
Abstract
Abstract
Fluidic McKibben artificial muscles operate either pneumatically or hydraulically, offering engineering performance similar to those of skeletal muscles. These muscles are normally made of two essential parts: an elastomeric bladder and braided sleeve. To date, the braided sleeves used in manufacturing conventional McKibben artificial muscles are made with industrial braiding machines. In this study, we investigate an alternative method to manufacture braided sleeves using a three-dimensional (3D) printing technique. The 3D printing allows for more versatility in controlling the geometry and the structure of the braids. To this end, two structurally different kinds of braided sleeves with connected and disconnected junction points were manufactured. Both kinds of 3D printed braided sleeves were made with similar geometry. The hydraulic McKibben muscle made using the 3D braided sleeves with disconnected junction points was able to generate isometric forces up to 960 mN (53 kPa), actuation strains up to 6.7%, and power per mass of 0.032 W/kg in ∼1 s at a supply water pressure of 0.66 bar. This unique 3D printing technique is simple, fast, and accurate that can be easily modified to fabricate tools for small robotic systems where custom manufacturing is required.
Introduction
McKibben artificial muscles1,2 are one of the most practical artificial muscles because of their large blocked forces, high contraction strains, and fast response time.3,4 These muscles exhibit very similar performances to skeletal muscles and have been used in robotic tools and medical devices.5–7 McKibben artificial muscles can be operated either hydraulically or pneumatically using pressurized fluids and the actuation system usually requires a compressor/pump as well as a gas/water storage container.8–10 Recently, the pressurized fluids have been substituted with stimuli-responsive materials that exhibit volume changes in response to temperature or chemical species11–13 and these advancements are paving the way for fabricating a lighter McKibben actuation system by eliminating external devices, such as gas/water container and compressor/pump.
McKibben artificial muscle systems normally consist of three main parts: an inner expandable bladder, a braided sleeve, and the fluid supply system that includes end connectors, pipes or tubes, and a compressor or pump. The volume change of the inner bladder acts on the braided sleeve causing the entire muscle either to shrink or expand in the length direction depending on the initial angle of the braided sleeve.14,15 Previous studies have shown a significant impact of the inner bladder stiffness on the performance of McKibben artificial muscles.8,14,16 In addition, the generated force and contraction strain of a McKibben muscle are also a strong function of the topology and mechanical properties of the braided sleeve used. 15 For instance, the generated tensile blocked force normally decreases remarkably with increasing the initial angle of the braided sleeve up to the critical angle, which is 54.44° for a fixed input pressure. The amount of contraction strain also depends on the initial angle of the braided sleeve and for ideal systems is independent of internal pressure. The amount of contraction strain usually declines with increasing initial braid angle and reaches zero contraction strain at the critical angle (54.44°).17,18 The operation style of the muscle changes dramatically above the critical angle where expansion strains and forces are generated on pressurization. Other factors, such as braid–bladder friction, braid fiber stiffness, and braid cover factor have also been shown to limit the performance of McKibben muscles.
Given the importance of the braided sleeve design to the performance of McKibben artificial muscles, there is a growing interest in developing methods to fabricate customized sleeves.19,20 The braided sleeves used in conventional McKibben artificial muscles are sourced commercially and manufactured with industrial braiding machines. The braiding machine assembles multiple individual fibers by using several rotary spools to produce a cylindrical hollow braided sleeve.21,22 However, conventional braiding machines suffer from several important disadvantages. First, the braiding machines are limited in generating only a narrow range of braid angles, where the braiding angle αo is the angle between the longitudinal direction of the braided sleeve and the fibers that are helically wrapped to form the braid. Commercially available braids have a limited selection of braid angles typically in the range of 15° to 35°. Second, producing a consistent cover factor is limited due to the friction between fibers. The cover factor is defined as the ratio of area occupied by fibers to the total braid surface area and is a function of braid diameter, initial braid angle, fiber width, and number of threads. 21 Again, the variation in cover factor from commercially available braids is limited and most have a cover factor in excess of 85%. Third, long fiber lengths are needed to operate braiding machines, which limit the introduction of novel fiber materials for research-scale production especially when only short lengths of experimental fibers are available.
In this study, we investigated the possibility of introducing a more versatile method to produce the braided sleeve, particularly for producing short-length samples and from alternative materials. The braided sleeves in this study were made by employing an extrusion style three-dimensional (3D) printing machine using a similar technique to that introduced recently.19,20 Each individual printed line was made of polycaprolactone (PCL) material and was precisely printed around a rotating cylindrical steel rod. An additional advantage of this method was the ability to incorporate the hydraulic end connectors directly into the braided sleeve structure. The end connectors are an integral part of the McKibben muscle system and achieving leak-free connection to the hydraulic fluid supply and robust mechanical connection to external loads is a challenge that can be uniquely addressed using 3D printing. The braided sleeves were made in two different ways: connected and disconnected fibers in the junction points to investigate the effect of this condition on the performance of McKibben muscles.
Experimental
The KIMM Bioplotter machine was used to print the melt-extrudable polymer (PCL) around a polished steel rotating mandrel. PCL was chosen because of its suitable properties such as ease of printing, biocompatibility, biodegradability, and impact resistance.23,24 Using the 3D Bioplotter, the end connectors were also printed and integrated with the braided sleeves to prevent the fibers from unraveling and to provide easy connection to external tubing (Fig. 1). PCL with a molecular weight of 45,000 and melting temperature of 60°C was used as the braid fiber material. A printing nozzle diameter of 400 μm was used with an extrusion pressure of 100 kPa.
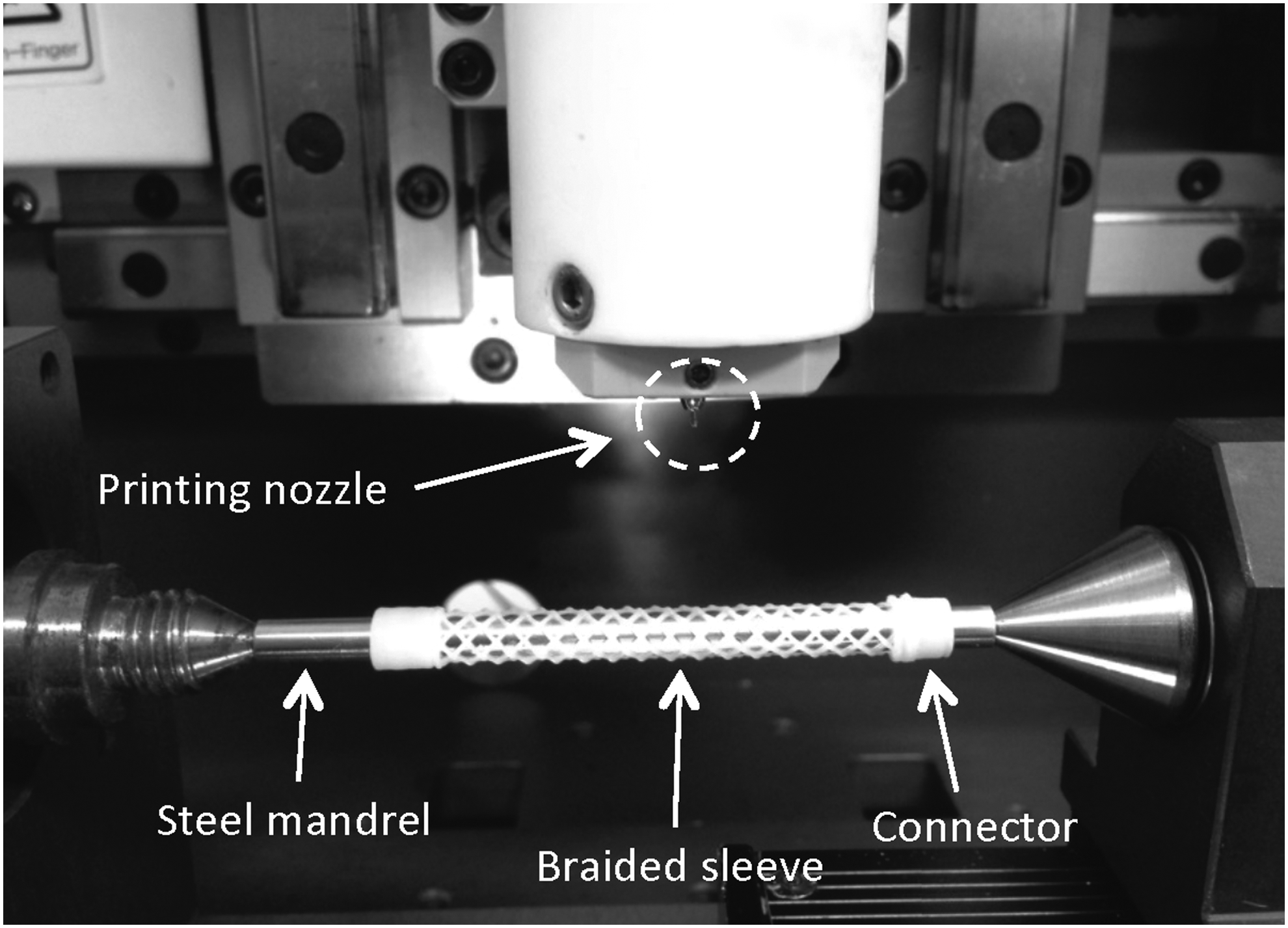
Photograph of printing set for manufacturing polymeric braided sleeve.
The first braided sleeves (M1) were manufactured simply by continuous printing onto a clockwise rotating mandrel. The printing was first performed right to left to make one helix of the braid and then the print direction was reversed to form the second, overlapping helix. In this process, the second printed helical fiber was printed on top of the first printed fiber and strong connections formed at the crossover points because of localized remelting and solidification of the initial PCL helix. The total number of twelve individual helix fibers was printed. Finally, the braided sleeves were removed from the steel mandrel.
Since commercially available braids have disconnected fiber junctions, the 3D printing process was next modified to produce such structures. As shown in Figure 2, the manufacturing process of braids with disconnected crossover points (M2) was divided into two different sections. The right to left printing direction was first performed as described above and then the entire mandrel with the printed helix was dip coated in alginate solution and dried. The left to right printing direction was performed to form the second helical fiber on top of the dry alginate film. The mandrel was then immersed in the water bath to dissolve the alginate interlayer. By removing the alginate films from between the PCL helices the double-helix braids with disconnected fiber crossover points were successfully produced. The braided sleeves were then removed from the steel mandrel. Both configurations of braided sleeves were manufactured with an internal diameter of 4.8 mm, a length of 50 mm, and a braid thickness of 500 μm. The initial braid angle (αo) for both configurations of samples was kept constant at 30° and the cover factor was constant at 47%.
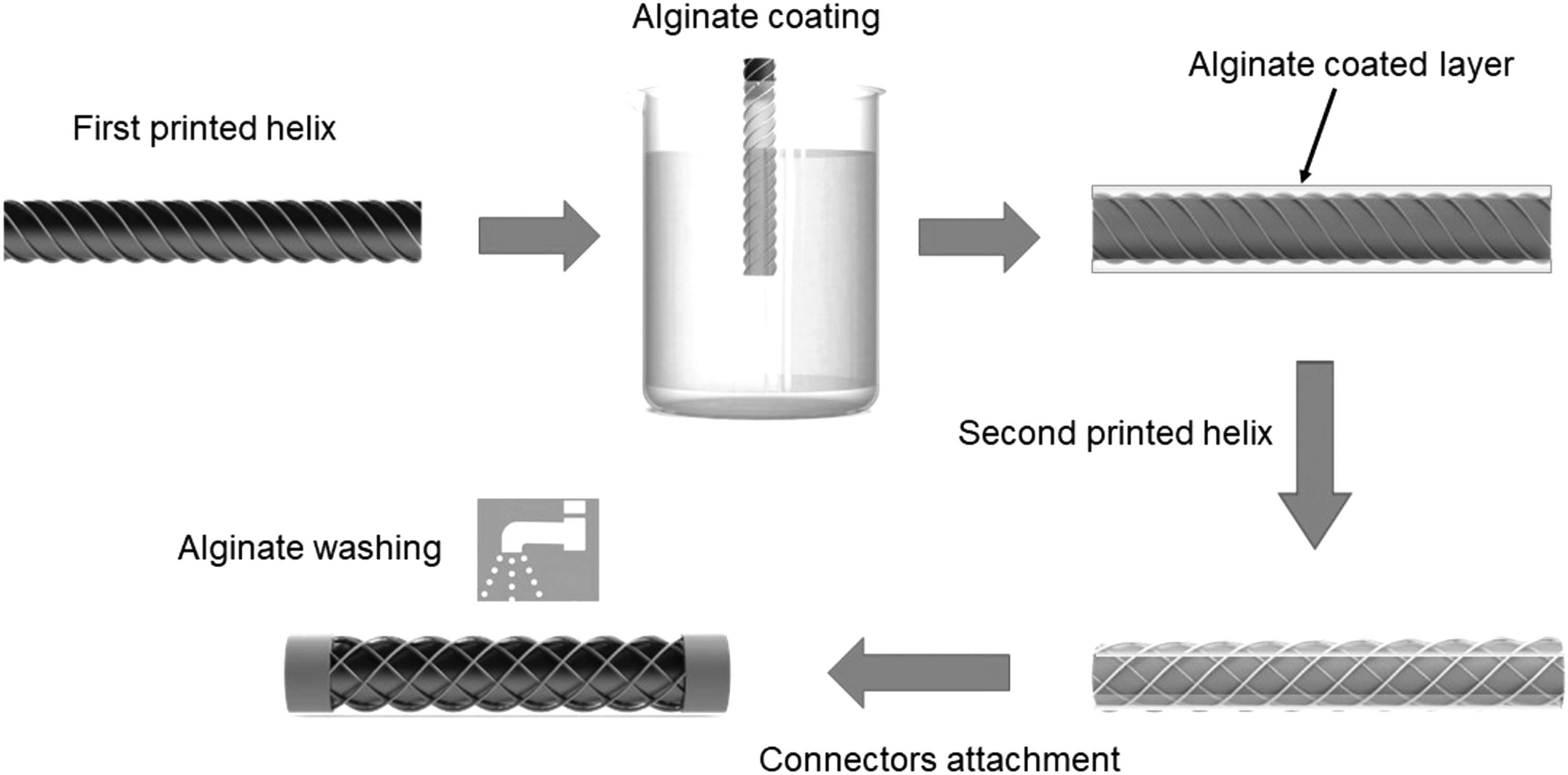
Schematic illustration of the manufacturing process of 3D printed braids with disconnected crossover points. All the manufacturing steps shown in the figure have been conducted around a mandrel. 3D, three-dimensional.
The muscles were fabricated from an elastomeric bladder and the braid with integrated end connectors. Bladders were made of natural latex tubes with thickness, length, and diameter of 0.28 mm, 65 mm, and 4.65 mm, respectively. The braid end connectors were firmly attached to poly(vinyl chloride) (PVC) tubing. A finished example of a 65-mm-long muscle is shown in Figure 3.

Entire McKibben artificial muscle made with a 3D printed braided sleeve (M2).
The actuation performance of the McKibben muscles was evaluated with an experimental setup designed to measure isotonic actuation strain, isometric blocked force, response time, and inlet water pressure. The entire actuation system consisted of four main parts: a low voltage water pump (6 V, flow rate: 0.5 L/min, Flodos/NF6 KPDCB), a small water container (25 mL), McKibben muscle, and a manual valve. Care was taken when filling the actuator with water and connecting the PVC tubes so as to remove any trapped air. The entire system had a total weight of only 350 g, making it easily usable in robotic machines. The main mass of the system was due to the pump and the power supply, which can be reduced depending on the application. The actuation was simply induced by opening and closing the manual valve. When the valve was closed while the pump was working, the water was pressurized inside the muscle and caused the muscle to contract in length and to generate a tensile force. Dual-mode lever system force–length transducer (Aurora Scientific, Model 300B) was employed to record actuation displacement and force generated. The lever arm was connected to the artificial muscle, whereas the other end of the muscle was fixed. An e-corder data logger (ED 410, e-DAQ) was used to connect the lever arm unit to a PC, and e-DAQ Chart was used to record the data. The internal water pressure inside the muscle was also monitored by using a digital pressure meter (GEMS sensors and controls-3300R012).
Results and Discussion
The 3D printed braids that were made in one step (M1) had fixed fiber junction points because of the localized remelting of the first printed fiber when overprinted with the second fiber. Testing of McKibben muscles made with these M1 braids all failed mechanically at modest input pressures. Figure 4 illustrates that the mechanical deformation of fibers is different between braids constructed with fixed or free junctions. When the bladder is pressurized, the fibers comprising the braids with fixed joints undergo large bending deformation. In contrast, the fibers in braids with free junctions can easily move from junction points when the internal bladder is pressurized. In the former case, the bending of fibers applies extreme stresses to the fibers. When this stress exceeds the strength of the printed filaments the braid fails/ruptures. In this study, the strength of PCL was insufficient to support the bending deformation generated due to pressure applied to the bladder.
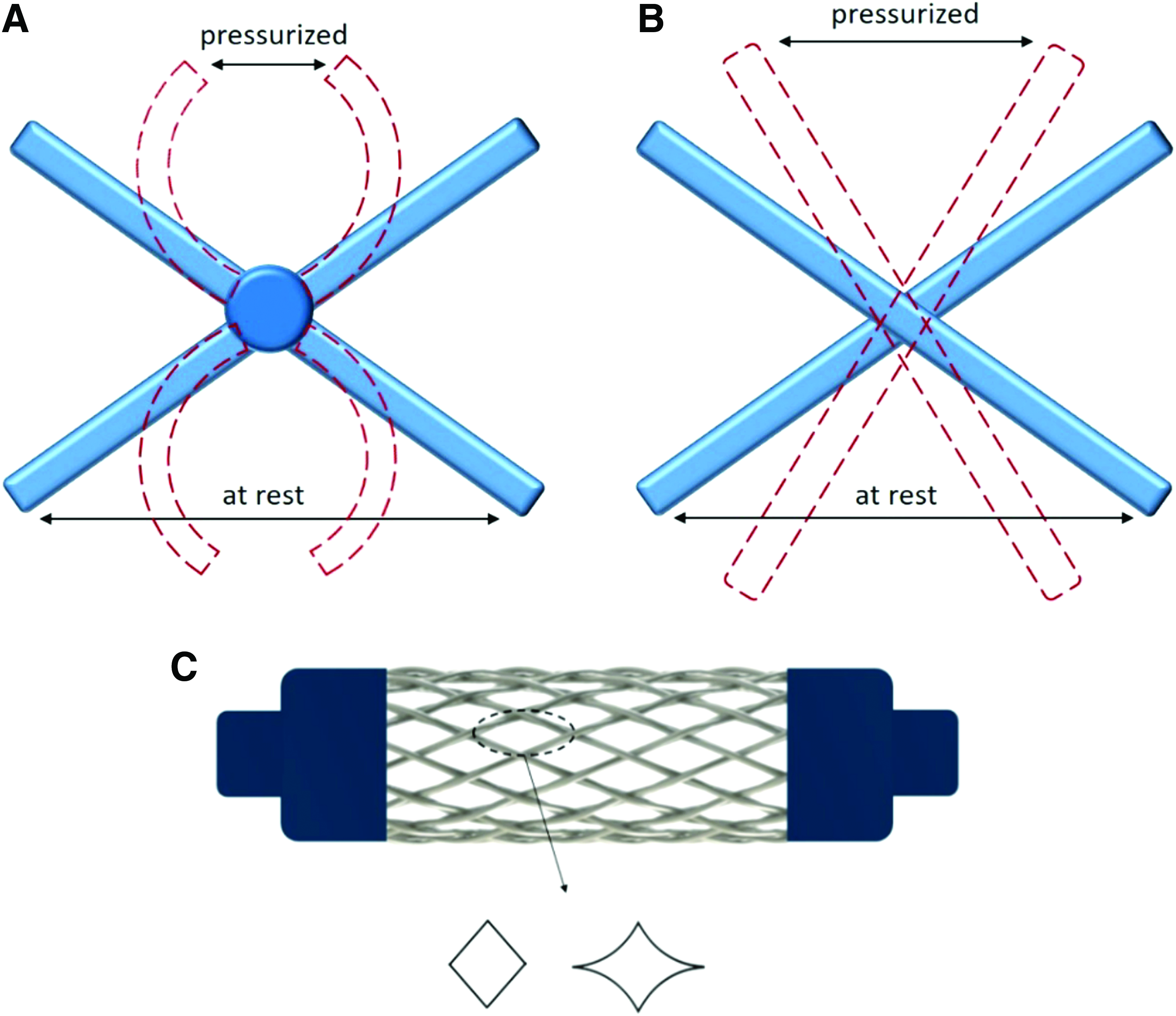
Illustration of the deformed shape of one junction point unit
Because of the mechanical failure of the M1 braids, the 3D printing method was modified in an attempt to fabricate braids with disconnected fiber junctions. The use of the alginate film applied between the printed helices and the subsequent dissolution of the alginate proved to be effective in producing braids with freely moving fibers. The McKibben muscles made from such braids could be repeatedly pressurized to 0.66 bar and depressurized without failure for multiple cycles. Figure 5 shows that the maximum isometric blocked force of 960 mN was reached in just 1.3 s. In addition, no hysteresis was observed when bladder was depressurized and the relaxation step followed immediately after depressurization with actuation force returned to 0 in 1.4 s. Taking into account the diameter and length of these muscles, the generated isometric force compares reasonably with previous hydraulic McKibben (HAM) muscle systems.8,16,25–27 The muscles' peak stress of 53 kPa (960 mN), however, is 2.2 times less than a hydraulic McKibben muscle introduced by Sangian et al. 14 with similar length and injected pressure (35 mm and 0.66 bar, respectively). The different braid geometries are likely the reason for the observed different performance. A small difference in initial braid angle (α0 = 30° in the present study and α0 = 35° used in previous work) may contribute to the different force generations. However, another major contributor is likely to be the fiber cover factor, which was 47% in the present study and 90% in the previous study. A lower cover factor of fibers reduces the braid stiffness and allows for more fiber stretching, which limits force generation.
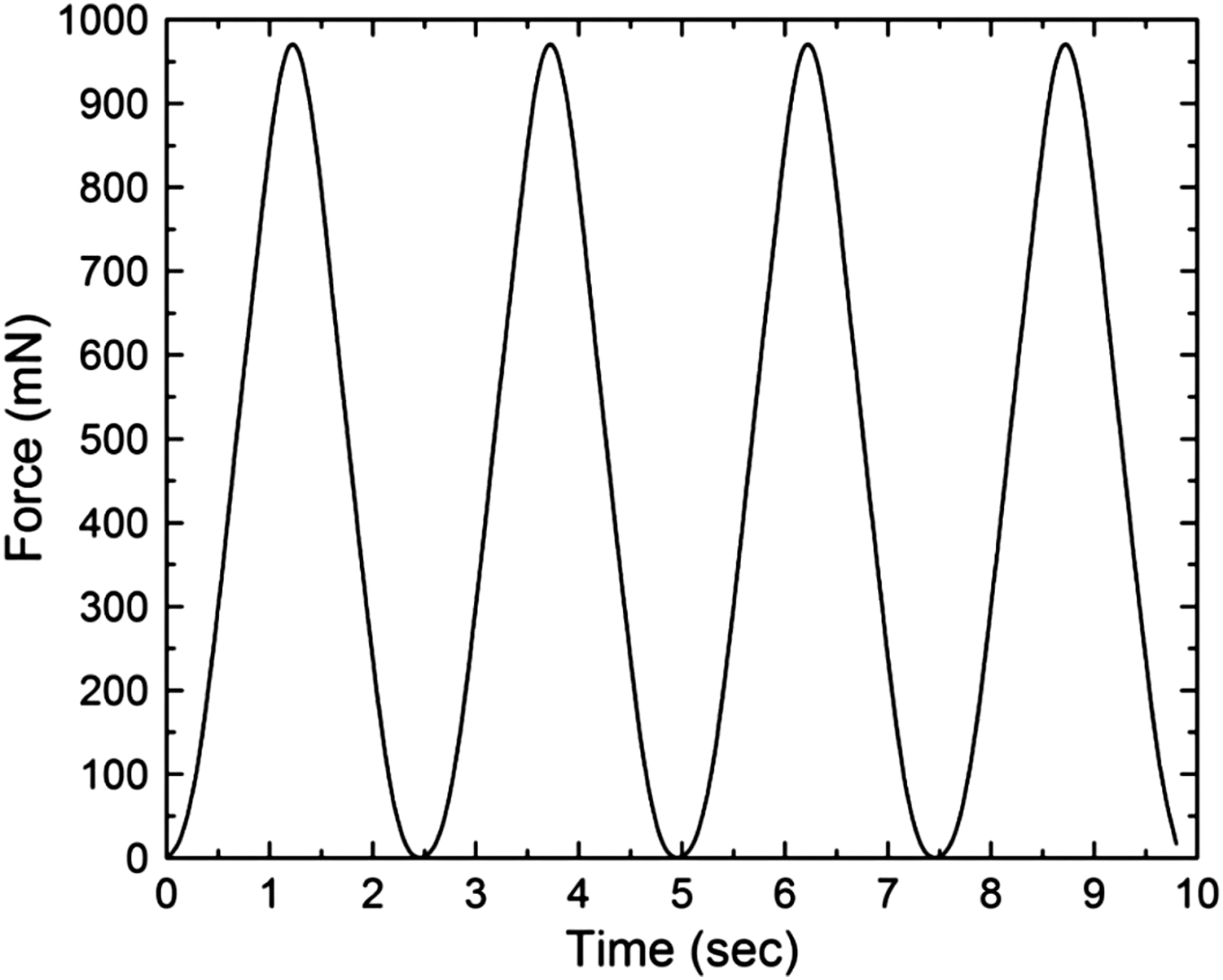
Isometric force tests under constant water pressure (0.66 bar). Pressurization–depressurization test was performed four different cycles.
Isotonic tests were performed under a constant load of 12 mN and water pressure of 0.66 bar applied for 1 s and then released. Figure 6 exhibits that the muscles contracted continuously during the pressurization period achieving a strain of 6.7% in 1 s. The strain fully recovered during depressurization step and the muscle showed very consistent behavior during four pressurizing/depressurizing cycles. Similar to the stress generated, the contraction strain produced with this muscle is 1.7 times less than HAM muscle introduced by Sangian et al. 14 with similar geometry and applied pressure (35 mm and 0.66 bar). The differences in braid angle and cover factor discussed above are also likely to explain the reduced contraction strain of the 3D printed braid in comparison with the previously used commercial woven braid.
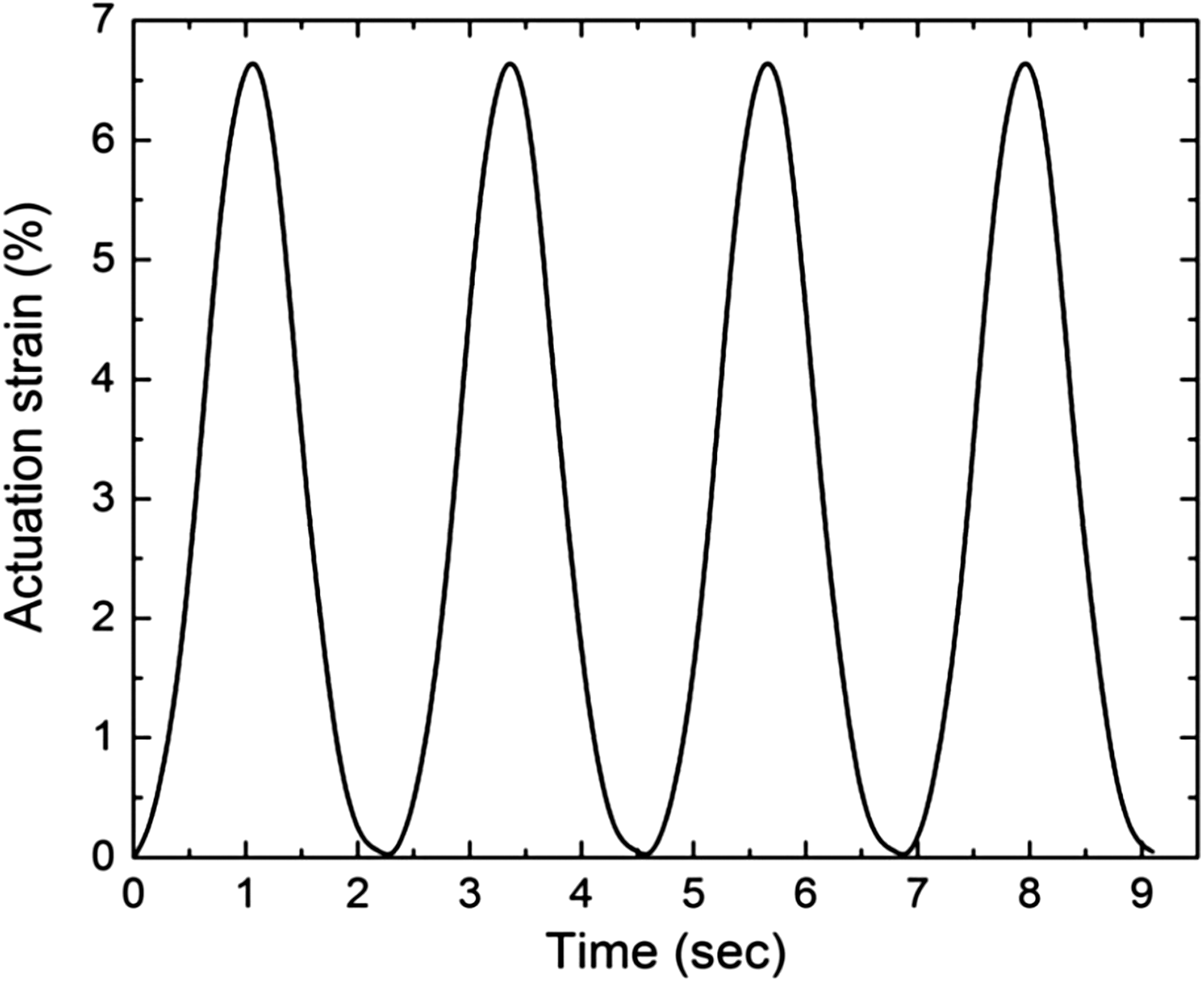
Isotonic actuation test under constant water pressure (0.66 bar) and given load of 12 mN. Pressurization–depressurization tests were performed for four different cycles.
The static force verses contraction strain test was also performed for three different input pressures to investigate the hysteresis phenomena of this new muscle. Figure 7 shows that the amount of static force and contraction strain increase with increasing the input pressure similar to HAM systems described previously. 14 The calculated power per mass indicates that, the muscle produces the maximum power per mass of 0.036 W/kg after just 0.85 s. The calculated power per mass (Fig. 8) declined once the injection of the water was stopped after 1 s.
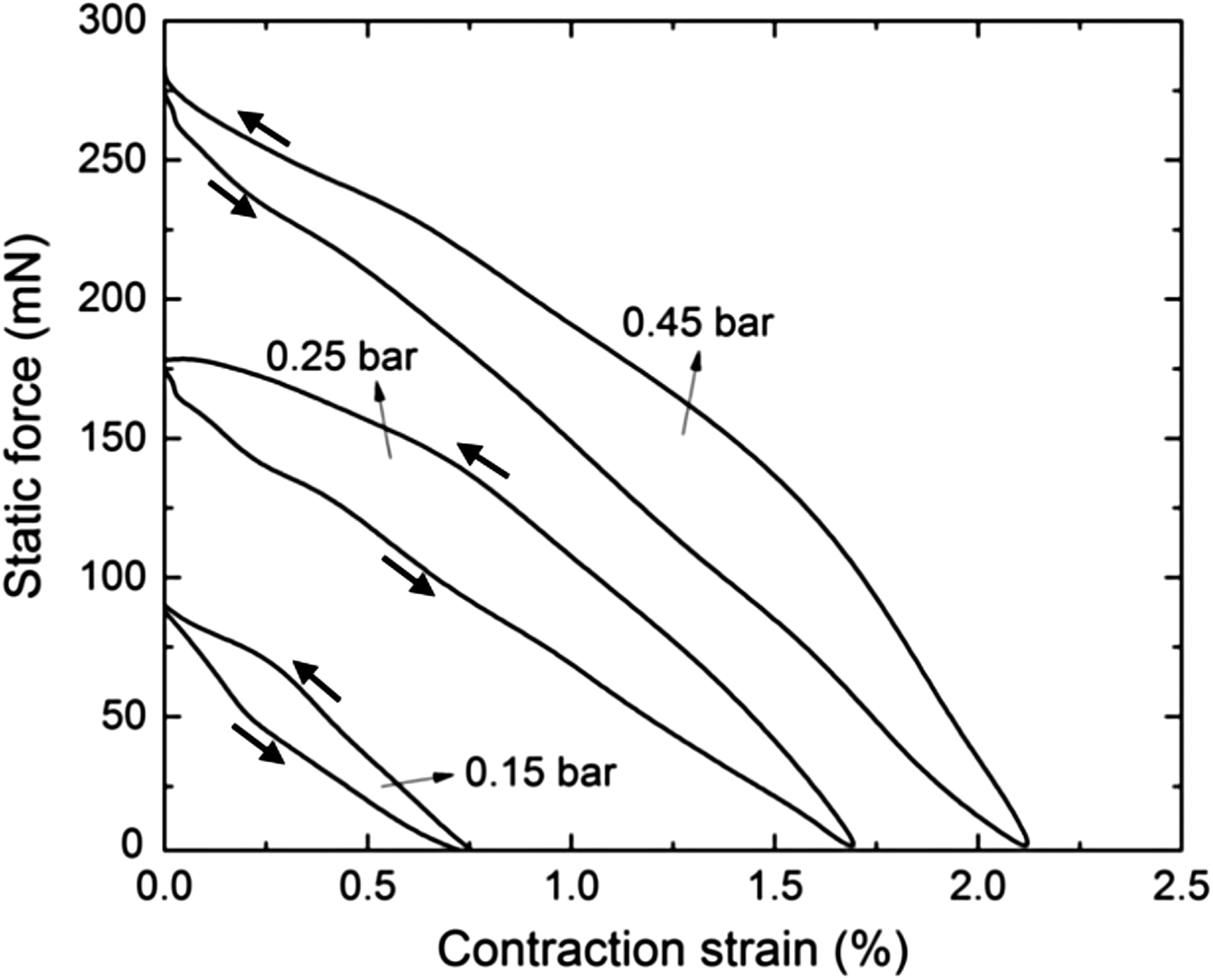
Typical static force and contraction strains emphasizing the role of input pressure and illustrating the hysteresis phenomenon for three different input pressures. The black bold arrows represent the loading/unloading directions.
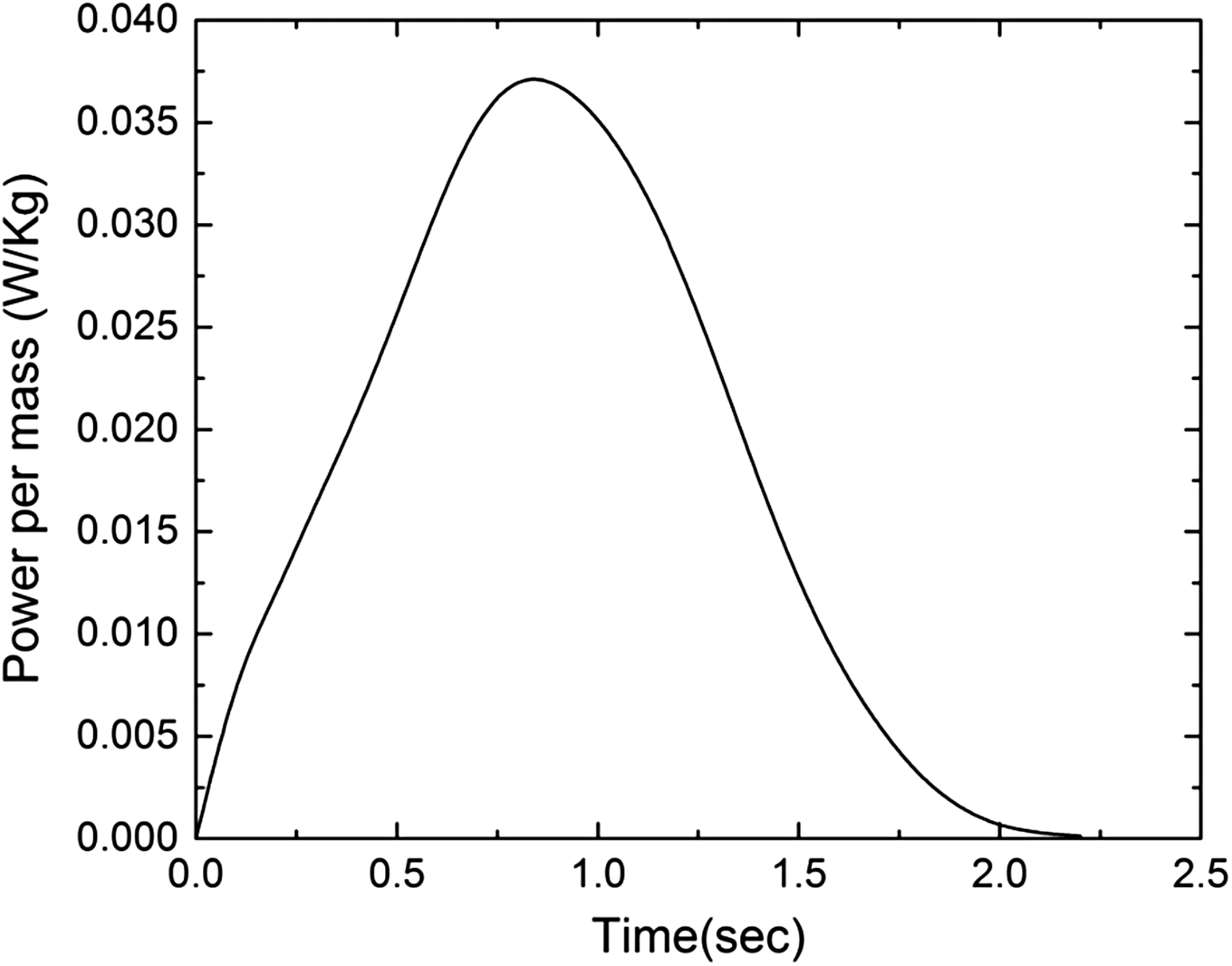
Corresponding power output from isotonic test; (0.66 bar) and given load of 12 mN.
Conclusion
The feasibility of producing a braided sleeve for McKibben muscles using 3D printing has been introduced for the first time. The printed braids have integrated end connectors to simplify the assembly of the completed McKibben muscle. The effect of fiber connection in crossover points has been investigated. In this particular study, it has been found that the braided sleeves with connected fibers were unable to produce any actuation due to mechanical failure of the fibers. A modified printing method was developed to prepare braids with disconnected fiber junction points. The hydraulic McKibben muscle made of a 3D printed braided sleeve with disconnected junctions exhibited 6.7% contraction strain and 53 kPa isometric stress (960 mN), respectively, with 0.66 bar water pressure. The 3D printing method offers enhanced versatility in controlling the braid angle and cover factor by adjusting the relative rates of melt extrusion and mandrel rotation. In the future, it would be worthwhile to investigate the performance of McKibben muscles made with braids of finely tuned angles and cover factors that are not available from commercially sourced braids. 3D printing also offers a convenient means for producing experimental braids, such as electrically conductive 3D printed braided sleeves for in situ strain sensing.
Footnotes
Acknowledgment
The authors thank the Australian National Fabrication Facility for access to equipment and technical expertise used in fabricating the 3D printed braids.
Author Disclosure Statement
No competing financial interests exist.