretical and statistical models developed were focused on Falcon concentrator with a smooth non-fluidised bowl.
While reports on the application of Falcon concentrators as centrifugal concentrator are plentiful, literature on particle separation characteristics of the concentrator as a centrifugal fluidised separator are very limited. The complex interaction of centrifugation and fluidisation and net the effect on particle separation has not been clearly discussed. In view of the above, detailed experimental work was carried out in the present study along with theoretical analysis to gain a better understanding of the separation characteristics of the Falcon concentrator as a centrifugal fluidised separator. The effect of rotational speed of the bowl, fluidising water flow rate and particle size on separation characteristics, and the reason for the same, was investigated through mathematical formulation. An attempt was made to compute the fluidisation velocities of binary density system and analyze the experimental results with the estimated velocities.
Operating principles
The Falcon centrifugal concentrator essentially consists of a vertically aligned, open-topped truncated conical bowl mounted on a spinning shaft. Bowl speed is precisely controlled by varying the frequency of the variable frequency drive (VFD) motor, used to drive the spinning bowl. High centrifugal force, introduced due to the rotation of the bowl, magnifies the differences in the settling velocities of different particles, which is crucial for obtaining good separation. The slurry is fed to the bottom through a fixed centre pipe where it is distributed by a spinning impeller. Particles tend to move outward because of the huge centripetal force and because of the design of the bowl; the particles can only climb up against the wall where they become stratified based on their densities along the wall of the rotating bowl. Heavier particles are displaced more towards the bowl wall compared to lighter particles as heavier particles have larger centrifugal-to-drag force ratio than lighter particles. This zone is named the stratification or migration zone as particles are stratified based on their densities. The top portion of the truncated cone is cylindrical in shape and consists of concentrate riffle rings, called the retention zone. In the retention zone, immediately above the stratification zone, fluidising water is injected through the fluidisation hole to create a dilated or fluidised bed. Heavier particles, embedded in this zone are retained here until the machine is stopped and they report to the underflow stream (heavy stream). Lighter particles move along with the water and report in the overflow launder (light stream). A schematic of particle separation in the Falcon concentrator is shown in Figure 1.
Schematic diagram of particle segregation inside the centrifugal fluidised Falcon concentrator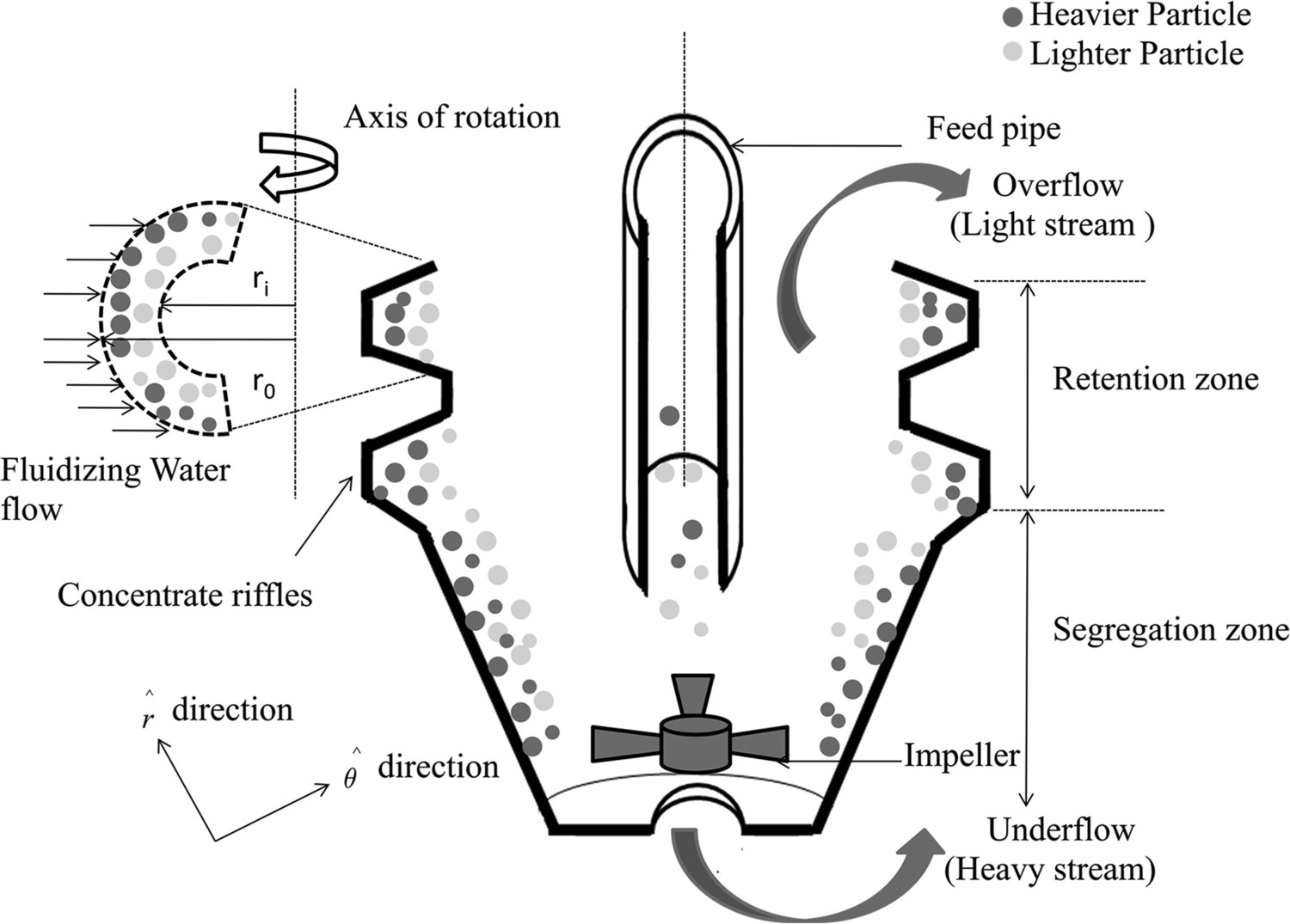
Experimental
A laboratory Falcon concentrator (Model SB-40) was used in the present study. The separation efficiency of the concentrator depends upon several factors. These include the rotation speed of the bowl, fluidising water flow rate, feed rate, pulp density and feed particle size. An effort was made in the present work to understand the impact of some of these factors by using a binary density system. The influence of rotational speed, fluidising water flow rate and feed particle size was investigated. The other operating variables were kept constant during experimental work. A schematic of experimental variables and conditions are shown in Figure 2.
Schematic of experimental variables and conditions.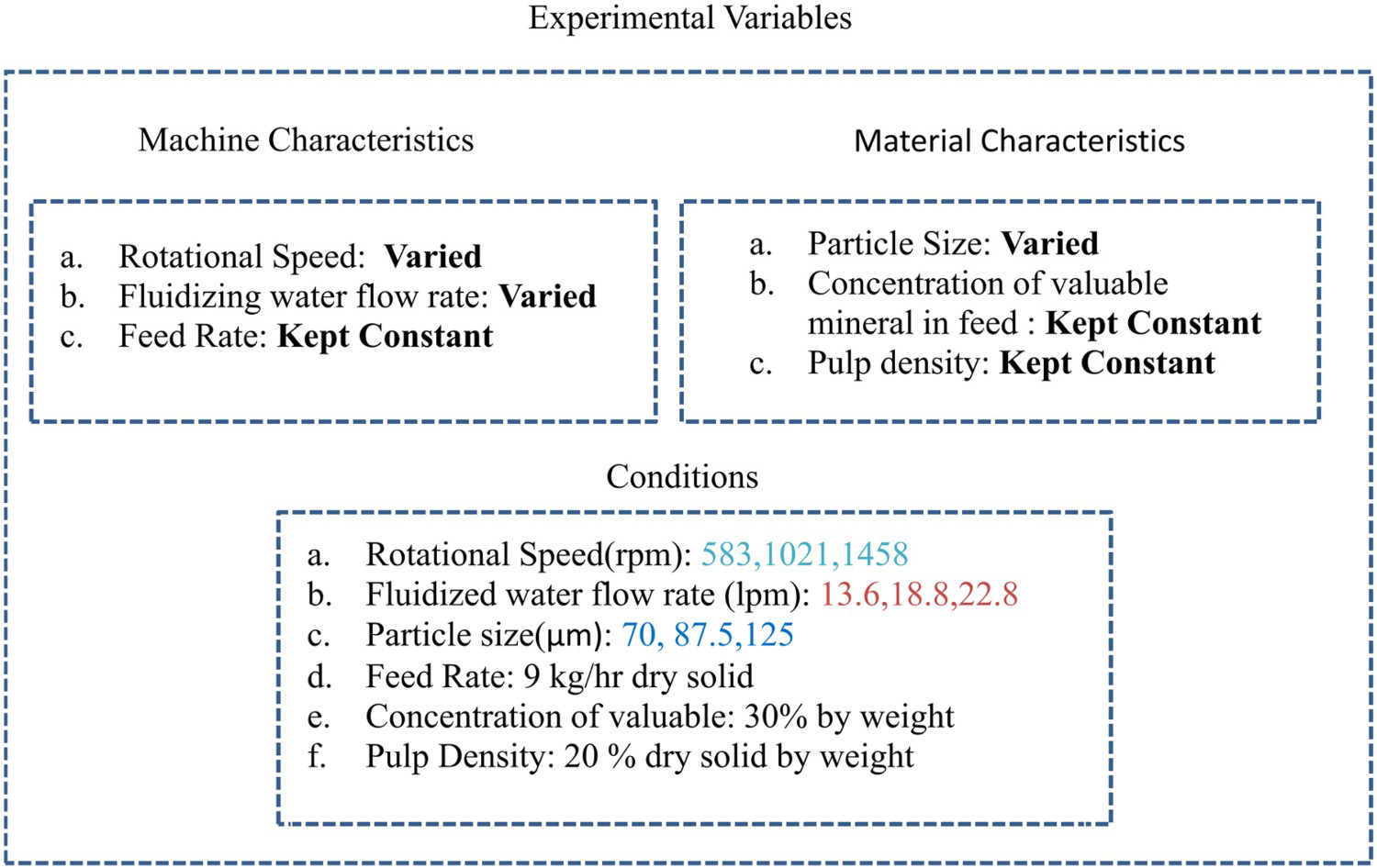
Material
In order to study the effect of feed size on separation efficiency three different close-sized feed materials were prepared as a model feed system. The feed material consisted of a binary mixture of hematite (heavier) and quartz (lighter) with a ratio of 30:70 by mass. Quartz with a specific gravity of 2.6 and hematite with a specific gravity of 4.8 was used as a lighter and heavier material respectively.
Mass percentage of heavy and light particles in feed also affects the separation efficiency. However, in the present study the mass ratio was kept constant in order to minimize the number of experimental variables. Separation efficiency of the separator was estimated by measuring the mass recovery of heavier and lighter particles instead of by chemical analysis. Consequently, the mass ratio of heavier and lighter particles was greater than would apply in most application in order to have a substantial amount of product and thus reduce experimental errors. In order to eliminate the size effects in density based separation, closely sized feed materials were used. Quartz sand and hematite of size 100−150, 75−100 and 65−75 µm were used as a feed material. The corresponding mean particle size of the three size classes was used as particle size in the present study.
Methods
A set of trial experiments was performed to identify the appropriate operating regime for the closely sized binary density system. It was observed that at higher rotational speed (∼1700 rpm) almost all the feed material reported to the heavier stream and at lower rotational speed (<583 rpm) most of the feed materials reported to the lighter stream. Therefore, it can be reasonably concluded that, outside this speed range, there is no density based separation. In the view of above observation, the operating regime was set between 583 and 1458 rpm. A set of experiments was performed using the Box-Behnken design and response was measured in terms of separation efficency.
The mixture of hematite and quartz mass was fed through the central pipe of the semi-batch Falcon concentrator. Fluidising water was added at different operating pressures in order to fluidise the concentrate bed and to reduce the misplacement. Lighter products were collected continuously through the overflow launder. Once the feed was stopped, the fluidisation water pressure was slowly returned to zero and the bowl rotation was stopped. Heavier product was flushed from the conical bowl and collected from the base of the conical bowl. Lighter and heavier particles were collected, dried and weighed. In order to estimate the misplacement of particles, lighter and heavier products were subjected to sink-float test. Bromoform (2.8−2.90 g mL−1 at 20°C) was used as a separation media. Sink and float materials of both streams (heavier and lighter) were collected, dried and weighed. A consolidated summary of the experimental variables is shown in Figure 2.
 are the mass of quartz and hematite in the heavier stream, respectively,
are the mass of quartz and hematite in the heavier stream, respectively,
 are the mass of quartz and hematite in the feed respectively and
are the mass of quartz and hematite in the feed respectively and
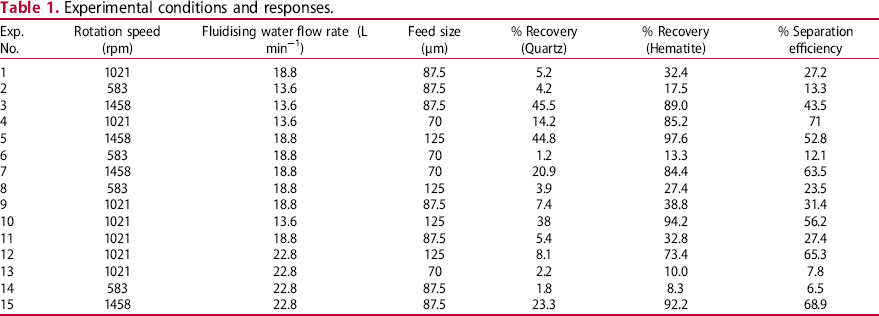
 are the mass recovery of quartz and hematite in the heavier stream, respectively. The separation performance of the Falcon concentrator was evaluated based on the separation efficiency, defined as the difference between the mass recovery of quartz in the heavier stream and the mass recovery of hematite in the lighter stream. The results are tabulated in Table 1.
are the mass recovery of quartz and hematite in the heavier stream, respectively. The separation performance of the Falcon concentrator was evaluated based on the separation efficiency, defined as the difference between the mass recovery of quartz in the heavier stream and the mass recovery of hematite in the lighter stream. The results are tabulated in Table 1.
Experimental conditions and responses.
Results and Discussion
The recovery of quartz in heavier stream was in the range 1.2%−45.5%. However, more significant variation in the mass recovery of hematite particle was observed: 8.3%−97.6%. A large variation in separation efficiency (6.5%–71%) was also observed. It is evident from Table 1 that high rotational speed is favourable to enhancing the separation efficiency irrespective of other operating parameters (Refer to experiment nos. 2, 3, 5, 8, 6, 7, 14, 15). However, it is quite difficult to identify the impact of all the process variables individually on separation efficiency because they exhibit inter-dependence in determining the separation efficiency. This inter-dependency can be observed by comparing the results for the following pairs: Exp. 2 vs Exp.14 and Exp.3 vs Exp.15 where increasing fluidising water flow rate can decrease as well as increase the separation efficiency. The complex dependencies were also observed in Exp. 4 vs Exp.10; Exp.5 vs Exp.7; Exp.6 vs Exp.8; Exp.12 vs Exp.13. An attempt to describe the individual and combined effect of these variables on separation efficiency and the reason for the same was illuminated with the help of mathematical formulation.
Effect of experimental parameters on particle segregation
The Falcon concentrator is divided into two zones based on the particle segregation, stratification or migration zone where particles are segregated based on their relative density and a retention zone where percolation and migration of heavy and light particles occur. Falcon concentrator has two inlets for fluid entry. Fluid enters into the separation chamber under gravity through a stirred feeding system and through a fluidisation hole in the cylindrical part of the concentrator by regulating the inlet pressure. Tracer injection experimentations have been carried out by Singh et al. (2019) to identify the role of fluid. A high resolution camera was used for recording the fluid motion and it was established that water entering through the fluidisation hole circulates within the concentrate riffles and directly discharges to the overflow stream from the retention zone. Consequently, particle segregation in the stratification zone depends only on the rotation speed and physical properties of particles among the three experimental parameters considered in this study. However, in the retention zone particle segregation depends upon all the three parameters. In the view of this, the effect of experimental parameters on particle segregation in the stratification and retention zones are discussed separately.
Stratification zone
Spin frequency of the Falcon concentrator is defined as the rotational speed of the bowl. It relates the centrifugal force acting on the system and settling velocity of solid particles. Increasing the spin frequency increases the centrifugal force on the particles, leading to higher settling velocity of the particles. In this section an attempt is made to describe the effect of rotational speed on particle segregation in the stratification zone. Hsu (1981) proposed a correlation for the settling velocity under centrifugal and gravitational forces. The proposed correlation is divided in the two components due to the shape of the stratification zone (conical shape). Components of the settling velocity in r-direction (
 ) and
) and
 - direction (
- direction (
 ) are given by Eqns. (3) and (4), respectively:
) are given by Eqns. (3) and (4), respectively:



 is the settling velocity of particle along the conical wall in the centrifugal force field,
is the settling velocity of particle along the conical wall in the centrifugal force field,
 is the settling velocity of particles perpendicular to the conical wall in centrifugal force field,
is the settling velocity of particles perpendicular to the conical wall in centrifugal force field,
 is the settling velocity of particle in gravitational force field,
is the settling velocity of particle in gravitational force field,
 is the angle of the conical bowl, Re is the Reynolds number,
is the angle of the conical bowl, Re is the Reynolds number,
 is the radius of rotating path, the G is the relative centrifugal force,
is the radius of rotating path, the G is the relative centrifugal force,
 is the rotational speed and
is the rotational speed and
 is the gravitational acceleration.
is the gravitational acceleration.
The relative centrifugal force is dependent upon the rotational speed of bowl and radius of rotating path as shown in Eq. (5). However, the shape of the stratification zone is conical and thus the radius increases from the bottom to the top portion of the bowl. Consequently, the relative centrifugal force also increases from the bottom to the top. Using Eqns. (3), (4) and (5), the resultant settling velocities of particle were estimated at a fixed radius of 30.7 mm and the results are shown in Figure 3.
Variation of settling velocity with rotational speed.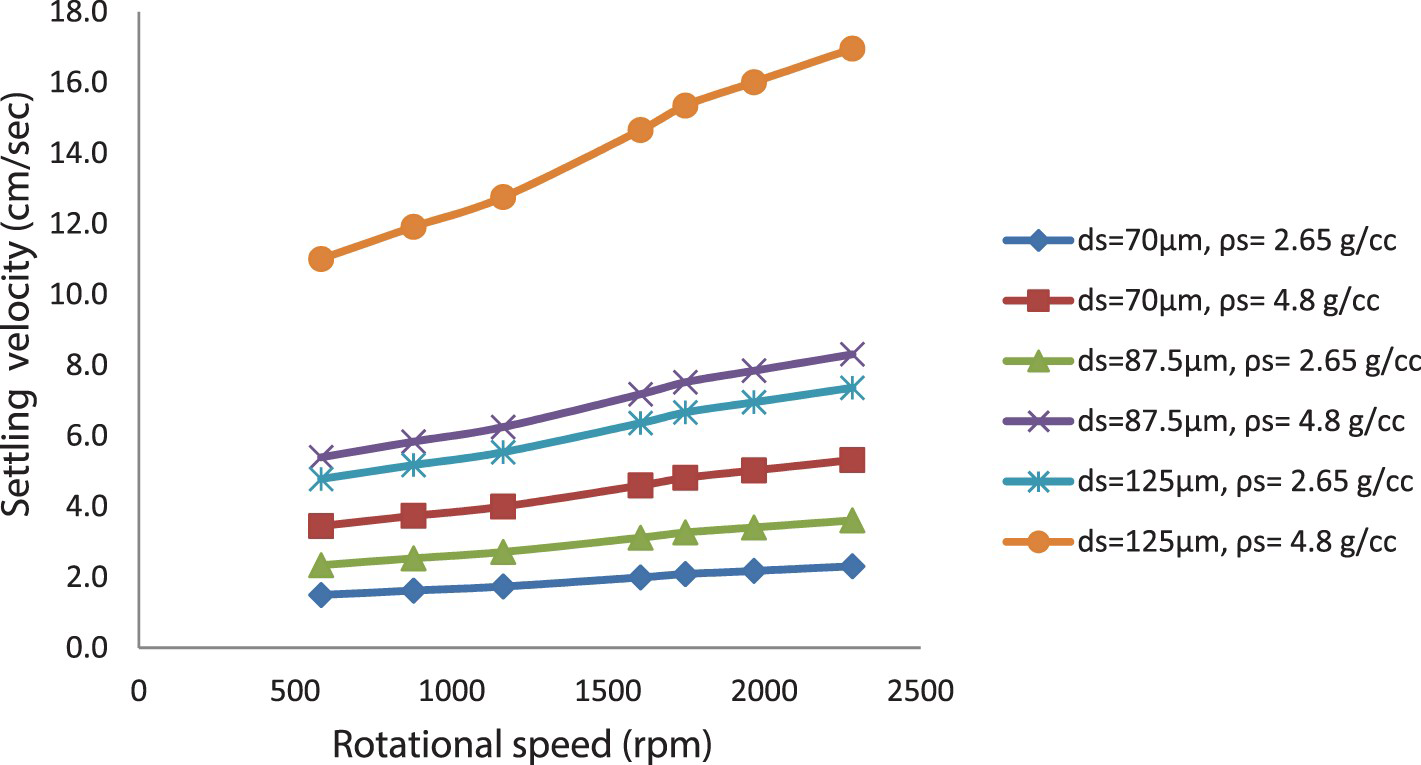
Figure 3 shows that the rotational speed and size and density of particles have a predominant effect on settling velocity. The settling velocity is higher for coarser and heavier particle and also increases with increasing rotational speed. This phenomenon is very obvious and true for even the gravitational force field. However, the difference in settling velocity between heavier and lighter particle is greatly enhanced by applying the centrifugal force field. Consequently, heavier particles move faster towards the wall of the conical bowl than the lighter particles. This stratified bed moves to the retention zone where particles are separated and report to the different streams. From the Figure 3 it is evident that at low rotational speed (∼583) differences in terminal velocity of heavier and lighter is minimal. Consequently recovery of particles and separation efficiency is expected to be very low. This is corroborated by Exps.2, 6, 8 and 14 in Table 1.
Retention zone
The segregated band of particle bed in the stratification zone reports to the retention zone, where the stratified bed is exposed to the two competing forces, namely centrifugal force and force associated with the fluidising water.
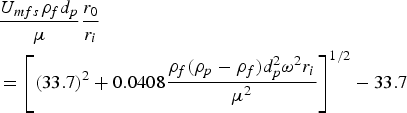
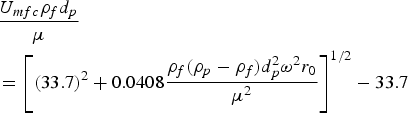
In the retention zone, water is injected through the fluidisation hole, which fluidises the segregated bed and is responsible for percolation and migration of misplaced particles in the concentrated bed. Chen (1987) proposed a theory to explore the fluidising phenomena of centrifugal particle bed. A simplified equation was also developed by Kao et al. (1987) for estimating the pressure drop and minimum fluidisation velocity in a rotating fluidised bed. Kao et al (1987) model clearly shows the influence of bed thickness on minimum fluidisation velocity. In view of this, the relationship proposed by Kao et al (1987) was used to compute the surface and critical minimum fluidisation velocities for the quartz and hematite particles:
Bed is completely packed:


Bed is completely fluidised

 is the surface minimum fluidisation velocity,
is the surface minimum fluidisation velocity,
 is the critical minimum fluidisation velocity,
is the critical minimum fluidisation velocity,
 is the density of fluid,
is the density of fluid,
 is density of particle,
is density of particle,
 is particle size,
is particle size,
 is the rotational speed,
is the rotational speed,
 is the viscosity of fluid,
is the viscosity of fluid,
 is the radius of inner surface of particle bed,
is the radius of inner surface of particle bed,
 is the radius of rotating fluidised bed,
is the radius of rotating fluidised bed,
 is the superficial velocity.
is the superficial velocity.
The above formulation was utilised to estimate the minimum fluidisation velocities for a mono-density particulate system. In the present study utilisation of the formulation was extended to binary density systems and, accordingly, the conditions for packed bed, partially fluidised bed and completely fluidised bed were modified. The radius of the inner surface of particle bed and radius of rotating fluidised bed for heavier and lighter particles in binary density system are not same. As discussed previously, heavier particles are displaced more towards the wall of conical bowl in comparison to lighter particles thus forming two consecutive layers, a bottom layer which is close to the bowl wall and mostly consisting of heavier particles, and a top layer mostly consisting of lighter particles (as shown in Figure 1). In order to find the radius of the fluidised bed for the two layers, it was assumed that the concentrated riffle rings in the retention zone are completely filled by the particle bed and the surface area of retention zone is constant along the depth (∼9 mm) of concentrated riffle ring. Thus the ratio of the volumetric spaces occupied by quartz and hematite is:
 is the volumetric space occupied by quartz,
is the volumetric space occupied by quartz,
 is the volumetric space occupied by hematite,
is the volumetric space occupied by hematite,
 is the mass of quartz in the feed,
is the mass of quartz in the feed,
 is mass of hematite in the feed,
is mass of hematite in the feed,
 is the density of hematite and
is the density of hematite and
 is the density of quartz.
is the density of quartz.
In the present study, the feed material consisted of lighter and heavier particles with a mass ratio 30:70 by mass. Consequently, the fraction of volumetric space occupied by heavier and lighter particles is 18.9% and 81.1%, respectively and thus the thickness of heavier and lighter layer was divided in this ratio.
The modified conditions for packed bed, partially fluidised bed and completely fluidied bed are:
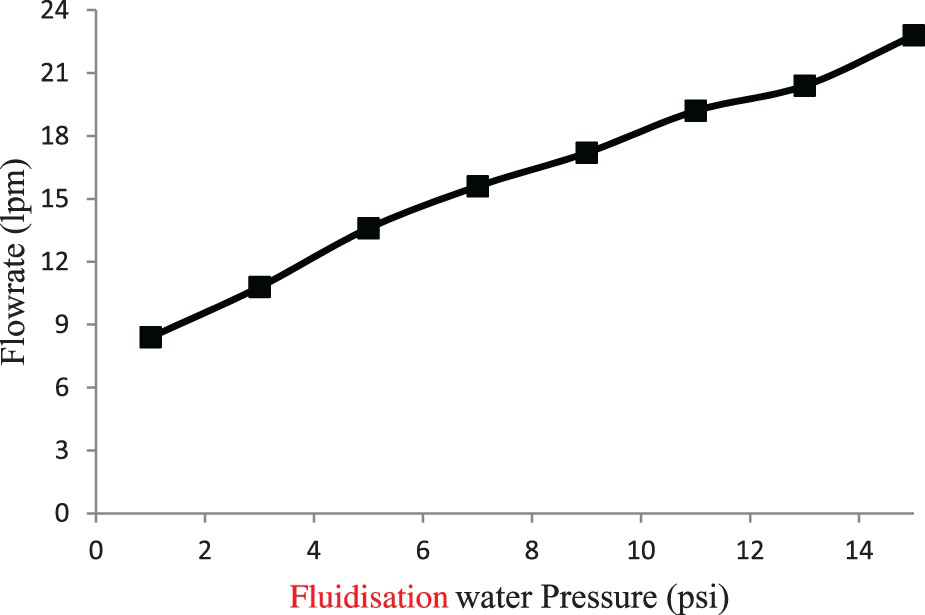
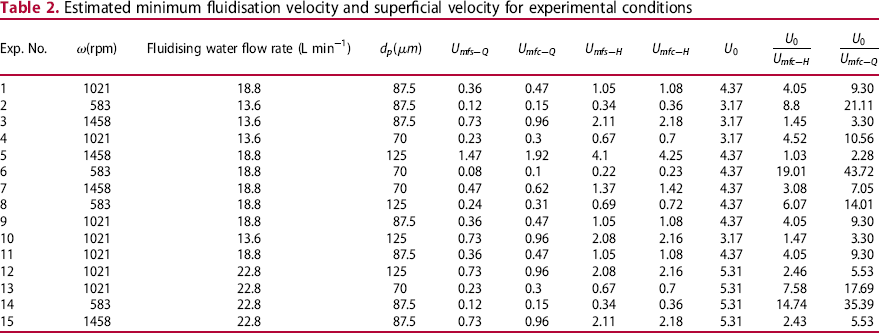
Variation of water flow rate with fluidisation water pressure. Estimated minimum fluidisation velocity and superficial velocity for experimental conditions


 are surface minimum fluidisation velocity of quartz and hematite respectively and
are surface minimum fluidisation velocity of quartz and hematite respectively and
 are critical minimum fluidisation velocity of quartz and hematite respectively. In order to estimate the superficial velocity, firstly the concentrator was operated at fixed fluidisation water pressure and discharge water was collected through the overflow launder for a fixed time interval. This procedure was repeated for different fluidising pressures and the volumetric flow rate measured. Figure 4 shows the volumetric flow rate of fluidising water at different fluidisation water pressure. Measured volumetric flow rates were divided by the area of the retention zone which to obtain the superficial fluid velocity. The superficial velocity at different volumetric flow rates is shown in Table 2.
are critical minimum fluidisation velocity of quartz and hematite respectively. In order to estimate the superficial velocity, firstly the concentrator was operated at fixed fluidisation water pressure and discharge water was collected through the overflow launder for a fixed time interval. This procedure was repeated for different fluidising pressures and the volumetric flow rate measured. Figure 4 shows the volumetric flow rate of fluidising water at different fluidisation water pressure. Measured volumetric flow rates were divided by the area of the retention zone which to obtain the superficial fluid velocity. The superficial velocity at different volumetric flow rates is shown in Table 2.
 (rpm)
(rpm)







Surface and critical minimum fluidisation velocities for quartz and hematite particle were estimated and tabulated in Table 2. It is noted that critical minimum fluidisation velocity of hematite particles is higher than quartz particles. In order to completely fluidise the binary density system containing quartz and hematite, the superficial fluid velocity is found to be higher than the critical minimum fluidisation velocity for hematite. Using Eqns. (6) and (7) critical minimum fluidisation velocities were estimated for different particle density and different rotational speed and the results are shown in Figure 5. The figure shows that the critical minimum fluidisation velocity of the binary system is in the range 1−10 cm/sec. Critical minimum fluidisation velocity is higher for high rotational speed and higher for heavier particles.
Variation of critical minimum fluidisation velocity of different particles with rotational speed.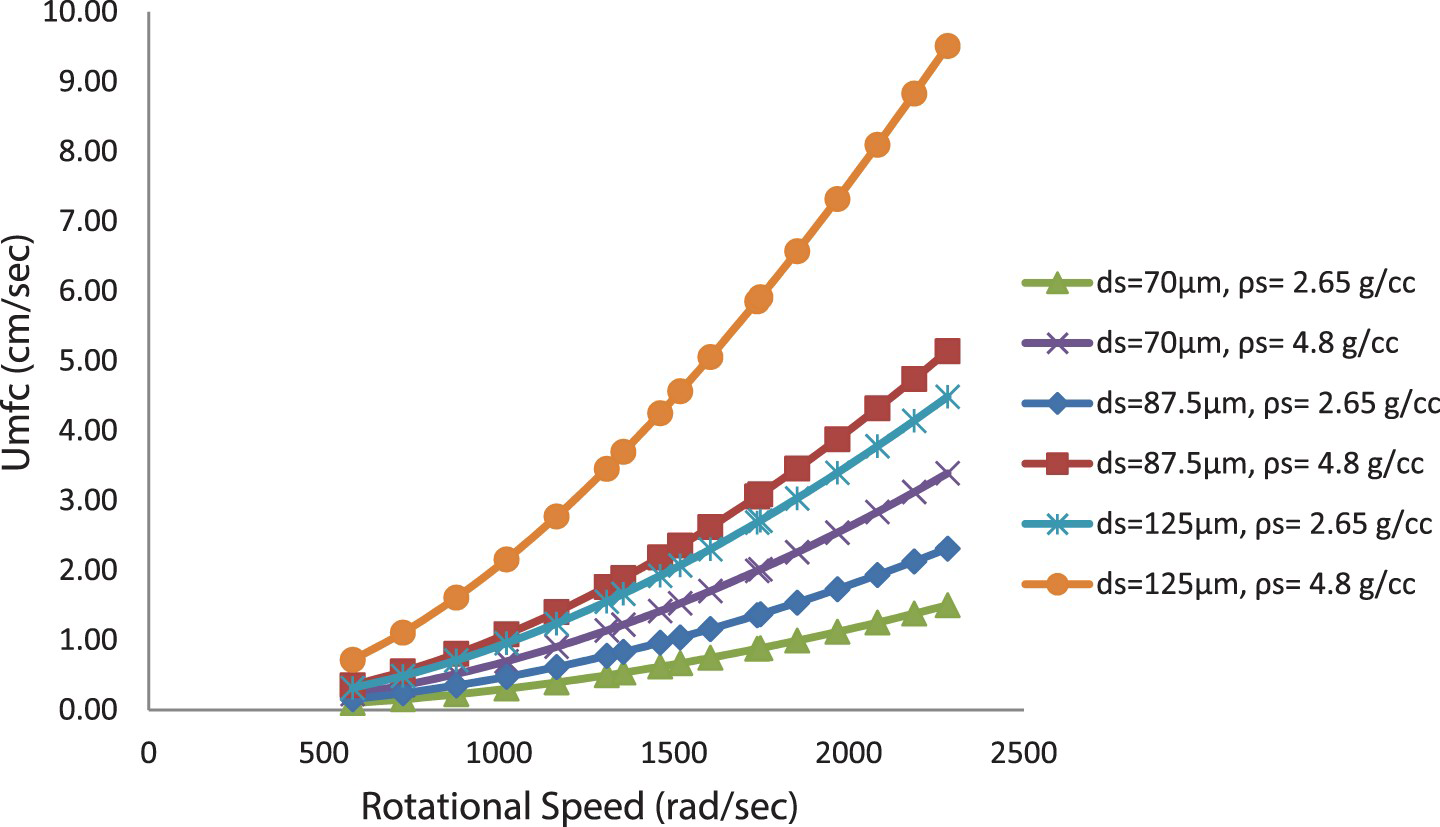
The estimated minimum fluidisation velocities clearly corroborate the experimental responses tabulated in Table 1. The particulate bed is completely fluidised when the ratio of superficial velocity and critical minimum fluidisation velocity of hematite is greater than 1 (Eqn. (10c)), which is favorable for reduction of misplacement. However, a very high ratio has a detrimental effect on recovery. At higher ratios, the particle bed has a tendency to achieve elutriation velocity and, consequently recovery of particles is low. This phenomenon is seen in Exps.1, 2, 6, 8, 9, 11, 13 and 14. The recovery of particles can be enhanced only by reducing the superficial velocity (reducing the fluidising water flow rate) keeping all parameters constant as corroborated by Exps.2 and 14. Complete fluidisation of the concentrate bed is favorable for efficient separation considering that the bed should not achieve its elutriation velocity. This can be achieved if the value of
 and
and
 is not too high. This is corroborated by Exps.3, 4, 5, 7, 10, 12 and 15. The result of this study can be used to select the operating regime of the Falcon concentrator to achieve a high separation efficiency for real feed systems.
is not too high. This is corroborated by Exps.3, 4, 5, 7, 10, 12 and 15. The result of this study can be used to select the operating regime of the Falcon concentrator to achieve a high separation efficiency for real feed systems.
Conclusions
In this study an attempt was made to study the separation characteristics of the Falcon concentrator using a closely sized binary density system. An attempt was made to explain the working principles behind the separation characteristics of the concentrator with experimental evidence. The mathematical models of Hsu (1981) and Kao et al. (1987) were applied for estimation of settling velocity and minimum fluidisation velocities of binary density system in Falcon concentrator. Conditions for packed bed, partially fluidised bed and completely fluidised bed were modified for present experimental setup. It was found that the critical minimum fluidisation velocity of binary system used in present study is in the range 1−10 cm/sec. It was also established that in order to achieve an efficient separation, complete fluidisation of the concentrate bed is needed and the ratio of superficial velocity and critical minimum fluidisation velocity should be greater than 1. The role of rotational speed, fluidising water flow rate and particle size on separation efficiency was clearly established with the help of mathematical formulation and experimental response. Estimated values of terminal velocity and minimum fluidisation velocity established guidelines to set the operating regime for efficient separation in the Falcon Concentrator.
Footnotes
Acknowledgements
The authors acknowledge the help and cooperation of the staff of Mineral Processing Division at CSIR-NML Jamshedpur, India towards the research work.
Disclosure statement
No potential conflict of interest was reported by the authors.