
Abstract
The main purpose of this study was to recover zinc from the waste obtained from plants manufacturing zinc alloys. Waste leaching in organic and inorganic acids has been studied in this article. It was shown that organic acids like citric acid have a higher efficiency in zinc leaching than inorganic acids. Applying optimum conditions, resulted in about 86% of zinc efficiency from the waste. Finally, thermodynamics and kinetics aspects of the process were also studied. Considering the results showed that the surface chemical reaction is the zinc leaching process controller in this condition.
Introduction
Zinc is an important nonferrous metal required for various applications in metallurgical, chemical and textile industries (Zhang et al. 2012). The global increasing demand for zinc based materials requires precise studies to be conducted in order to recover/extract zinc from various sources such as ores, secondary materials and wastes which are the most important zinc sources. Various secondary materials and wastes containing zinc are produced in metallurgical industries such as galvanising, casting, smelting, scrap recycling etc (Asadi Zeydabadi et al. 1997; Jha et al. 2001).
Therefore, it is really necessary to develop an economical and environmentally safe metallurgical technology to obtain zinc from various sources. However, finding a cost-effective and eco-friendly process is still a really major challenge.
Both hydrometallurgical and pyrometallurgical methods have been used for zinc extraction from ore or wastes. Pyrometallurgical processes face the problems including high the construction and working cost as well as high energy consumption (Langová et al. 2009; Dou et al. 2011; Zhang et al. 2012).
Studying hydrometallurgical metal extraction continues in order to develop processes that are more environmentally friendly, less expensive and economically acceptable. The application of various leaching agents (inorganic or organic solutions) has been studied in zinc extraction from various sources. Some of these techniques are already being used in many industries (Jha et al. 2001; Astuti 2015).
Much research has been carried out successfully to leach zinc oxide by acid and basic agents. These studies have been done using different lixiviants such as ammonia (NH3), sodium hydroxide (NaOH), sulfuric acid (H2SO4), hydrochloric acid (HCl), etc. (Muzenda and Simate 2011). Leaching of zinc ores containing oxidised minerals with sulfuric acid and its kinetics has been studied in recent years. He et al. (He et al. 2010; Li et al. 2010; Xu et al. 2010) investigated the pressure leaching. In their studies, the effects of parameters such as lixiviant concentration, particle size, solution temperature, air pressure, leaching time and the solid/liquid ratio were investigated and the optimum conditions were determined.
Zhao and Stanforth (2000) produced zinc powder using the alkaline leaching process on smithsonite (ZnCO3). They extracted over 85% of both Zn and Pb using 5M NaOH solution.
Similar to this study, Chen et al. (2009) investigated the effective parameters like ore particle size, leaching temperature, leaching time, agent concentration and solid/liquid ratio in order to leach zinc oxide ores by NaOH solution. The determined optimum conditions included particle size of 65–76 μm, 2 h leaching time at 85°C in the presence of 5 mol/dm3 sodium hydroxide and solid/liquid ratio of 1:10. The maximum zinc extraction in optimum conditions was reported to be 73% of zinc content of ore (Chen et al. 2009).
Ju et al. (2005) studied the effect of stirring speed, particle size, reaction temperature and concentration of ammonium chloride on zinc dissolution rate in ammonium chloride solution. The results showed that at the optimum leaching conditions about 91.2% of zinc could be recovered.
Organic acids were also employed as leaching reagents in addition to inorganic acids. The previous studies results indicated that organic acids such as citric acid, acetic acid and glucose acid, could be utilised as beneficial leaching reagents. Many researchers have confirmed that citric acid is the most effective organic acid in various metals leaching (Raza et al. 2014; Astuti 2015; Astuti et al. 2016; Koohestani and Khatami 2018).
However, no studies comparing the effects of using different acids on the dissolution of zinc from industrial waste have been reported. Therefore the current study focuses on comparing the effects of acid solutions (sulfuric, nitric, and citric acids) on zinc leaching from induction furnace waste. Some parameters affecting the recovery processes such as leaching time, acid concentration, liquid/solid mass ratio, and temperature of the system were investigated.
Experimental
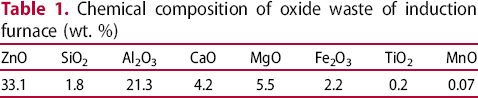
The oxide waste from induction furnace was used in this study. This waste was analyzed after crushing and grinding. The chemical composition of the waste was identified using X-ray fluorescence (Philips PW1730, Netherlands), are presented in Table 1, showing that ZnO accounted for 33.1% of the waste. An X-ray diffraction pattern of waste particles was recorded using an X-ray diffractometer (Bruker D8, Germany) possessing a monochromated Cu-Kα radiation (λ=1.54056 Å) is shown in Figure 1. The ZnO and Al2O3 peaks are clearly seen, but peaks of other compounds have not been seen due to their small amount.
XRD pattern of oxide waste particles. Chemical composition of oxide waste of induction furnace (wt. %)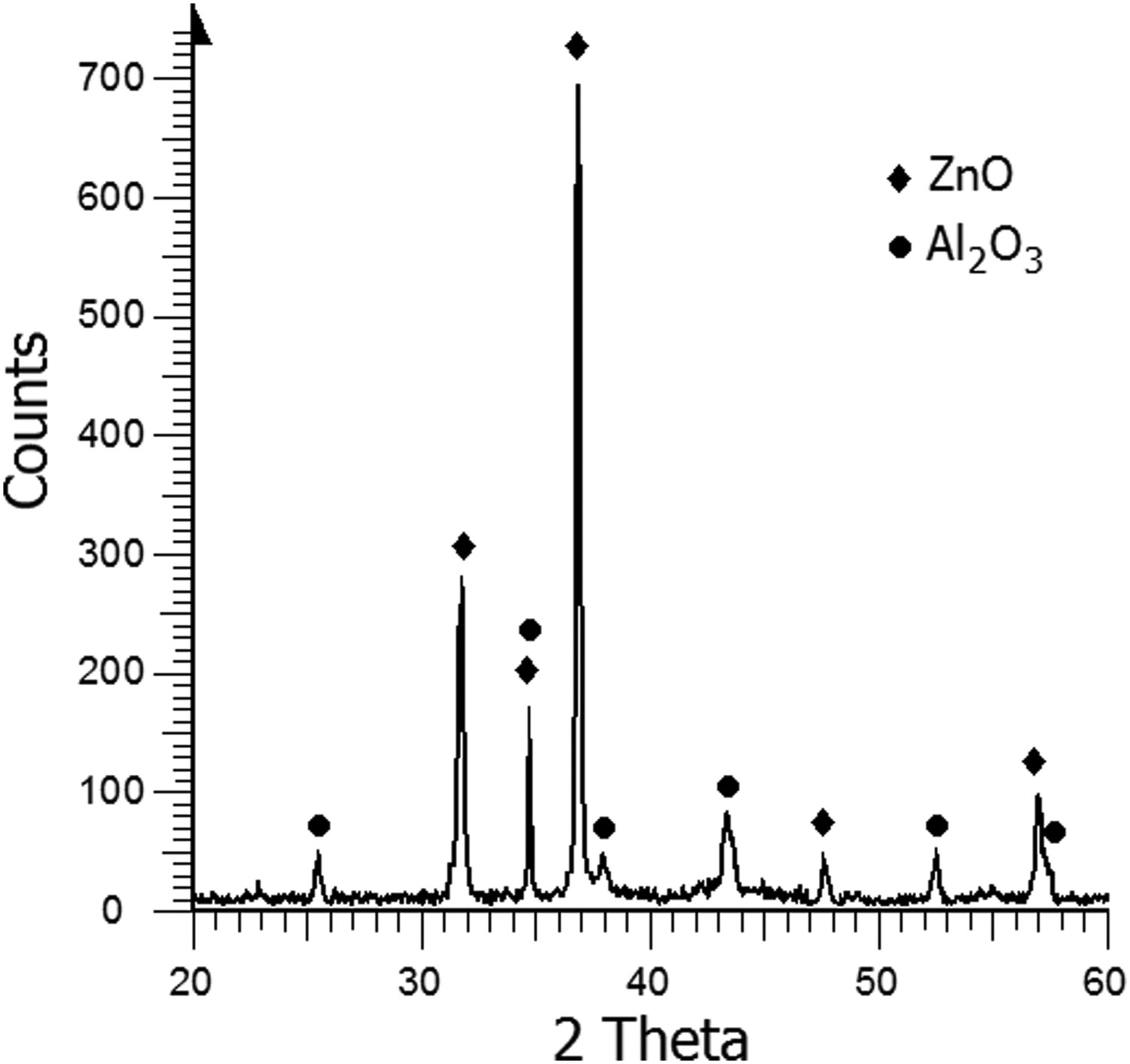
The image of the waste was obtained by scanning electron microscope (SEM, Philip XL30, Netherlands) that is indicated in Figure 2.
SEM image of oxide waste particles.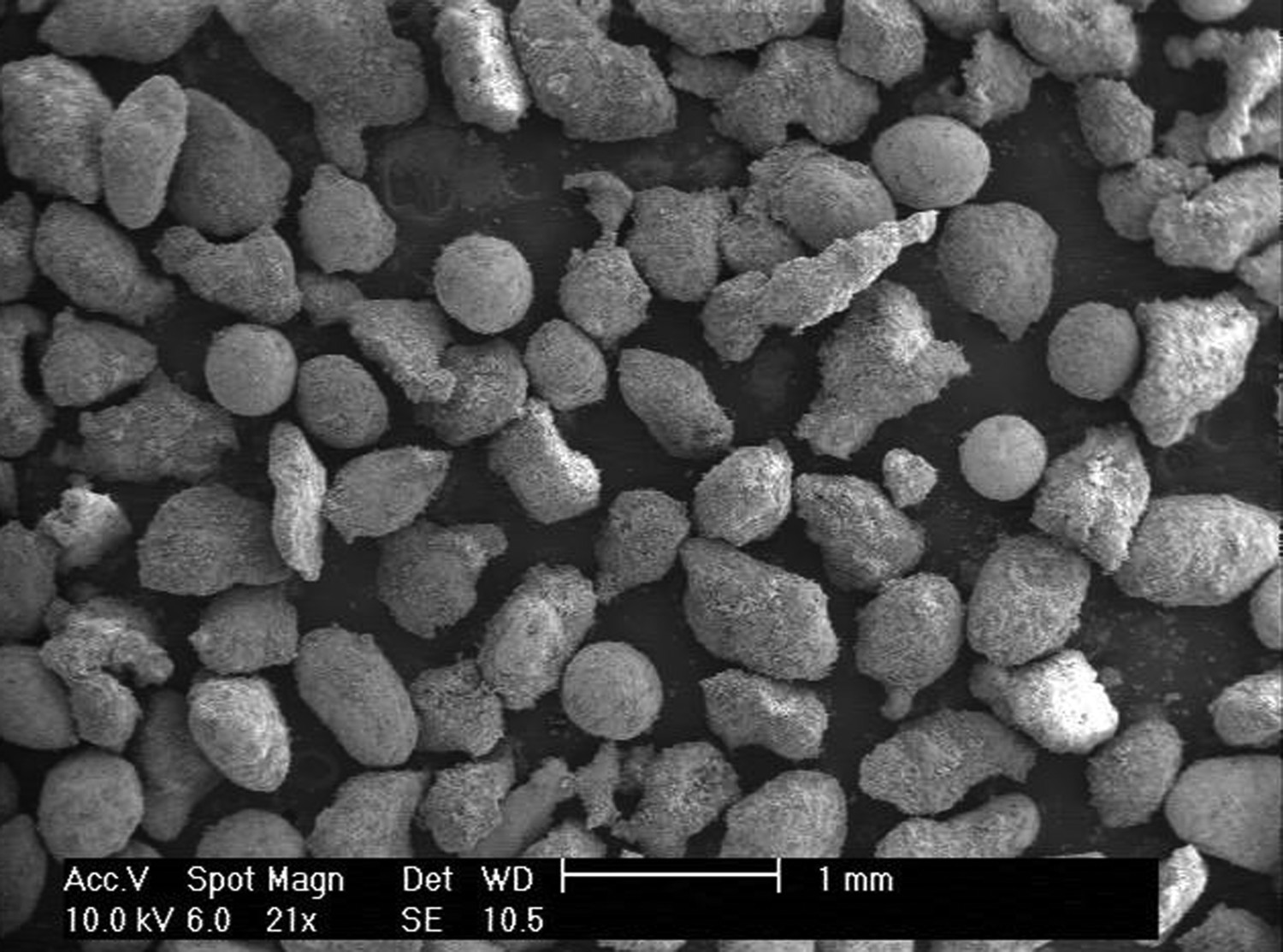
At first, the solutions of leaching process with various acids definite concentrations (sulfuric, citric and nitric acid) were prepared. A certain amount of zinc waste was then added gradually into an agitated solution. pH and solution temperature were precisely and carefully controlled during the leaching process.
The effects of the factors including particle size, acid type, solid/liquid ratio, and temperature on the dissolution of waste were investigated. After the leaching process, the reaction mixtures were filtered and Zn2+ was analyzed by the Atomic Absorption Spectrometry (AAS) method. Zinc recovery (RZn) was calculated according to the following equation (Irannajad et al. 2013):
The following reactions occur between different acids and ZnO as the most important waste composition. With sulfuric acid (Napo et al. 2011):


With citric acid (Demir et al. 2006; Koohestani and Khatami 2018):

In order to consider the particle size effect, zinc dissolution in two sizes -smaller than 350 µm (D1) and bigger than 350 µm (D2) – were carried out in sulfuric acid and citric acid. The results are shown in Figure 3. As it can be seen, the dissolution efficiency for particles with size D1 was higher than that for the particles with size D2 in both acid solutions. Therefore, the leaching efficiency of D1 and D2 particles in sulfuric acid is 61.5% and 43.6%, respectively while the leaching efficiency for D1 and D2 particles in citric acid increased to 73.4% and 54.1%, respectively. In fact, the surface area to volume ratio increased by reducing the particle size. Furthermore, the degree of leaching in the same amount of solid particles will be higher. On the other hand, the depth of solvent penetration in particle inside will also descend.
Effect of particle size on the leaching of zinc (acid concentration: 1M, temperature: 45°C and solid/liquid ratio: 1:10).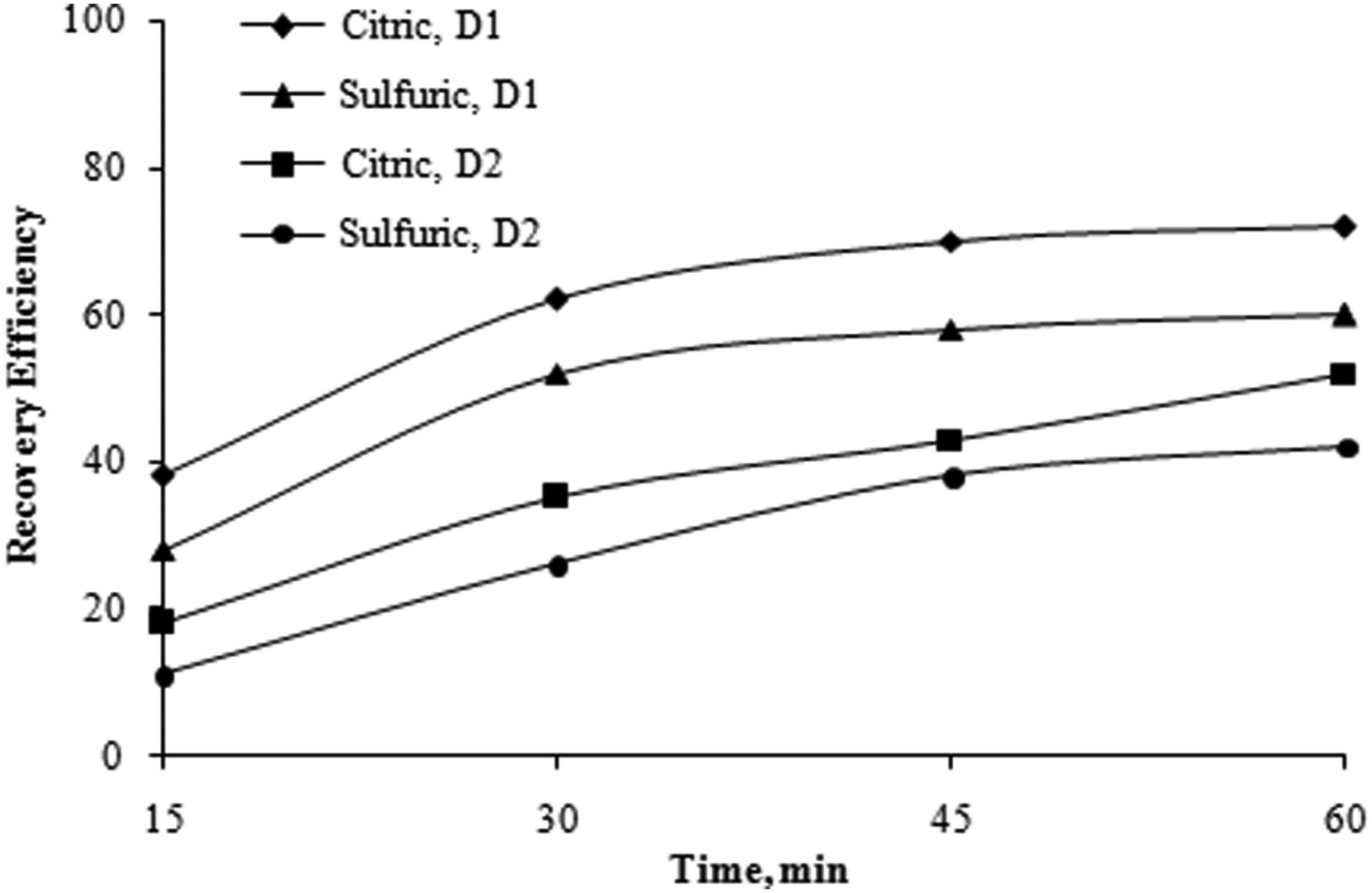
These results are in agreement with those reported in the previous works (Hurşit et al. 2009; Santos et al. 2010), that indicated the increase of particle size resulted in decrease in the zinc recovery owing to the decrease of the contact surface in the case of larger particle size.
The obtained results from comparing the effects of acid type (sulfuric, citric, sulfuric/citric and sulfuric/nitric acids) on zinc dissolutions for waste particle sample are reported in this section.
The obtained results from studying different leaching agents on zinc recovery are shown in Figure 4. As it can be seen, configuration of the highest to lowest productivity is as citric acid > sulfuric acid/citric acid > sulfuric acid > sulfuric acid/nitric acid. In both cases, productivity changes were certainly high depending on time. However, this increasing trend for productivity is not observable. So, passing a long time does not aid to a high efficiency.
Effect of leaching reagents (citric, sulfuric, citric/sulfuric and sulfuric/nitric acid) on the zinc dissolutions (acid concentration: 1M, particle size: D1, temperature: 45°C and solid/liquid ratio: 1:10).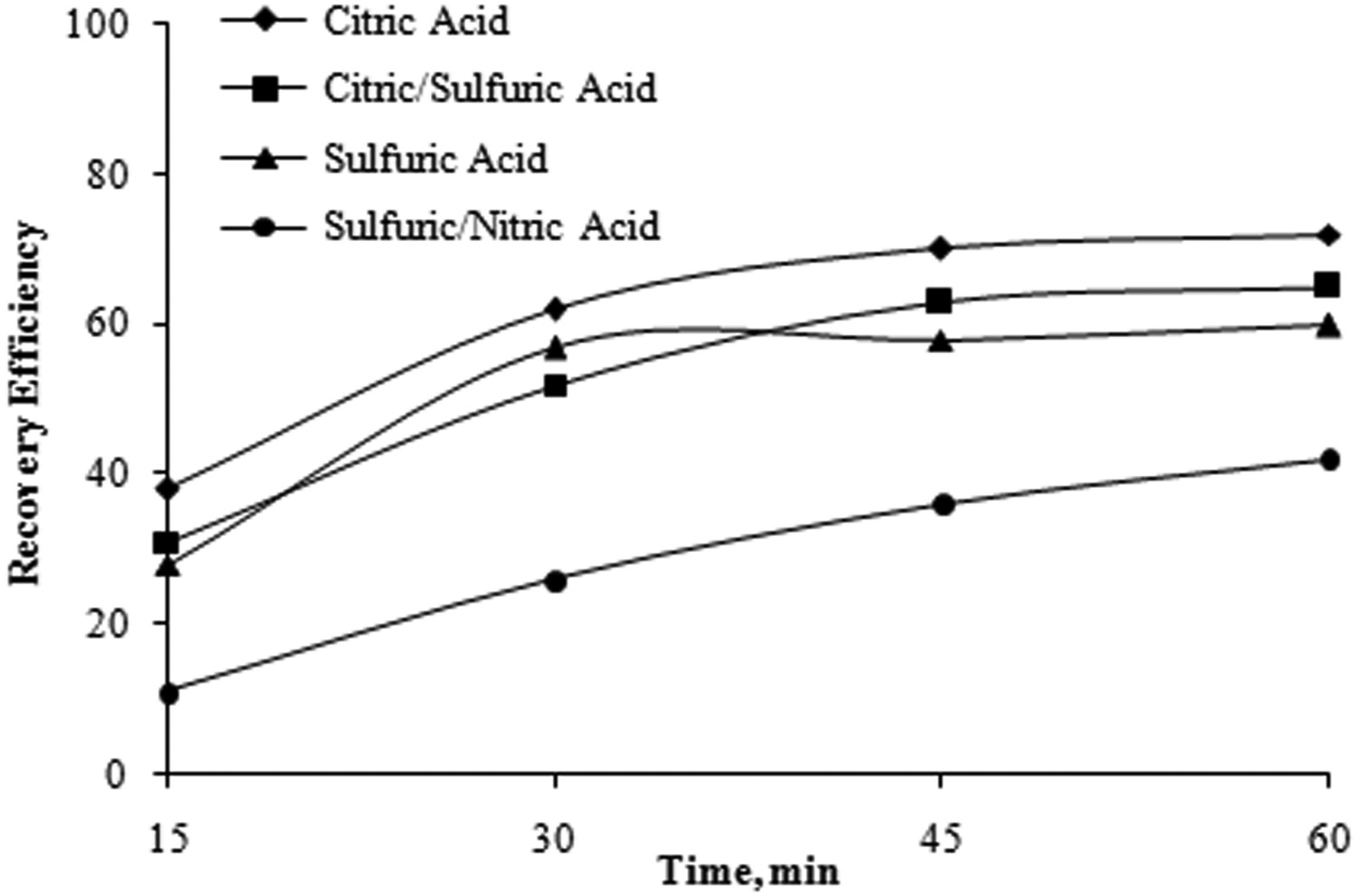
In a research, the effect of H2SO4, HNO3, H3PO4 and HCl concentrations upon zinc dissolution from natural samples was studied by Terry and Monhemius (1983) The authors observed that the rate of zinc dissolution is strongly dependent on both acid (proton) concentration, and acidic anion (SO2−4, PO3−4, Cl- and NO−3). The following reactivity order was observed by a study with respect to the acid anion: HCl≈HNO3<HClO4<H2SO4≈H3PO4. They suggested that the difference in the reactivity order is a function of the complex affinity for the zinc ion.
Reactions (2) to (4) show that on the stoichiometry basis, 1 mol citric acid can dissolve 3/2 moles Zn ion, while sulfuric acid and nitric acid dissolve 1 and 0.5 moles of Zn ions, respectively. Based on those reactions, it can be suggested that if the zinc dissolutions follow that stoichiometry, the zinc leaching rate of citric acid is more than those of sulfuric and nitric acid leaching. According to the results, the highest efficiency is obtained from waste leaching in citric acid.
Moreover, adding citric acid to sulfuric acid has improved zinc leaching. After leaching for 60 min, the highest leaching efficiency was observed for citric acid (73.4%). Low price and availability are the major features of citric acid.
At the same concentrations, sulfuric acid releases more hydrogen ions than nitric acid and other acids. Based on those reactions, it can be suggested that if the zinc dissolutions follow that stoichiometry, the zinc leaching rate of sulfuric acid leaching must be more than those of nitric acid and other inorganic acids. Sulfuric acid is therefore more effective in the zinc dissolution than other acids with the same initial acid concentration, as found in this study.
In the case of citric acid as an organic acid, the mechanism of metal dissolution is different from when inorganic acid solutions are used. Although citric acid is a weak acid, it is an excellent chelating agent and metal binder. Ligands or chelating agents aid mineral dissolution by specifically being adsorbed on the mineral surfaces and forming highly soluble complexes with metal ions. The formation of ligand–metal complexes at the mineral surface shifts the electron density toward the metal ion, which destabilises the Me-O lattice bonds and facilitates detachment of metal ions into the solution (Stumn 1992; Astuti et al. 2016; Koohestani and Khatami 2018). Ligands also enhance the dissolution of minerals by forming complexes leaching ions in solution. Thereby, it lowers the apparent solubilisation of the mineral (Prigiobbe and Mazzotti 2011). All in all, citric acid can dissolve metals via two possible mechanisms, which are direct displacement of metal ions from the mineral matrix by hydrogen ions and the formation of soluble metal complexes and chelates (McDonald and Whittington 2008).
Figure 5 shows the temperature dependence of zinc leaching efficiency in acidic solution under the following conditions: 1M acid, time 45 min, particle size D1 and solid/liquid ratio 1:10. The temperature has a major effect on the zinc leaching efficiency. It suggests that the process is chemically controlled which has been confirmed in further kinetic analysis. The quantity of leached zinc increases when the temperature increases from 25 to 80°C. This is probably due to the molecules in the reaction system not possessing enough energy which is needed for the successful reaction (activation energy) at those temperatures.
Effect of temperature on zinc leaching (particle size: D1, solid/liquid ratio 1:10, time: 45 min and 1 M acid).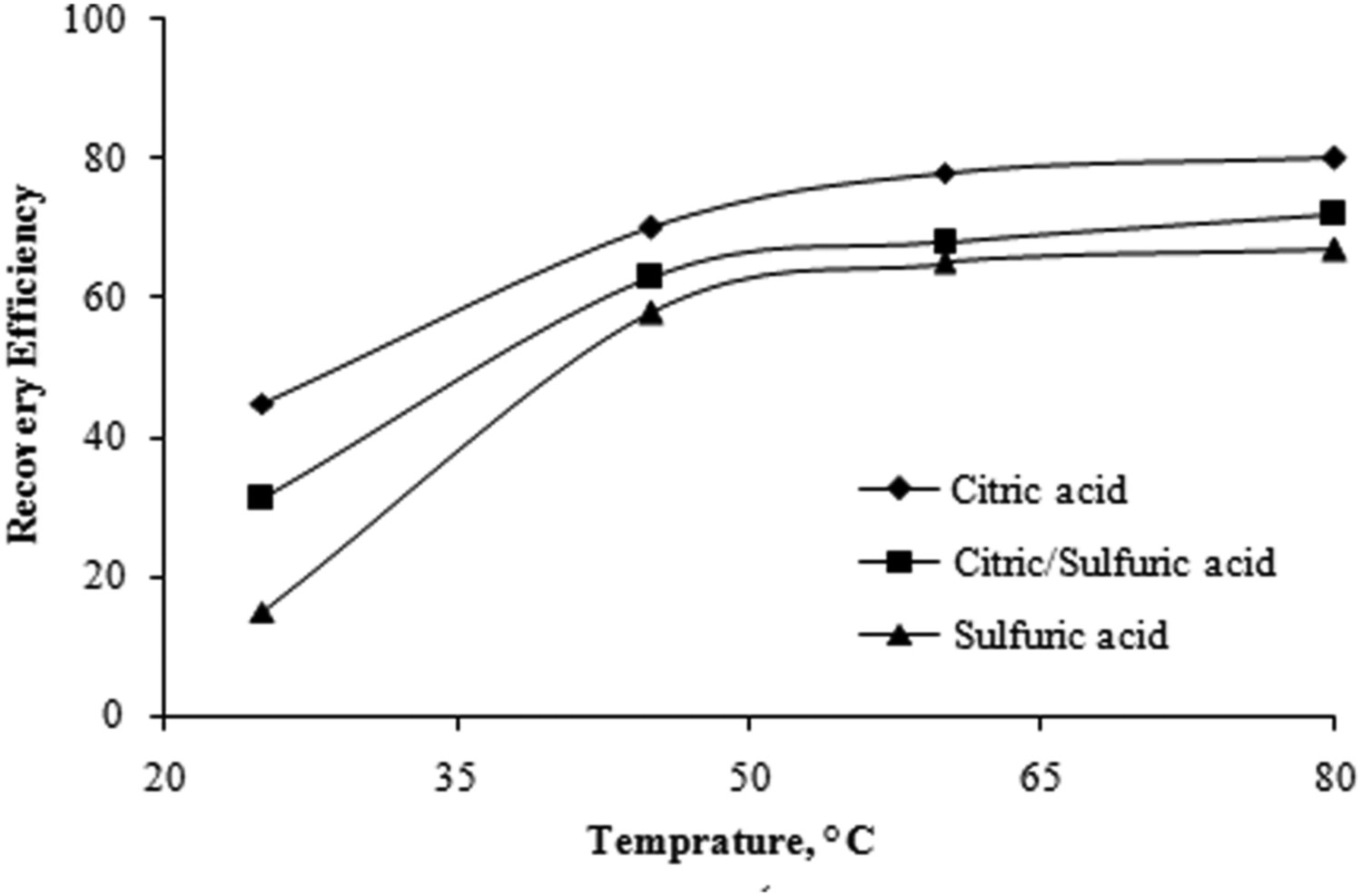
In fact, the molecular collisions, mass transfer co-efficient, and reaction constant are improved by increasing the temperature. Increasing the leaching efficiency from the determined temperature of 60–80°C does not seem to be sensible. In fact, taking up the temperature of 80°C will not be desirable. Accordingly, the highest leaching efficiency for citric acid, sulfuric/citric acid, and citric acid are 78.7%, 67.3% and 65.6% respectively at the temperature of 60°C after 45 min.
Similarly, R. Larba studied the leaching of a zinc oxide in citric acid and observed that while zinc extraction was enhanced from 7.2% to 90.4%, there was an increase in the temperature from 20 to 50°C (Larba et al. 2013).
Under 1M acid condition, the zinc was leached at different S/L (1:5–1:20) for 45 min at 60°C. Recovery of Zn in Figure 6 increased obviously from 60.2% to 86.1% by changing S/L from 1:5 to 1:20 in citric acid. As regards, reduction of solid particles in solution causes to lower the production rate to 1:10 which is considered as the optimum state.
Effect of solid/liquid ratio on zinc leaching (acid concentration: 1M, particle size: D1, time: 45 min and temperature: 60 °C).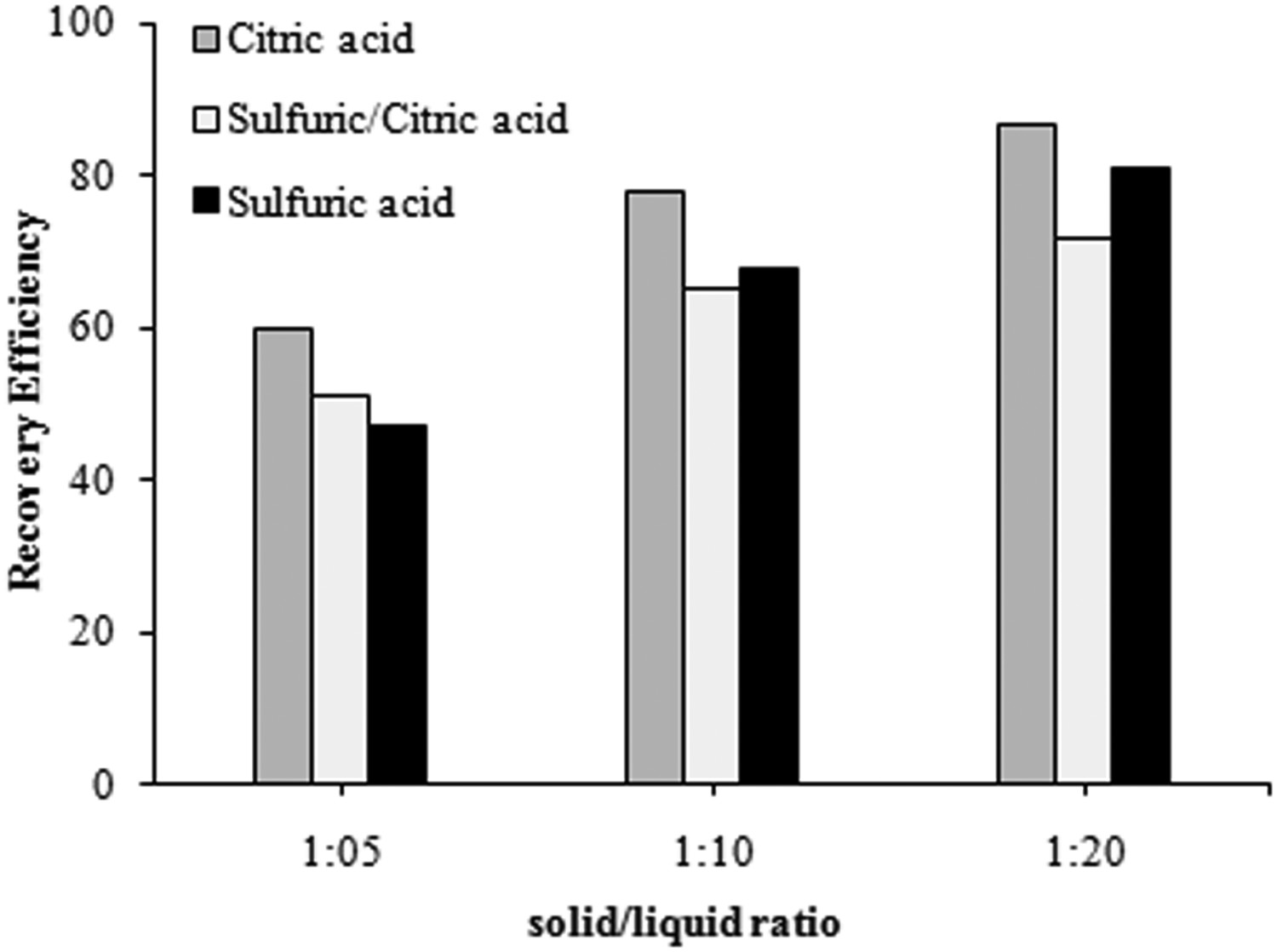
When the amount of solid materials increases, the amount of solvated waste material in the solution volume will rise and therefore the recovery will descend. In fact, the chance of particles in contact with acid for leaching zinc will rise by decreasing the amount of solid particles in the liquid. This totally coincides with Chen and his colleagues’ results in zinc oxide solving treatments by acid and alkaline leaching.
Aydogan et al. have also reported that Zn recovery increased by decreasing the S/L ratio during Zn extraction from sphalerite (Aydogan et al. 2005). The metal leaching efficiency is strongly expected to increase while increasing the amount of solution; however, the process economy and separation of metals from the liquid will be affected.
Considering the process economy and performance, the present study results suggested S/L 1:10 to be as the optimum for zinc leaching. The metal leaching efficiency improved by decreasing waste quantity, because the increased volume of leaching solution promotes the mass transfer process of waste and acid solution during the leaching (Aydogan et al. 2005).
Figures 3–5 show the different parameters versus time. Solvating reaction time effect on zinc recovery is considerable in each condition. In each figure, it is clearly observed that increasing the time has made the recovery improve. Over time, this increase has reduced and after a while, it is extremely constant, though. Thus, it is not required to have much time in order to reach satisfying efficiency, so 45 min was considered to be the optimum time, comparing the diagrams.
Kinetic analysis
The reactions rate in the form of fluid-solid heterogeneous reaction in hydrometallurgical processes is mainly controlled using one of the following stages: Diffusion from liquid film, diffusion through product layer, or chemical reaction at the surface (Laçin et al. 2005; Raza et al. 2014).
Based on these mechanisms, the reaction rate may be controlled using the following steps: chemical reactions at the surface or diffusion through the product layer. When the reductive leaching process is controlled by surface chemical reaction, the kinetic equation can be expressed as (Sun et al. 2017):


Where x is the recovery efficiency of zinc and t is the leaching time (min); kr and kd are the apparent reaction rate constants (min−1).
The experimental data was transformed and fitted to Equations (5) and (6), and the fitting degree was evaluated by correlation coefficient (R2) values in order to determine the rate-limiting step (the slowest step). Since the experimental conditions were constant, the slopes estimated from the plots are directly proportional to the rate constant and diffusion coefficient, respectively.
Considering the results indicated that the chemical reaction controlled model was more suitable for this leaching process. According to this, Figure 7(a) shows the plot of 1− (1−x) 1/3 versus time for zinc dissolution at different temperatures in citric acid.
(a) Plot of 1−(1−x)1/3 vs. time; (b) plot of lnk vs. 1/T.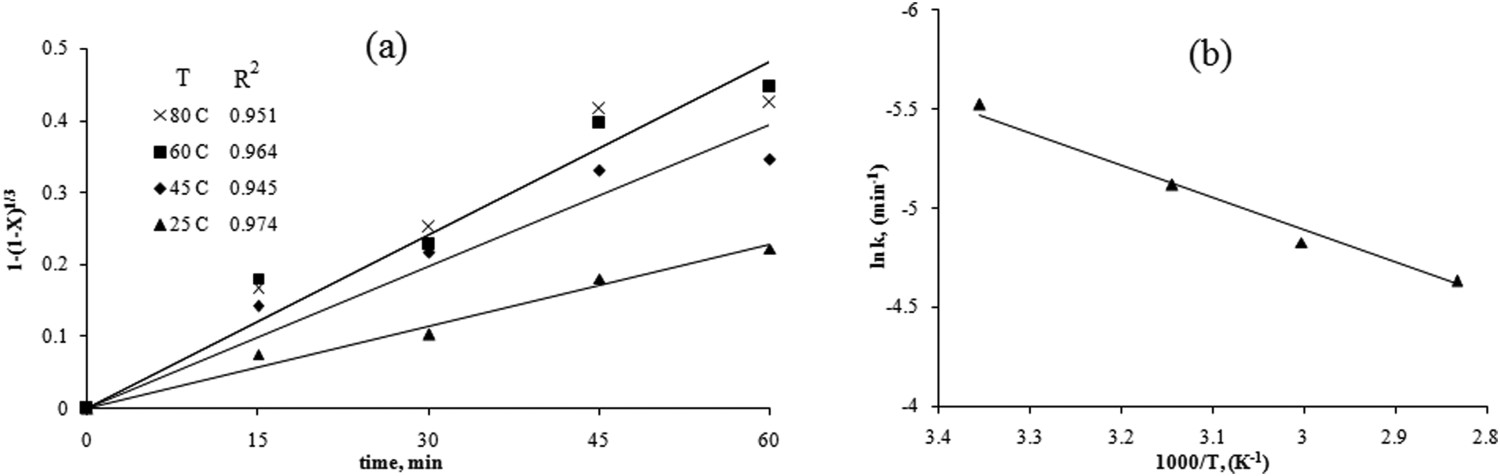
The relation between the overall rate constant from Equation (5) and temperature may be expressed by the Arrhenius equation (Sun et al. 2015):

The value of the activation energy supports the proposed chemically controlled mechanism. Generally, chemically controlled processes are strongly dependent on temperature, and the activation energy is usually in the range of 40–100 kJ/mol, while the diffusion controlled processes are slightly dependent on the temperature with the activation energy that is usually less than 21 kJ/mol−1 (Alaoui et al. 2016), which further is proved that in this process (activation energy = 42.3 kJ/mol), the chemical reaction is the rate-limiting step.
Considering Arrhenius equation and Equation (5) can be expressed as:


Leaching the remaining oxide zinc in an inductive furnace by using acidic solution was studied. It was indicated that citric acid had higher zinc leaching efficiency than sulfuric and nitric acids. Optimum conditions were determined by studying the effective parameters of leaching. Based on this, the optimum conditions were obtained as 45 min for time, 60°C for temperature and 1:10 for the solid/liquid ratio in citric acid solution. The presence of inorganic acids in solvent has also great and acceptable results. The kinetic and thermodynamic of zinc acidic leaching were also studied. The results showed that the surface chemical reaction acts as the controller.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.