
Abstract
Abstract
Ceramsite materials made from coal ash and modifiers such as sawdust, clinoptilolite, clay, and CaCO3 were prepared by pelletizing and high-temperature sintering to improve the adsorption to nitrogen and phosphorus. To incorporate Fe/C and Fe/Fe3C microelectrochemical cells, materials were also modified by the addition of metallic iron during the preparation process. Addition of more iron increased the Brunauer, Emmett, and Teller surface area and average pore diameter while decreasing the packing density and acid and alkali solubility. Examination using X-ray diffraction and X-ray fluorescence revealed that metallic iron modification also increased the abundance of Fe3C and FeC8 particles and electrochemical effects. Time required to reach adsorption equilibrium decreased with addition of iron. Ammonia nitrogen and phosphorus adsorption isotherms and kinetics for each ceramsite composition followed the Langmuir isotherm model in a similar second-order manner with respect to the amount of iron. Results provide useful information for preparing ceramsites with enhanced nitrogen and phosphorus adsorption capacity and thus improved biofilter efficiency.
Introduction
Ceramsite is an important filter material used in wastewater treatment. It is typically prepared from nonrenewable resources including shale rock (Hartman and Trnka, 2007; Belviso, 2009). Interestingly, preparation of ceramsite from coal ash instead of shale results in a product with improved performance (Merino et al., 2007; Zimmer and Bergmann, 2007), durability, tensile strength, and resistance to acid and alkali erosion (Tong et al., 2009; Wang et al., 2009). This provides a prospective pathway for coal ash utilization. To increase the adsorptive capacity of coal ash ceramsite, Tong et al. (2009) used an organic pore-forming material to prepare a highly porous ceramsite with low packing density and large surface area. Chen and Lin (2007) utilized acid and alkali treatments and nanomaterials to improve the ammonia adsorption capacity of coal ash ceramsite. Gao et al. (2009) coated the surface of coal ash ceramsite with accelerating agents such as FeCl3 to obtain a large increase in the biochemical reaction rate.
Earlier studies have demonstrated that when iron particles and carbon are placed in water, they generate galvanic cell electrolysis reactions (Loyo et al., 2008). Iron briquettes, Fe nanoparticles, and Fe sponge have been employed to treat wastewater using this battery effect (Shen et al., 2009; Zhao et al., 2009). However, only a small portion of the available literature has been concerned with coal ash ceramsites exhibiting a Fe/C and Fe/Fe3C microelectrochemical effect resulting from the addition of metallic iron. To date, there have been no reported measurements of the nitrogen and phosphorous adsorption by iron-modified coal ash ceramsites.
During the sintering process, pore-creating materials are usually added to ensure formation of an interior micrometer- or nanometer-scale pore structure, which increases the Brunauer, Emmett, and Teller (BET) surface area and improves the pollutant adsorption capacity (Ismail et al., 2007). Coal powder and synthetic organic compounds with burn-off temperatures of 400°C–800°C are popular pore-creating materials (Hartman et al., 2009). As both are nonrenewable resources, a low-cost and easily obtainable alternative pore-forming material is desirable.
Sawdust is the main byproduct of timber processing, accounting for ∼8%–12% of each log processed (Salehi et al., 2009). Sawdust is often used as a fuel, land improvement material, feed additive, and growth medium for edible fungi. However, the utilization of sawdust lags behind production (Fuwape et al., 2007; Salehi et al., 2009). Salehi et al. (2009) reported that at high sintering temperatures the lignin and cellulose in sawdust were converted into a carbonaceous material rich in pores, which could be used as a cellular material. However, of available literatures, there have been no papers discussing the use of sawdust as a pore-creating material when sintering coal ash ceramsite.
We prepared coal ash ceramsite materials displaying electrochemical effects by adding metallic iron, sawdust, and clinoptilolite to clay and CaCO3, pelletizing, and sintering. The BET surface area, packing density, pore size, resistance to acid and alkali degradation, and N and P adsorption characteristics were also investigated. The results provide a new means of using coal ash and sawdust waste in biofilter applications.
Materials and Methods
Raw material
Three ceramsite compositions were prepared using 46%–49% of 300–400-mm mesh raw coal ash and 1%–4% of 180–200-mm mesh metallic iron. Ceramsite mixture 1 contained 49% coal ash and 1% iron, mixture 2 contained 48% coal ash and 2% iron, and mixture 3 contained 46% ash and 4% iron. The composition of ceramsite mixtures 1–3 is given in Table 1. The chemical composition of raw coal ash is given in Table 2.
Prilling and sintering
The materials were thoroughly mixed and formed into 8-mm-diameter spherical granules. The granules were placed in a muffle furnace at a temperature of 100°C for 60 min. The temperature was then increased to 900°C for 60 min to ensure combustion and decomposition of the binder and to form micrometer- and nanometer-sized pores in the interior. The temperature was increased to 1,050°C for 7 h to prevent glazing of the ceramsite surface and fusing of the interior pores, followed by natural cooling to room temperature over 12 h. The resulting granules were stored in a vacuum desiccator for future analysis.
Analytical methods
The BET surface area and pore diameter were calculated from N2 adsorption and desorption measurements obtained using an ASAP 2010 apparatus. The elemental composition was determined using X-ray fluorescence spectroscopy (ARL ADVANTXP; Thermo Electron Corporation).
Loss of material due to mechanical effects was measured using a magnetic stirring apparatus (model number 78-1) to simulate the forces involved in handling and operation. The samples were dried at 105°C to constant weight and placed in two 1,000-mL breakers. A 400 mL volume of water was added to each beaker and the beakers were placed on the magnetic stirrer and stirred for 1 h. The samples were then washed and dried at 105°C to constant weight. The weight after treatment was compared with the initial weight to determine the amount of sample erosion. Three trials were performed for each sample.
Resistance to acid and alkali exposure was evaluated by weighing the samples before and after soaking in 1% solutions of HCl or NaOH for 24 h. Again, each sample was tested in triplicate.
Concentrations of ammonia nitrogen (NH3-N) were determined using the Nessler's reagent spectrophotometric method with a Unico spectrophotometer (model UV-2102PCS) at a wavelength of 540 nm. Total phosphorus (TP) was determined using the molybdenum blue method with an ultraviolet spectrophotometer (UV754N) at a wavelength of 254 nm. NH4Cl and KH2PO4 were of analytical reagent grade. The aforementioned parameters were measured according to the Standard Method for Examination of Water and Wastewater (Standard Method for the Examination of Water and Wastewater Editorial Board, 1993). Soil mineral contents were analyzed using X-ray diffraction (DMAX-2400; Rigaku Company).
The nitrogen adsorption capacity was determined according to the following process: A standard NH3-N wastewater sample was prepared with a NH3-N concentration of 20 mg L−1 and pH of 6.5–7.5. Ceramsite samples weighing 1 g were placed in conical flasks containing 100 mL of the standard solution. The flasks were placed on a shaker oscillating at 150 r min−1 at a temperature of 25°C for 10, 20, 30, 40, 60, 90, 120, 150, 180, 210, and 240 min for various samples. At the end of incubation, the concentration of ammonia in the supernatant was determined and the amount of adsorbed ammonia was calculated from the difference between the initial and final concentrations. Each sample was analyzed in triplicate.
NH3-N adsorption isotherms were measured by adding 100 mL of NH4Cl solution to 10 conical flasks at concentrations of 10, 20, 30, 40, 60, 90, 120, 150, 180, or 210 mg L−1, along with 2 g samples of ceramsite 1. An additional 100 mL of NH4Cl solution was added to each flask with 2 g of ceramsite 2. The flasks were equilibrated in an oscillating constant temperature chamber for 4 h and the concentration of NH3-N remaining in solution was measured. The trials were repeated three times for each sample.
The phosphorus adsorption capacity was determined by measuring the reduction in P concentration in standard NH3-N wastewater containing an initial P concentration of 5 mg L−1 and pH of 7.0–7.5. A 100 mL aliquot of the standard solution was placed in each of two conical flasks. Samples of ceramsite weighing 1 g were added to each flask and the flasks were placed on a shaker table at 150 r min−1 at a temperature of 25°C for 10, 20, 30, 60, 90, 120, 150, 180, 210, 240, 270, and 300 min for various samples. Following incubation the TP concentration in the solution was determined. Three replicates were performed for each sample.
Phosphorus adsorption isotherms were measured by adding 100 mL of KH2PO4 solution to 10 conical flasks at concentrations of 2.5, 5, 10, 20, 30, 50, 100, 200, or 300 mg L−1, along with 1 g samples of ceramsites 1–3. The flasks were equilibrated in an oscillating constant temperature chamber for 8 h, the solutions were filtered, and the phosphorus concentration was measured. The trials were repeated three times for each sample.
Results and Discussion
Element composition
The element compositions of the ceramsite samples are listed in Table 3. The SiO2 and Al2O3 fractions act as a support framework during sintering. The SiO2/Al2O3 ratio provides an index of the adsorption activity of the ceramsite (Xu et al., 2008a). The SiO2/Al2O3 ratios of the three samples described in this work are quite similar (Table 3). The FeO, MgO, and CaO in the ceramsites act as fusing agents and provide an important indication of the nitrogen and phosphorus removal capacity (Xu et al., 2008a, 2008b). The oxide amounts reflect the relative abundances of Mg, Ca, and Fe in the raw materials, with the amounts of MgO and CaO decreasing with addition of metallic iron and the amount of FeO increasing.
Mineral composition
X-ray diffraction analysis indicated that there were large amounts of Fe3C and amorphous carbon in the three ceramsite materials. The large addition of metallic iron resulted in great amounts of Fe3C (Fig. 1). From this, we inferred that the following reactions occurred during the sintering process:
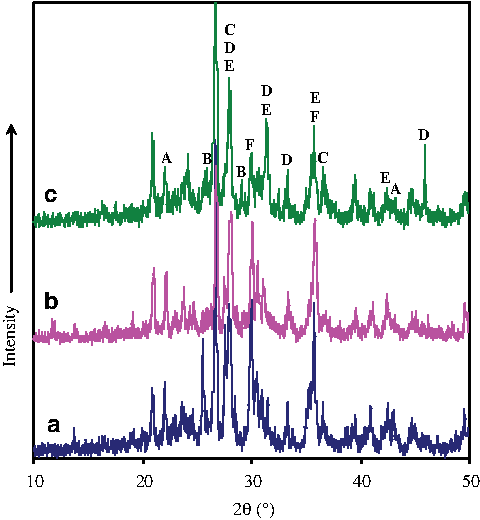
X-ray diffraction results of ceramsites
(1) Sawdust
(2) Fe2O3, FeO, and metallic iron conversion to Fe3C
In addition, FeC8 clusters were observed in all three ceramsites. The amount increased with increasing metallic iron content (Fig. 1), suggesting that the following reaction also occurs:
Interestingly, obvious graphite diffraction peaks were observed at 2θ angles of 26° (Fig. 1). Although numerous investigators have reported that the temperature at which amorphous carbon is transformed into graphite is above 2,000°C (Huo et al., 2005), Inagaki et al. (1998) reported that graphite was formed around Fe particles at 1,000°C during a mixed Fe2O3/polyvinylchloride sintering process. FeC n clusters are typically associated with graphite embedded in metallic iron (or Fe3C) (Huo et al., 2005), and we presumed that, in our study, graphite generation from amorphous carbon at a temperature of 1,050°C was related to the presence of FeC8 clusters.
Packing density
The density of metallic iron (7.9 g cm−3) is much greater than that of coal ash (1.6 g cm−3), suggesting that adding metallic iron should result in a higher density finished material. Surprisingly, in our study, the packing densities for ceramsites 1–3 decreased with increasing amounts of added metallic iron (Table 4). Earlier researchers noted that metallic iron could react with carbon to generate Fe3C and CO2 (Gutsey and Mochena, 2004; Loyo et al., 2008; Shen et al., 2009):
BET, Brunauer, Emmett, and Teller.
The CO2 product could diffuse or expand through the interior of the ceramsite particles, reducing the packing density. It should be pointed that the packing densities of the ceramsites in our study were only 50% of traditional lightweight coal ash ceramsite (1.3 g cm−3) (Chen and Lin, 2007; Tong et al., 2009), and ceramsite materials made with metallic iron and coal ash can reduce the amount of material required per unit volume in biofilters, resulting in cost saving and increased effective volume (Ismail, 2007).
BET surface area
The BET surface areas of the coal ash ceramsites increased 3% as the amount of added metallic iron in ceramsites was doubled (Table 4). This is due to the fact that metallic iron could react with carbon to generate Fe3C and CO2 (Gutsey and Mochena, 2004; Loyo et al., 2008), causing strong pore-creating effect and large surface areas. As measured, the surface areas of our coal ash ceramsites were 6.2–6.6 m2 g−1 (Table 4), which were ∼1.5–1.6 times greater than simple shale ceramsite (4.1 m2 g−1) (Tong et al., 2009). Earlier scholars noted that large surface areas could provide more adsorption sites (Hartman et al., 2009), and therefore, the coal ash ceramsite possesses a greater number of adsorption sites.
Material loss due to mechanical effects
During the transportation, filling, and recovery processes, ceramsites are subjected to various exogenic actions such as shearing forces of water, gravity, and interparticle abrasion, causing the formation of small particles (Hartman and Trnka, 2007). These small particles easily agglomerate and may lead to filter clogging. The coal ash ceramsites experienced material losses of 2.9%–3.0% during mechanical testing, slightly less than traditional lightweight coal ash ceramsite (3.0%–5.0%). Thus, our prepared ceramsites are capable of withstanding mechanical stresses in biofilter applications.
Acidic and alkaline corrosion
As measured, the acidic and alkaline corrosion percentages of coal ash ceramsites were 2.1%–2.5% and 0.6%–0.8%, respectively (Table 4). This is because the CaCO3 added as a pore-forming material can react with clinoptilolite and SiO2 to generate calcium silicate. In addition, metallic iron and Fe3C are soluble in acidic solution (Gu et al., 2006). The acidic _corrosion percentages of the three prepared ceramsites (2.1%–2.5%) were less than the erosion observed in simple shale rock ceramsite (2.7%) (Tong et al., 2009). The alkaline corrosion percentages of the three prepared ceramsites (0.6%–0.8%) were also much less than traditional lightweight coal ash ceramsite (1.4%) (Tong et al., 2009). Thus, it can be concluded that three prepared coal ash ceramsites have a characteristic of the resistance to corrosion of acid and alkali.
Pore diameter
The pore diameter of ceramsites is usually stated as the most probable pore diameter, that is, the pore diameter corresponding to the maximum pore differential volume (Tong et al., 2009). The most probable pore diameters of the three ceramsites were in the range of 2–50 nm (95%; Fig. 2). Moreover, adding more iron in ceramsites resulted in a greater pore volume in the range of 2–50 nm. Chen and Lin (2007) reported that pores with diameters in the range of 2–50 nm adsorbed N and P more strongly than larger pores. Thus, it can be concluded that the three prepared coal ash ceramsites have a characteristic of strong N and P adsorption.
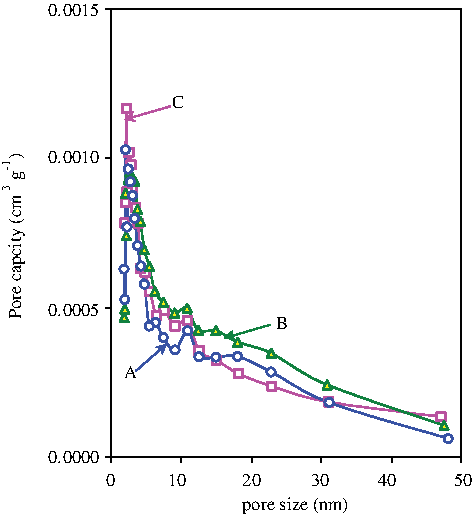
Pore capacity and size of ceramsites (A, ceramsite 1; B, ceramsite 2; C, ceramsite 3).
Interior structure
Earlier studies found that surface features and interior connectivity are good indicators of adsorption ability in ceramsites (Hartman and Trnka, 2007). As shown in Fig. 3, all of the three ceramsites had rough surfaces, abundant internal cavities, and good connectivity between the cavities and thus had a characteristic of strong adsorption to pollutants.
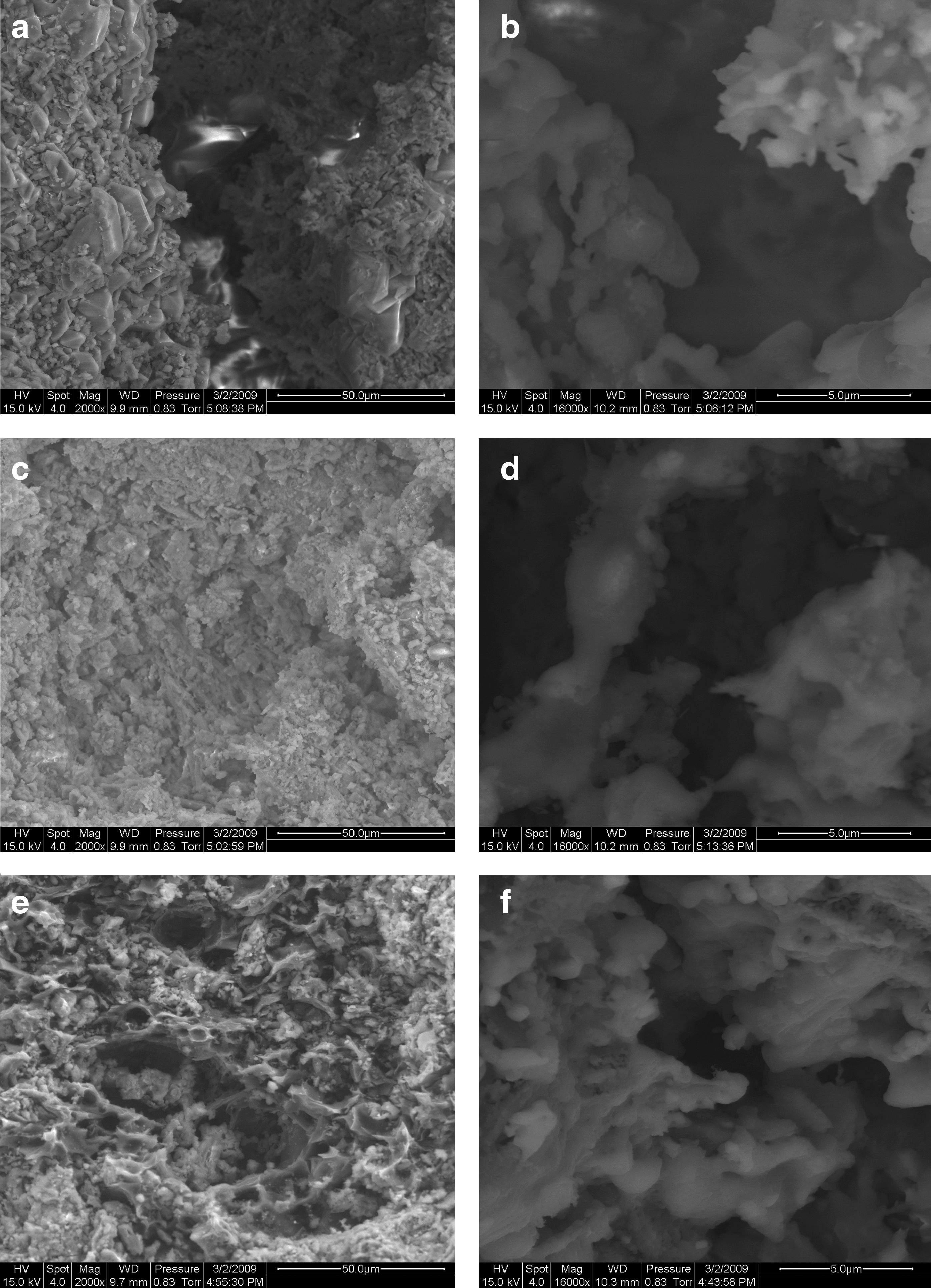
SEM photographs of ceramsites:
NH3-N adsorptive process and isotherms
Previous reports noted that adsorption on solids tends to exhibit a behavior similar to McKay's second-order function with time (Ozacar, 2003; Kostura et al., 2005):
where Qt is the amount adsorbed in mg g−1, t is the adsorption time in minutes, k1 is a constant with units of g mg−1 min−1, and Qe is the amount adsorbed at equilibrium in mg g−1.
The adsorption of N by the three ceramsites followed the McKay function, as did natural shale ceramsites (Ozacar, 2003; Kostura et al., 2005). Further, the coefficient of the adsorption function increased with increasing added iron (Fig. 4a). The equilibration time decreased from 90 to 60 min as the amount of iron was increased from 1% to 2%, but it was the same for ceramsites containing 2% and 4% iron (Fig. 4a).
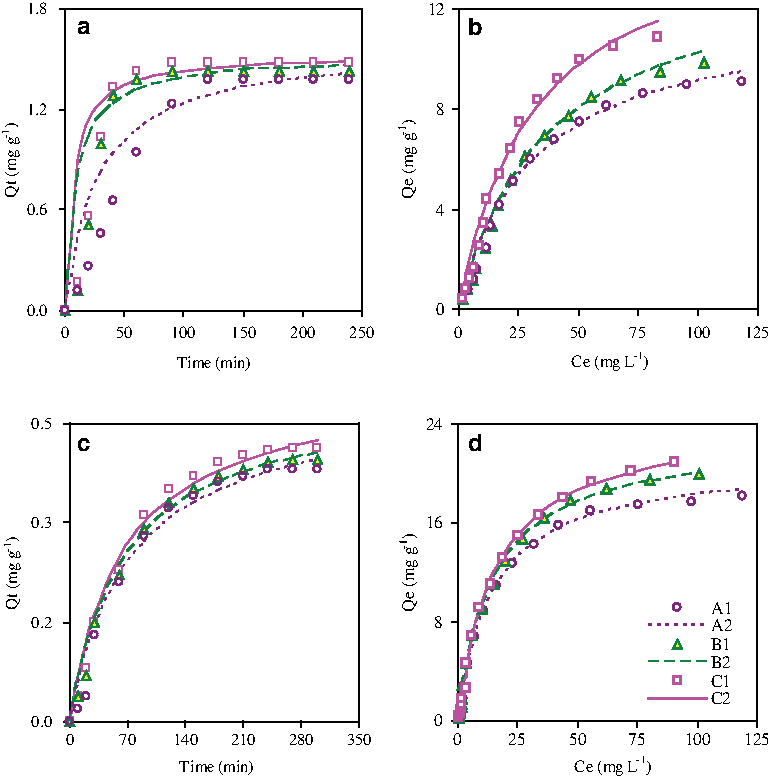
Adsorption process and isotherms of NH3-N and P for ceramsites:
Adsorption of aqueous pollutants by solid adsorbents may be evaluated using the Langmuir isotherm model (Ozacar, 2003; Kostura et al., 2005):
where Qm is the theoretical amount required for adsorption saturation in mg g−1, Ce is the solution concentration at equilibrium in mg L−1, b is a constant, bQm is the maximum capacity of the solute in a solid–liquid system, and Qe is the amount adsorbed at equilibrium in mg g−1.
In the initial stages of the adsorption process, the amount of adsorbed NH3-N rapidly increased from 8.6 to 9.1 to 10.0 mg L−1 as the NH3-N equilibrium concentration decreased from 77 to 68 to 51 mg L−1. Following this period, the rate of adsorption gradually slowed until the process reached an equilibrium state (Fig. 4b). The corresponding Langmuir adsorption parameters are listed in Table 5. The theoretical nitrogen saturation amount increased with increasing iron content because of the larger BET surface area providing more adsorption sites (Tong et al., 2009). In addition, there was an electric potential difference between the Fe3C and metallic iron components. When ceramsites containing Fe3C and metallic iron were placed in water, the metallic iron acted as an anode with respect to the Fe3C cathode. A large number of Fe/Fe3C primary cells were thus generated in water (Loyo et al., 2008; Shen et al., 2009).
The anode half-reaction for the process is described by
At the cathode, the reaction is
It has been reported that [Fe2+] anodes in micro- and macro-primary batteries are capable of performing oxidation reactions (Gu et al., 2006). Similarly, the hydrogen cathode is capable of reduction reactions, such as the conversion of NO3− and NO2− to N2 under weakly alkaline conditions (Siantar et al., 1996; Gu et al., 2006; Sunger and Bose, 2009). This may be another reason for the high NH3-N adsorption capacity displayed by ceramsites synthesized from coal ash and iron. Metallic iron can react with Fe3C in weak acidic condition to generate NO3−. It can also promote nitration and conversion of positive electrode of primary battery to NH3-N. In addition, FeC8 cluster in coal ash ceramsites existed mainly as graphitic carbon encapsulating Fe or Fe3C. Graphite has a characteristic of good conductibility. It can form macro-primary battery with Fe and promote the change of NO3− to NH3 (Inagaki et al., 1998; Shen et al., 2009).
TP adsorptive function and isotherms
The three ceramsite compositions displayed similar phosphorus adsorption characteristics. The equilibration times were ∼210 min (Fig. 4c). At the start of the adsorption process, the amount of adsorbed P rapidly increased from 17.5 to 18.8 to 19.4 mg L−1 as the P concentration decreased from 75 to 68 to 56 mg L−1. The rate of adsorption then slowed until equilibrium (Fig. 4b). The Langmuir adsorption isotherm parameters are listed in Table 5. The theoretical saturation amount of P increased with increasing iron content. The maximum levels were ∼3.6–4.2 times that of shale rock ceramsites (5.9 mg g−1) and 2.3–2.7 times that of sponge iron (Tong et al., 2009). Zhu (1997) reported that reactions between CaO, MgO, or FeO and PO43− were the primary mechanism for P adsorption in ceramsites. However, the total content of CaO, MgO, and FeO in the three ceramsites in our study were similar (Table 3). The small differences make it difficult to explain the variations in adsorption capacity as high as 32%. In aerobic environments, Fe/C can undergo reactions such as
The Fe2+ and Fe3+ generated in these reactions can further react to form Fe(OH)2 and Fe(OH)3. These two products can precipitate phosphorus and comprise a competing mechanism for P removal by ceramsites (Zhu, 1997).
Conclusions
Ceramsite materials were prepared by the addition of metallic iron to obtain a Fe/C and Fe/Fe3C microelectrochemical effect. The NH3-N and phosphorus adsorption isotherms and kinetics for each ceramsite composition followed the Langmuir isotherm model in a similar second-order manner with respect to the amount of iron. Addition of more iron increased the BET surface area and average pore diameter while decreasing the packing density and acid and alkali solubility and thus caused more potential for application in biofilters.
Footnotes
Acknowledgments
This study was funded by the Commonwealth Scientific Research Plan Projects of the Ministry of Water Resources (No. 200801048), Fok Ying Tung Education Foundation, Special Foundation of Beijing Education Committee, and the National Key Technology R&D Program of China (No. 2006BAD01B08).
Author Disclosure Statement
No competing financial interests exist.