
Abstract
Material extrusion (ME) is one of the most widely used additive manufacturing technologies, which can directly produce parts with complex geometries. However, since the working environment is increasingly complex, the built parts inevitably have to be subjected to dynamic loads, and it is urgent to study their dynamic performances so as to determine their reliability. In addition, the layer-by-layer forming process makes the ME parts inferior to those fabricated by traditional methods in terms of mechanical properties. It is important to find an effective method to improve the parts’ dynamic characteristics so that the reliability can be enhanced. To achieve these goals, the method of ultrasonic-vibration aided machining (UVAM) was proposed to improve the dynamic characteristics of polylactic acid ME parts in this paper, and the corresponding theoretical and experimental study was performed. Ordinary ME equipment was modified to an ultrasonic-vibrating one, by which the samples processed with and without UVAM utilized were prepared. With the modal test system, the dynamic characteristics of the samples were determined. Taking into account the influence of the porosity defects and ultrasonic vibration, the ME sample’s dynamic model was then established based on the finite element method. Through the comparison between the predicted and measured results, the proposed model was validated, and it can accurately predict the ME plates’ dynamic characteristics no matter processed with or without UVAM utilized. The results also showed that UVAM could significantly improve the ME plate’s dynamic characteristics. With the increasing vibration amplitude or frequency, the samples’ natural frequency and damping ratio would be increased, and the vibration response would be decreased. Compared to the three waveforms of ultrasonic vibration (sinusoidal, square, and triangle), the sinusoidal one has the best improvement effect.
Introduction
Additive manufacturing, integrating computer, material science, and circuit electronic technology,1–3 can realize the forming process of industrial products from design to manufacturing. Due to the fast forming speed, simple process, low cost, and short manufacturing cycle,4–6 material extrusion (ME) has become one of the most widely used addictive manufacturing technologies. With the increasingly complex working environment, ME parts have to suffer from dynamic loading or vibration. It is necessary to study their dynamic performances in order to determine their reliability. In addition, the layer-by-layer forming process inevitably causes built parts’ defects (such as pores, inclusions, and layer separation), resulting in the dynamic performance far inferior to those produced by traditional processing methods, which thereby hinders the development of the ME technique. Therefore, effectively improving the dynamic performance of ME products has become one of the key research issues for this technique.
Although a large number of scholars have studied the mechanical properties of ME products, such as tensile strength,7–10 fracture toughness,11–13 impact strength,14–17 there is little information available in terms of built parts’ dynamic characteristics, and even less about the improvement study. Arivazhagan, 18 used Dynamic Mechanical Analysis (DMA) equipment to perform a frequency sweep test (frequency range is 1–100 Hz) on ME parts to determine the modulus, damping, and viscosity values. The research showed that the strength of the product processed with solid built style was higher than others. The storage modulus increases with the increasing temperature, while the viscosity decreases. Wang, 19 found that when the layer thickness decreases or the fill rate increases, the storage modulus, loss modulus, and loss factor of ME parts increase. While the storage modulus, loss modulus, and loss factor of the parts first increase and then decrease with the increase of the extrusion temperature. Mohamed,20–23 studied the influence of different processing parameters on the dynamic mechanical performance of ME parts. The results illustrated that the layer thickness, air gap, and the number of contours have a great impact on the dynamic modulus and mechanical damping. Quintana, 24 measured the changes in the storage modulus, loss modulus, and loss tangent of ME parts through dynamic-loading experimental techniques. The results show that in the frequency range of 0.1–100 Hz, the storage modulus increases with the increase of frequency, while the loss modulus changes less. Generally, the above-mentioned studies were carried out based on the experimental tests and lacked a theoretical basis. Though the tests were performed under cyclic vibration loading conditions, only the material mechanical characteristics (such as storage modulus, and loss modulus) were analyzed. The information on dynamic characteristics (i.e., inherent characteristics and vibration responses) was little, and the corresponding improvement was not mentioned at all.
To improve ME parts’ mechanical properties, a few scholars have used ultrasonic-vibration aided machining (UVAM) in the manufacturing process. Gunduz, 25 indicated that introducing ultrasonic vibration onto the extrusion liquefier could drastically reduce the wall friction and flow stress of the inside melt. The viscosity was enhanced up to 14000 Pa·s. Tofangchi, 26 fixed the ultrasonic-vibration transducer onto the extrusion liquefier to use UVAM in the ME process. The results showed that the interlayer adhesion of the samples was increased by 10%. Li, 27 investigated the effect of ultrasonic vibration on the tensile strength of ME samples. It was found that the tensile strength of samples was greatly increased after ultrasonic vibration was applied. Wu, 28 and Qiao, 29 proved that ultrasonic strengthening technology could improve the flexural strength of ME samples. Ma, 30 investigated the effect of ultrasonic nano-crystal surface modification (UNSM) on the surface quality of AlSi10Mg alloy parts fabricated by direct metal laser sintering. It showed that UNSM could significantly improve the surface finish of the built parts. Although the method of UVAM has been used to improve the ME parts’ mechanical properties, the effect on dynamic characteristics was not taken into account.
In summary, most of the current literature was focused on the experimental static mechanical property of ME parts, the theoretical basis was lacking, and the dynamic characteristics were rarely studied. Although a few scholars have focused on the influence of UVAM on the mechanical properties of ME parts, the effect on the dynamic characteristics was barely mentioned. To cover these gaps, this paper uses UVAM in the manufacturing process. The dynamic characteristics of ME plates (i.e., natural frequency, mode shape, and vibration response) were both theoretically and experimentally investigated to accurately determine their reliability and to reveal the influencing mechanism of ultrasonic vibration machining. The research presents a novel method of utilizing ultrasonic vibration to enhance the dynamic characteristics of ME parts, contributing to the growth and implementation of ME technology. It serves as a reference for various other additive manufacturing technologies and supports the advancement of UVAM in the field of additive manufacturing.
Experimental Research
Ultrasonic vibrating ME equipment
To fabricate the parts with UVAM utilized, ordinary ME equipment (FLSUN) was modified to introduce ultrasonic vibration into the manufacturing process. It mainly includes a signal generator (VC2015H), amplifier (E2041), and ultrasonic vibrating piezoelectric ceramic, as shown in Figure 1. The piezoelectric ceramic is fixed at the extrusion liquefier. The voltage amplifier is connected to the signal generator to amplify the generated electrical signal, which provides a stable and high-resolution voltage to the piezoelectric ceramic. Due to the inverse piezoelectric effect, the ultrasonic vibrating piezoelectric ceramic can cause the vibration of the extrusion liquefier in the longitudinal direction. The actual vibration state is then determined by the acceleration sensor and data acquisition card.
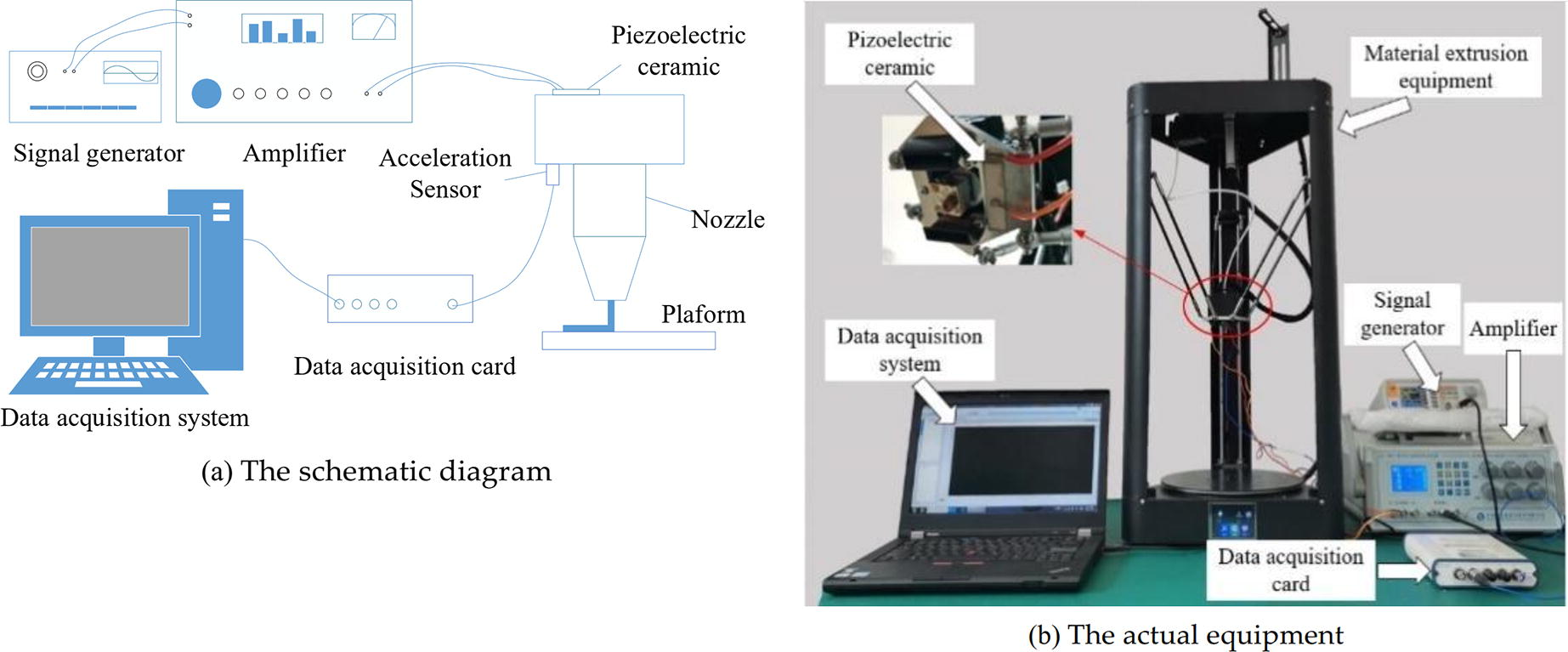
The ultrasonic vibrating ME equipment.
Sample preparation
To determine the influence of UVAM on the ME plates’ dynamic characteristics, the samples processed without and with different ultrasonic vibrations were prepared with the equipment mentioned above. The samples’ material was polylactic acid (PLA), with its external dimensions shown in Figure 2. A total of 40 samples were manufactured, and they were divided into four types. The 1st type was the ordinary samples (without UVAM utilized), which were represented by

Two-dimensional drawing of the ME sample. ME, material extrusion.
The Key Processing Parameter Settings of the ME Samples
The symbol was
ME, material extrusion.
Dynamic characteristics test
To determine the dynamic characteristic parameters, i.e., the inherent characteristics and vibration response of the samples, a modal test system was set up (as shown in Fig. 3), which mainly includes a modal hammer (PCB-086C01, the sensitivity is 11.2 mV/N), data acquisition card (NI USB-4431, four analog input channels and one analog output channel) and accelerometer (PCB-352C33, 103.5 mV/g sensitivity). The fixture clamps the sample with a length of about 10 mm to maintain the cantilever state of the samples. The excitation point of the modal hammer is about 10 mm above the center of the clamping position of the thin plate. The acceleration sensor is fixed at the center of the top of the sample to obtain a larger vibration response and guarantee the reliability of the measurement results.
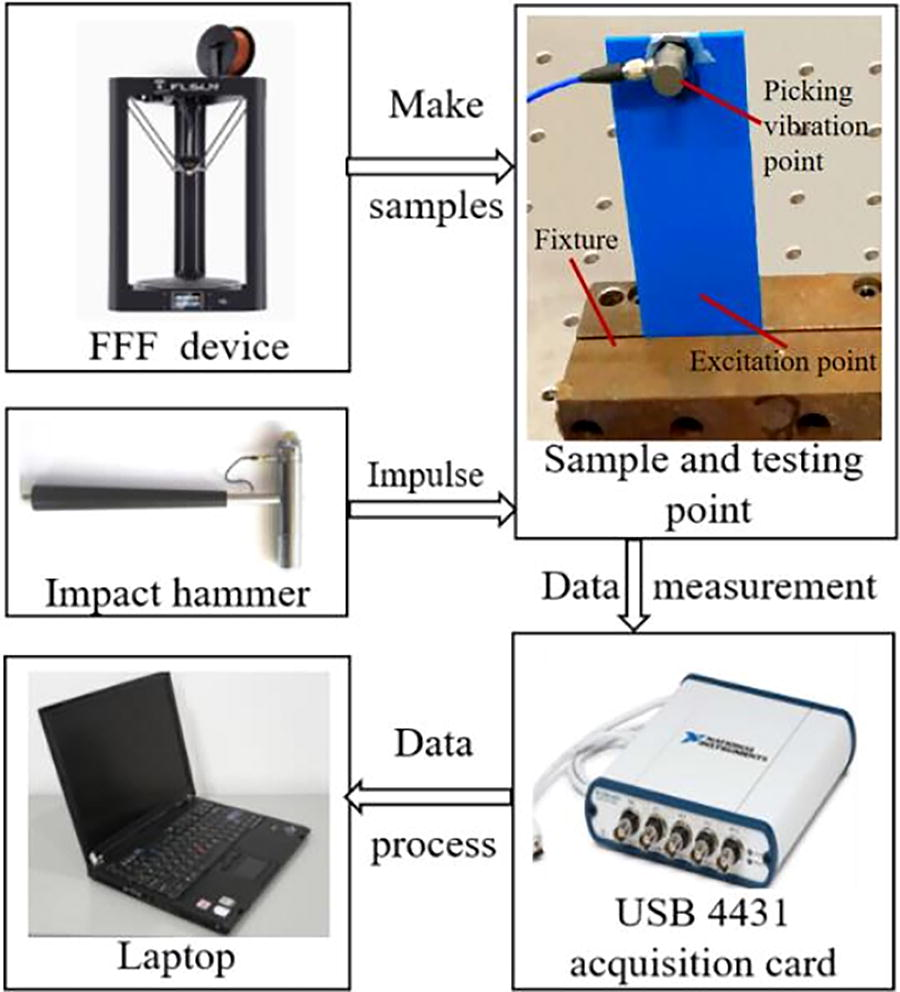
Schematics of the modal test system.
During the experiment, the modal hammer was used to give pulse excitation to the samples, and then the acceleration sensor would measure the vibration response caused by the pulse excitation. The sampling frequency of the data acquisition card was set to 2 times the frequency of the excitation signal to collect the vibration response signal in real-time, and thus to obtain the frequency response function of the thin plate. The multiple-input single-output method was then used to obtain the modal mode shape of the thin plate, that is, the accelerometer was fixed at the position where the vibration response was larger and the other measuring positions were excited separately. Finally, the dynamic parameters such as the inherent characteristics of the samples could be obtained by calculating the obtained data.
The frequency response function is commonly considered as the ratio of the output response of the structure to the input excitation. It is the inherent characteristic of the structure or system, which has nothing to do with external factors, such as the excitation or response. According to the half-power bandwidth method,31,32 the damping ratio of the ME plate can be given by:
Dynamic Model
Material property calculation
The extruded material filament has an elliptical cross-sectional shape mainly due to the nozzle extrusion and its gravity, and two bonding necks (i.e., horizontal and longitudinal) are generated between adjacent extrudates, as shown in Figure 4. During the forming process, the work done by the surface tension is equal to the work done by the viscous force, while the change of the extrudate’s length is ignored.
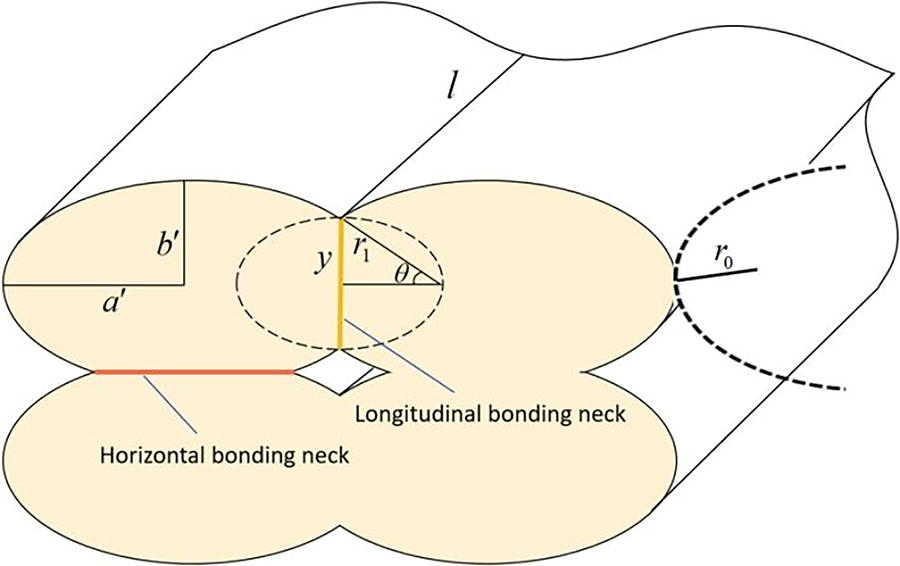
Schematic diagram of the bonding neck.
The long and short radii of the elliptical cross-section of the extruded material filament are
According to the principle of volume conservation, the expression for the instantaneous radius
Under the influence of surface tension,
33
when material filaments are bonded, the work done by surface tension is:
When adjacent extruded filaments of length
Substituting Equation (5) into Equation (4), the work done by surface tension can be expressed as:
Assuming that the molten mass is the Newtonian fluid,
34
when adjacent extrudate is bonded, the expression for the work done by viscous force of the Newtonian fluid is:
Where η is the melt viscosity, which is an important factor dependent on the extrusion temperature and temperature gradient (difference between adjacent extrudate,35–37
) V is the bonded volume between extrudate, and
The expression of the strain rate is given by:
The instantaneous bonding volume
With UVAM utilized in the ME process, the apparent viscosity of the extrudate can be expressed as:
Where M0 is the initial molecular weight,
Substituting Equations (8), (9), and (10) into (7) gives the work done by viscous force:
Equal the work done
Solve Equation (12) with the initial condition of
Due to the layer-by-layer forming process, it is inevitable for ME parts to have the defect of porosity, as shown in Figure 5. According to the literature,
39
the porosity can be given by:
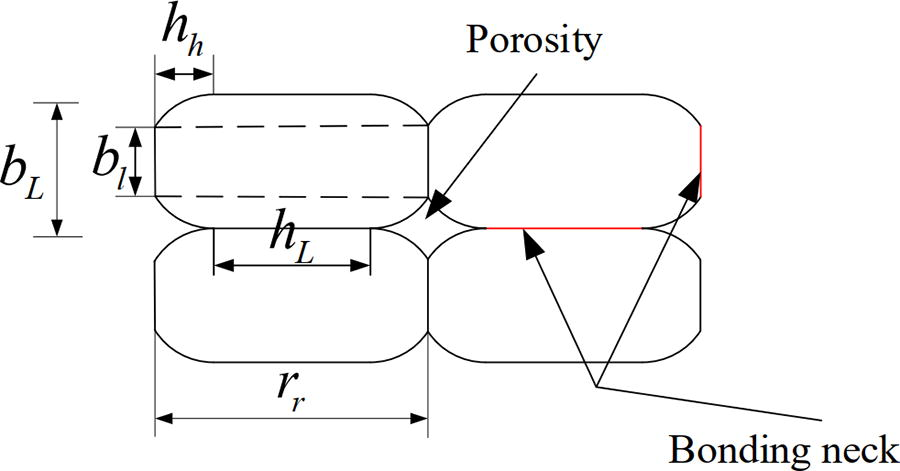
Schematic diagram of the cross-section porosity.
The ME thin plate studied in this paper is composed of multiple layers of PLA fiber material. 40 The following assumptions are made to study the dynamic characteristics: (1) the layers are firmly bonded, there is no slip, no relative displacement, and the interlayer coupling effect is not considered; (2) the laminate can be regarded as a whole structure. The bonding layer is very thin and has no deformation, that is, the deformation between the single-layer plates is continuous; (3) although the thin plate is formed by multiple layers, its total thickness still conforms to the assumption of a thin plate. Taking the middle plane of the plate before deformation as the xoy plane and establishing a coordinate system, the z axis perpendicular to the middle plane is the thickness direction, the x axis is the length direction, and the y axis is the width direction, as shown in Figure 6. The total length (a), width (b), and thickness (h) are separately 150, 50, and 2.4 mm.
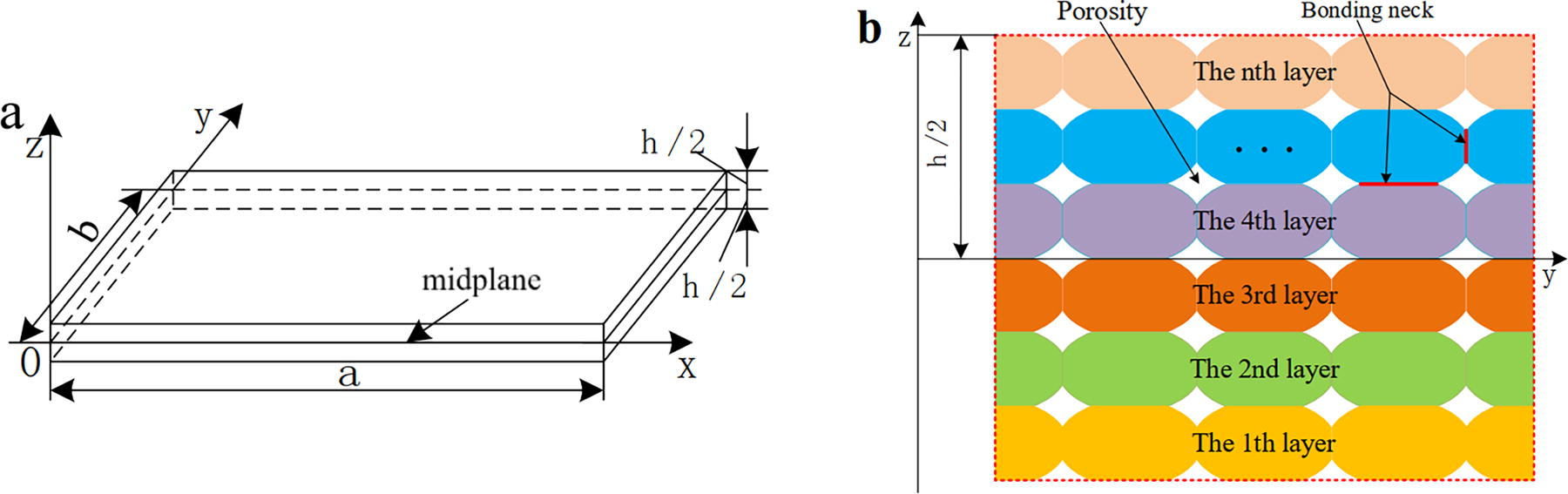
Schematic diagram of ME plates’ structure. ME, material extrusion.
Based on the Kirchhoff hypothesis,
41
in the case of small deformation, the displacement components of any point A (x, y, z) of the plate can be represented by the deflection w of the midplane as
Equation (16) can be further written as the relationship between the strain and curvature of the Z plane of the plate
In general, there are five stress components in different sections, which are
Assuming that the elastic modulus of the ME thin plate in the X and Y direction is E1 and E2, the shear elastic modulus in the xoy plane is G12, and the Poisson’s ratio in the X and Y direction is
According to Rodríguez,42,43 the elastic modulus, shear modulus, and Poisson’s ratio of the ME plate can be given by
Substituting Equation (17) into (19) can obtain the relationship between stress and curvature, and then substituting it into Equation (18) for integration, the relationship between the internal force and curvature can be obtained by
The rectangular element with 4 nodes and 12 degrees of freedom is a common type of thin plate bending element, which has been widely used and recognized.
44
The degrees of freedom considered at each node shown in Figure 7 are separately the displacement w, the angles
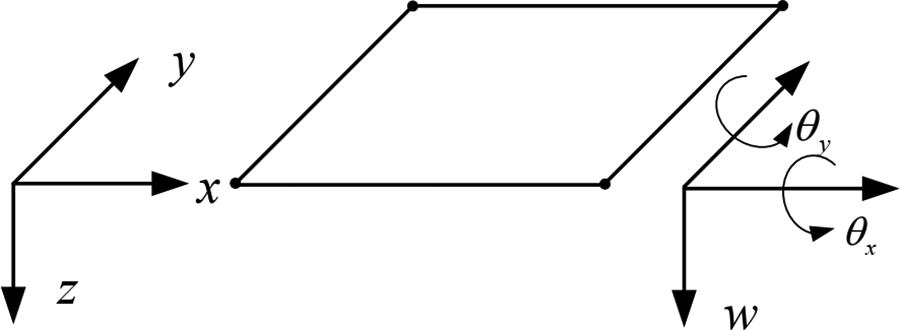
Rectangular plate element with four nodes.
The expression of a rectangular thin plate element shape is
The relationship between node displacement and curvature can be obtained by
Substituting Equation (24) into (22) can obtain the relationship between bending moment and nodal displacement as
The strain energy can be expressed in terms of bending moment-torsion rate as
Substituting Equations (24) and (26) into (27) can obtain the element stiffness matrix as
Similarly, the element mass matrix can be obtained by
Then the total stiffness matrix
The motion equation of the thin plate under stress is
Ignoring the damping and excitation force, the dynamic equation can be simplified as
Solve the eigenvalues of the following equation can get the natural frequencies
Substituting the results into Equation (31) can obtain the mode shapes of the thin plate.
The frequency domain equation can be written as
The rectangular plate element is adopted to establish the finite element model of the ME plate and the meshing strategy is shown in Figure 8, which consists of 121 nodes and 100 elements. Each element has the same size in the established model, i.e., length, width, and thickness. The boundary conditions of the model are the cantilever boundary conditions (one short side is fixed and the other sides are unconstrained), and the positions of the excitation point and picking vibration point are the bottom and top of the sample, respectively.
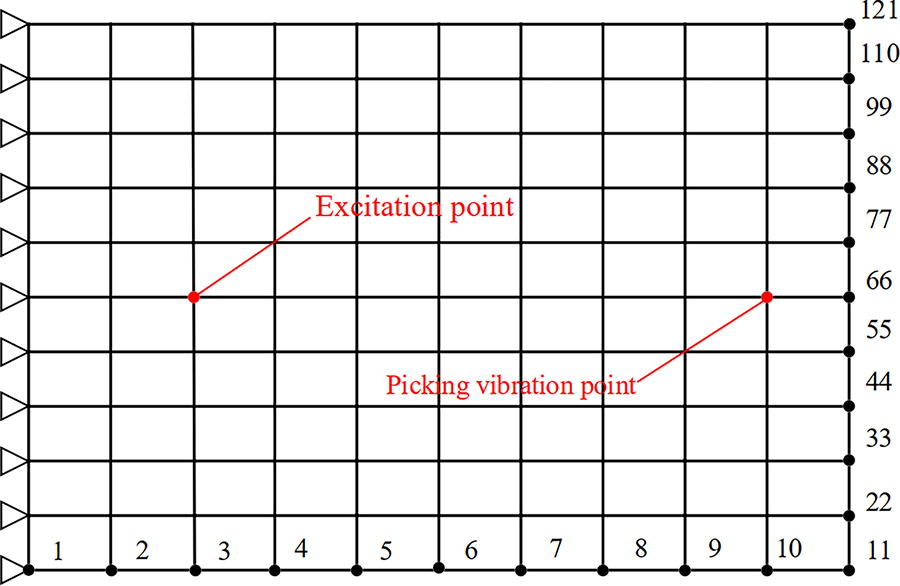
Meshing strategy of the proposed model.
Results and Discussion
To validate the theoretical model and explore the influence of different ultrasonic vibrations on the dynamic characteristics of the samples, the theoretical and experimental dynamic characteristic parameters without and with UVAM of different amplitude or frequency were compared and analyzed, as well as the actual vibration state of the extrusion liquefier.
The actual vibration state of the extrusion liquefier
Figure 9 below shows the theoretical and actual vibration state of the extrusion liquefier with different UVAM utilized in the time and frequency domains, respectively. Generally, the theoretical vibration state agrees well with the actual one. The slight deviation is mainly because of the damping effect of the components attached to the extrusion liquefier (such as the cooling fan, and parallel arm), which not only weakens the vibration amplitude but also generates several sub-frequency signals. Compared to the sub-frequency signals with the main-frequency one, the amplitude is small to negligible. Therefore, the actual ultrasonic-vibration state of the extrusion liquefier can be considered as harmonic vibration, that is, shown as the theoretical curves.
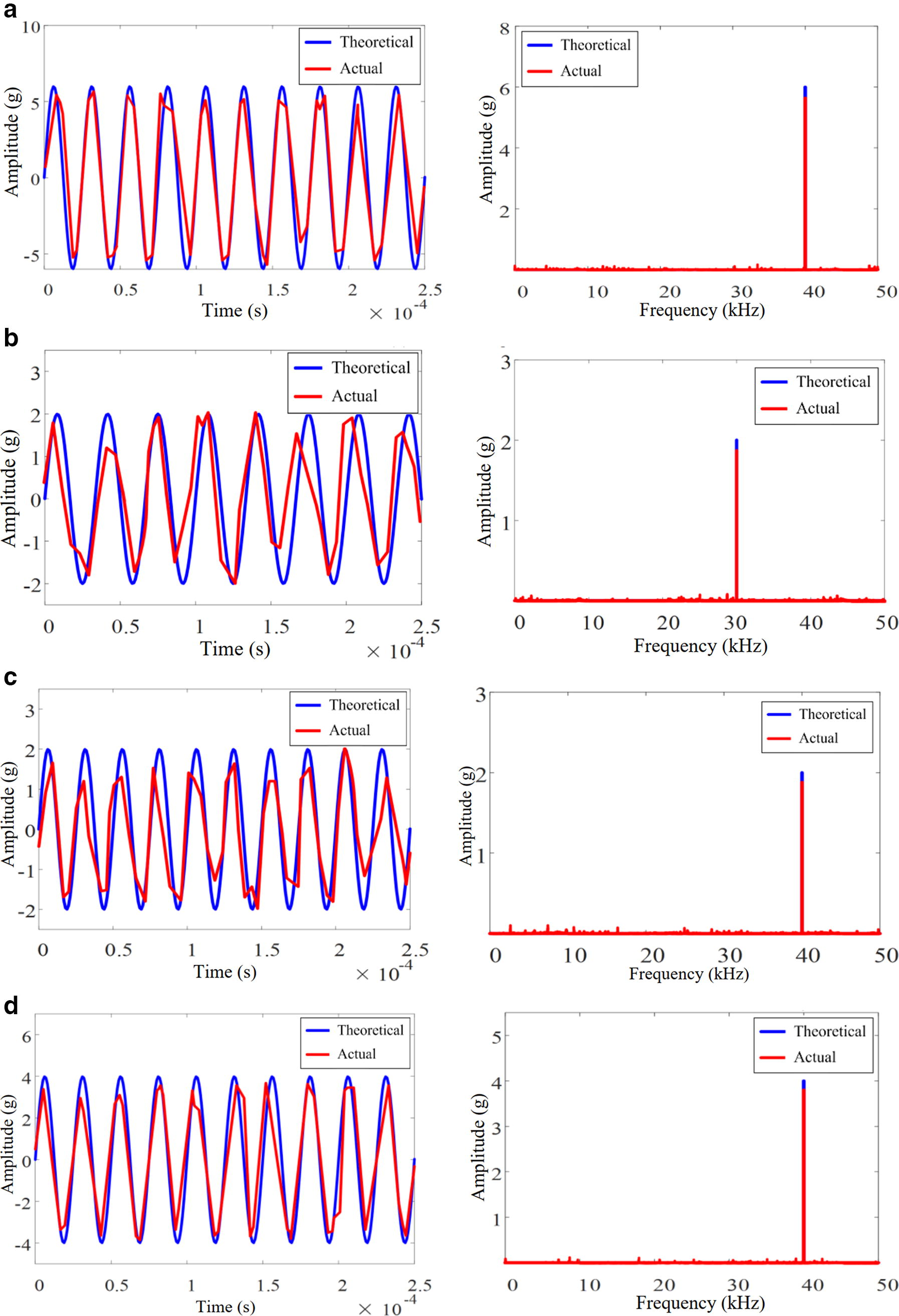
Theoretical and actual ultrasonic-vibration state of the extrusion liquefier.
Effect of the UVAM with different frequency
Inherent characteristic
Taking the ME plate under the cantilever boundary condition as the research object, comparing and analyzing the predicted and measured inherent characteristic (i.e., natural frequency and mode shape) of the Sample
Measured and Predicted Inherent Characteristics of ME Plates Processed Without and with UVAM of the Same Amplitude but Different Frequencies
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
In addition, compared the natural frequency of the Sample
Vibration response
Figure 10 compares and analyzes the experimental results of the vibration response of the Sample
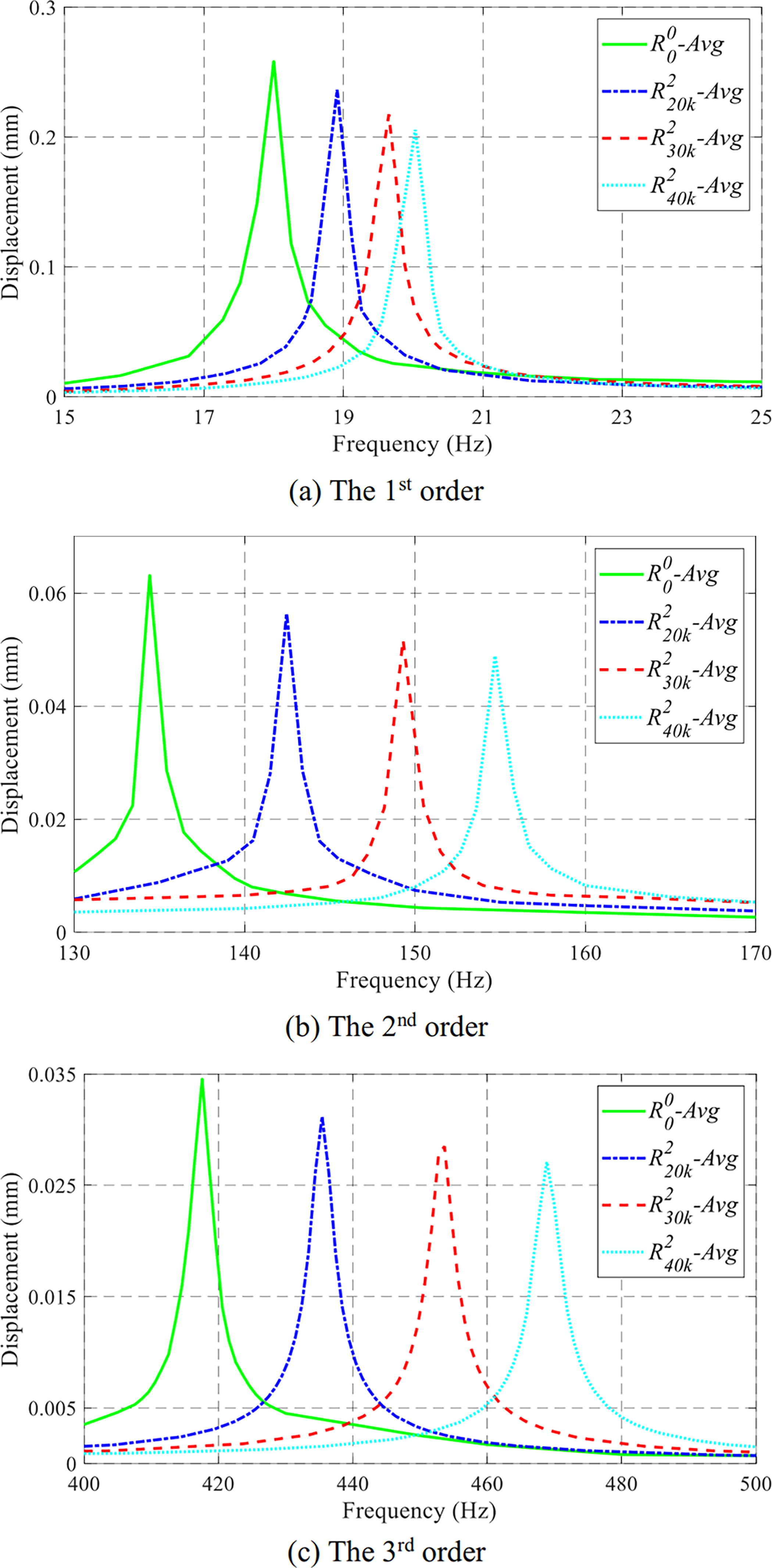
Measured vibration responses of ME plates processed without and with UVAM of the same amplitude but different frequency.
Measured and Predicted Vibration Responses of the ME Plates Processed Without and with UVAM of the Same Amplitude but Different Frequency
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
It can be seen that the vibration response is reduced when UVAM is utilized, and it will be further decreased as the vibration frequency increases. Details can be seen in Table 3, and the reason is similar as explained in Section 4.2.1. Moreover, the predicted vibration responses are close to the measured ones. The deviation is in the range of 5.88–9.86%. Therefore, the proposed model can also accurately predict the vibration responses of the ME plates no matter without or with UVAM utilized, which further verifies its correctness.
Damping ratio
Table 4 compares the experimental damping ratio of the ME sample (processing the vibration response curve by the half-power bandwidth method), further analyzing the influence of different UVAM on the dynamic characteristics. It can be seen that the damping ratio of the ME sample is significantly increased by UVAM, and it is further increased with the increasing vibration frequency. Therefore, UVAM can improve the dynamic characteristics of ME samples, i.e., anti-shock and vibration performance.
Measured Damping Ratio of ME Plates Built Without and with UVAM of the Same Amplitude but Different Frequency
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
Effect of the UVAM with different amplitude
Inherent characteristics
Comparing and analyzing the inherent characteristics of Sample
Measured and Predicted Inherent Characteristics of ME Plates Processed Without and with UVAM of the Same Frequency but Different Amplitude
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
Vibration response
Figure 11 compares and analyzes the measured average vibration response of the Sample
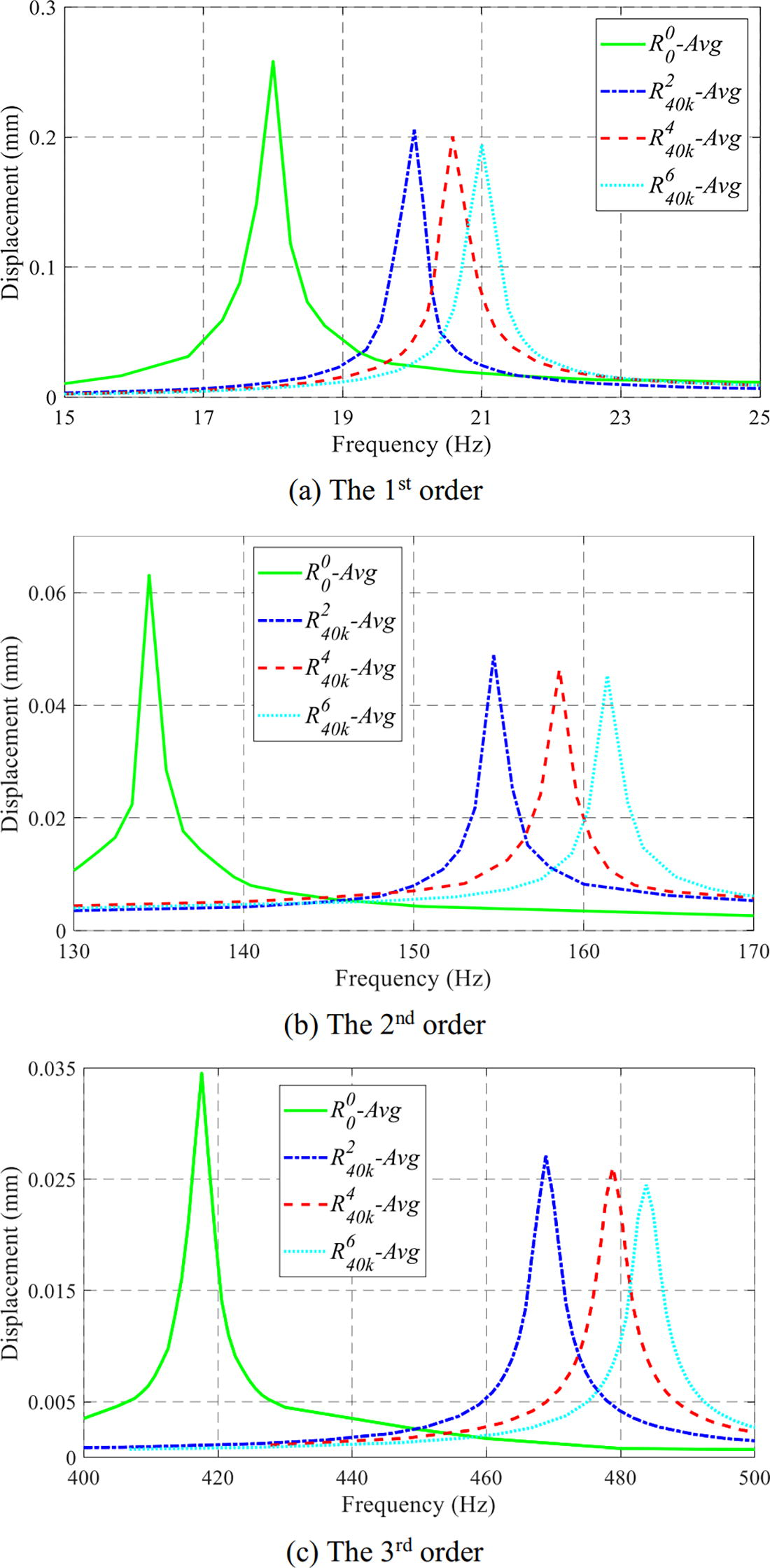
Measured vibration responses of ME plates processed without and with UVAM of the same frequency but different amplitude.
Measured and Predicted Vibration Responses of ME Plates Processed Without and with UVAM of the Same Frequency but Different Amplitude
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
Damping ratio
Table 7 compares the experimental damping ratio of the Sample
Measured Damping Ratio of ME Plates Built Without and with UVAM of the Same Frequency but Different Amplitude
UVAM, ultrasonic-vibration aided machining; ME, material extrusion.
Effect of the UVAM with different waveforms
Inherent characteristics
Homogeneously, the experimental influence of the UVAM with different waveforms on the inherent characteristics of ME samples was investigated. Compared the corresponding parameters of the Sample
Measured Inherent Characteristics of ME Plates Processed Without and with UVAM of Different Waveform
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
Vibration response
About the vibration response, they are reduced most when the UVAM of the sinusoidal waveform is utilized, as shown in Figure 12. The UVAM of the square waveform has the minimum effect. Details can be seen in Table 9.
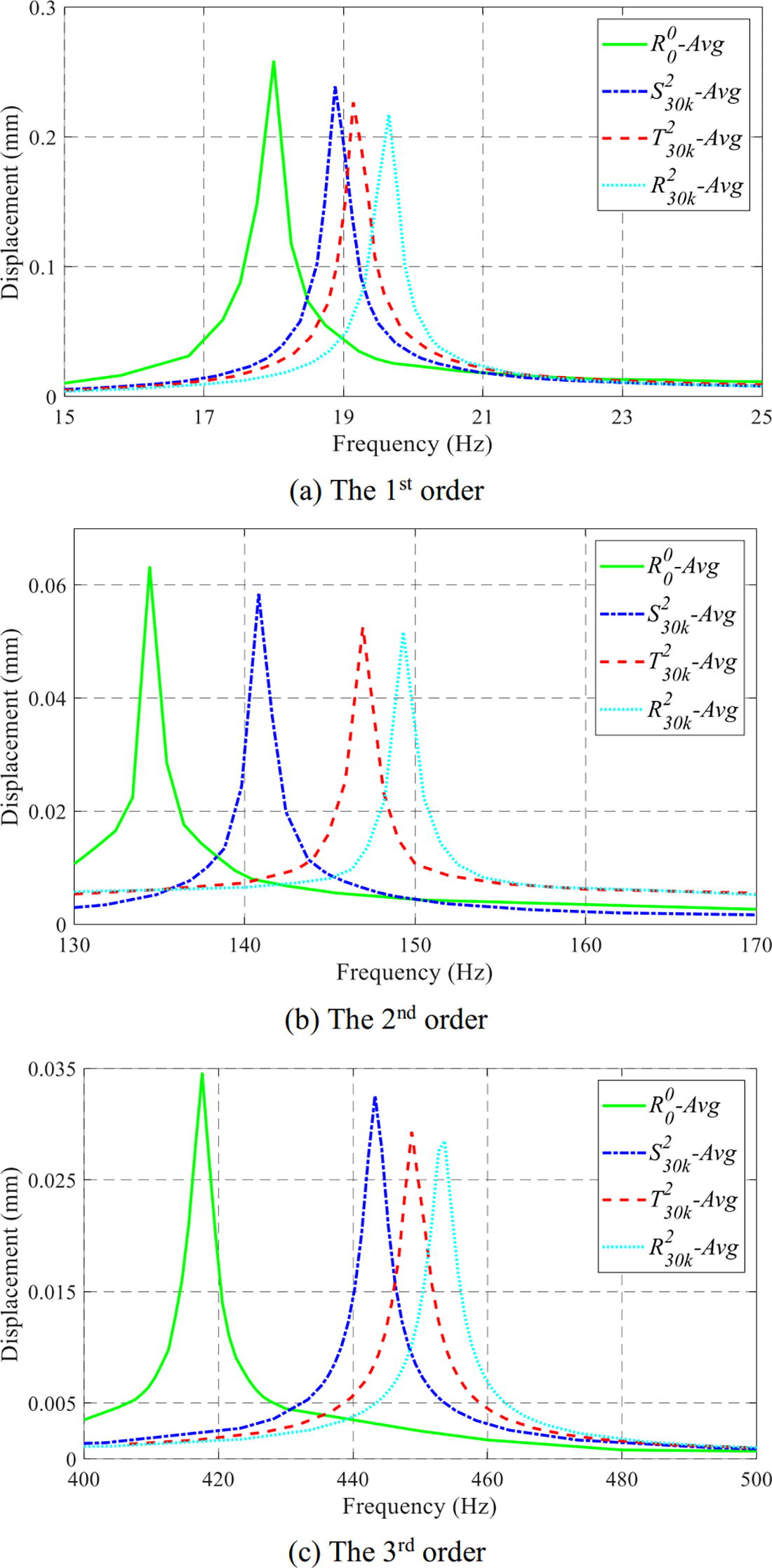
Measured vibration responses of ME plates processed without and with the UVAM of different waveform.
Measured Vibration Responses of ME Plates Processed Without and with the UVAM of Different Waveform
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
Damping ratio
Correspondingly, the experimental effect of the UVAM with different waveforms on the damping ratio of ME samples was compared and analyzed in Table 10. As can be seen again, the damping ratio of ME samples increases obviously with the UVAM utilized, meaning that the anti-shock and vibration performance is improved. The sinusoidal waveform UVAM has the most significant effect, followed by triangle and square waveform one.
Measured Damping Ratio of ME Plates Built Without and with the UVAM of Different Waveform
ME, material extrusion; UVAM, ultrasonic-vibration aided machining.
Conclusion
This paper investigated the mechanism of using UVAM to improve the dynamic characteristics of ME parts, on which the influencing rule of different UVAM was clarified. The specific conclusions are as follows:
A novel method of using UVAM to improve the dynamic characteristics of ME parts is proposed, that is, introducing ultrasonic vibration into the ME process by using ultrasonic piezoelectric ceramic. Based on the finite element theory, the dynamic model of ME thin plates processed without and with UVAM is established and validated. It can give reliable predictions in terms of dynamic characteristic parameters, that is, natural frequency, mode shape, and vibration response of ME plates. UVAM can obviously increase the ME plates’ natural frequency, decrease the vibration response, and increase the damping ratio, meaning that the ME plates’ anti-shock and vibration performance is significantly improved. As the vibration frequency or amplitude increases, the improvement effect is more obvious. Compared to the effect of different-waveform UVAM on the dynamic characteristic of ME parts, the sinusoidal-waveform one has the most significant effect, followed by triangle and square-waveform one. The modeling and experimental research methods proposed in this paper are also applicable to the study of other materials and other additive manufacturing techniques.
Footnotes
Authors’ Contributions
S.J.: Conceptualization, project administration, funding acquisition, supervision. C.C. and Y.Z.: Data curation, writing—original draft preparation. S.J., C.C., and Y.Z.: Formal analysis, validation. C.C., Y.Z., and C.Z.: Investigation. S.J. and C.C.: Methodology. S.J. and C.Z.: Resources, writing—review and editing. C.C.: Software.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This research is financially supported by national natural science foundation of China (52475093) and the Fundamental Research Funds for the Central Universities (N2303019, 2023-MSBA-028).