
Abstract
Large bone defects caused by congenital deformities and acquired accidents are increasing day by day. A large number of patients mainly rely on artificial bone for repair. However, artificial bone cannot fully imitate the structure and composition of human bone, resulting in a large gap with autologous bone function. Therefore, this article proposes a continuous preparation method for inorganic/organic biphasic composite gradient biomimetic bulk bone scaffolds. First, a controllable gradient hybrid forming platform for inorganic/organic dual-phase biomaterials was constructed, and the feeding control strategy was studied to achieve precise control of the feeding of sodium alginate/gelatin composite organic materials and hydroxyapatite inorganic materials. The speed is, respectively, sent from the corresponding feeding nozzle to the mixing chamber to realize the uniform mixing of the biphasic material and the extrusion of the composite material, and the inorganic/organic biphasic composite gradient biomimetic bone scaffold with gradual structure and composition is prepared. Second, to prove the superiority of the preparation method, the physicochemical and biological properties of the prepared scaffolds were evaluated. The test results showed that the morphological characteristics of the biphasic composite gradient bone scaffold showed good microscopic porosity and the structure and composition showed gradients. The mechanical properties are close to that of human bone tissue and in vitro cell experiments show that the scaffold has good biocompatibility and bioactivity. In conclusion, this article provides a new type of bone scaffold preparation technology and equipment for the field of tissue engineering, which has research value and application prospects.
Introduction
Large bone defects have become an urgent problem to be solved in clinical medical treatment due to the serious trauma, complicated operation, long recovery period, and difficult self-healing. The traditional treatment methods mainly use bone grafting or artificial bone implantation. Among them, autologous bone grafting has low rejection, but there is a secondary injury in the tissue acquisition, 1 and allogeneic bone grafting has high rejection, many complications, and high costs. Therefore, many patients mainly rely on artificial bone for repair at present, but due to the large functional gap between artificial bone and autologous bone, the repair effect is often poor.
The method of tissue engineering using biodegradable materials to prepare porous scaffolds to achieve bone tissue regeneration provides a new idea for the repair of bone defects.2,3 To achieve effective repair of bone defects, tissue engineering scaffolds should fully mimic human bone in structure and composition. Especially, for large human bone defects, cortical bone and cancellous bone are usually involved. The outer layer of bone is cortical bone, which has a dense structure and high inorganic content, so it has a high elastic modulus, high hardness, low toughness, and low porosity, 4 mainly to protect the internal organization and support.
The inner layer of bone is cancellous bone, which has a loose structure and high porosity, so it has low compressive strength and contains blood vessels, cells, and other organic components, which play the function of nutrient transport and metabolism. 5 It can be seen that the human bone tissue gradually transitions from compact bone to cancellous bone, the pores gradually increase from the outside to the inside, the inorganic minerals such as hydroxyapatite (HA) gradually decrease, and the organic matter such as collagen gradually increases. 6
According to the characteristics and functions of human bone tissue, to achieve functional bionics and improve the repair effect, the tissue engineering field uses electrospinning, salt immersion, mold compression, freeze-drying, and other traditional processes to prepare porous scaffolds. However, there are problems such as difficulty in precise control of pore structure, inability to ensure pore connectivity, and single material composition. In recent years, with the development of bio-additive manufacturing technology,7,8 according to the requirements of mechanical and biological properties, bio-3D printing, electrospinning, sacrificial templates, and other processes combined to prepare specific shapes and internal pore structures, and through multimaterial composite forming9–12 have become a research hotspot. Structural studies have found that the preparation of bulk bone scaffolds imitating the pore gradient structure of human bone13–17 has better effects on mechanical properties, cell proliferation, and gradient mineralization.
The research on composition mainly includes mixing inorganic substances such as nano-HA (nHA) and organic substances such as polycaprolactone 18 in different proportions for layer-by-layer mold freezing casting,19–21 or using multinozzle switching to print a variety of materials, 22 or the gradient mineralization of the layered immersion of the printed scaffold, 23 which made some progress in the research of the composition gradient bone scaffold. However, there are problems such as discontinuous composition gradient between layers, and difficulty in precise control of composition concentration. At present, foreign scholars have used microfluidic technology to precisely control the mixing ratio of different materials, so as to achieve continuous gradient printing of bone scaffolds with gradual composition. 24
From the above research status, it can be seen that the multi-material mixed extrusion molding results in a single component, a complex multi-process composite molding process, and it is difficult to achieve a gradient of the composition by switching multiple nozzles. A hybrid extrusion forming platform (abbreviation, forming platform) with continuously controllable extrusion speed provides a forming method of an inorganic and organic dual-phase composite gradient bionic bone scaffold (abbreviation, composite gradient bone scaffold).
This article intends to study the relationship between the relevant parameters such as material feeding speed, screw rotation speed, receiving platform movement speed and material printing temperature, and the forming effect. Compared with the composite gradient bone scaffold prepared by the multi-nozzle forming method, the advantages of the prepared bone scaffold in terms of mechanical properties, interlayer bonding effect, biocompatibility, and bioactivity are evaluated to verify the rationality of the structural design and feasibility of the forming process.
Composite gradient bone scaffold design
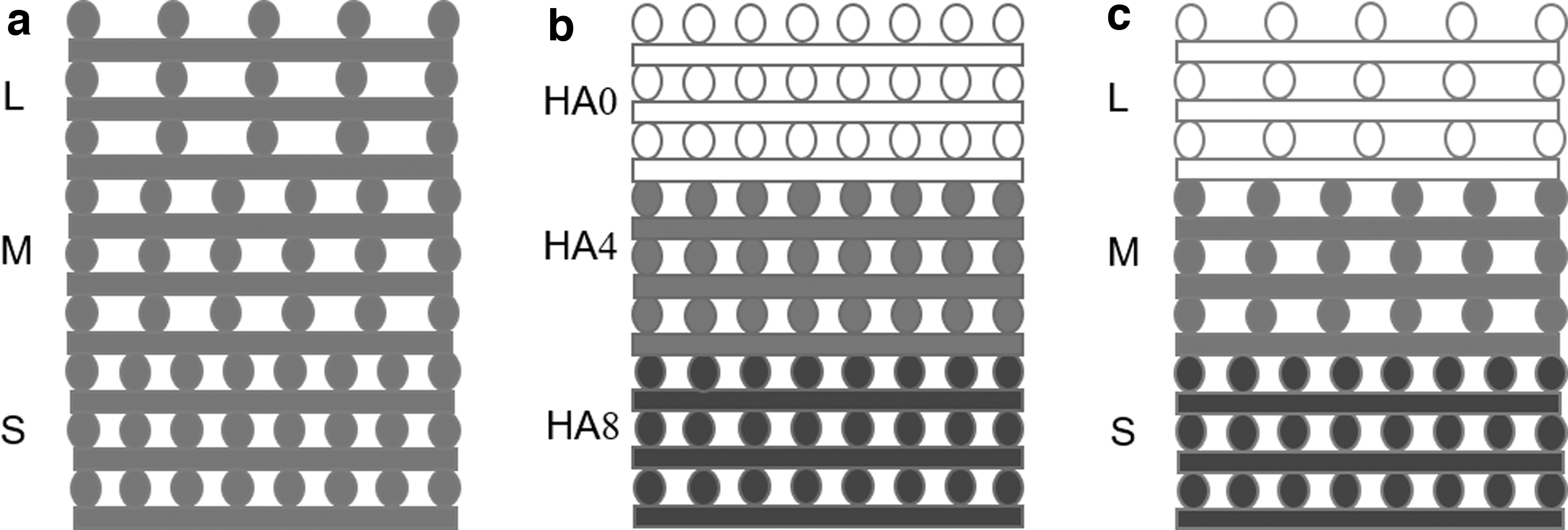
The ideal bone scaffold should have similar structure and composition properties to the defect site. 25 Therefore, the designed biomimetic bone scaffold has gradually increased porosity, decreased inorganic components, and gradually increased organic components from the outside to the inside. The designed structural gradient of the bone scaffold changes the spacing between adjacent filaments. Related studies have shown that, uniform pores with a size between 0.8 and 1.8 mm are the best in terms of cell adhesion, proliferation, and bone growth.
In addition, considering the diameter of the extruded fiber filaments extruded by the nozzle and the length occupied by a small amount of collapse, the bone scaffold structure is designed with three different spacing modes: 1.5, 2.0, and 2.4 mm, so as to change the density of the pores inside the bionic bone. The designed concentration gradient of bone scaffolds is formed by changing the feeding speed of inorganic and organic materials to form three different concentrations: containing 8% nHA, containing 4% nHA, and not containing nHA inorganic materials, correspondingly expressed as HA8, HA4, HA0. The distribution of biomimetic natural bone components changes with the ratio of organic matter. For all designed 3D models of stents, the three layers of printed structures are 10, 10, and 6 layers and each layer is a square with a side length of 24 mm.
The schematic diagram of the designed stent is shown in Figure 1. The color from dark to light indicates the content of inorganic nHA from high to low, corresponding to 8% nHA, 4% nHA, and 0% nHA, respectively. The pore size spacing from small to large represents the porosity from low to high, and S, M, and L represent the 1.5, 2.0, and 2.4 mm pore diameters corresponding to the bottom, middle, and top layers of the scaffold.
Design of composite gradient bone scaffold
Design and realization of forming platform
For the designed bone scaffold, this article independently developed a dual-phase material controllable mixed extrusion forming platform. The overall architecture mainly includes three modules: a dual-phase material mixing module, a motion receiving module, and a temperature control module (Fig. 2).
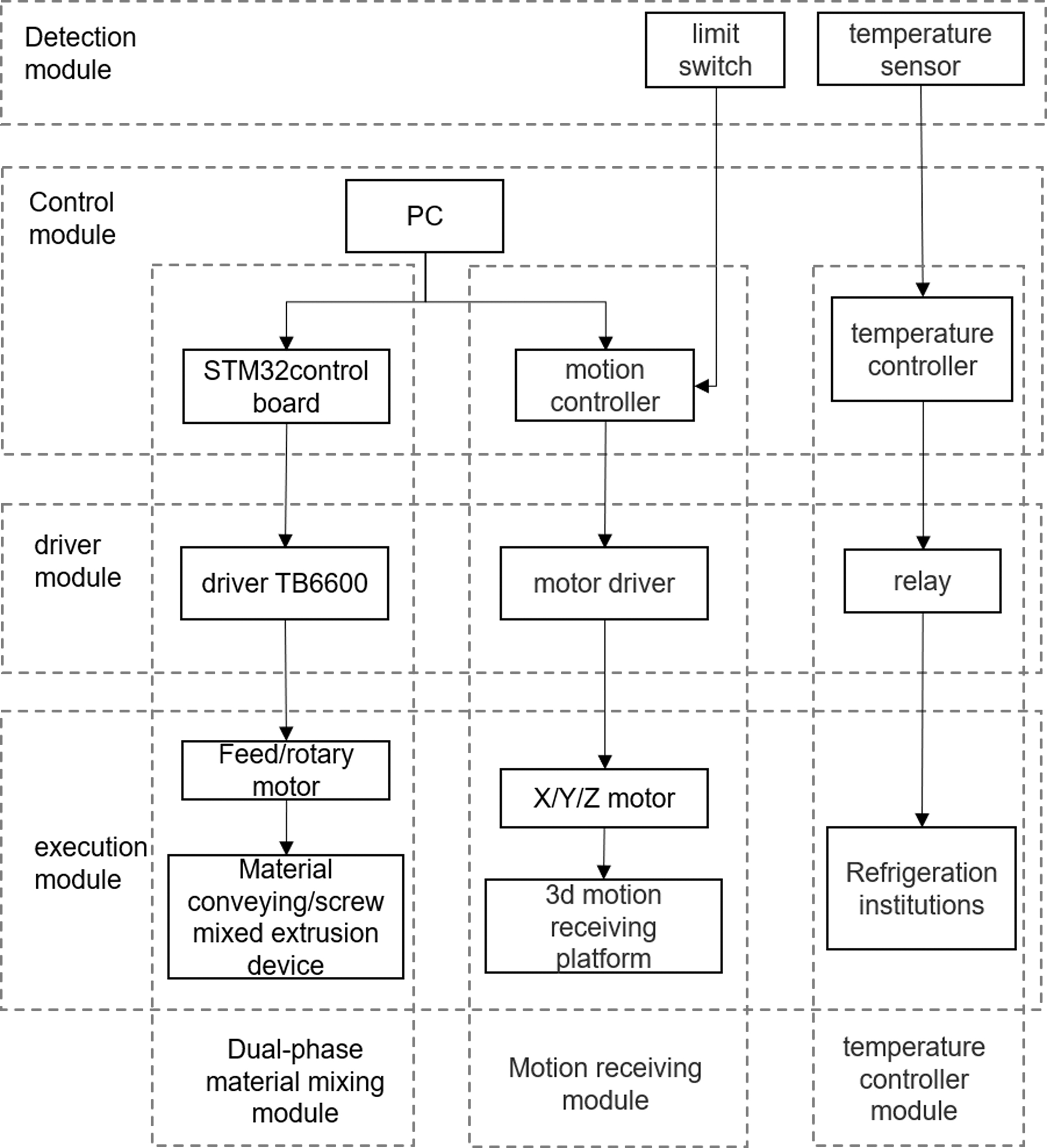
Overall architecture of the forming platform.
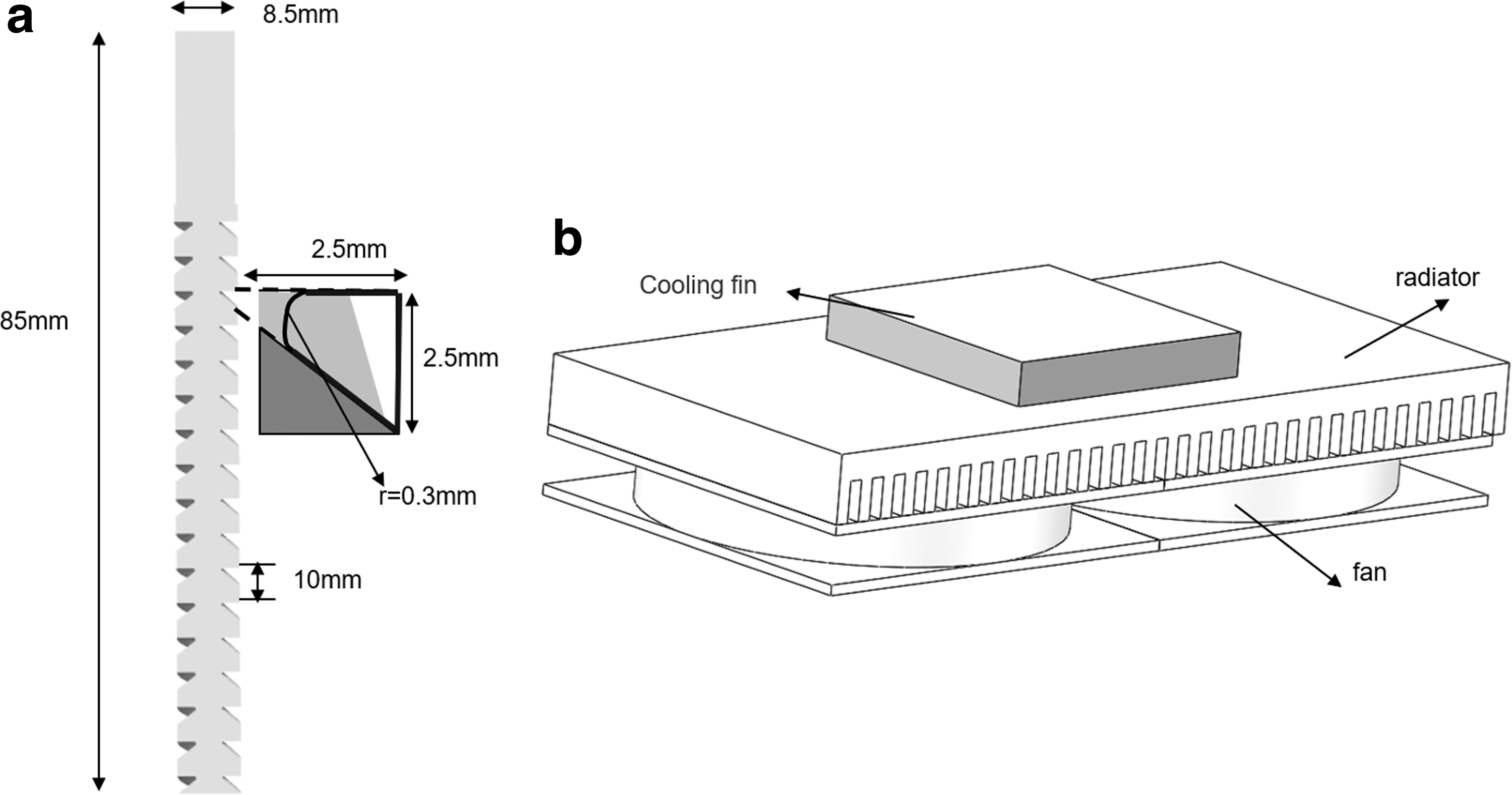
The micropumps 1 and 2 at the left and right ends in the figure receive the command from the main control box and rotate and advance at a certain speed to realize material delivery (Fig. 3). The micropump adopts an 8 mm diameter stainless steel circular guide rail. The lead of the screw is 1 mm, and the clamping is fixed by a pressing block. The 42 stepper motor adopts 0.7 NM high torque two-phase stepper motor. The mixing chamber in the middle uses a screw to realize the mixing and extrusion of two-phase materials. The screw thread part is 85 mm long, 8.5 mm in diameter, and 10 mm in pitch. In order for the screw to have the function of uniformly mixing inorganic and organic materials, while conveying composite materials, the screw thread is designed as a triangular profile to reduce the dead zone material volume, 26 as shown in Figure 4a.
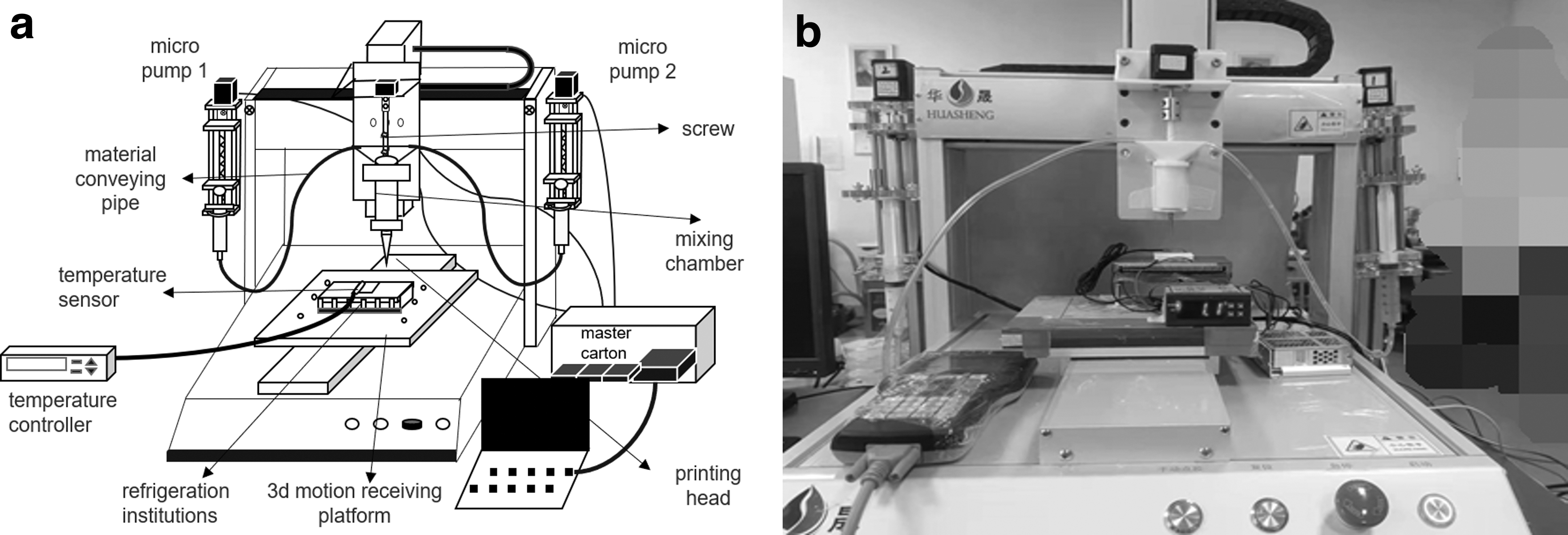
Mechanical structure of forming platform,
Parts drawing,
At the same time, the two ends of the mixing chamber are provided with bayonet for fixing the material conveying pipes at both ends, and the outer diameter of the extrusion port can be covered with 22G or other types of print heads. The three-dimensional motion receiving platform under the extrusion head realizes different motion paths. The running speed can reach up to 500 mm/s and the repeatability is ±0.02 mm. A temperature control module is installed on the three-dimensional motion receiving platform; the temperature controller receives the temperature sensor signal and controls the refrigeration mechanism to realize the temperature control function.
The control accuracy can reach 0.1℃. The cooling mechanism consists of three parts: cooling fin, radiator, and fan. The size of the cooling fin is 40*40*6.3 mm, the radiator is aluminum fins with comb teeth of 120*60*10 mm, and the fan configuration is ultra-thin and silent, as shown in Figure 4b.
Dual-phase material mixing module control method
The module control consists of the host computer and the STM32F407 industrial motion control board. The communication between the two is by means of the st-link emulator. One end of the emulator is connected to the computer universal serial bus (USB), and the other end is connected to the control board USB to serial port interface. After receiving the command from the host computer, the control board outputs a signal to the TB6600 driver, and the driver drives the 42 stepper motor to rotate, and the micropump and screw at both ends to rotate.
The module control system supports two working modes: manual control and automatic control of printing: one is to use the host computer to debug the motor operation online, manually adjust the feeding speed, and start and stop feeding, which will lead to control time and accuracy errors. The other is to write the feeding speed and changing time into the program and change the feeding speed to realize automatic printing. The automatic control printing mode is used in the experiment, and the specific control process is shown in Figure 5.
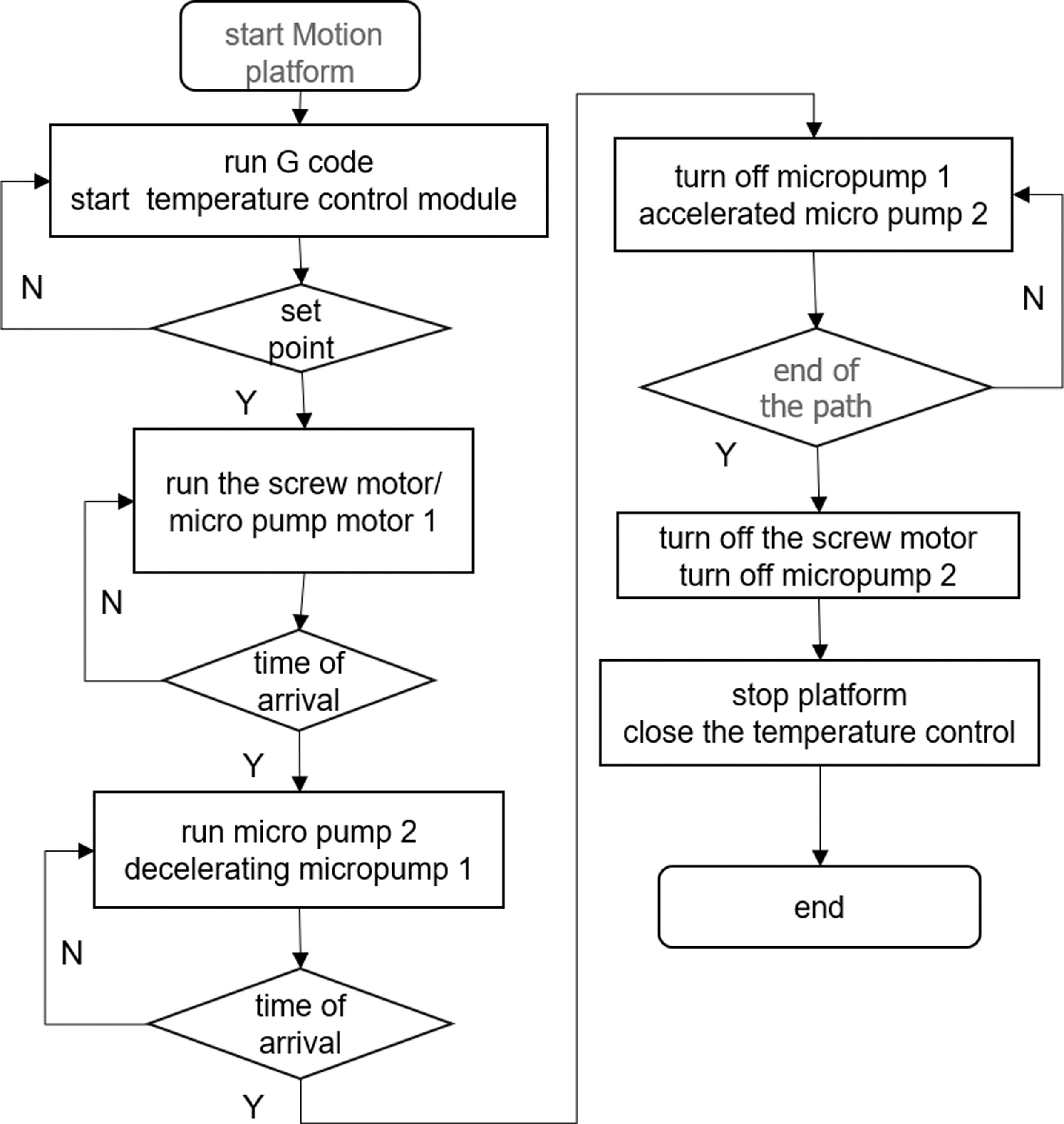
Forming control flow chart.
Motion receiving module control
After the motion controller receives the G code command from the host computer, it outputs a control signal to the motor driver to drive the X/Y/Z motor to run, so that the three-dimensional motion receiving platform runs on the set path. The motion receiving module realizes the structural gradient of the composite gradient bone scaffold with three different path spacing.
Temperature control module control method
To make the dual-phase material mix evenly and improve the printability, the viscosity of the material should not be too high, so that the extruded fibers are difficult to shape. In this article, the temperature of the receiving platform is controlled to improve the forming effect and as the number of layers increases, the temperature needs to be increased. Continuous adjustment is made so the temperature control module is designed to realize real-time temperature control and the temperature control range is −50℃ to 120℃. After receiving the real-time feedback signal of the temperature sensor, the temperature controller sends out a control signal to control the on-off of the relay, and then controls the operation of the refrigeration chip. The temperature controller uses proportion integration differentiation (PID) control algorithm.
When there is an error value between the feedback value and the set value, the output PID control signal acts on the refrigeration mechanism to keep the temperature stable around the set value. The circuit wiring diagram and control block diagram of the temperature control module are shown in the Figure 6.
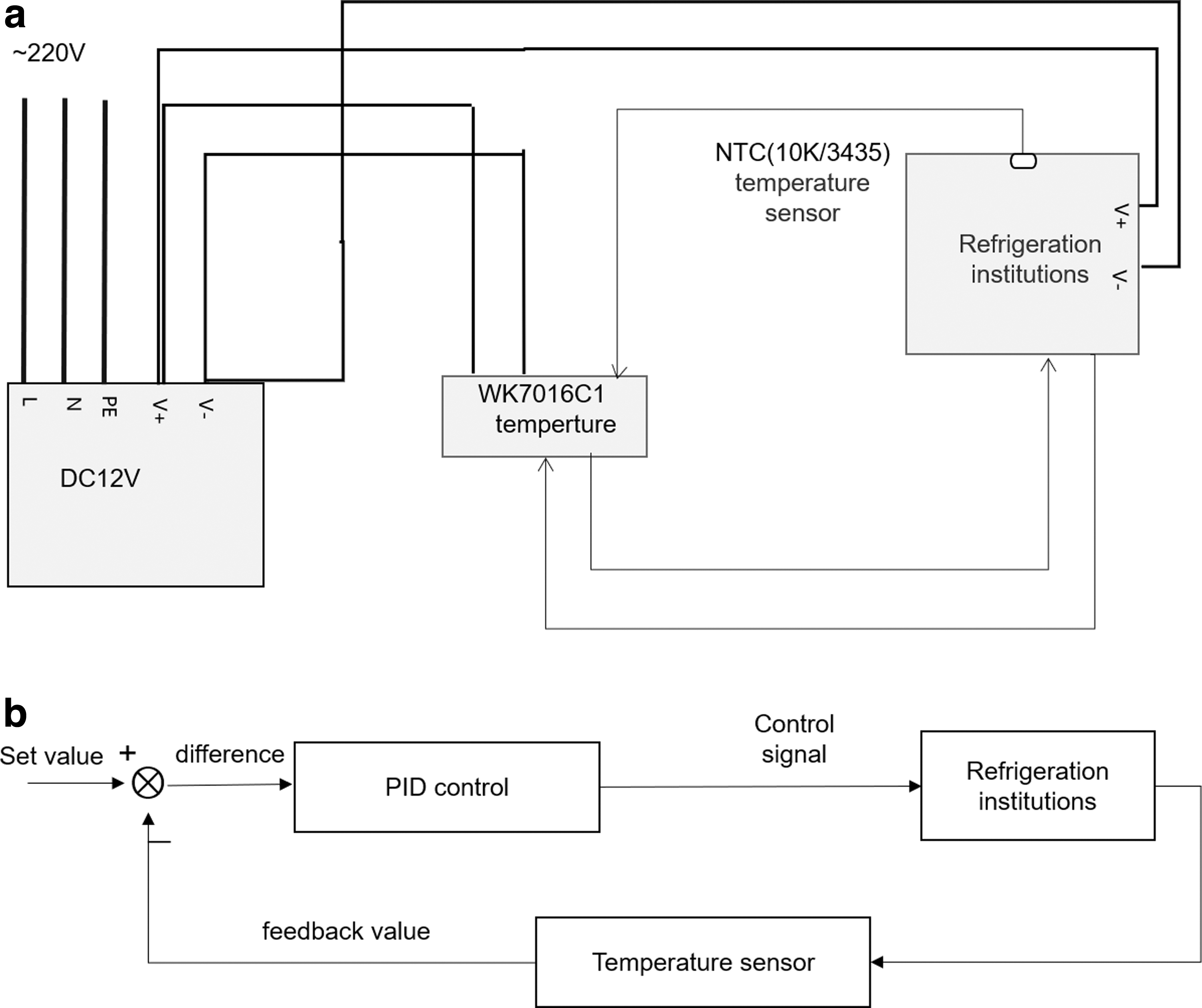
Temperature control module,
Materials and Methods
Materials and preparation
In this article, composite gradient bone scaffolds were prepared using sodium alginate, gelatin, and nano-HA. Among them, sodium alginate (SA, 20201110) was from Shanghai Sinopharm Reagent Co., Ltd., gelatin (Gel, V900863-500G) was from Sigma-Aldrich Trading Co., Ltd. (Shanghai), and nHA (40 nm, needle like) was from China Blue Chemical Company; the reagent used for scaffold cross-linking was calcium chloride anhydrous (CaCl2), purchased from Shanghai Sinopharm Reagent Group. All chemicals were used according to the instructions.
Preparation of inorganic phase materials: add 0.5 g Gel and 0.8 g nHA to 10 mL deionized water, heat at 50°C, and stir for 30 min with a constant temperature magnetic stirrer to obtain a mixed solution, and then add 0.4 g SA to the mixed solution and use a glass rod to mix and stir for 2 h to make it evenly mixed; the SA/Gel/nHA composite hydrogel, the inorganic phase material, was obtained, denoted as A. The A material is loaded into the barrel and conveyed using micropump 1.
Preparation of organic phase material: add 0.5 g of Gel to 10 mL of deionized water, heat at 50°C with a constant temperature magnetic stirrer, and stir for 30 min to obtain a mixed solution, and then add 0.4 g of SA to the mixed solution to obtain a SA/Gel composite hydrogel, which is an organic phase material, denoted as B, and use the micropump 2 to transport the B material.
Printing of composite gradient bone scaffolds
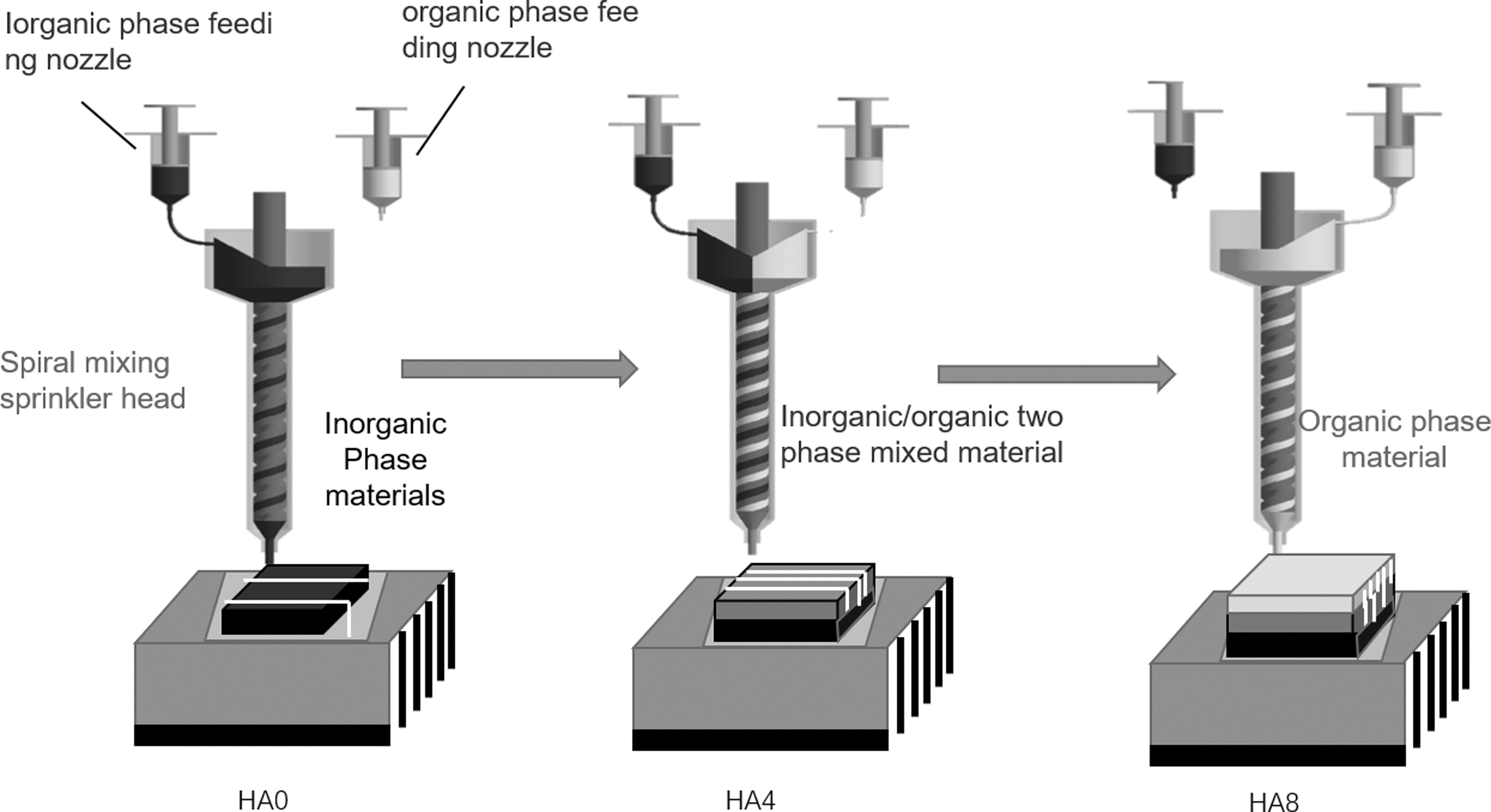
The composite gradient bone scaffold is formed by dynamic mixing screw extrusion. First, material A is extruded to form the bottom layer of the scaffold. Second, the A/B mixed material is extruded in a 1:1 ratio to form the middle layer of the scaffold. Finally, the material B is gradually extruded to form the top layer of the scaffold. In the process of material composition gradation, the pore structure also undergoes a gradient change.
During the extrusion forming process from bottom to top, the temperature of the receiving platform is gradually reduced to ensure that the current layer is stable at the set temperature value. The overall scaffold composition gradient is divided into HA8, HA4, and HA0, and the pore structure gradient is divided into small (S), medium (M), and large (L). The prepared composite gradient bone scaffolds are denoted as ABG, where AB denotes biphasic material and G denotes gradient. The three-concentration mixed materials were loaded into three nozzles, respectively, and then the bone scaffolds with concentration gradients were printed by switching nozzles as a control group, denoted as ABG-N, where N represents the scaffold prepared by multiple nozzles.
Morphology characterization of composite gradient bone scaffolds
The scaffolds were characterized by scanning electron microscopy (SU1510; Hitachi, Japan) under a tungsten lamp. After the sample was cut, it was dried and sprayed with gold. The surface morphology, pore size, structural integrity, interlayer bonding, and cross-sectional component concentration of gradient scaffolds were observed by electron microscopy under a voltage vacuum of 15 KV using different magnifications. The pore size and the width of the filament of different layers of the scaffold were measured using ImageJ software.
Mechanical properties of composite gradient bone scaffolds
The mechanical properties of the scaffolds are an important measure, and the compressive properties of the bone scaffolds were tested by performing uniaxial compression tests on the experimental and control groups. The mechanical properties of the scaffolds are an important measure, and the compressive properties of the bone scaffolds were tested by performing uniaxial compression tests on the experimental and control groups. The test uses a WDW-1 material testing machine (German ZW1CK biaxial-10 KN) to perform compression tests on the samples. Among them, the compression test was performed at a constant compression speed of 5 mm/min until fracture. During the test, the average results of three samples were taken, the test data were recorded, and the relevant curves were drawn to evaluate the mechanical properties of the scaffolds.
Cytocompatibility of composite gradient bone scaffolds
The good biocompatibility of the scaffold is a prerequisite for ensuring the growth of bone tissue. To test the toxicity of the printed scaffold, endothelial cells human umbilical vein endothelial cells (HUVECs) were used to conduct in vitro cell experiments on scaffold samples. First, the bone scaffolds were cultured in a medium with a frequency of 2 days of medium replacement. Second, the scaffold samples were soaked in 75% alcohol for 12 h, then washed three times with phosphate buffered saline (PBS) to completely remove the surface alcohol of the scaffold, and then placed in the culture medium for 6 h after 3 h of ultraviolet irradiation. Next, cells were seeded on the bone scaffold samples at a seeding density of 5.0 × 105 cells/mL, and then placed in a 37℃, 5% CO2 incubator for culture, and the medium replacement cycle was once a day.
Finally, live and dead cells were characterized using a live and dead cell staining kit (Biovision, Inc.) using green fluorescent dye and red fluorescent dye staining, respectively. The bone scaffolds were rinsed thrice with PBS, and placed under an inverted fluorescence microscope (LH-M100CB-1; Nikon, Japan) to observe the cell viability at 1, 3, and 5 days with red and green fluorescence filters to evaluate the biocompatibility of the scaffolds.
Cell viability of composite gradient bone scaffolds
To test the cytocompatibility of the scaffolds, cell proliferation experiments were performed on the scaffolds, and cell viability of endothelial cells (HUVECs) was analyzed using cell counting kit-8 (CCK-8; KeyGENBioTECH). The specific steps are as follows: first, soak the bone scaffold in alcohol for 1 h for disinfection, then soak it in PBS for 1 h to replace the alcohol, and then soak the scaffold in the culture medium for 48 h, and collect the scaffold leachate. Then, use the scaffold leaching solution to prepare the cell suspension, the cell density is 4 × 104 cells/mL, drop the cell suspension in a 96-well plate, add 100 μL dropwise to each well, and put it into a 37°C, 5% CO2 incubator for cultivation.
In addition, fresh medium was added as blank group, and the cell suspension prepared with fresh medium was used as control group. After culturing the three groups of well plates for 1, 3, and 5 days, suck the cck8 reagent, drop 10 μL of the reagent into each well for 1 h in an incubator, and use a microplate reader (infin200Pro, Switzerland) to measure the absorbance of the experimental group and the control group at a wavelength of 450 nm. The same sample was tested thrice and the absorbance of a substance at a specific wavelength value recorded (OD value).
Data analysis
All data are presented as mean ± standard deviation and analyzed using one-way analysis of variance (ANOVA). Statistical analysis was performed using OriginPro software, 27 and p-values <0.05 were considered statistically significant.
Results
Printing validation of composite gradient bone scaffolding
Using the proposed inorganic-organic dual-phase composite gradient bone scaffold continuous forming process method to ensure sufficient and uniform material mixing and balance of incoming and outgoing materials, the optimized process parameters were obtained through experiments, as shown in Table 1. Table 1 shows the parameters such as feeding speed and temperature during the printing process of the experimental group and the control group. The A/B feeding speed, rotation speed, and printing speed represent the extrusion speed, screw rotation speed and platform moving speed of the micropumps 1 and 2, respectively.
Optimized Process Parameters
HA, hydroxyapatite; SA/Gel, sodium alginate/gelatin.
Figure 7 shows the basic steps of the inorganic-organic dual-phase composite gradient biomimetic bone scaffold forming process. First, load the G code of the composite gradient bone scaffold printing path; next, start the feeding program, make the micropump 1 extrude the material A at 0.05 mm/s, and start the screw rotation at the same time. When the material is delivered to the extrusion port, the movement of the receiving platform is started, and at the same time, the temperature of the receiving platform is lowered to the set value, and the bottom layer of the bone scaffold is started to be printed.
Inorganic-organic dual-phase composite gradient biomimetic bone scaffold forming process.
When printing to the middle layer of the bone scaffold, considering the reserved time for material supply, turn on the micropump 2 in advance to make it feed at the same speed as the micropump 1, so as to realize the mixed printing of inorganic and organic dual-phase materials; finally, when printing the top layer of the bone scaffold, it is also necessary to consider the reserved time for material supply. Turn off the micropump 1 in advance and increase the extrusion speed of the micropump 2 to 0.1 mm/s, that is, increase the proportion of material B.
Through the test, it is found that the reserved time is about 45 s, that is, the feeding speed needs to be switched in advance before the ratio of the dual-phase material changes to supplement the delay time required for the extrusion of the material in the mixing chamber. In the experiment, the needle was 22G, and the Z-axis offset was 0.35 mm. The three-nozzle printing in the control group used materials of HA8, HA4, and HA0, respectively, which were loaded into the syringe and printed in the same environment with three gradient structures.
The three-nozzle air pump is used to extrude different materials, and the spacing between different nozzles is fixed. After printing the corresponding gradient layer, the moving platform moves the set distance to switch other nozzles to print different materials. To facilitate the observation of gradient changes in the concentration and structure of the printing material, we dye the B material with pigments during the printing process (Fig. 8).
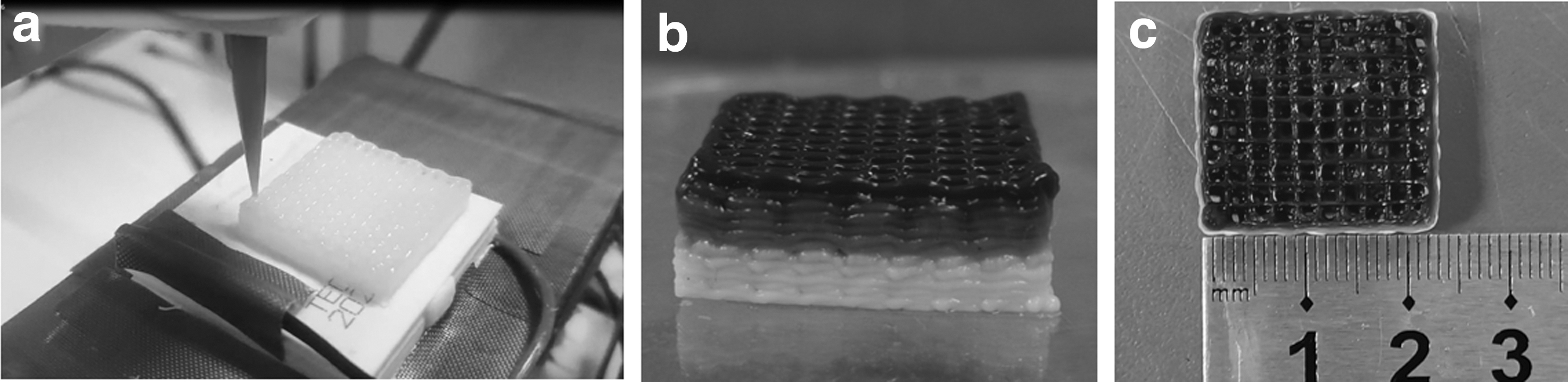
Forming of composite gradient bone scaffold,
The composite gradient bone scaffold was formed at low temperature by controlling the temperature of the receiving platform during the preparation process. The material did not collapse, the fiber filaments were uniform and continuous, and the scaffold structure was complete and stable (Fig. 8a). Figure 8b shows the material composition gradient from the bottom layer to the middle layer and then to the top layer. The color of the material from light to dark indicates the feasibility of continuous printing with composition gradient.
In addition, it can be seen from the side that the difference in path spacing indicates that there is a structural gradient in the forming at low temperature during the printing process. After the composite gradient bone scaffold was completely cross-linked, the dimensions were measured. The side length of the square layer was 23 mm, which was smaller than the designed size (Fig. 8c). The main reason is that SA has a small shrinkage under the action of the cross-linking agent, but the overall deviation is not large, which can be compensated by enlarging the size of the model by considering the shrinkage amplitude.
Morphology characterization
The microporous structure is more conducive to cell attachment and proliferation, while the macropores help promote extracellular matrix formation, tissue growth, nutrient supply, waste removal, and bone regeneration. 28 After the scaffold ABG was completely dried, its morphology was characterized by electron microscopy. The bone scaffold contained three pore sizes of different sizes and had obvious structural gradients (Fig. 9a). Figures 9a(A–C) represent the top middle and bottom scaffolds, respectively, and Figure 9a(D–F) and (G–I) represent images of the corresponding scaffolds at 55 × and 1000 × , respectively. It can be seen from this that the pore size of the scaffold presents a significant gradient change, and the fiber width is in the range of 0.2–0.4 mm. The pore size is relatively uniform, but is reduced by about 50% compared with the original design of the bone scaffold.
Physical properties test of gradient bone scaffolds,
The main reason is that the hydrogel shrinks during the drying process. The fiber diameter of the top layer (L) is wider compared with the middle layer (M) and the bottom layer (S). The main reason is that the top layer material does not contain nHA, and the low-temperature forming effect is not as good as that of the bottom layer, which causes the material to collapse laterally during the printing process, and is flat after drying. The microscopic pores of the corresponding layers of different components were observed by electron microscope at 1000 times. It can be seen that with the nHA content from 0% to 4% to 8%, the pores change significantly, which verifies the composition gradient distribution of the bone scaffold.
Mechanical test
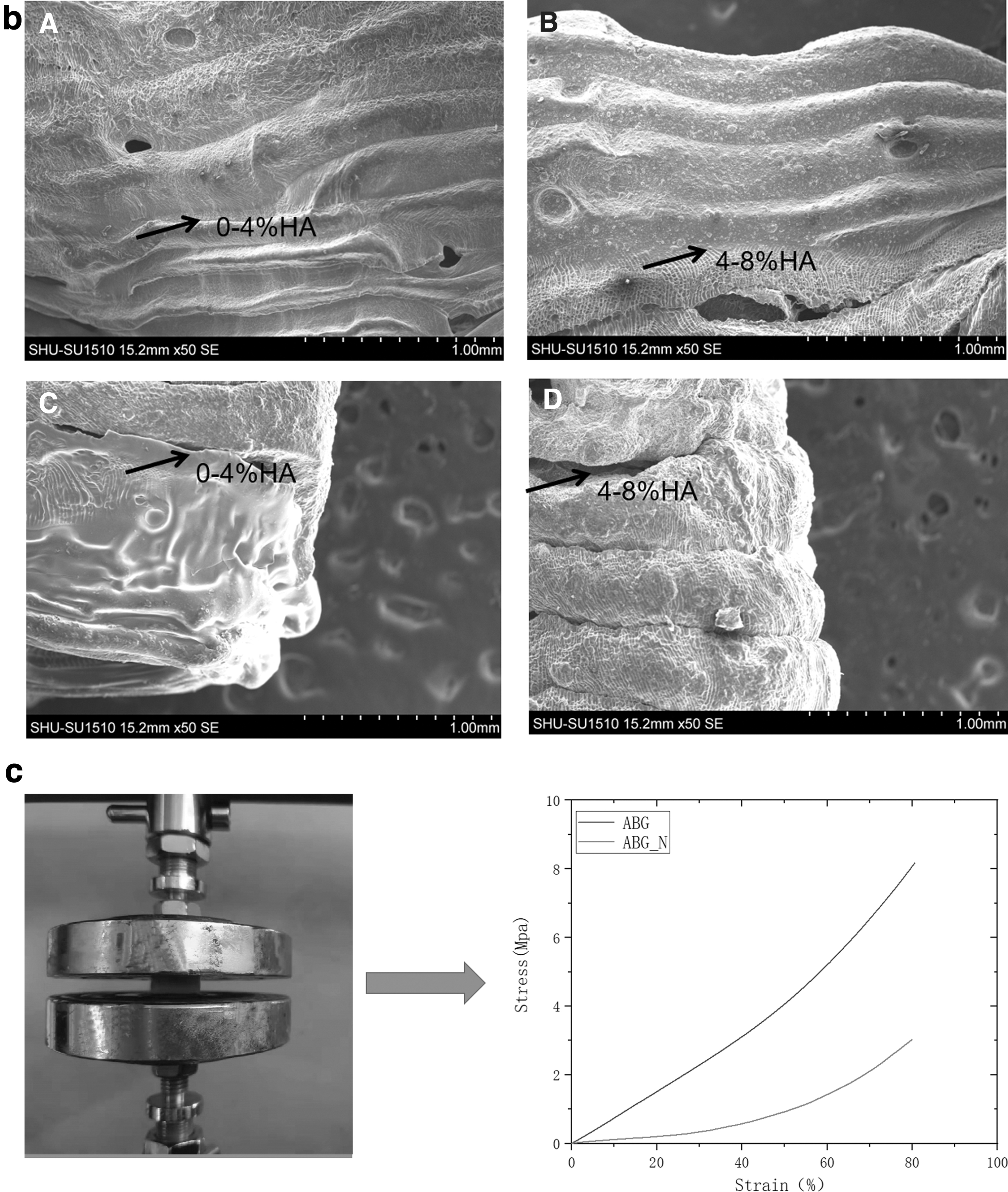
The top and middle layers of the experimental group and the control group were observed at a magnification of 1000 times, respectively, and the connection between the middle layer and the bottom layer was observed. It can be seen that in the control group ABG-N (Fig. 9bC, D), there is an obvious fracture between the interface of the composition gradient and the connection interface is rough, which will lead to the layer-to-layer separation of the bone scaffold during use. In the experimental group ABG (Fig. 9bA, B), the connection between the gradient interfaces was complete, and the transition was smooth and continuous.
The results of the compressive test of the scaffold (Fig. 9c) show that the compressive value of the scaffold ABG can reach 8.2 ± 0.2 Mpa within 100% of the stress, while the compressive value of the multi-jet discretely printed scaffold ABG-N is only 3.03 ± 0.1 Mpa. According to literature reports, 29 the minimum specified range of natural bone compressive strength is 1–10 MPa, and the compressive strength of this composite gradient bone scaffold meets the requirements of natural bone.
Cell analysis
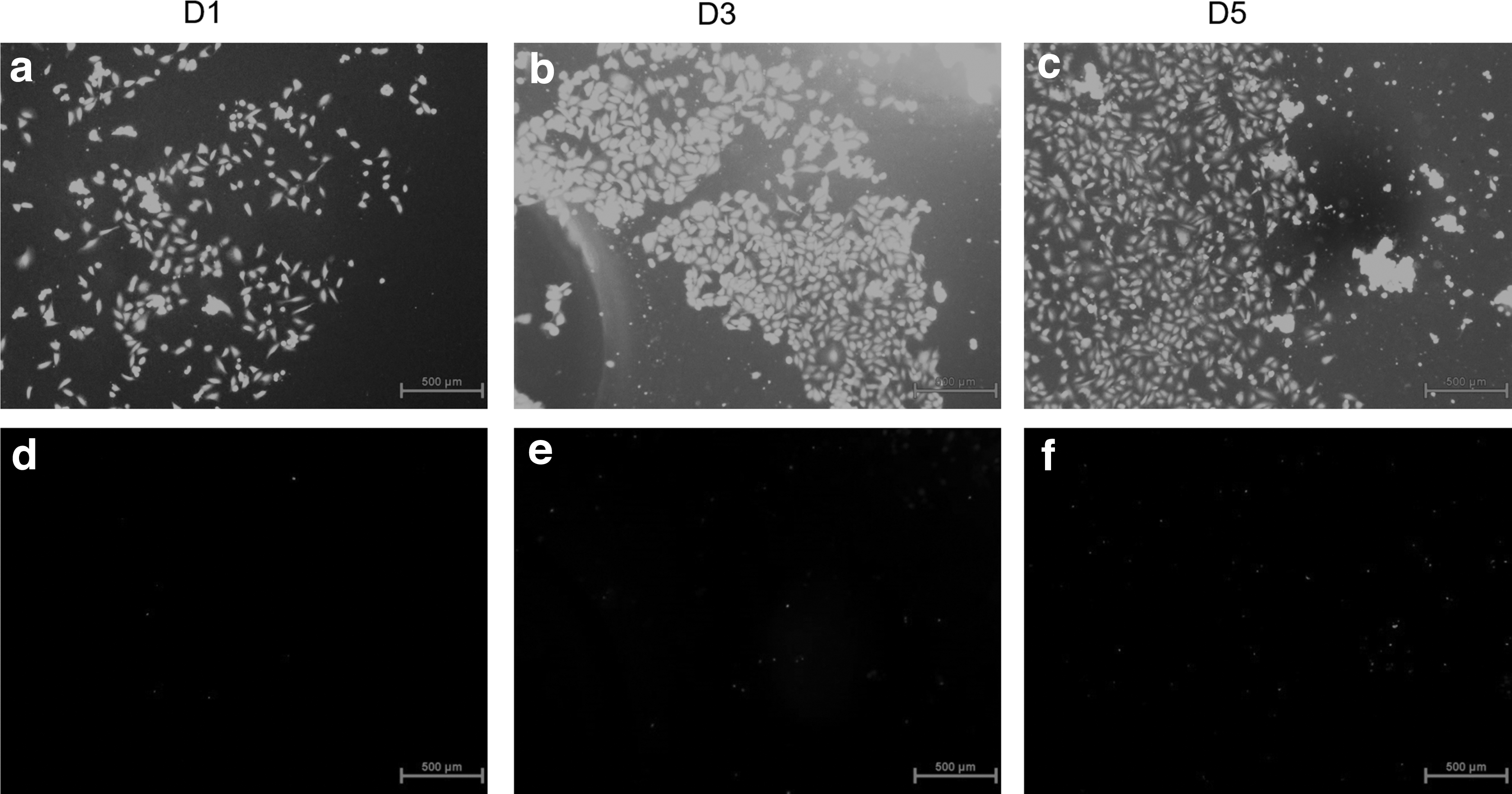
The HUVECs were evenly seeded on the composite gradient bone scaffold, and the microscopic morphology of the cultured cells at different days was observed by fluorescence microscope after 1, 3, and 5 days of culture. As shown in Figure 10, after 1 day, a small amount of HUVECs adhered to the surface of the scaffold, and the cells grew along the direction of the scaffold fibers (Fig. 10a). After 3 days, the cells on the scaffold began to proliferate (Fig. 10b).
Composite gradient bone scaffold cell diagram.
After 5 days, cells proliferated rapidly, and the distribution density increased to form a dense cell layer (Fig. 10c). There were some scaffold degradants and nHA on the scaffold surface within 1–5 days and increased with time. The number of dead cells also increased gradually within 1–5 days (Fig. 10d–f), but it was only a small number compared with the number of proliferation, and the overall number of cells showed an upward trend. The high survival rate of HUVECs on the composite gradient bone scaffold proved that the scaffold material was nontoxic and beneficial to cell adhesion, spreading, and growth.
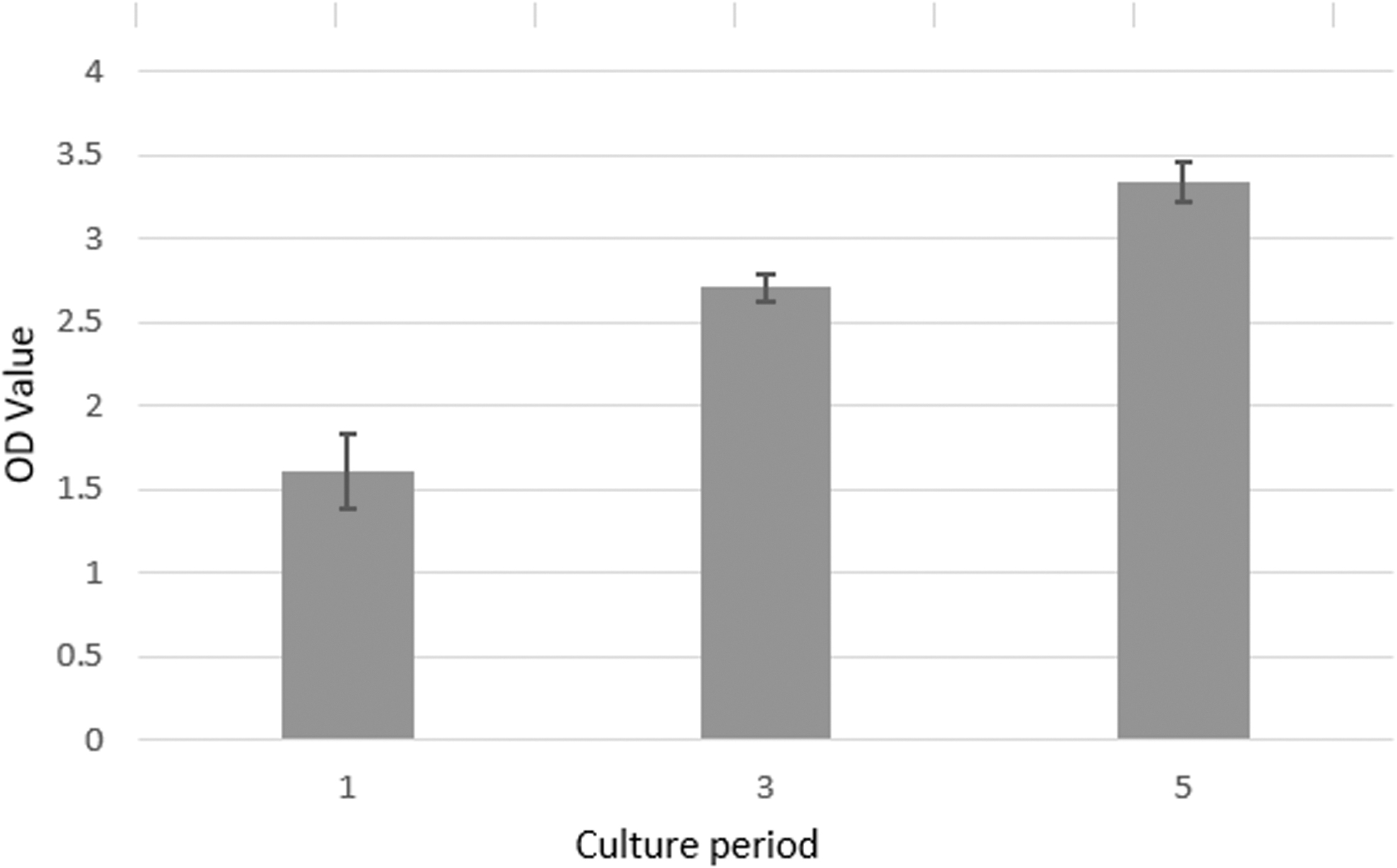
As shown in Figure 11, the scaffolds showed an upward trend in the overall cell layer at 1, 3, and 5 days. On the 1st day, the cell OD value was 1.61 ± 0.22, on the 3rd day, the cell OD value increased to 2.71 ± 0.08, and on the 5th day, the cell OD value continued to rise to 3.34 ± 0.12. The normal proliferation of cells verifies that the scaffold has a certain biological activity.
Cell viability of composite gradient bone scaffolds.
Discussion
Natural bone is an inorganic-organic composite material and HA is the main component of the inorganic phase of human bone. In recent years, inorganic materials such as HA and organic materials such as natural alginic acid polymers have been used to form bone scaffolds.30,31 Using inorganic materials to enhance the mechanical properties and calcification capabilities of the scaffolds and organic materials to promote cell adhesion, proliferation, and angiogenesis has gradually become a trend of bone tissue repair. In this article, inorganic HA, organic sodium alginate, and gelatin are composited to form bone scaffolds to simulate the structure and composition characteristics of natural bone. The self-built dual-phase material controllable mixing extrusion forming platform realizes the controllable mixing of different materials by adjusting and optimizing the experimental parameters and prepares the bone scaffold with structural gradient and composition gradient.
The inorganic-organic dual-phase composite gradient biomimetic bone scaffold prepared in this article proved the structural gradient and composition gradient of the scaffold through macrotests and microtests, and the gradation effect was characterized by colored dyes. The constructed biphasic material mixing and extrusion platform can realize the ratio control of biphasic material. In addition, the prepared composite gradient bone scaffold has good interlayer bonding and compressive properties.
By comparing the morphology of the ABG bone scaffold in the experimental group and the ABG-N bone scaffold in the control group, it can be seen that the ABG-N bone scaffold prepared by the multi-nozzle process has obvious interlayer separation, while the ABG bone scaffold prepared by this process has obvious interlayer separation. The interlayer bonding effect is significantly better compared with the ABG-N bone scaffold. The mechanical test at a fixed compression rate showed that the ABG scaffold in the experimental group had mechanical properties closer to that of human bone.
The cell experiment analysis showed that the composite gradient bone scaffold had good biocompatibility and certain biological activity. Although it is confirmed that the prepared composite gradient bone scaffold meets the performance requirements required by tissue engineering for the repair of large bone defects, there are still some problems that need to be further studied in the future.
First, considering the practical application of bone scaffolds in the future, the degradability of the scaffolds and their degradation rates need to be evaluated. Second, adipose-derived stem cells were used in this article to evaluate the biocompatibility and bioactivity of bone scaffolds, and bone marrow stem cells should be used to study the effect of osteogenic differentiation in the future. Third, further in vivo evaluations in animals are required to more comprehensively validate the bioactivity of bone scaffolds. Fourth, it is necessary to further optimize the platform, develop more platform functions, and integrate multiple modules to improve the platform functions and realize fully automatic forming.
Conclusions
In this study, an inorganic/organic biphasic composite biomimetic bone scaffold with pore structure and composition gradient was prepared by building a controllable mixed extrusion molding platform for biphasic materials. According to the heterostructure of natural bone, the structure and composition of the composite gradient bone scaffold were designed, and the inorganic-organic biphasic gradient formation was realized by controlling the screw rotation speed and the feeding speed of the micropump, and finally the composite gradient bone scaffold imitating the function of natural bone was prepared. In this article, the macrocharacterization and microcharacterization of the printed scaffold ABG was carried out to verify the feasibility of the developed platform for continuous printing of composite gradient bone scaffolds.
In this article, through the macrocharacterization-microcharacterization of the printed scaffold ABG, the feasibility of the developed platform to realize continuous printing of the composite gradient bone scaffold was verified, and the superiority of the bone scaffold was verified by mechanical and biological tests. However, further studies are needed for the relevant properties of bone scaffolds in vivo. In conclusion, the biomimetic bone scaffold forming method and the constructed inorganic/organic dual-phase material hybrid printing device proposed in this article have application potential in the field of bulk bone tissue repair.
Footnotes
Authors' Contributions
H.Z. provided the methodology, resources, and supervision for this work, and participated in article writing, editing, and review; Y.W. provided research investigation, methodology, experimental data, and validation for this work, and participated in the original article editing; Q.H. provided funding, formal analysis, and resources for this work, and participated in the review and editing of the article; and Q.L. provided resources for this work, and participated in the review and editing of the article.
Ethical Approval
This article does not contain any research conducted on animals by any of the authors.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The authors acknowledge financial support from the National Natural Science Foundation of China (no. 52175474).