
Abstract
Aging, tooth trauma, and pathological infections cause partial or total tooth loss, leading to the usage of dental implants for restoration treatments. As such, mechanical and tribological properties play an important role in the osseointegration and durability of these implants. Metallic and ceramic implants are shown to have mechanical properties much higher than the natural teeth structure, leading to stress shielding-related failure of an implant. Stress shielding occurs due to the difference in the elastic modulus between the implant material and the surrounding teeth structure, leading to bone loss and implant failure. The implant's properties (i.e., mechanical) should be as close as human teeth components. To achieve this, various materials and coatings are being developed and investigated. This review is a comprehensive survey of materials, manufacturing, coating techniques, and mechanical and tribological characterizations of dental implants, with a particular focus on polyetheretherketone (PEEK) as a potential alternative dental implant material. PEEK has mechanical properties similar to natural teeth, which make it a promising material for dental implants. The findings of this review suggest that PEEK offers superior biocompatibility, osseointegration, and wear resistance for implant applications. With the help of bioactive coatings, bone growth on the implant surface can be promoted. In addition, PEEK dental implants made using three-dimensional (3D) printing technology can significantly reduce the cost of implants, making them more affordable and increasing access to dental care, which can improve oral health significantly. In summary, this review highlights the potential of PEEK as a promising alternative dental implant material, and provides an overview of various techniques, testing, and future directions for PEEK dental implants.
Introduction
The teeth are an important masticatory organ that plays a significant role in speaking and facial esthetics. The human tooth is composed of enamel, dentine-enamel junctions, dentine, and pulp. 1 Enamel, which is the outermost surface of a tooth, is the strongest component of human bone. It is composed of the following components by weight percentages (wt%): 92–96% inorganic substances; 1–2% organic materials; and water 3–4% water. 3
The dentine-enamel junction is a biological interface that exists between the enamel and the dentine. Generally, the enamel is under oral saliva and chemical environment, while chewing and grinding the food. The conditions such as aging, tooth trauma, and pathological infections are unavoidable, which lead to tooth lesions such as caries or partial or total tooth loss. 4 Therefore, the development of dental implant materials is necessary and in fact, researchers have been developing them for their use in the teeth restoration treatments and related therapies. 5
The most common materials used for dental restoration and implant applications are metals, metal alloys, ceramics, polymers, and composites. 6 The metallic implants, such as titanium (Ti) and titanium alloys, are commonly used to manufacture dental implants due to their biocompatibility, superior mechanical properties, and good wear resistance properties.7,8 However, there are certain issues associated with using titanium or its alloys as dental implant material. The major problem is the stress-shielding effect due to significant difference in elastic modulus between titanium and alveolar bone resulting in peri-implant bone overloading, leading to bone loss or reduced bone quality.9–12
Figure 1 shows the peri-implant bone loss due to stress shielding in titanium implant. 13 Also, the peri-implant bone loss results in an increase of titanium ion concentration in peri-implant tissues and lymph nodes and lungs. 14 When titanium reacts with native proteins, it triggers degranulation of titanium ions. These titanium ions form complexes with native proteins, act as allergens, and cause hypersensitivity reaction.14–16 Moreover, misinterpretation of computed tomography (CT) and magnetic resonance imaging (MRI) scanning results is highly possible due to the presence of titanium implants in the human body. 17 In addition to that, the color of titanium is very different from the color of tooth, which affects the facial appearance. Due to the above summarized disadvantages, the titanium and its alloys cannot be used forever in dental implant applications. Therefore, there is a necessity for an alternative nonmetallic implant material to overcome the above summarized demerits.
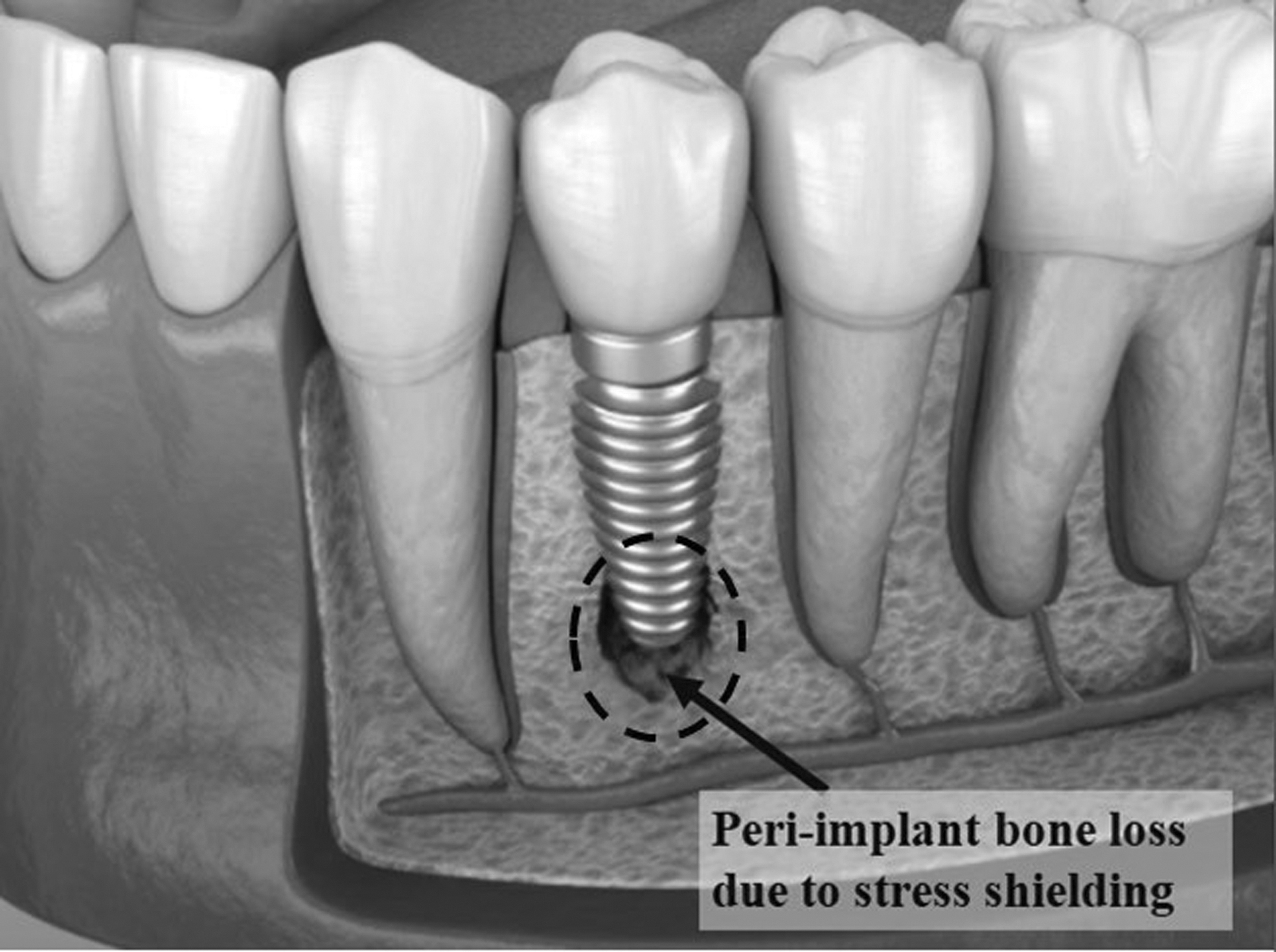
Peri-implant bone loss (Reproduced from Ref. 13 ).
Zirconia, a nonmetallic ceramic material, is being used as an alternative to metallic implants to overcome metallic implant-related problems in many patients.8,18 It has excellent corrosion resistance, high wear resistance, and high strength and toughness. 19 In addition, it comes in the natural white color of teeth. However, veneer fracture and peri-implant bone loss are considered to be the major drawbacks of zirconia implants. 20 The brittle nature of zirconia makes it highly susceptible to veneer fracture, leading to sudden failure of implants.20,21 Moreover, the severity of peri-implant bone loss increases significantly in zirconia implant due to the significant difference of elastic modulus between the implant material and alveolar (jaw) bone.21,22 To summarize, the metal and ceramic materials are not right candidates for implant applications. Therefore, the search for alternative and suitable implant materials still exists.
In this regard, some polymers appear to be the potential implant materials due to the similarity in mechanical properties with natural human bone. 23 However, polymers may not have all the required properties for an implant (i.e., low hardness, low strength etc.), limiting their potential applications. 24 Polymers, such as polyurethane (PE), polytetrafluoroethylene (PTFE), ultra-high molecular weight polyethylene (UHMWPE), polyethylene terephthalate (PET), polylactide (PLA), polyglycolide (PGA), and polyhydroxybutyrate (PHB), are widely used in various biomedical applications.23,25 However, these polymers may not satisfy the mechanical property demands of dental implants. Furthermore, these polymers also absorb more water/body fluids, which leads to swelling and leaching of undesirable products after placing them inside the human body. 26 Since dental implants are under saliva all the time, water absorption should be minimum for prolonged service life. Hence, only few crystalline polymers can qualify for use in dental implants.
Among all the polymers, polyetherketoneketone (PEKK) and polyetheretherketone (PEEK), both polymers from the ketone family, are deemed to be the best alternative materials for dental implants due its mechanical properties, having a closer match with human bone and teeth components.8,27–29 PEKK materials exhibit excellent physical, mechanical, and chemical properties, making them highly versatile for various dental applications. They can be used as restorative material, crown and bridge work, endo crowns, framework material for an implant-supported fixed prosthesis, and even as dental biomaterial implants. Due to their impressive properties, PEKK materials are gaining popularity in the field of dentistry as a promising alternative to traditional dental materials. 29
However, this article mainly focuses on the potential of PEEK as a superior alternative material for dental implant applications. PEEK is a semicrystalline polymeric material discovered in the Imperial Chemical Industries facilities in United Kingdom in 1978. 2 In the 1990s, implantable medical grade PEEK was commercialized. It is very less susceptible to water absorption, which is a desirable property for an implant. 30 It exhibits good mechanical properties in vitro and in vivo. 31 PEEK is a high-performance engineering polymer, which has compatible elastic modulus (E ∼ 3–4 GPa), good mechanical properties, high thermal stability (>300°C), high chemical stability, insolubility, and low density. 32
Moreover, it is easily combined with various reinforcing agents, such as glass and carbon fibers, to increase strength. In comparison, carbon fiber-reinforced PEEK (CFR-PEEK) has an elastic modulus of ∼18 GPa, 28 while glass fiber–reinforced PEEK (GFR-PEEK) has an elastic modulus of ∼10.5–10.8 GPa. 33 Both of these modulus values are very similar to cortical bone elastic modulus of ∼14 GPa. 28 PEEK as a dental implant is more likely to cause lower stress-shielding effects than titanium and zirconium, because of its compatible mechanical properties with bone. 34 Due to abovementioned advantages, PEEK seems to be a perfect dental implant material. The merits, demerits, and applications of PEEK and other implant biomaterials are summarized in Table 1.
Merits and demerits of Polyetheretherketone and Other Dental Implant Materials
CT, computed tomography; MRI, magnetic resonance imaging; PEEK, polyetheretherketone.
In this review work, the following research areas of dental implants are highlighted and explored:
Various manufacturing techniques developed for dental implant fabrication. Compilation and comparison of mechanical properties of natural human tooth components against various implant materials, obtained from literatures. A particular focus is paid to understand and compare the mechanical properties of PEEK specimens produced by different manufacturing techniques such as additive manufacturing (AM), compression molding, and extrusion techniques. Discussion on various bioactive coating techniques to improve the osseointegration of PEEK implants. Discussion of tribological studies performed on PEEK specimens for all implant applications.
Overall, this review intends to demonstrate the current progress in the area of development and fabrication of alternative dental implant materials, especially PEEK and its composites. Author's suggestions and perspectives are also included at the end of this article to highlight future prospects and possible advancements in this area.
Manufacturing of Dental Implants
A dental implant is an artificial structure replacing the damaged teeth by surgical procedures. The three main parts of implant are screw, abutment, and crown, as shown in Figure 2. The profile and features of the crown do differ from one person to another, which increases the manufacturing complexity due to higher degree of customization. 35 Individual patient tooth data should be collected and converted into a three-dimensional (3D) model using a computer-aided design (CAD) tool, allowing doctors to perform safe and precise surgeries.
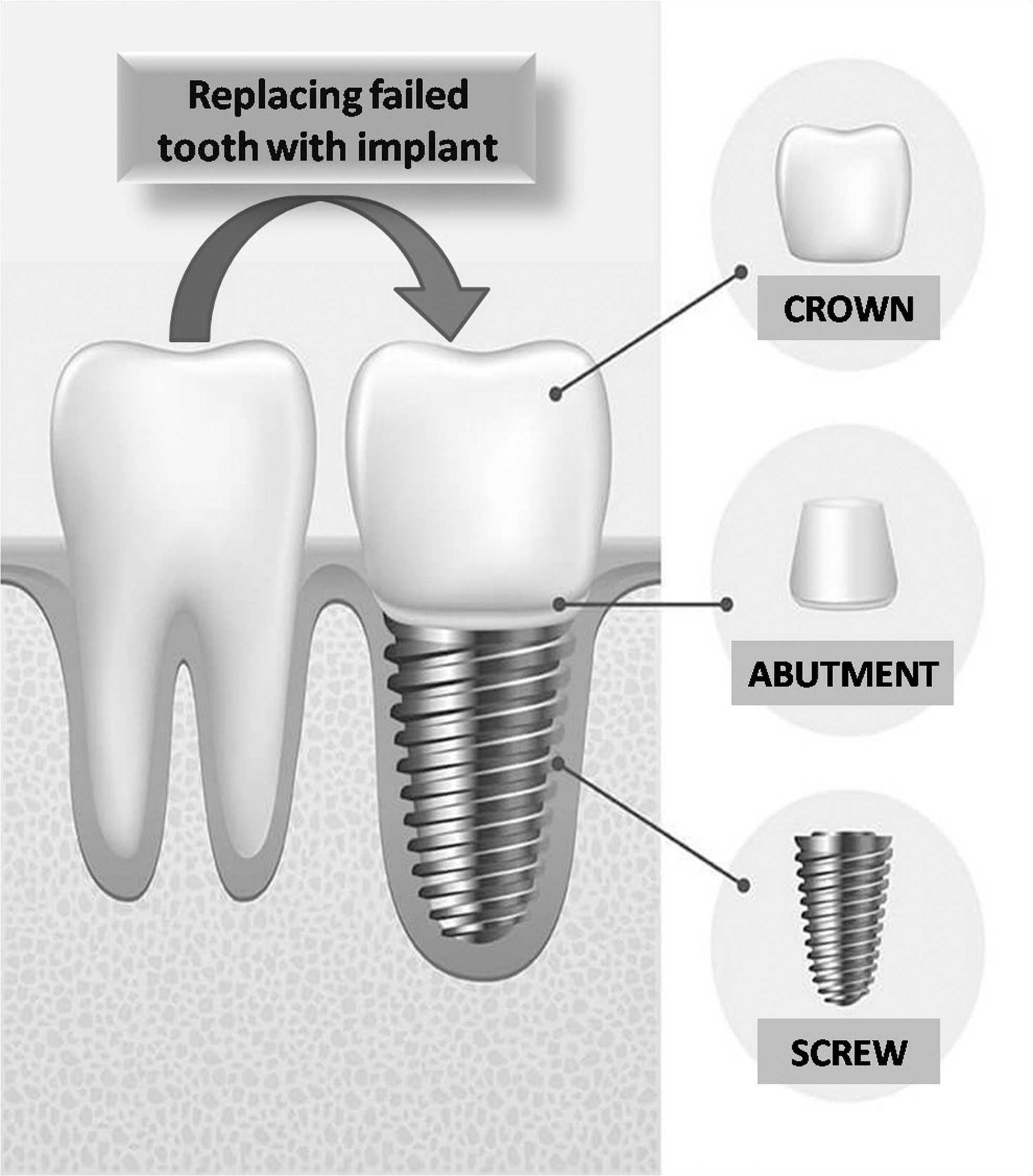
Dental implant structure.
The medical data are utilized to create a CAD model for the implant's 3D design, which is subsequently used to create a product that is implanted to the individual. 35 Computer-aided design and computer-aided manufacturing are referred as CAD and CAM, respectively. CAD/CAM procedures are superior to traditional methods because they eliminate several phases in the process that are necessary for conventional methods, such as waxing, casting, and polishing. The conventional procedures may lead to errors and inaccuracies, resulting in distortion of the final product. Compared to the traditional methods, it also yields more effective quality control with higher production rates. 35
CAD/CAM technologies have three main elements: data acquisition, data processing, and manufacturing. 36 The 3D model of the component is created by 3D scanners using data acquisition. Following that, the data are processed using CAD and CAM software, which is then utilized to build the components/products according to the specifications. Figure 3 shows a flow chart that explains the manufacturing techniques discussed in this article in detail. The three different stages of the CAD/CAM are discussed as follows.
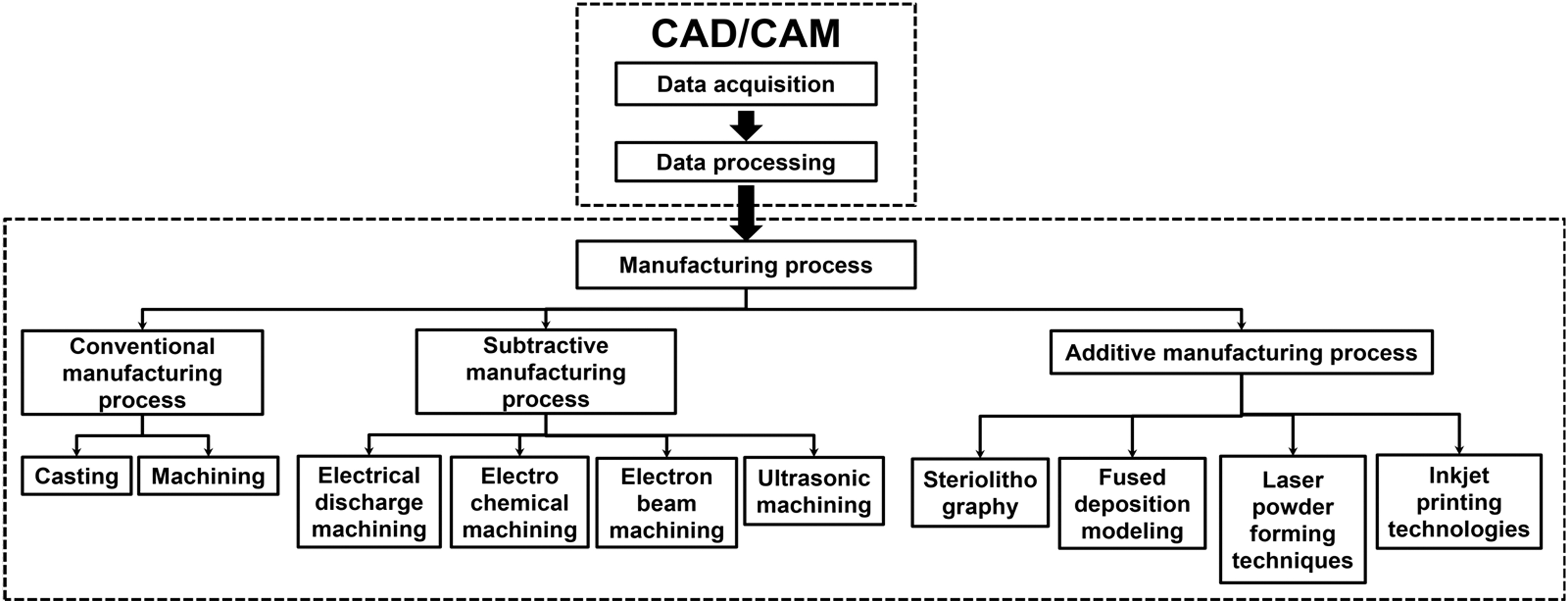
Flow chart of dental implant manufacturing technologies.
Data acquisition: intraoral (inside of the mouth) scanners are used to scan dental impressions and collect data specific to each individual, while fabricating the dental implants. When compared to other traditional dental impression procedures, this method is more cost-efficient, more accurate, and more comfortable for the patients. 35
Data processing: the data are then translated into an implant model based on the patient's needs. Because this is a computer-assisted procedure, the risks of error due to external causes are reduced. After that, the model is turned into machine code and sent to be manufactured.
Manufacturing: here, the production processes are automated once the machine code is entered and the machines follow the code to manufacture the end product. CAD/CAM manufacturing techniques are divided into three categories: conventional manufacturing, subtractive manufacturing (SM), and AM, as shown in Figure 3. The products are made into final shape through solidification of liquid metal in casting, whereas in machining, the final product is made through a sequence of material removal process. The final product is carved out of the bulk raw material in SM, based on a set part determined by the shapes and structures needed. In AM, raw materials are layered and linked together to create the final product. 37 These manufacturing processes are discussed exclusively in the following sections:
Conventional manufacturing process
Conventional manufacturing processes, basically known as casting and machining, to fabricate dental implants, are very difficult and expensive processes that require highly skilled labor and tooling. Casting involved turning of liquid metal into final solid part using solidification process. Patterns are developed according to the patient's dental alginate impressions that help to get the final shape of the implant. 38 However, casting process has several disadvantages such as shrinkage of the final production after solidification and improper surface roughness that limits its use in current dentistry.
Machining processes such as milling and turning using computer numerical control centers (CNCCs) remove the material from a bulk work piece to get the final shape. Numerical control (NC) codes are used to guide and control the machining processes. CNCCs have a fixed degree of freedom that limits their tool motion. Due to these limitations, it is very difficult to produce dental implants according to patient-specific data. The advances in CNCC manufacturing techniques cannot overcome these limitations entirely.
SM process
SM uses CNCCs to cut off raw materials along a specified path to obtain the geometric shapes and structures needed. A design is created in a computer language, which is then transformed into a machine language for using in a CNCC machine. 39 Subtractive production is a better manufacturing process for dental implants than conventional manufacturing methods since it can create complicated structures. 36 It is a sophisticated method that provides better dimensional control and better surface finish. However, most SM techniques uses material-specific tooling and are extremely slow compared to conventional machining processes. 36 This manufacturing process also depends on the quality of the tool used. Some of the SM methods are discussed below.
Electrical discharge machining
It is an electrothermal process in which the raw material is cut into a predetermined shape based on the geometry of the tool electrode, which defines the spark erosion region. The machine tool and the power supply are the two essential components of this technique. 40 The final shape of the product is obtained through continuous erosion of the material from the work piece. However, it is a highly expensive and time-consuming process.
Electrochemical machining
In electrochemical machining, the work material serves as an anode, while the tool serves as a cathode, and these two are immersed in an electrolyte. After applying voltage between the two electrodes, the work material begins to erode, eliminating the substance and revealing the end product. 41 This is a scarcely used process technique in the field of dentistry.
Electron beam machining
Electron beam machining is a type of thermal machining in which a concentrated beam of high-velocity electrons is used to heat, melt, and vaporize the work material to produce the end product. 42 However, it is a highly expensive, time-consuming, and less feasible process.
Ultrasonic machining
Ultrasonic machining removes material by vibrating a tool with a high frequency and low amplitude against the surface of the work material with fine abrasives. The tool's vibration works as a driving force for the abrasives to grind against the work material. 43 This is a scarcely used process technique in the field of dentistry due to higher manufacturing costs.
The major disadvantages of SM methods are the loss of raw materials, process complications, lesser feasibility, high cost, and more time. In contrast, in AM, raw materials are layered on top of one another, resulting in minimal or no material waste. Because AM is done layer by layer, it is suitable for creating small dimensional objects such as teeth implant manufacturing. Furthermore, AM does not rely on the tool to create the final product. 44 The detailed process of the AM is discussed in the next section.
Additive manufacturing
AM is a manufacturing method, as opposed to the SM method, that creates objects layer wise at a time, adding multiple layers to form an object. 36 This procedure is more accurately described as 3D printing. AM enables us to create any complex geometry that would be difficult or impossible to achieve using conventional manufacturing methods. The point to be noted is that the facial shape, jawbone structure, and teeth profiles are noticeably different from one person to another. Therefore, the AM process is more suited to dentistry because the field is known for manufacturing the customized teeth to satisfy the requirements of individual patients. Dental implants can be made more cost effective if dentistry adapts the AM as primary production technique. AM can be classified into different techniques based on nature of melting and layering of raw materials and will be discussed in detail as follows:
Stereolithography
Photopolymer is solidified into the required shapes by exposing the ultraviolet (UV) light onto a deposited layer of liquid photopolymer. A layer of photopolymer resin is cross-linked and polymerized when exposed to a beam of light. Initially, a layer of photopolymer is cured using a light source. Next, another layer is formed on this cured layer and the process repeats until the final shape is obtained. 45 Stereolithography (SLA) products have a very good surface finish, which is useful for dental screw and crown applications.
Fused deposition modeling
This 3D printing method, also known as fused filament fabrication (FFF), is based on the extrusion of a thermoplastic material. The feedstock filament is extruded through a nozzle, where it is melted, and then deposited in the form of a thin layer onto a heated plate. After each new layer is deposited, the nozzle can move horizontally, and platform can move up and down vertically until the desired geometry is obtained. 46 This is an emerging technology for patient-specific dental implant manufacturing and, will be adopted eventually. Moreover, fused deposition modeling (FDM) is the simple and highly cost-effective technique among all other AM techniques.
Laser powder forming techniques
Mainly, selective laser melting (SLM) and selective laser sintering (SLS) are two types of laser-based AM techniques. These processes use both powdered materials and laser heat to create 3D objects layer by layer with the help of CAD data files. When the beam strikes the powder, a melt pool forms, and the powder particles fuse together. The powder bed is lowered by one-layer thickness after each cross-section is scanned, a new layer of material is applied on top, and the process is repeated until the part is complete. 36 This technology is gaining traction in the fabrication of implants, such as bone analogs, orthopedic and dental implants with porous surface features for bone in growth, dental crowns, and bridges, and partial denture frameworks. 47 However, these processes are more expensive than FDM.
Inkjet printing technologies
By ejecting extremely small ink drops, inkjet printers can produce products with extremely high resolution. In contrast to SLM/SLS technologies, this technology forms an object layer by layer by depositing small droplets of polymer and curing each layer with UV light. This technology is being explored for a variety of dental applications, such as dental model reproduction and orthodontic bracket guides. 48 The major limitations of this technique are the time consumption and cost.
In summary, AM processes can efficiently produce complex shapes (i.e., dental implants) at a low cost with very minimal material wastages. The challenge for the dental material research community is to optimize the combination of manufacturing technique and the materials to produce low-cost and durable dental implants. These techniques can potentially change the course of dental material research completely. Among all 3D printing techniques, FDM stands out to be the most suitable technique because of lower cost and higher adoptability. However, understanding and investigating the mechanical properties of the PEEK polymer specimens fabricated using different manufacturing procedures are very much necessary to propose it as an alternative dental implant material. The mechanical property comparison between the PEEK, natural tooth components, and other implant materials are summarized in the succeeding sections.
Mechanical Properties
The dental implant material must have similar mechanical properties as human tooth components such as tensile strength, elastic modulus, compressive strength, flexural strength, hardness, fracture toughness, and water absorption before they can be placed in an aggressive physiological environment such as the human mouth. 49 Table 2 shows the mechanical properties of natural tooth enamel, dentine, and cortical bone. In addition to that, the properties of dental implant materials such as titanium, zirconia, unfilled PEEK, CFR-PEEK, and GFR-PEEK are also included for obtaining a broader perspective. According to Table 2, there is a significant difference in the mechanical properties between human tooth components (enamel and dentine) and common implant materials (i.e., titanium and zirconia).
Comparison of Mechanical Properties Between Human Teeth Components and Different Implant Materials
CFR-PEEK, carbon fiber reinforced-polyetheretherketone; GFR-PEEK, glass fiber reinforced-polyetheretherketone; VHN, Vickers Hardness Number.
The titanium (E ∼ 102–110 GPa) and zirconia (E ∼ 210 GPa) have an elastic modulus nearly 8 and 15 times higher than human dentine (E ∼ 15 GPa), respectively.29,50 This significant difference in elastic modulus between the dentine and implant material, causes a stress-shielding effect, leading to bone loss at the narrow sections and implant-bone interfaces. However, polymeric implant materials can distribute the stresses uniformly in the cortical bone and alleviate the stress-shielding effects. 51 Among the common engineering polymers, PEEK has superior physical and mechanical properties that are very similar to dentine and very much compatible with cortical bone.
All the above summarized data from Table 2 present a great opportunity to explore the PEEK as a potential replacement against the titanium and zirconia. The merits of PEEK and its composites as a dental implant material over titanium and zirconia based on Table 2 data are presented below.
Density: unfilled PEEK has a much lower density than titanium and zirconia unfilled PEEK: 1.3; titanium: 4.4–4.5; and zirconium: 6 g/cc).
Tensile strength: unfilled PEEK has tensile strength comparable to tooth components, and the CFR/GFR PEEK composites showed even higher strength values (dentine: 104; enamel: 47.5; cortical bone: 104–121; unfilled PEEK: 75–100; CFR-PEEK: 160–240; and GFR-PEEK: 158–162 MPa).
Elastic modulus: CFR/GFR PEEK composites have an elastic modulus very close to human tooth components and exhibiting higher suitability for dental implant application. This produces a lower stress-shielding effect and thereby, bone damage and loss are prevented. (enamel: 40–83; dentine: 15; cortical bone: 14; unfilled PEEK: 3.5–4; CFR-PEEK: 9–31; GFR-PEEK: 10.5–10.8; titanium: 102–110; and zirconia: 210 GPa).
Compressive strength: one of the essential properties required for dental implants is compressive strength to withstand the biting forces. Although unfilled PEEK has sufficient compressive strength as natural tooth, the CFR/GFR PEEK composites can provide higher compressive strength than tooth components (enamel: 62.2 ± 23.8; dentine: 193.7 ± 30.6; cortical bone: 34.8–195; unfilled PEEK: 118–169; and CFR-PEEK: 202–272 MPa).
Flexural strength: unfilled PEEK has almost similar values regarding flexural strength when compared with dentine and cortical bone (dentine: 212.9 and unfilled PEEK: 163.88 MPa).
Fracture toughness: unfilled PEEK has remarkably higher fracture toughness compared with tooth components (enamel: 0.65–2.5; dentine: 1–4; and unfilled PEEK: 6.75–7 MPa·m1/2).
Hardness: PEEK has nearly ∼9 times lower hardness than the tooth enamel (outermost part of a tooth), which is an issue to be addressed. The hardness of PEEK can be increased by either developing PEEK composites or coating PEEK surface with hard bioactive coatings, which can increase the hardness exponentially (unfilled PEEK: 26–29; enamel: 274.8 ± 18.1; and dentine: 65.6 ± 3.9 Vickers Hardness Number [VHN]).
The properties of an implant material should be evaluated as per global testing standards to ensure whether it can survive under the loading and chemical environmental conditions of human mouth. Therefore, a detailed mechanical property characterization of PEEK implants is necessary and the specimens must be prepared in accordance with the American Society for Testing and Materials (ASTM) or International Organization for Standardization (ISO) standards. This review also shows some light on the ASTM and ISO standards required to test the mechanical properties of PEEK for the dental implant applications, as shown in Table 3. The details of geometric dimensions and the testing conditions can be found in the cited literatures.
American Society for Testing and Materials (ASTM) and International Organization for Standardization (ISO) Standards Used for Polyetheretherketone Mechanical Characterizations
ASTM, American Society for Testing and Materials; ISO, International Organization for Standardization.
According to the ASTM and ISO standards shown in Table 3, the mechanical properties of PEEK and its composites made with carbon or glass fiber (GF) reinforcements using AM, injection molding, and compression molding have been tested by various researchers. Based on this, the optimized testing parameters and the corresponding results obtained are summarized in Table 4.
Mechanical Properties of Polyetheretherketone Specimens Produced from Different Processing Methods
CF, carbon fiber; CM, compression molding; CNT, carbon nanotubes; FDM, fused deposition modeling; FFF, fused filament fabrication; GF, glass fiber; GNP, glass nanoplatelets; IM, injection molding; LCF, long carbon fibers; SCF, short carbon fibers.
FDM or FFF is an AM technique, and involves optimization of number of parameters such as nozzle temperature, bed temperature, chamber temperature, layer height, and nozzle speed.54,63–65 The optimized parameters reported by different researchers are listed in Table 4. It can be observed that there was a huge difference in mechanical properties between the AM and compression and injection molded PEEK and its composite materials. When compared to unfilled PEEK, PEEK composites have superior mechanical properties. Table 4 clearly shows that the PEEK has optimal mechanical properties required for an implant material over metallic and ceramic implant materials.
The implant-tissue integration (osseointegration) is essential for an implant material to become a part of a human body. Despite PEEK's mechanical compatibility with the human bones, it is still biologically incompatible in its native form, preventing optimal bone tissue integration. 27 To enhance the PEEK implant's integration with human bone and tissue, the implant's surface must be coated with bioactive materials. Several bio-active materials are used to coat the PEEK surfaces using different methods. This review also explores the effects of coating with Ti, titanium dioxide (TiO2), or hydroxyapatite (HA) on osseointegration, as well as the combination of these materials, in the following section in detail.
Surface Coating Techniques
The utilization of PEEK in the biomedical area has increased rapidly in recent years, particularly in orthopedic, trauma, dental, and spinal applications. Few research works were reported in the area of knee joints, 67 dental implants, and skulls, 65 and spinal cages,68,69 and medical fixtures, 70 respectively. Although PEEK has mechanical properties similar to human bone, its interaction with surrounding tissues is significantly less due to low surface energy, limiting its application as implant material.27,28
This direct structural and functional connection between the living bone and the load-bearing implant is called as “osseointegration.” According to the literature, PEEK has less osseointegration property than Ti. 27 By changing the surface energy of PEEK, the interaction between PEEK implant and surrounding tissue can be improved to widen its applications in the biomedical area where direct bone interaction is vital. 71 Various coating materials that are used to enhance the osteoconductive properties of PEEK are Ti, TiO2, HA, and a combination of these materials. 71
The superior biological properties (i.e., osseointegration) make Ti the most widely utilized implant material for dental and orthopedic applications. 71 As a result, Ti becomes an excellent coating material for PEEK implants. When Ti nanoparticles were sprayed onto a PEEK implant using the Vacuum Plasma Spraying (VPS) technique, 72 it enhanced the bone formation ability. The Ti-PEEK surface developed by DC magnetron sputtering demonstrated early bone growth and allowed greater bone-implant fusion (i.e., implant well integrated with the bone). 73 When Ti-coated PEEK implants were compared with uncoated PEEK implants in in vivo experiments, the Ti-coated PEEK implants showed twice living cells being generated as uncoated one. 74 Other feasible coating techniques are also available to deposit Ti nanoparticles onto PEEK such as, VPS, Electron Beam Physical Vapor Deposition (EB-PVD), and Ion Plasma Deposition (IPD), and more.75–77
TiO2 has excellent corrosion resistance, bioactivity, and biocompatibility properties. 78 Plasma-enhanced atomic layer deposition (PEALD) significantly improves osteoconductive properties with uniform layer deposition of TiO2 nanoparticles on the PEEK implant surface. 79 The sol-gel coating process improves bone bonding and stimulates bone growth on the coated implants irrespective of coating layer thickness. 80 With the help of the atmospheric plasma spray (APS), the extensive growth of bone cells on the titanium dioxide-coated PEEK substrate was observed. 81 The in vivo investigations showed that the TiO2 nanoparticles coated on PEEK through arc-ion plating process noticeably improved osseointegration properties, resulting in improved mechanical interlocking between the implant and bone material.82–84
HA is the most used coating material to enhance the osteoconductive properties of all implants, including the PEEK dental implants. It is a naturally occurring mineral form of calcium apatite with the chemical formula Ca10(PO4)6(OH)2, which contains up to 50% by volume and 70% by weight of human bone and is used to repair tooth cavities and regenerate tooth and bones. 85 Spin-coated HA-PEEK specimens have shown an enhanced bone-implant contact (BIC) ratio and demonstrated good osteoconductive characteristics.86,87 HA nanoparticles blasted onto the PEEK surface with the help of aerosol deposition (AD) form a uniform layer with excellent biocompatibility in in vivo and in vitro studies without any thermal degradation of HA-PEEK implant surface. 88 The effects of other possible coating techniques like cold spray technique, 89 plasma spraying, 90 and radio frequency magnetron sputtering 91 are listed in Table 5.
Various Coating Techniques to Alter the Surface Energy of Polyetheretherketone Medical Implant
AD, aerosol deposition; AIP, arc ion plating; APS, atmospheric plasma spray; BIC, bone-implant contact; Cef, cefuroxime sodium salt; e-beam, electron beam method; EPD, electrophoretic deposition; HA, hydroxyapatite; IPD, ionic plasma deposition; O2, oxygen; PEALD, plasma-enhanced atomic layer deposition; PEEK/G, PEEK-graphene; RF, radio frequency; STAC, stearyltrimethylammonium chloride; Ti, titanium; TiO2, titanium dioxide; TTIP, titanium (IV) isopropoxide; VPS, Vacuum Plasma Spraying; YSZ, yttria-stabilized zirconia.
After applying various bioactive coatings, some studies found that patients with inadequate immunity experienced bacterial growth on the implant surface or bacterial proliferation in the surrounding tissues.92,93 The critical time for the bacteria to establish its colonies is between a few hours and 72 h after implant placement. 94 To inhibit bacterial growth, some researchers attempted to coat the PEEK surface with an antibacterial coating. Researchers have also explored the possibility of coatings on dental implant surfaces with antibacterial materials to prevent bacterial growth. 95
They have also studied the localized drug release from these coatings and how the released agents affect the bone-implant surface interface. 95 The drug cefuroxime sodium salt (Cef) was successfully deposited onto HA-PEEK implants by sonocoating method and found positive antibacterial activity against Staphylococcus aureus-type bacteria. 96 Electrophoretic deposition of stearyltrimethylammonium chloride (STAC) antibacterial coating deposited onto modified HA PEEK showed excellent antibacterial activity against Escherichia coli and S. aureus bacteria. 97 Table 5 summarizes the existing deposition methods and materials that have been employed to improve the bioactivity and antibacterial activity of PEEK implants.
From Table 5, it can be observed that there is a significant enhancement in the bioactivity, osseointegration, and cell proliferation of PEEK substrates after coating. It also promotes bone regeneration, which improves bone bonding after implantation. VPS, EB-PVD, DC magnetron sputtering, electron beam method (e-beam), and IPD are the techniques investigated for titanium coating on PEEK. These techniques improved PEEK's osseointegration and biocompatibility. VPS ensures the coating thickness consistency.
In the case of EB-PVD, the adhesion between the substrate and the coating is significantly improved, resulting in better tissue-implant adhesion. 76 The DC magnetron sputtering method improves bone and tissue regeneration. PEALD, sol-gel coating process, APS technique, and arc ion plating techniques are investigated for TiO2 coatings on PEEK. It has exceptional osseointegration and osteoconductive properties.79,81 PEEK has a stronger bone bonding strength and is independent of coating layer thickness in the sol-gel process. 80 PEEK's mechanical characteristics and osteogenic activity are improved by arc ion plating. 82
Sonocoating, electrophoretic deposition, plasma spraying, spin coating, cold spray technique, AD, and radio frequency magnetron sputtering are the methods investigated for HA coating on PEEK. PEEK is shown to have increased cell proliferation and osseointegration. Antibacterial activity is demonstrated by both sonocoating and electrophoretic deposition. AD demonstrates a high level of adherence between the coating and the substrate. 88 When radio frequency magnetron sputtering is used, PEEK coating has a better initial cell adhesion and growth. The in vivo and in vitro studies have shown that PEEK can be used as an implant material with the coating techniques mentioned above.
The abovementioned coatings applied on PEEK dental implants are vital in improving their biocompatibility, osseointegration, bone growth, and wear resistance. Through the use of different coating techniques mentioned earlier, significant improvements have been observed in the properties of PEEK dental implants, making them a preferred option over metallic and ceramic implants. These coatings facilitate better tissue-implant adhesion and bone regeneration, and even exhibit antibacterial activity, all of which contribute to the implant's overall success. When it comes to dental crown parts, they are subjected to extreme tribological conditions (i.e., wear and tear). As a result, investigation into the tribological properties of PEEK and its composites for crown applications under the oral environment is critical. Hence, a thorough study of the tribological properties of PEEK and its composites will be presented in the next section.
Tribological Properties
Human teeth play a major role in serving numerous functions, besides eating and speaking, particularly having an essential role in facial esthetics and pronunciation. 99 Whether natural or artificial, teeth wear is inevitable because they are continuously subjected to mechanical and chemical stress due to mastication (chewing of food), which may lead to the structural defects of the tooth. 100 Mastication is the process of chewing or physically breaking down food into smaller pieces. This process over time results in a condition in which the teeth are not perfectly oppositely placed, causing difficulties with chewing, swallowing, biting, and other eating-related activities. Human teeth experience a physical wear as a result of tribological movements. 100
Tribology studies the friction, lubrication, and wear mechanisms of interacting surfaces in relative motion. Friction is generated due to the rubbing of one object or surface against another in a relative motion under a variety of environmental conditions, resulting in the progressive removal of material from surfaces by mechanical or chemical action. 101 Mastication causes rubbing between the teeth with/without food particles between them, leading to a wear and tear ssues.
The main wear mechanisms that affect the functionality of teeth during the masticatory process are abrasion, attrition, erosion, and abfraction. 102 Friction between a tooth or restoration and an exogenous agent causes abrasion, commonly attributed to three-body interactions. Teeth abrasion is affected by the following factors such as patient brushing techniques, frequency, duration, force, bristle stiffness, flexibility, and length of the toothbrush grip, pH, abrasiveness, and amount of dentifrice used. 4 Moreover, habits such as biting nails between teeth, cutting the objects like thread by teeth, and workplace dust particle exposure to teeth can cause further abrasive wear of teeth.
Attrition is the structural wear of enamel (i.e., crown) caused by tooth-to-tooth contact without any intervening substance. Swallowing, speaking, and lifting heavy objects may cause teeth to grind against each other, causing wear on the occlusal and incisal surfaces, leading to attrition. 103 The term dental erosion refers to the noncarious loss of tooth enamel due to acid's chemical erosion of the tooth surface. It can be severe in some people who consume high amounts of acidic drinks or foods.104,105 Among the most frequently consumed erosive acids are fruit acids and phosphoric acid found in fresh fruits, fruit juices, and soft drinks.86,88,89 Abfraction is the pathological loss of tooth substance caused by flexure and failure of enamel and dentin at locations away from the spot of loading from biomechanically eccentric occlusal forces. 106
To better understand the wear behavior of dental implants, oral tribological studies must be conducted. Oral tribology encompasses all aspects of tribology related to the oral systems such as study of friction and wear behavior of teeth under saliva, the temporomandibular joint (TMJ), and soft tissues of the oral cavity. 1 The TMJ acts as a sliding hinge, which connects jawbone to skull. The conditions such as different substrates, opposing wear surfaces, the lubrication system involved, and third-party abrasives significantly affect the actual friction and wear behavior in oral systems, 103 resulting in a highly complex tribological system.
The coefficient of friction (COF) and wear rates of biomedical grade PEEK for dental and orthopedic implants are discussed in this section. Particularly, the tribological properties of PEEK and its composites under dry and lubricated conditions will be explored. Since very limited research works reported on the tribological properties of PEEK crowns under oral conditions, this article discusses the detailed tribological behavior of PEEK and its composites under various test conditions of all implant applications, including orthopedic.
An experimental investigation was carried out on the tribological behavior of six laser surface-textured PEEK-CFR composite discs to improve the wear resistance of PEEK-CFR composite for hip implant applications. 107 A pin on disc tribometer was used in this study, in which pin material was cobalt-chrome alloy and phosphate-buffered saline was the lubricant.
This lubricant has a viscosity like that of bovine serum, commonly used in hip simulators, and that of periprosthetic human synovial fluid. The major finding is that the dimples (textures) on the surface of the PEEK-CFR implant material reduced friction coefficients and wear rates. Among the textures tested in this study, circular dimples of 150 μm diameter spaced 150 μm apart had the lowest mean COF (0.08 compared with the polished disc of 0.12 for the total duration) and minimal wear on the surfaces of both mating materials. 107 This surface texture modification will enhance the durability of hip implants.
The tribological behavior of three different polymeric materials, UHMWPE, PEEK, and PEEK-CF30 composite, was investigated for the application of acetabular socket of a total hip prosthesis. 108 Polymer pins and AISI 316L grade steel discs were tested in distilled water as lubricant instead of synovial fluid, using a Plint TE67 pin-on-disc (PoD) tribometer under fixed constant stress and fixed velocity conditions. The comparison of wear rates is as follows: PEEK-CF30 (6.8 × 10−8 mm3·N−1·m−1) showed the best performance, followed by UHMWPE (1.5 × 10−6 mm3·N−1·m−1) and unfilled PEEK (2.2 × 10−5 mm3·N−1·m−1). PEEK-CF30 presented the best tribological performance under water-lubricated condition for sliding distance of 21.4 km, which corresponds to 2 years of lifetime of a hip joint operating in in vivo condition. In terms of improving the durability of acetabular sockets for hip prosthesis, PEEK-CF30 has proven to be the best material.
Using a face-contact sliding tester, the friction and wear characteristics of carbon fiber (CF)/GF reinforced PEEK and polyphenylene sulfide (PPS) under water were investigated. 109 Under distilled water conditions, the lower square plate of polymer rotated beneath the upper stationary annular disc of Cr-Mo steel. CFs aligned perpendicular to the sliding direction outperformed those aligned parallel to the sliding direction in terms of wear resistance. Overall, the friction and wear characteristics of 18% CF-PEEK composite were improved significantly under water (similar to implant conditions), which is crucial for orthopedic and dental applications. 109
In an another work, Borruto et al. have investigated the formation of debris, caused by tribological coupling of three different types of PEEK-CoCr (PEEK-Cobalt Chromium) alloy pairs. 110 The wear tests (ASTM 99G) were carried out using a PoD tribometer in the following lubrication conditions such as dry, demineralized water, and human serum, respectively. PEEK-450G (extrusion or injection molded), PEEK-CA (30%) randomly oriented, and PEEK-CF (30%) monodirectional are the three types of disc materials. The pin material is cobalt chrome alloy (30% Cr, 5% Mo). According to the study, under human serum lubrication conditions, the PEEK-CF disc against the CoCr pin showed a COF value of 0.05 and a wear value of 0 mm (nearly negligible) for 10,000 cycles, along with extremely low quantities of debris produced. This study indicates that PEEK reinforced with CFs is an excellent wear-resistant material for prosthetic applications.
In a recent study, the friction coefficient and specific wear rates of PEEK against the human tooth in various wet conditions were investigated. 111 A block-on-ring rotation test was conducted using pins made of human teeth (enamel/dentine), with each tooth cut into a cuboid shape and tested against CNCC turned PEEK rings. The author observed that the relative velocities did not affect the average friction coefficient of wet dental hard tissue (enamel and dentine) against PEEK. The stationary sliding friction coefficient was in the range of 0.54–0.58 for rotational velocities ranging from 1 to 0.1 m/s, respectively. The investigated dental hard tissue had a much lower specific wear rate (0.9 mm3/Nm) than PEEK (80 mm3/Nm). The tribological studies indicate that PEEK must be coated with hard bioactive ceramics to meet the wear resistance required for dental implant applications.
Compared to other polymers such as UHMWPE, PEEK and PEEK composites have better wear resistance, according to various data presented above. PEEK and its composites are proven to be less harmful to the hard tissues with which the dental implant would come into regular contact. In addition to this, Table 6 summarizes the test conditions of recent tribological studies performed for dental implant applications.
Summary of Various Tribological Studies Performed for Dental Applications
LZSA, lithium zirconium silicate; NASF, natural amorphous silica fibers; sccm, standard cubic centimeter per min.
Table 6 summarizes most relevant tribological studies carried out on titanium and zirconia using both PoD and ball-on-disc rotary and reciprocating tribo-test setups to evaluate the wear behavior of the implants. It was found that the zirconia exhibits similar wear rates, when tested against both itself (zirconia) and human tooth, and COF values are marginally higher for zirconia-human tooth pair (0.57 ± 0.02) versus zirconia-zirconia pair (0.49 ± 0.03). 5 Under artificial saliva lubricant conditions, all zirconia pairs outperformed the titanium group, with zirconia abutment/titanium implant pairing exhibiting the best overall performance. 112
Zirconia demonstrated an exceptional wear behavior in artificial saliva under various electrochemical conditions. 113 However, despite the PEEK being a highly compatible dental implant material (from previous sections), there are less number of studies reported on tribological behavior of PEEK and PEEK composites under dry and saliva-lubricated conditions for dental implant applications. PEEK wear resistance increased with increasing natural silica fiber content over unfilled PEEK. 115 The tribological behavior of PEEK, its composites, and bioactive coated PEEK samples under dry and artificial saliva conditions needs to be investigated thoroughly against the group of counter surfaces such as natural tooth, HAP, and zirconia nanoparticle-coated surfaces. The discussion and author's perspectives are elaborated in the next section.
Discussion and Perspectives
Dental implants are the only viable solution for those looking to replace missing teeth for decades. Titanium and zirconia are commonly used as dental implant materials due to their biocompatibility and strength. However, the significant difference in elastic modulus between these materials and jaw bone, can lead to a stress-shielding effect and bone loss (cannot be restorable), at the implant-bone interface. Traditional titanium and zirconia implants are quite expensive, making them unaffordable for the majority of the population in developing countries like India. Right selection of material and manufacturing technique are the two most important factors in manufacturing low-cost dental implants, as presented in the Figure 4.
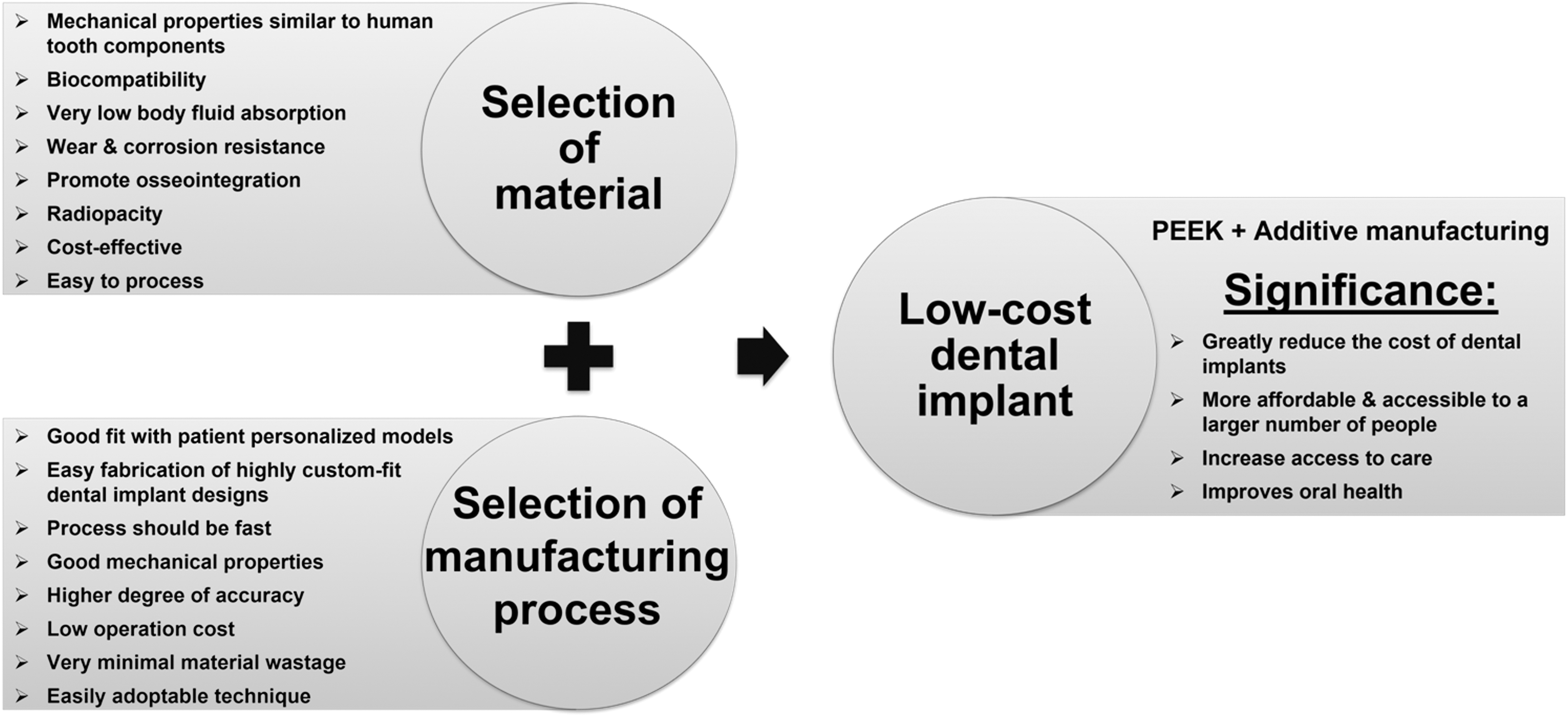
Cost-effective approaches for the fabrication of low-cost dental implants.
Selection of material
The success and long-term durability of an implant depend on the selection of the right material. In this review article, PEEK was evaluated as a suitable material for dental implants. The mechanical properties of PEEK were found to be exactly optimum for dental implant applications, as it is able to withstand the forces of biting and chewing. PEEK is also biocompatible and nontoxic, and promotes osseointegration with bone tissue. In addition, the antibacterial coating on PEEK implants prevents bacterial adhesion and proliferation.
It is a radiopaque material and is also corrosion free. Furthermore, PEEK is a cost-effective and readily available material, which makes it an affordable option for both patients and dentists. However, it is important to note that the cost of dental implants is not only determined by the material alone but also by the manufacturing process, which is used to produce the implant. Therefore, it is important to consider the cost-effectiveness of the manufacturing process, as well to bring the overall cost of the implant down.
Selection of manufacturing process
Traditional manufacturing processes used for producing the dental implants are extremely expensive and increase the cost of the treatment tremendously. In this review article, we examine the suitability of AM (3D printing) as a cost-effective manufacturing process for dental implants. AM offers several advantages in the fabrication of dental implants. It enables the production of highly customized patient-specific dental implants with least cost and processes. The process is faster than traditional methods, allowing quicker treatments for patients. The high degree of accuracy in the AM process leads to better fitting and functioning implants, as each patient's jaw structure is unique and requires a custom-fit implant. Due to the reduction in material waste and the automation of the process, AM can be more cost-effective than traditional manufacturing methods for dental implants. Therefore, PEEK and AM together can be considered the best combination (Material+Manufacturing) for low-cost dental implant applications.
Cost significance
As discussed in previous sections, the implant material and manufacturing processes together make the cost of dental implants very high and unaffordable for many individuals, particularly in developing countries like India. The cost of a single tooth implant in India ranges from INR 25,000 to INR 50,000 (∼USD $ 300–600), 116 which is often too high for many individuals in these regions. The dental implant made out of PEEK material using 3D printing can lower the cost of an implant by well over 10 times (including material, man power, and processing cost). The end-to-end manufacturing cost of 3D printed PEEK crown was estimated to be around INR 800 (∼USD $ 10), while the whole PEEK-based implant cost can be around INR 3000 (∼USD $ 35), making it more affordable to the masses.
Low-cost dental implants can increase access to dental care and simultaneously improve oral health and life expectancy. Indeed, this will be a great milestone in low-cost dentistry because it will increase the accessibility to dental treatments significantly. The low-cost PEEK dental implants manufactured through 3D printing technology can be a game changer in the field of dentistry. Detailed conclusions along with the future directions are discussed in the following section.
Challenges in the progress of PEEK materials for dental implant applications
While PEEK has shown some promising results as a dental implant material, there are still some challenges that need to be addressed. One of the major concerns is the long-term stability and durability of PEEK implants in the oral environment, particularly under high mechanical stresses and wear. The lack of long-term clinical studies and standardized testing methods also poses a challenge in assessing the biocompatibility and safety of PEEK dental implants.
Another concern is the difficulty in achieving a strong adhesion between PEEK and the coatings. The longevity of bioactive coatings on PEEK is also a concern, as they need to maintain their properties and functionality under the oral environment for a prolonged period. The durability of these coatings under the constant exposure to mechanical, chemical, and thermal stress of the oral environment is also an important factor to consider. These challenges need to be addressed through further research to fully realize the potential of PEEK as a dental implant material.
Conclusions
Based on the comprehensive review presented in the preceding sections, the following concluding remarks are drawn on using of PEEK and its composites for dental implant applications as an alternative to traditional materials such as titanium and zirconia:
➢ Stress shielding: the close mechanical property match between PEEK and human tooth components reduces stress-shielding issues and results in less bone loss compared to zirconia and titanium.
➢ Radiographic compatibility: the nonferric and magnetic nature of PEEK implants eliminate the risk of misinterpretation of CT and MRI scans.
➢ Processability: PEEK is a highly engineered polymer that is easy to process into intricate, custom-shaped implants with the help of 3D printing technology, making it ideal for patient-specific dental implant applications.
➢ Mechanical strength: PEEK and its composites with suitable reinforcements offer the required strength for dental implant applications and can withstand the extreme conditions of the oral environment. Furthermore, PEEK's mechanical properties are closer to human tooth components compared to other implant materials such as titanium and zirconia.
➢ Allergic reactions: PEEK does not cause allergic reactions when placed inside the body, unlike titanium, which is a common source of allergy.
➢ Osseointegration: PEEK offers superior biocompatibility, osseointegration, antibacterial properties, and bone growth on the implant surface with the help of bioactive coatings such as Ti, TiO2, and HA.
➢ Wear durability: PEEK and its composites offer superior friction and wear behavior under oral conditions, as well as higher corrosion resistance. Due to PEEK's high strength, it is expected to perform well in dental crown applications where wear resistance is essential.
Henceforth, more research is necessary to be conducted on PEEK as an alternative dental implant material and also on the different 3D printing techniques to produce low-cost dental implants successfully. Furthermore, numerical investigations are to be carried out on stress-shielding effect of PEEK implant under static and dynamic loading conditions. An exhaustive bio-tribological study of PEEK implants under simulated oral conditions should be conducted to confirm the durability of the developed implants.
Antibacterial coatings with different biofilm inhibition mechanisms should be explored. In addition to exploring PEEK, further research can be conducted on other ketone family polymers such as polyetherarylketone (PEAK) and PEKK to evaluate their potential as alternative dental implant materials. These materials could offer unique mechanical and tribological properties, which may enhance the longevity and performance of dental implants. Optimization of the manufacturing technique and materials to produce low-cost and durable dental implants can potentially change the course of dental material research completely.
Footnotes
Acknowledgments
Dr. K Satyendra Kumar, Dr. Govindu Divya Sree (Reg. No: A21072), and Mr. Danavath Balu are gratefully acknowledged for the assistance in various aspects of this extensive review work.
Authors' Contributions
K.U.K.R., D.M., and P.S., conceived the study. K.U.K.R., D.M., P.C.V., A.R., and P.S. wrote the article together. P.S. and P.C.V. also guided the entire article and helped the incorporation of results. All authors reviewed and commented the article and discussed the results before submission.
Author Disclosure Statement
The authors declare no competing financial interests or any other conflict of interests.
Funding Information
The corresponding author would like to acknowledge the financial support from the Science and Engineering Research Boards Start-up Research Grant (SERB-SRG) with sanction order number SRG/2021/001074.