
Abstract
Upgrading coarse feed in gold plants, through a process of selective processing, has always been of interest. The level of interest has waxed and waned over the last 30–40 years, but improvements in methods and pressure to increase the efficiency of resource utilisation, have driven greater attention. The resources in question, not simply being the orebody itself, but the requirements for energy and water and the level of intensity applied. Despite various advances in technology, the market penetration of selective coarse upgrading, either via physical means (screening, DMS) or sensors (particle or mass sorting), is still limited. In relation to gold, uptake is complicated by low concentration and the lack of commercial sensors for direct detection. In this paper, the authors examine key factors impacting the rate and degree of uptake of preconcentration in the gold sector, as it relates to particle based particle sorting and DMS.
Keywords
Introduction
The concept of preconcentration, i.e. the ability to remove waste or low grade material to provide an upgrade, is at the core of mining and processing. It can be seen that even mine scale grade control, where blocks of ore and waste are delineated, represent a first level of upgrading prior to any processing. In terms of post-mining processing, manual hand sorting is referenced in texts from antiquity including the work of Agricola from the 15th Century (Agricola 1556), through into the early twentieth century (Handy and Kellogg 1918) and even to the present day, although at very few locations (Sumitomo 2019). The obvious nature of rejecting waste or low grade, whilst the material is relatively coarse, is so fundamental that it has continued to fascinate the mining sector for centuries. The 20th and 21st centuries have increasingly presented the opportunity to apply electronics, sensing and on-line data processing in a manner that has led to equipment that has fuelled the imagination and has on occasions, delivered value into a variety of operations world-wide. As with most technologies, the amount of enthusiasm generated can sometimes lead to unrealistic expectations and the terrible phrase of the ‘silver bullet’. Often accompanying such a syndrome is the singular focus of the equipment housing the technology, with the exclusion of the surrounding system requirements. In combination, such views have the ability to de-rail objective assessments and lead to unsuccessful applications.
It is not the purpose of this paper to investigate applications of preconcentration to specific cases, rather the aim is to examine the various aspects that control the success, or otherwise, of preconcentration via particle sorters or DMS. In doing so, the authors hope to provide insights that will allow the full system requirement to be evaluated for the commercial benefit of the operating sites or projects.
Preconcentration – strategic, tactical and contextual considerations
Preconcentration suffers from the five-fold bottom-line threat of:
Apparent simplicity; Interesting technology; Potential for improved recoveries; Challenge to existing mind-set; Spread across a range of functional areas.
The idea of removing waste at large particle sizes and in the process, upgrading plant feed, has immediate appeal that is not only of technical interest, but of enormous interest to the financial and investment communities. There has always been a dream that preconcentration can turn the economically unviable prospect into a revenue earner.
In addition, the approaches often use interesting technical systems to identify and through physical means, separate streams into value and non-value silos. The technical interest and the apparent simplicity have the ability to influence decision-makers at all levels.
The excitement that can be generated is, however, offset by the fact that the approach requires non-traditional thinking and the involvement of multiple functional and interested groups, often with significantly different views and drivers.
The silos within mining companies are well understood and in the case of preconcentration, practically all major functional groups are represented. If the issue of metal recovery is considered, mine planners and production personnel understand the principle of grade control, which is in essence the selective rejection of sub-grade material. This form of mining recovery loss is well accepted, but the moment metallurgists talk of recovery loss, the reaction is far more dramatic.
So as part of any initial discussion regarding preconcentration, it is crucial to establish impacts on a variety of areas including:
Trade-off between metal loss and overall project economics; Additional infrastructure; Plant complexity; Capital and operating cost; Technical risk; Mine plan and production schedule; Access to mining areas; Fleet requirements and requirement for flexibility; Pit development and associated slope stability; Waste strategy and changes from assumed disposal; Total system economics.
Preconcentration represents a significant intrusion into established methods and as with any intrusion, if the magnitude and impact of the change is not understood and quantified, the ‘body’ will seek to reject the change.
Base geological context for preconcentration
As with any piece of processing equipment, the properties of the feed need to be matched to the performance envelope of the unit and the required product characteristics, whether it be a final product, or one that goes to subsequent processing. In the case of gold mineralisation, the ability to directly detect gold using sorting sensors is severally limited and therefore the better option is to aim for detection of:
Host material directly associated with gold mineralisation; Presence of minerals with a proxy association with gold; Waste component.
Main types of gold formation (as relevant to sorting), modified after Robert et al. (1997).
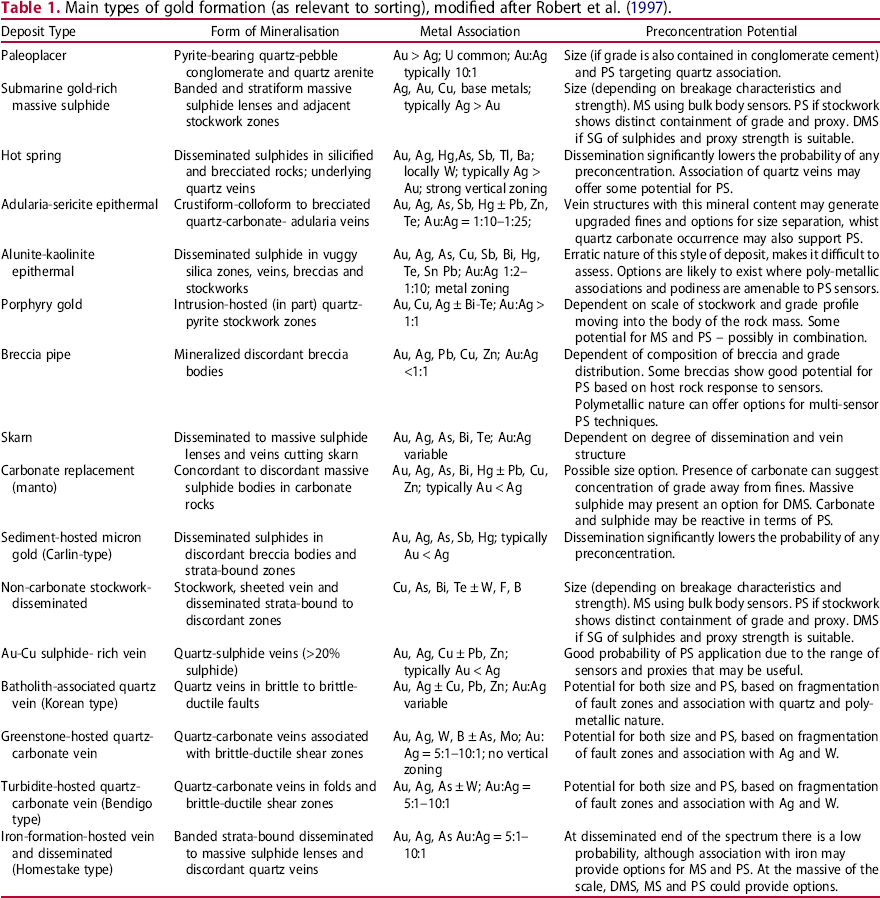
Such a classification, cannot be used definitively to determine preconcentration amenability, but the authors have used the generic description of deposit type from Robert op. Cit. To provide direction as to methods that may have a higher chance of being appropriate – see Table 1.
The use of proxy minerals, or elements, to aid in preconcentration, has been a method deployed in gold operations, dating back to some of the earlier electronic sorting efforts. Vincent (1980) described various sorting systems using the radiometric signature of particles to undertake a sort targeting gold. Once again the exact mineral assemblage and the strength of the connection between gold and potential proxy minerals is mostly deposit specific. Kerr (2005) reports a description of a specific type of gold mineralisation in Canada. In the paper, correlations between gold and other elements are examined, with the main finding being that there is a strong relationship between Au-As-S and gold enriched areas are also commonly associated with Te and W. Once such relationships are known, for a given deposit, it is a matter to deciding if the presence of these proxies can be detected and if the relationships are sufficiently strong and pervasive to support preconcentration.
Preconcentration is often considered as seeking out and capturing the component that contains value. It is equally valid to consider the reverse option of targeting waste for identification and rejection. Circumstances whereby this option should be considered, include:
Consistency of waste is greater than ore zones; Identifiable features of the waste are stronger and easier to exploit.
Basis for detection and separation
When considered as a topic area, coarse preconcentration and sorting spans a considerable width of approaches, including mine scale grade control, bulk (or mass) sorting, sized based upgrading, gravity concentration, single particle sorting, Dense Medium Separation (DMS) and even coarse flotation.
A key consideration in preconcentration is the scale effect and the ‘macro-liberation’ size. In preconcentration the concept of liberation is not directly relevant, as in the case of gold, liberation simply cannot occur at large particle sizes. An alternative way to consider the separation for upgrade, at the preconcentration level, is to use terminology such as ‘macro-liberation’, where particles are separated according to metal content and the degree of liberation of ore from waste is sufficient as an upgrade.
Figure 1 shows an example of this concept as it applies to particle size fractions from 120 to 0.1mm. At the coarsest particle sizes, grade is skewed to waste and low grade, whereas with decreasing particle size the distribution of grade expands. At the finest sizes shown the prevalence of high grade and low grade particles increase, with a corresponding decrease in middlings grade.
Macro-liberation of grade by size fractions.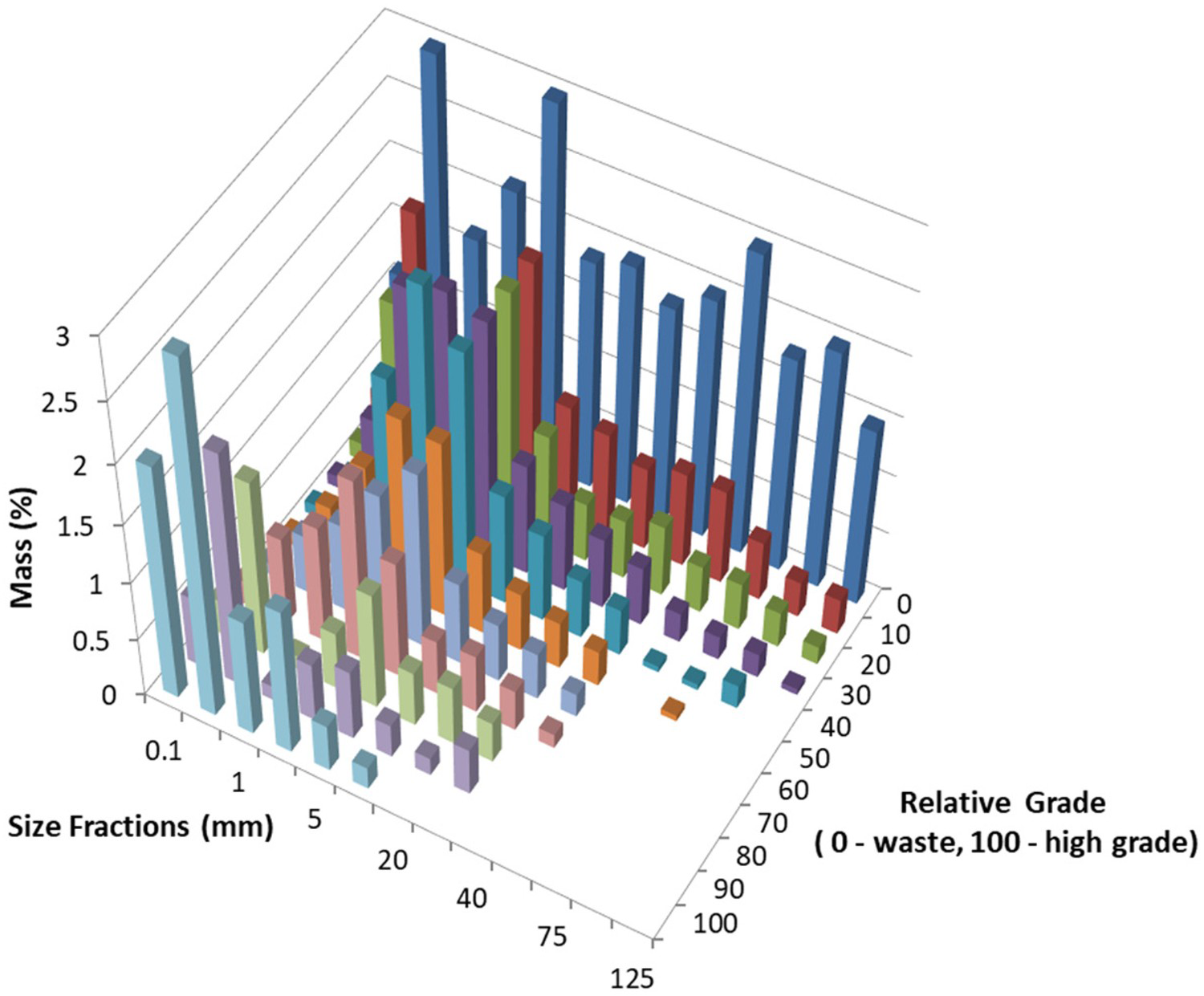
The decision on the size at which preconcentration will be enacted and the detectable particle properties, are at the heart of any decision regarding upgrading.
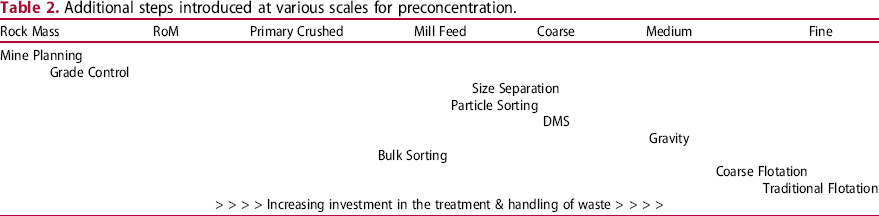
Additional steps introduced at various scales for preconcentration.
For the purposes of this paper, the two approaches considered are restricted to DMS and particle sorting.
Dense media separation
Dense Medium Separation (DMS)- also called Heavy Media Separation- is a well-established density separation process. Due to the robustness of the process, DMS is mainly used in the separation of coal, iron ore and diamonds. DMS is also capable of handling a wide range of feed densities between 1.7–3.54.
Theoretically a separation can be achieved where a specific gravity density differential of 0.05 exists between minerals However, the quantity, if substantial, of near density material will impact the separation efficiency as will the particle size and shape. Given these constraints some separations are undertaken at higher density differentials up to 0.1.
Another restriction on the application of DMS is the bottom ‘cut size’. Due to poor separation efficiencies and other material handling issues the feed to a DMS plant is restricted to + 0.5mm for small operations and + 2mm for treating large tonnages. Should the mineral of interest be liberated at smaller particle sizes, then DMS is not a suitable separation technique. As such the main success for DMS in gold and non-ferrous applications tend to be in situations where the orebody is of high strength (little natural fines), the sulphides are distinct and represent a majority of the value and, in the case of gold, the gold is heavily associated with distinct sulphides.
In the 1970s DMS was used on a number of polymetallic operations worldwide as a preconcentration circuit to remove some 30–40% of the waste/gangue in the feed. Metal losses were around 3–6%. In recent times DMS has been applied to a nickel ore where 60% of the feed is rejected as tailings (Morgan 2009).
A typical flowsheet is shown in Figure 2:
DMS Flowsheet (Legault-Seguin et al. 2016).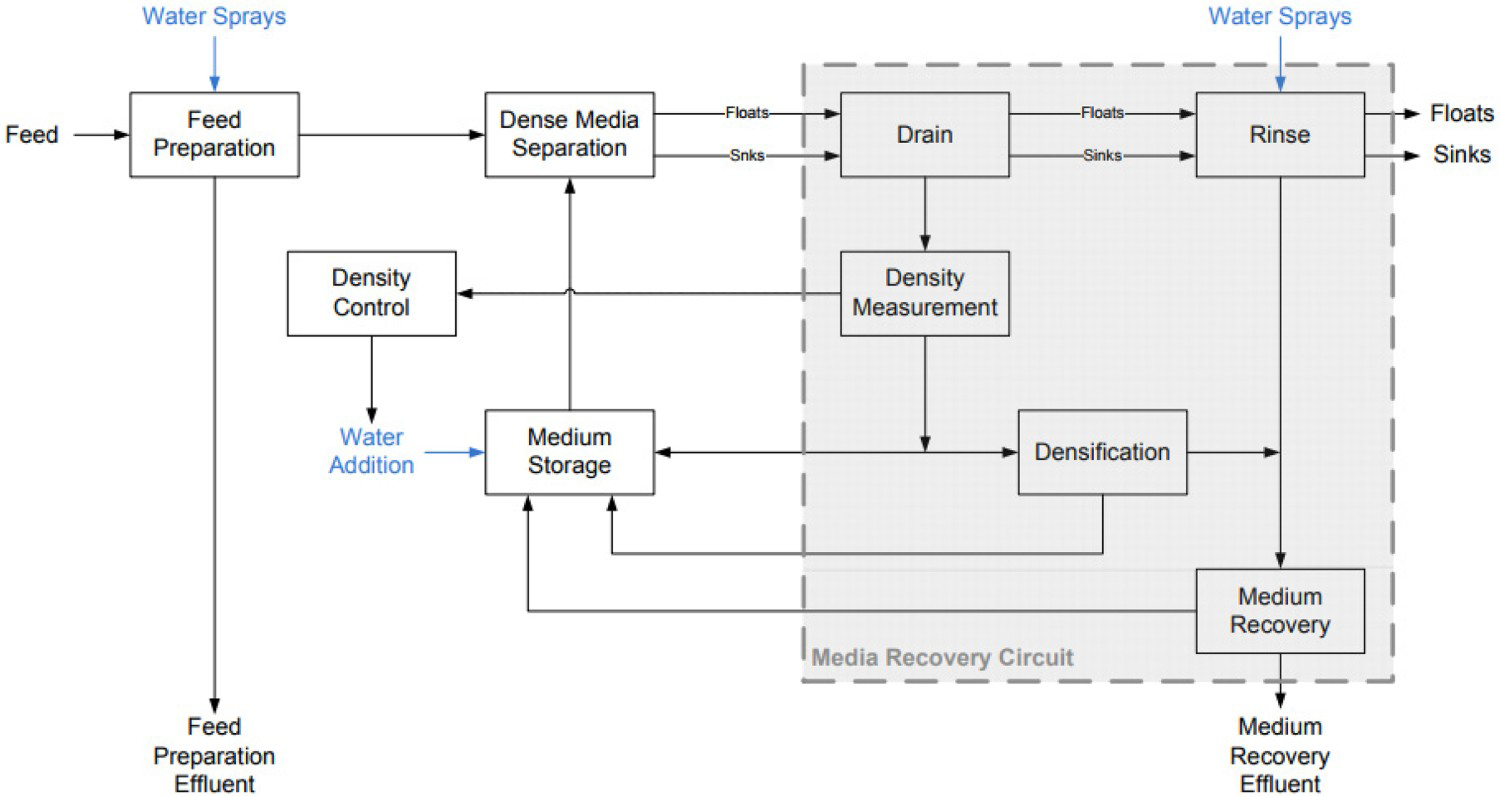
Although widely used in many commodities, the use in gold is quite unusual. The lack of success in gold is mainly related to the small (fine) particle size of gold in ores, the lack of highly significant correlations with dense minerals in many instances and the complexity and relatively high operating costs of DMS circuits.
Gold is commonly found in quartz vein (lode), conglomerate and porphyry deposits and some skarn deposits. The predominant non-sulphide minerals in these deposits are quartz and feldspars and minor amounts mica and amphibole minerals. The common sulphide minerals that contain gold in these deposits include pyrite and chalcopyrite and minor amounts of arsenopyrite and in some instances gold tellurides.
As mentioned previously DMS can achieve separation of particles that have a density differential of 0.05. However, the efficiency of separation is dependent on a number of factors including the amount of ‘near density’ material, particle size and shape. To account for these factors a density differential of 0.1 is included for the calculation of potential mineral losses during DMS separation for this paper to illustrate the potential losses of gold during DMS treatment.
To show what the potential gold losses may be during DMS separation the following two examples are provided.
Gold associated with a quartz matrix
For this example, the quartz density is taken as 2.65 while for gold, which is assumed to have 10% silver as it is very unusual to have pure gold, the density applied is 17.75 (density of gold-19.3 and silver-10.3).
For an ideal rejection of liberated quartz, the separation density is set at 2.70 a differential of 0.05 to the quartz density. At this separation density the light reject particle can contain up to 2.2% of gold (22, 000 ppm). At a separation differential of 0.1, separating at a density of 2.75 the light fraction can contain up to 4.4% of gold (44, 000 ppm). The actual loss of gold will depend on the effective liberation of gold from the quartz and is a function of the gold particle size in the original quartz ore and the particle size distribution achieved during crushing/grinding to liberate the gold from the quartz ore.
Pyrite containing gold in a quartz matrix
For this example, the gold is associated with pyrite and the pyrite is hosted in a quartz matrix. Generally, the gold content of the pyrite is not very high and is normally below 100g/t and as such will not materially change the density of the pyrite which for this example is set at 5.0. For a separation density of 2.70, to reject the quartz liberated quartz particles, the light fraction can contain up to 4% pyrite. Setting the separation density at 2.75 the pyrite associated with quartz in the light fraction can vary up to 8% pyrite. Again, the actual loss of gold bearing pyrite will depend on the effective liberation of pyrite from the quartz and is a function of the pyrite particle size in the original quartz ore and the particle size distribution achieved during crushing/grinding to liberate the pyrite from the quartz ore.
So, although unusual, DMS may find application in amenable gold ore, where there is sufficient association with sulphides and the feed to the process has a low fines content.
DMS Mass Balance, ‘Bob’ Zone.

DMS Mass Balance, ‘Discovery’ Zone.

The Banks Mine was a small scale operation and in practice the DMS circuit only treated around 200–600 tons per day of feed. The DMS plant rejected 40% of the feed, with a rejected gold grade of 1.1 g/t, compared to a feed grade of 7.7 g/t. The plant is no longer in operation.
Particle sorting
Particle sorting represents the majority of all mechanical sorting, with only a few cases of bulk (or mass) sorting reported. For reference purposes, bulk sorting is not a new concept with Vincent (1980) describing the basic concept. The main problem has always been finding a method to give a measurement of properties for the feed parcel that is representative of the mass. Interest in the concept continues and Nadolski et al. (2018) reports the use of PGNAA for mass sorting, followed by single particle sorters fitted with XRF sensors, as deployed at the New Afton copper mine.
In terms of particle sorters, these machines measure the response of individual particles and then undertake an action to either accept, or reject the particle. Such machines have been in existence for many years, with reports dating back to the 1940s (Salter and Wyatt 1991).
When investigating single particle sorters, the main considerations are:
Feed material and match to sensor capabilities; Machine operational parameters; System performance considerations
Particle sorters – feed material and match to sensor capabilities
A range of feed related factors must be considered when examining particle sorting, including:
Mineral content and grade distribution; Required sample mass and testwork to properly define the upgrade performance and sensitivity to varying feed stock; Particle top size and bottom size and size range; Surface cleanliness.
Although a statement of the obvious, the whole process relies on minerals being present that can be detected and that the grade distribution is suited to particle sorting, i.e. presence in the size fractions that can potentially be sorted. In many cases there is consideration to specifically generating a suitable size fraction for sorting, but in doing so, it is important to ensure that the distribution of grade bearing material is understood, as comminution processes will impact this distribution.
The issue of the minimum sample mass required for sorting testwork, can be problematic, particularly when dealing with a greenfield site. Despite the difficulty in obtaining samples, sorting needs to be considered with the same statistical rigour as any other process testwork. Given the grades associated with gold mineralisation, the importance of sample in this sector is particularly relevant.
As a minimum requirement for sample representivity, the mass selected in relation the particle top size, the sub-sampling (including protocol used), homogenisation and splitting all need to be considered.
In developing any testwork programme, the sample representivity needs to be considered in terms of the variability of the feed stock and in-line with this, rigorous metallurgical domaining needs to be applied. Lack of consideration of variability and source specific performance, leads to solutions that lack robustness and often can disappoint, if applied in the field.
In a brownfield context, all the same sample representivity and feed source variability apply, but the ease of access is usually much better. Given the availability of feed material, pilot scale bulk tests, including crushing and classification, are a pre-requisite for any such testwork programme.
Feed preparation is often identified as a significant factor in the consideration of a particle sorting option.
Sensor capabilities
Broadly speaking, sensing techniques (and their associated sensors) can be classified into two classes, namely active and passive. The fundamental difference between these two types is that an active sensor ‘excites’ a sample and then analyses the response, while a passive sensor just ‘observes’ a sample.
These classes can be further split into two sub-classes that address what aspect of the sample the sensor measures, namely body and surface sensors (see Figure 3). The difference between the two sub-classes is that body sensors measure an inherent property of the sample, while surface sensors measure a surface property of the sample.
Classes of sensing techniques.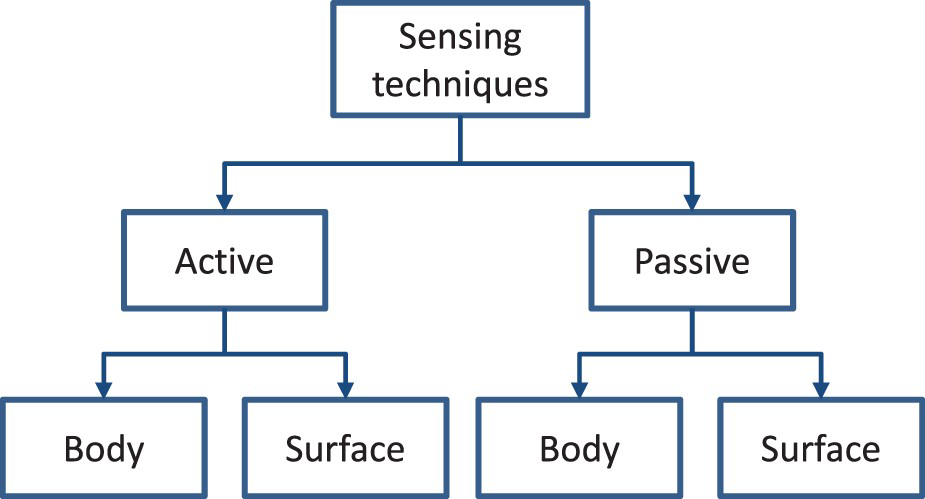
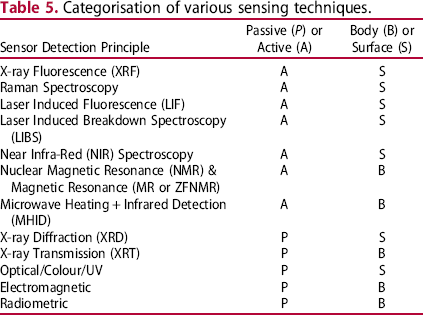
Categorisation of various sensing techniques.
Surface properties
The main advantage of using surface properties is that they are relatively easy to obtain, primarily due to the fact that the surface is visible and easily accessible, however they do have several disadvantages:
There is potential that the surface is not representative of the whole particle, particularly if the material is heterogeneous or many particles present as composites. As particle size reduces the macro-liberation element gets stronger and the likelihood that the surface represents the whole particle increases. Surface preparation may be required to ensure that the condition of the surface does not interfere with the signal being obtained, or the sensor response. This requirement is dependent on the sensing technique being used, e.g. for optical sensing it is very important the surface is clean, however for methods that penetrate, this is not an issue.
Body properties
The use of body properties in particle sorting provides the opportunity to base the sorting on a feature that is not compromised by environmental conditions. The main advantage of using body properties is that they are applicable to the whole particle that is being analysed, so the results are very robust and any problems of representivity caused by only measuring a surface property are overcome. Body-based sensing can either rely on passive measurement of properties such as with electro-magnetic methods, but in some instances the sensors need to be penetrative, or apply high energy levels, to exploit the internal properties of the particles.
Machine operational parameters
The characteristics and performance of sensors sit firmly in the hands of the equipment vendors. When seeking to optimise a particle sorter, the parameters considered by vendors include:
Power, intensity and diffusion; Detection limits; Analysis and decision algorithms; Size and spacing of ejectors; Presentation speed of particles; Particle numbers and density of particle presentation; Physical dimensions of sorter.
Within these parameters, vendors can tune performance to varying extents to adjust for throughput, grade-cut points, vagaries of feed particle composition, lighting conditions and other environmental conditions. As with all process equipment there are limits, but it does mean that an initial negative result may not be the final story for a specific application of sorters.
Particle sorters have been tested with a variety of top sizes, with one documented case of up to 300mm (von Ketelhodt 2009). Such a case is now considered unusual and most vendors suggest a nominal top size of 100mm to be amenable with the mechanics of the sorter. Obviously the top size for any specific application is actually defined by the grade distribution in the overall feed material and hence coarse sizes may not provide the required upgrade. The selection of the appropriate separation size for sorters is one of the major economic trade-offs that can impact the practicality of sorting. The ability to sort at coarse sizes is advantageous, as the number of ore sorter units and ancillaries is minimised and throughput maximised, but as the separation size decreases, the number of sorter units, comminution/screening and circuit complexity, increases. This is due to the requirement for the machines to undertake an individual assessment of each particle in the stream, introducing a computational capacity limitation on small particle size distributions. This is demonstrated in Figure 4.
Comparison between potential particle packing density with large vs. small feed size.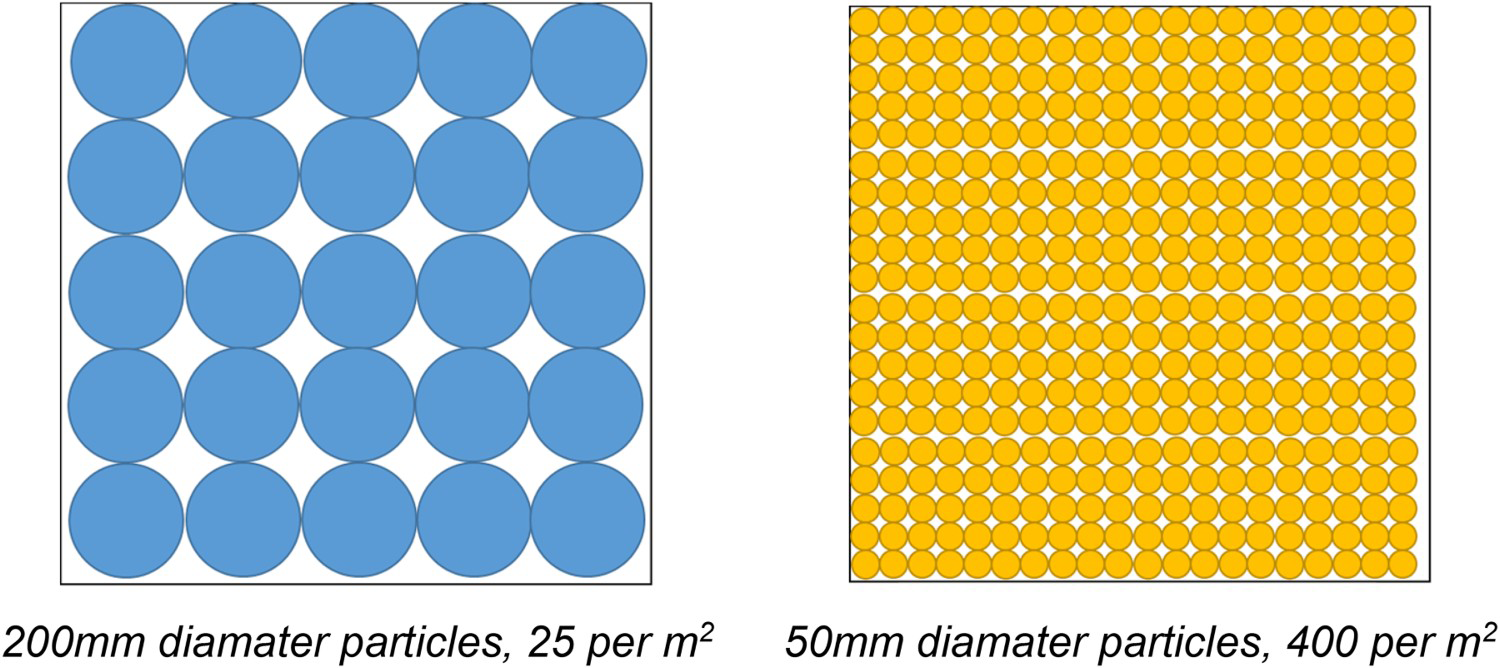
Sorters operate best when the span of the feed particle size does not exceed 3:1, i.e. −90 + 30 mm, −60 + 20 mm etc. Such a restriction increases the physical complexity of the plant (bringing with it increased capital and operating costs) as individual sorting circuits must be installed to handle the various feed fractions, having first being suitably screened. The supporting air system must be able to handle the sorters cutting in and out intermittently depending on the production of the various size fractions through the screening plant as mine feed changes.
Features impacting preconcentration studies
There are many elements to be considered prior to the implementation of preconcentration to any mining operation. Many of these concern the management of uncertainty and the techniques employed to ‘catch’ misdirected metal. In a typical gold mill, the whole feed is treated through an intensive process and the metal content of the tailings is continuously monitored. This monitoring will pick up spikes in metal content of tailings and adjustments can be made in either the feed or the mill configuration to improve recovery.
Feed variability and metal loss
The types of variability that can be seen in a feed stream include, particle size distribution, strength, fines content, abrasive properties, particle composition (density), mineral association (proxies) and grade.
All of these features have the ability to impact preconcentration, with regard to operating cost and effectiveness of separation, which result in a bottom-line impact to economic viability. Critically the level of heterogeneity must be understood; the greater the spread of grades the greater the likelihood of successful sorting (Klein and Bamber 2019).
The particle size distribution (as controlled by strength) of the feed can determine the amount of material that can be treated via preconcentration. In addition, the fines component will dictate the amount requiring bypass in the case of particle sorters and in the case of DMS it is possible excessive fines will undermine the method due to contamination of the media and density.
Increases in abrasivity of feed have a proportional impact on the operating cost of any processing unit. In the case of DMS, the vessels and pipe work involved are most likely to bear the brunt of any changes in feed properties, but in terms of the separation, there can also be detrimental process impacts caused by wear on critical components, such as screens and cyclone components. In particle sorting, wear is seen most significantly on belts, deflection plates and chutes. So overall, wear has the ability to increase operating cost via increases in consumable parts and shortened maintenance intervals, but in a process sense wear can also have a negative impact on separation efficiency.
The impact of particle composition on DMS performance has been stated earlier in this paper, but in terms of particle sorting, the impacts can also be significant, particularly if minerals of interest decline to levels where sensing becomes problematic, or where minerals used as proxies for the presence of gold are not consistent over time.
Metal recovery in a preconcentration circuit will always be less than 100%, but metal loss is inevitable – as it is in any other selection process. Such losses can be regarded as an unacceptable by-product of the use of preconcentration. In the authors’ experience, this restricted view of preconcentration can be predicated on an incomplete picture of the trade-offs through the total mining-processing system and a commensurate mis-translation into the total system economics.
In terms of the variability discussed, the traditional method of counteracting the impact of variability is to blend RoM feed. In the case of preconcentration, this is the exact opposite of what is required and as a result there is an increase in the complexity and in some cases, the accuracy of the mining system.
Circuit complexity
The introduction of preconcentration can reduce the scale of the milling circuit required to generate the same amount of metal, but can, in itself, introduce great complexity to the overall process. The increased reliance on ore body knowledge begins to push metallurgical and economic decisions back into geology and mine planning. The ability to flex mining schedules and fleet movements to meet the selectivity requirements of preconcentration can be one of the major impediments to successful implementation.
Within the process plant itself, some of the preconcentration techniques introduce additional requirements for crushing, screening, conveying, dust capture/collection, bin storage and waste disposal that are not included in a non-preconcentration flowsheet. This not only requires more mechanical equipment that must be purchased and maintained, it creates an additional load on the services and infrastructure. The mere fact that preconcentration creates multiple streams, is at the heart of much of the additional capital and operating expenses. If the preconcentration extends to multiple stages to generate high grade, low grade and waste, then the materials handling requirement expands even further. Traditionally most tailings is slurry based and although there is increasing pressure to change such practices, the use of dry stacking for preconcentration waste has traditionally added extra complexity. As stated, such objections may now be less of a hurdle in meeting pressures being applied in relation to wet tailings.
As shown in Figure 2, the introduction of DMS introduces a sub-circuit of cleaning, recovery and density control to ensure efficient operation, but in addition to these elements is the need to procure the dense phase material, maintain a supply chain and to store this material at site.
The separation performance of preconcentration methods will vary with ore feed among other factors, introducing the requirement to include sufficient buffer ahead of the downstream process plant to ensure steady state, stable feed. This variability must be absorbed by the preconcentration process, necessitating the use of feed bins and stockpiles for the sorted products. Sorter feed bins must also be able to absorb the variability introduced by the split of material across the feed preparation screens. For example, a period of fine feed from the mine will bias the sorter feed to the machine(s) handling the finest fractions. The feed size distribution expected for a greenfield project, or into future, in a brownfield operation must be subject to detailed analysis and the edges of the envelope stress tested. Performance criteria for the sorters within the process plant must then be specified appropriately to balance the need to achieve business value against avoiding the whole process becoming bottlenecked by a machine within the sorting plant.
Introduction of coarse waste rejection into a greenfield project may allow a smaller grinding and subsequent extraction circuit to be specified and built, due to the increase in effective head grade in the mill feed. While this is an attractive proposition for both capital and ongoing operating costs it requires a higher level of orebody knowledge and more process testwork than a traditional flowsheet.
In a brownfield operation, where the milling and extraction circuits are in place and the capital already invested, the introduction of preconcentration will most likely introduce the need to increase the capacity of the crushing front end and mining effort to compensate for the rejected volume of waste rock. This has implications right across the operation from Government relations and licencing to worker accommodation and logistics. Unless the upgrade in the preconcentration plant allows a lower crusher feed grade (for the same mill feed grade) this will potentially reduce the mine life in the absence of successful targeted exploration.
Economic vs metallurgical success
Another key criterion in judging the likely success of a preconcentration circuit is the trade-off between technical, or metallurgical, success and economic success. Many preconcentration studies have shown very good results in terms of material upgrade, but they do not necessarily consider the lost value of metal in the waste stream that would otherwise have been fed to the mill and recovered.
The additional cost introduced by complex preconcentration circuits (such as particle sorters that rely on sensing surface properties) can be sufficient – when coupled with the waste handing cost – to negate any economic benefit of the preconcentration. All preconcentration studies must include a detailed economic modelling step that subjects the scenarios to a sensitivity analysis that will allow the ‘bounds of economic possibility’ to be defined and explored.
Concentration through the use of preconcentration is simply another step in the value adding pathway which must generate economic benefit to the overall operation. This approach is not often considered in assessments of preconcentration to an ore feed – which tend to focus more on the purely technical metal recovery potential. In this regard, the application of these techniques requires the metallurgical and engineering resources considering the project to apply thinking more commonly associated with mining engineers who make decisions to reject metal units every day based on a combination of technical and economic criteria.
Health & Safety considerations
The different sensing techniques used in ore sorting (and ore identification) often operate within areas of the electromagnetic spectrum. Depending on the sensor and the electromagnetic wavelength, certain sensors should be regarded as aggressive excitation methods and therefore all required steps must be introduced into the plant design to address such concerns.
H&S issues are also introduced through the addition of extra plant, which brings an extended range of maintenance tasks. Operation of particle sorters requires significant volumes of compressed air necessitating stored energy and introducing additional classified and regulated equipment to the process plant.
Noise is a major issue with particle ore sorters as the ejection ports release rapid blasts of high pressure air to achieve the change in rock trajectory to the alternate stream. The action of the air valves in association with rocks impacting deflection plates produces a major noise source. While this is considered normal in a typical process plant, where there is often a requirement for double hearing protection, any operation that is located near to residential, or other public areas, must consider the operating noise in any assessment.
Fugitive dust is an issue with any dry process. In the case of particle sorters, some types of installation handle unwashed rock that naturally generates dust during the handling and selection process. Capturing such dust is an issue that must be considered in any application.
Decision support approach
All the aforementioned factors play a part in the evaluation of preconcentration opportunities. The consideration of both the mining and processing elements, from an early stage in the evaluation is critical. The authors have seen numerous examples of good preconcentration results achieved during metallurgical tests, which are simply not achievable due to mining constraints.
In Figure 5, the authors suggest a logic tree to address the main factors in the evaluation of preconcentration.
Decision support process for sorting and preconcentration.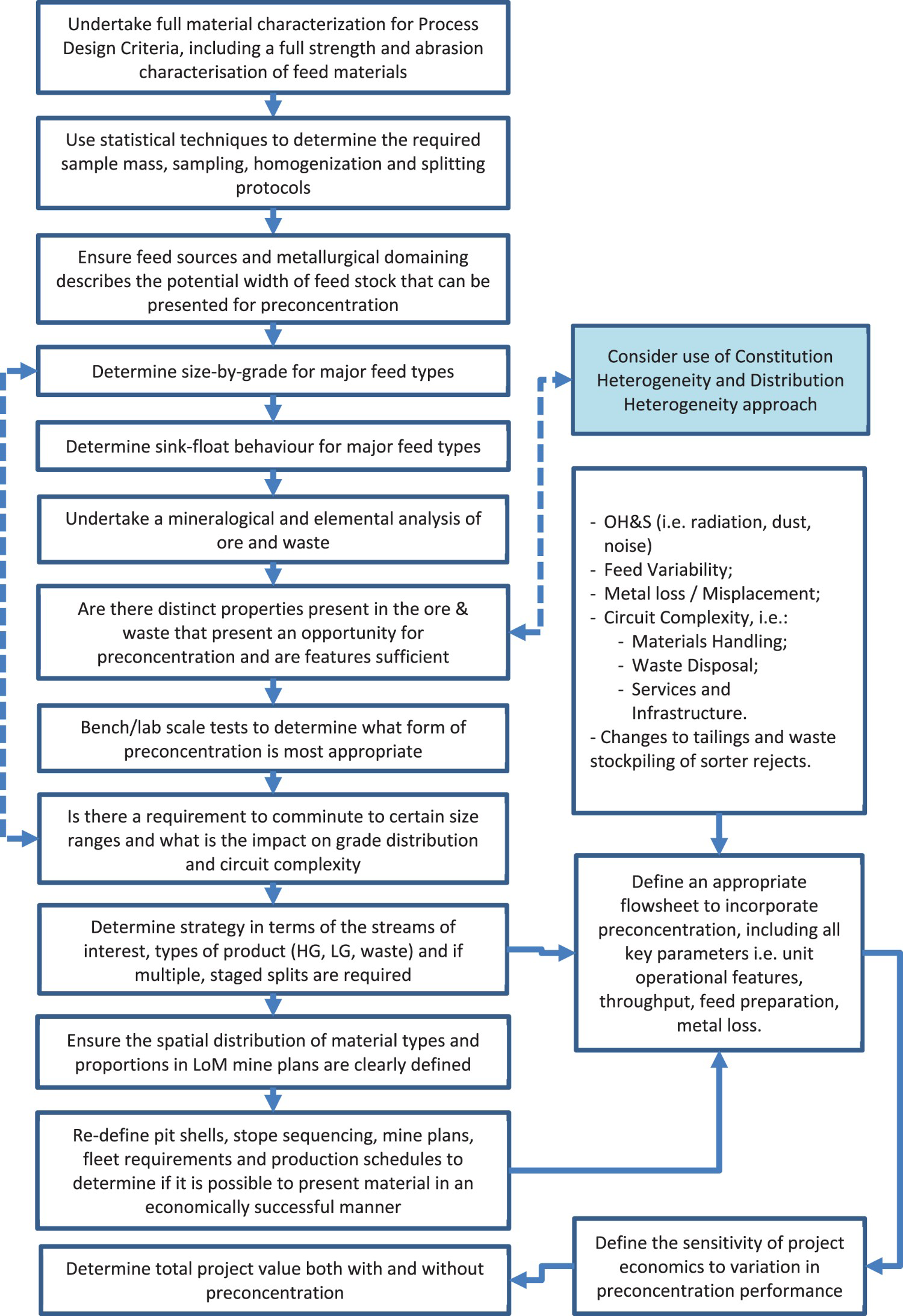
Future opportunities
As previously mentioned, the possibility for preconcentration to reduce water and energy requirements has always driven interest in the approach. These pressures will only increase and the development of practical flowsheets to minimise use of resources should be a priority. For preconcentration there is the potential for it to be a key part of the toolkit for dry processing plants.
If the whole comminution-preconcentration picture is also added to the mix, then the options for convergence could be significant. Preferential comminution from HPGR, Vertical Roller Mills and novel comminution techniques that selectively apply energy, i.e. microwaves (Buttress et al. 2017 and Batchelor et al. 2017) and electric pulse discharge (Huang and Shi 2018, 2019), could change this picture. Can preconcentration be used to pre-select material for these novel comminution methods?
The case can possibly be strengthened further, if the option of comminution specifically to generate sizes for preconcentration is also considered.
At present such ideas are subject to many ‘ifs’ and ‘buts’, but such increased integration offers some significant food-for-thought.
Conclusions
In deciding if preconcentration adds value to a specific operation, the main reasons that the industry struggles to commit, generally relate to three main aspects:
Adding cost and complexity, whilst potentially rejecting grade; Inability to design front-end mining and extraction to economically deliver the required RoM profile suitable for preconcentration, without the use of blending; Uncertainty around the consistency of preconcentration performance over time and with feed variability.
The first of these points is really a matter of mind-set and project evaluation. At the front end of the mining process where grade control is applied in a blanket-like manner, material is rejected based on grade, with an in-built assumption that some higher grade material will be discarded to waste. The decision point is the result of an economic assessment of the orebody. Preconcentration is a similar issue, in that the potential loss of metal must be weighed against the overall economics and a limit set.
The second point relates to the ability to construct economic mine plans and stope/pit designs that will supply RoM material in a manner that supports preconcentration, whilst allowing a technically and economically feasible progression through the deposit. Matters such as the spatial distribution of material amenable to preconcentration, required grade production profiles and the logistics of operating a mining fleet, all need careful consideration. The normal method of controlling feed grade supplied by the mine, is blending. In the preconcentration world, blending is the enemy, not a friend.
In relation to the third point, all pieces of processing equipment have defined performance envelopes. In the case of preconcentration units, the envelopes have a tendency to be quite specific and not particularly forgiving. Deviation away from core operating conditions can lead to a rapid drop-off in performance and misplacement of particles of value. This feature, in combination with the impact of feed variability, leads to a relatively fragile operational envelope and as such the selection of equipment and the match of the unit to the duty-envelope, is critical.
Providing the overall system (mining and processing) is well considered and the role for preconcentration is tightly defined and understood, there should be no reason for preconcentration solutions to be avoided.
The continuing development of technologies and sensors will offer possibilities to expand the application envelope. In addition, the use of multiple sensors (Nadolski et al. 2018 and Cebeci et al. 2016) and advanced data analysis, including machine learning, should improve the resilience and flexibility of preconcentration systems and their ability to be adaptively tuned to maintain performance under changing conditions.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.