
Abstract
Abstract
An accelerated carbonation pretreatment of municipal solid waste incineration (MSWI) fly ash was investigated for the efficiency of both heavy metal solidification and chloride release in MSWI fly ash. Carbonation was performed with a liquid-to-solid ratio of 5, 10, or 20, during which carbon dioxide was used as the acidic agent. Other properties that were evaluated were the clinker composition, compression strength of the clinker, and setting time of the clinker. Results indicated that the carbonation process was highly efficient for the release of chloride and that the process had a high efficiency for amphoteric heavy metals (Cu, Zn, Pb, and Cd) solidified in the fly ash. The leached amount of Pb, Cu, and Zn in the wastewater effluent after the carbonation process was reduced to 20, 110, and 470 mg/kg compared with the amounts in the wastewater effluent after the single washing process. Major components of ordinary Portland cement (OPC) clinkers are present in the produced clinkers. The properties of the clinker after the addition of the carbonated MSWI fly ash have no obvious changes compared with OPC. Compared with other technologies, this method is helpful in the utilization of MSWI fly ash and to save raw materials in the production of cement.
Introduction
Using cement kilns to treat MSWI ash may be an alternative treatment method. The main components of fly ash are silicate, calcium, and aluminium, and the pozzolanic properties of these compounds make them suitable as cement raw materials (Appendix Fig. A2 shows the major composition of MSWI fly ash in China) (Rémond et al., 2002). Incineration ash and residues are usually used as admixture to make concrete (Pera et al., 1997; Collivignarelli and Sorlini, 2002; Rémond et al., 2002), or used as a cement raw material to make clinker (Ampadu and Torii, 2001; Kikuchi, 2001; Shih et al., 2003; Saikia et al., 2007). MSWI fly ash will bring heavy metals and chloride to the cement production. Appendix Fig. A3a shows the heavy metal content in MSWI fly ash in China. The properties of the clinkers and cement after the additions of Cd, Pb, and Zn to cement raw material have been studied (Murat and Sorrentino, 1996). However, the chlorine content is usually high in MSWI fly ash (10%–20% w/w) and is hundreds of times of the chloride content limit (0.015% w/w; see Appendix Fig. A3b) for the raw materials of cement. The high chlorine content has an impact on the safety of the operation and the quality of the clinker, as a high chloride content will cause an increase in porosity of the concrete and decrease its strength (Kikuchi, 2001), and the chloride compounds are also deposited on parts of the exhaust ducts and fans, causing corrosion and clogging problems (Kikuchi, 2001; Long et al., 2005). Until now, less attention has been paid to developing a comprehensive method for the simultaneous extraction of chloride and retention of heavy metals in the MSWI fly ash.
This article investigated a combined acceleration treatment of MSWI fly ash and subsequent clinker production on a laboratory scale. First, the feasibility of the carbonation process for a high CaO content fly ash was studied by using CO2 to simultaneously reduce the chloride content in the fly ash to acceptable levels and stabilize amphoteric heavy metals in the fly ash; subsequently, the carbonated MSWI fly ash was used to produce clinker.
Materials and Methods
Material
The fly ash was obtained from an MSWI facility located in Mudu of Suzhou, China. The plant began to operate in 2006 with a capacity of 1000 tonnes per day and produces electric power (12,000 kW). The plant uses a grate furnace (SEGHERS) and is equipped with an air pollution control system that consists of a semi-dry flue gas cleaning tower, an active carbon absorption reactor, and a bag filter. The flue gas and dioxin emission standard complies with Eu I and Eu II respectively.
The major elements of the sample were examined by X-ray Fluorescence (XRF-1700; Shimadzu Corporation), and the heavy metals were determined by Inductively Coupled Plasma-Atomic Emission Spectrometry (ICP-AES, PRODIGY Type; Thermo Electron Co., Ltd) after an HF/HClO4/HNO3 digestion (Li et al., 2004; Liu et al., 2005). The corresponding data of the sample are shown in Table 1.
Methods
Carbonation experiments were performed at room temperature by mixing dried ash (20 g) and water at a certain liquid-to-solid (L/S) ratio (w/w) (5, 10, and 20, respectively) in the reactor. The MSWI fly ash was first dried at 105°C for 24 h to reach a constant weight to prevent the small amount of water content in the fly ash from having an effect on the carbonation process. The chamber was sealed to prevent the air from affecting the results, and three small holes were made in the sealing device aimed at the introduction of CO2, the discharge of unused CO2, and for the pH analyzing meter, respectively. A CO2 stream with a purity of 99.99% was then bubbled into the mixer at a flow rate of 40 mL min−1, controlled by a mass flow controller (D07-7B), and samples were stirred using a magnetic stirrer at 120 rpm to increase the inter-reactions. The slurry was filtered through 0.45 μm membrane filters, the pH values were determined immediately, and the water effluent was then acidified with 10% nitric acid to pH<2 for the analysis of the heavy metals.
Results and Discussion
pH change with CO2 bubbling
Figure 1 shows the pH change of the mixture of fly ash and water during the carbonation process. First, the pH decreased very slowly. Many ions, including HCO3−, CO32–, OH−, and Ca2+, co-exist in the mixture, and OH−has the most important effect on the pH of the solution. Second, the pH decreased very quickly because of the depletion of Ca(OH)2, which was completely precipitated into CaCO3. Finally, the pH again decreased slowly and was controlled by the dissolution of CO2 and the generation of Ca(HCO3)2.
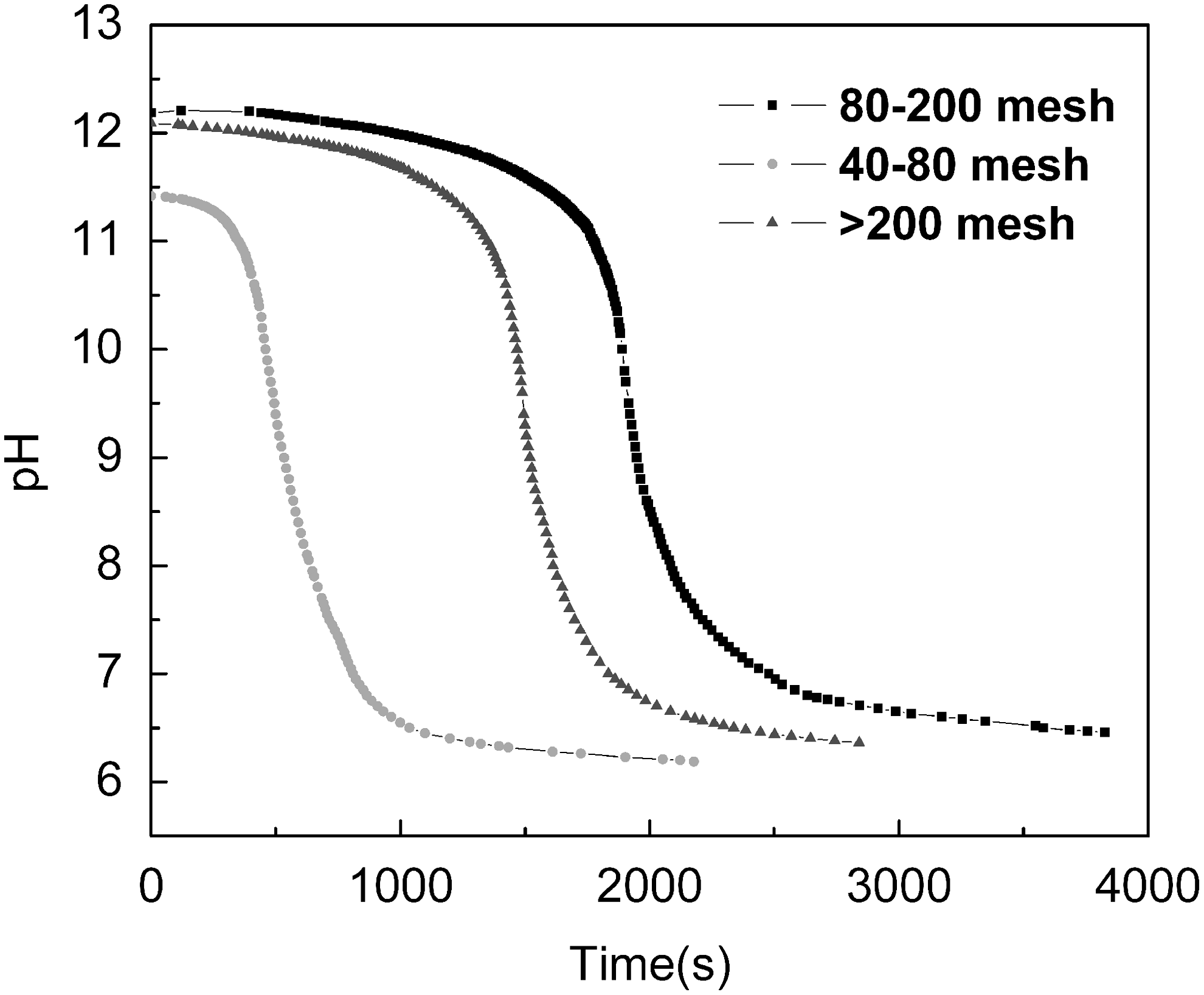
pH change with CO2 bubbling for three different particle sizes (L/S=150; CO2 flow rate=10 mL min−1; magnetic stirrer speed=120 rpm). L/S, liquid to solid.
Composition change
Table 2 compares the compositions of the MSWI fly ash before and after carbonation. The carbonated fly ash (CFA) is very similar in composition with the cement raw material used in Beijing cement plants. The Cl content in the un-carbonated fly ash (UFA) was 14.54%. In the CFA with pH of 10 and 7, the Cl content was reduced to 0.57% and 0.27%, respectively, and the reduced Cl entered into the water effluent as a soluble salt. This level is comparable to the Cl content in the raw material of cement (0.005%) after the substitution of raw material at a relatively low percentage.
CFA, carbonated fly ash; RM, raw material; UFA, un-carbonated fly ash.
Leaching of chloride and sulfate
The leaching of chloride and sulfate during the accelerated carbonation process was determined using ionic chromatography (Dionex, Co., Ltd). The leaching of Cl− is independent of the pH, relatively rapid, and not controlled by solubility limitations. The L/S has a significant effect on the release of Cl. At an L/S of 20, the released Cl accounts for 85%–90% of the total Cl in the fly ash (Appendix Fig. A4).
The leaching of sulfate also seemed to have no relationship to the pH but was greatly affected by the L/S. As the L/S increased, the leaching of sulfate also increased and accounted for 20%–25% of the total sulfate at an L/S of 20. The PHREEQC calculations show that the solutions were slightly undersaturated with anhydrite but were saturated with gypsum (Fig. 2). The saturation index (SI) is estimated to be −0.20 for anhydrite for the experiments with an L/S ratio of 10:1 L/S, and the calcium sulfate entered into the solution quickly but precipitated as gypsum. The solutions were supersaturated with regard to calcite and aragonite but were significantly undersaturated (SI=−8) with regard to portlandite.
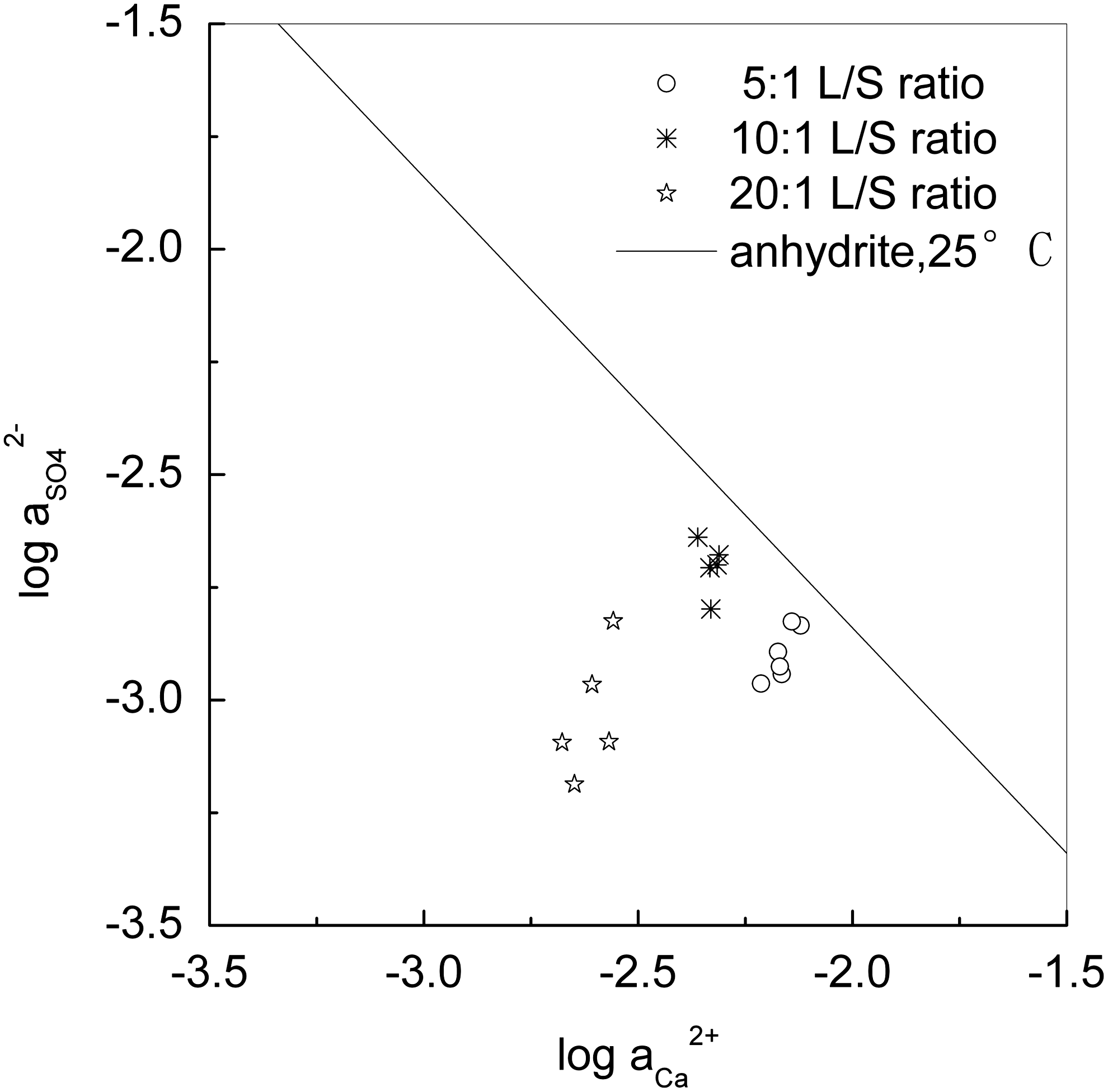
Common logarithm of the sulfate activity versus the calcium activity for all experiments. The solid line for anhydrite is also shown.
Retention of amphoteric heavy metals
Figure 3 presents the leached amounts of heavy metals in the water effluent from carbonations at different pHs. The fly ash reaches an initial pH of 12.3 when it contacts water for a very short time. The leached amount of the heavy metals at pH 12.3 is high up to 333.98, 17.35, and 19.62 g kg−1 for Pb, Cu, and Zn, respectively. After carbonation, the leached amount greatly decreases with the change of pH for most of the heavy metals, especially for Pb. The leached amount of Pb is lowered from 333.98 to 3.33 g kg−1 and 0.058 g kg−1 when the pH of the mixture decreases to 10 and 7, respectively. The carbonation process is also effective for Cu and Zn. When the pH of the mixture decreases from 12.3 to 9, the leached amount of Cu and Zn is reduced from 17.35 to 0.11 g kg−1 and from 19.62 to 0.47 g kg−1, respectively, in the solution (Appendix Table A1). Additionally, after the carbonation process, the concentration of Cd was lower than 0.01 mg L−1.
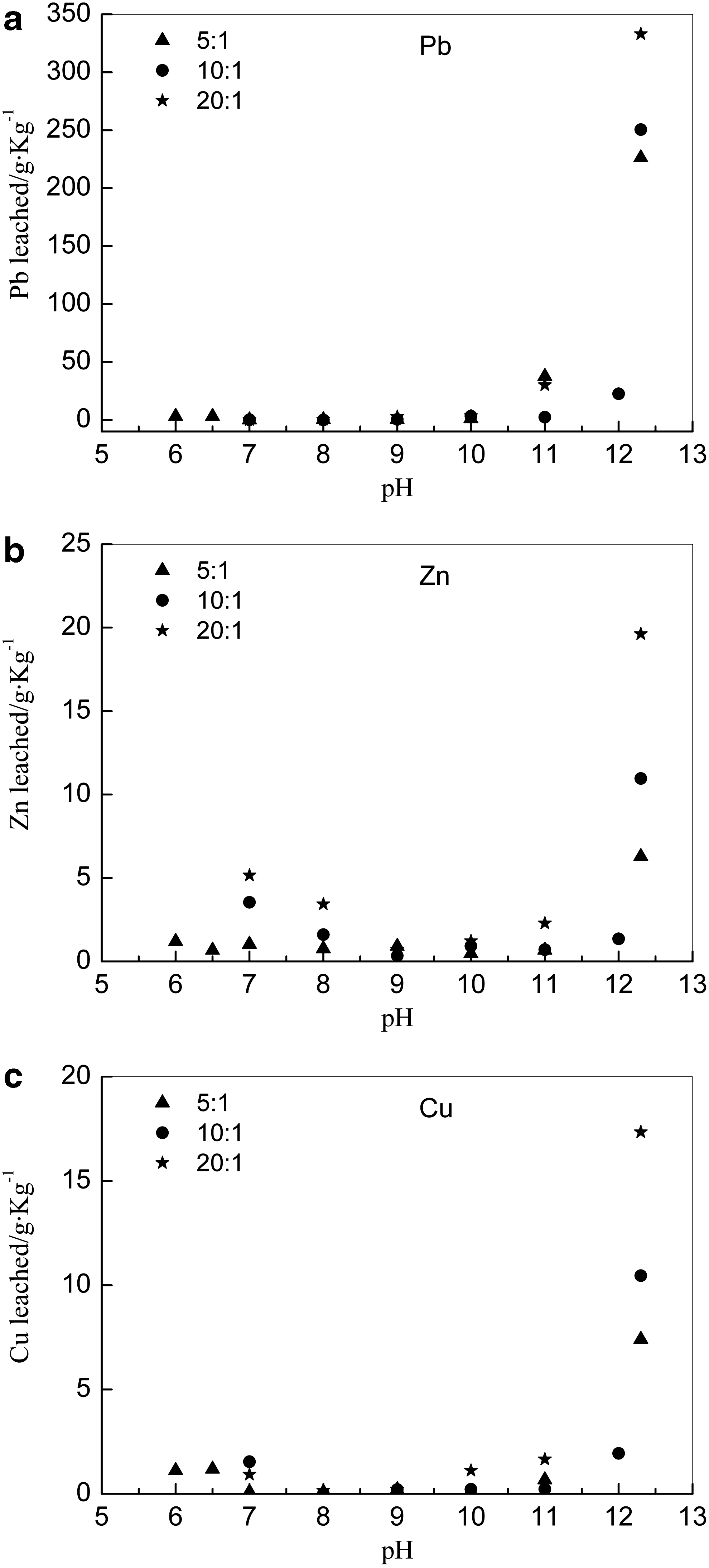
Amounts of heavy metals leached after the carbonation process (g kg−1):
Mineralogy of CFA
Figure 4 shows the major mineral compounds in the fly ash before and after carbonation identified by XRD (D/max-2500 diffractometer; Rigaku Co.) at 50 KeV and 200 mA from 10° to 100° at a scanning rate of 6° 2θ min−1. The soluble salts halite and sylvite were not identified in the CFA. Calcium hydroxychloride (CaClOH) was identified as a major chloride compound in the UFA, which was the intermediate phase of the reaction of CaO with HCl (Partanen et al., 2005). In the diffractogram of the CFA with pH 10, a very small amount of Ca(OH)2 was shown at about 18° and 34°, but the peaks were not marked in the diffractogram, as they were too weak. When the pH of the fly ash decreased, the CaClOH peaks in the diffractogram were substituted by CaCO3 peaks. The possible reactions may be due to the reaction of CaClOH with water first [Eq. (1)], then the carbonation of the hydrated products of CaClOH [Eq. (2)].
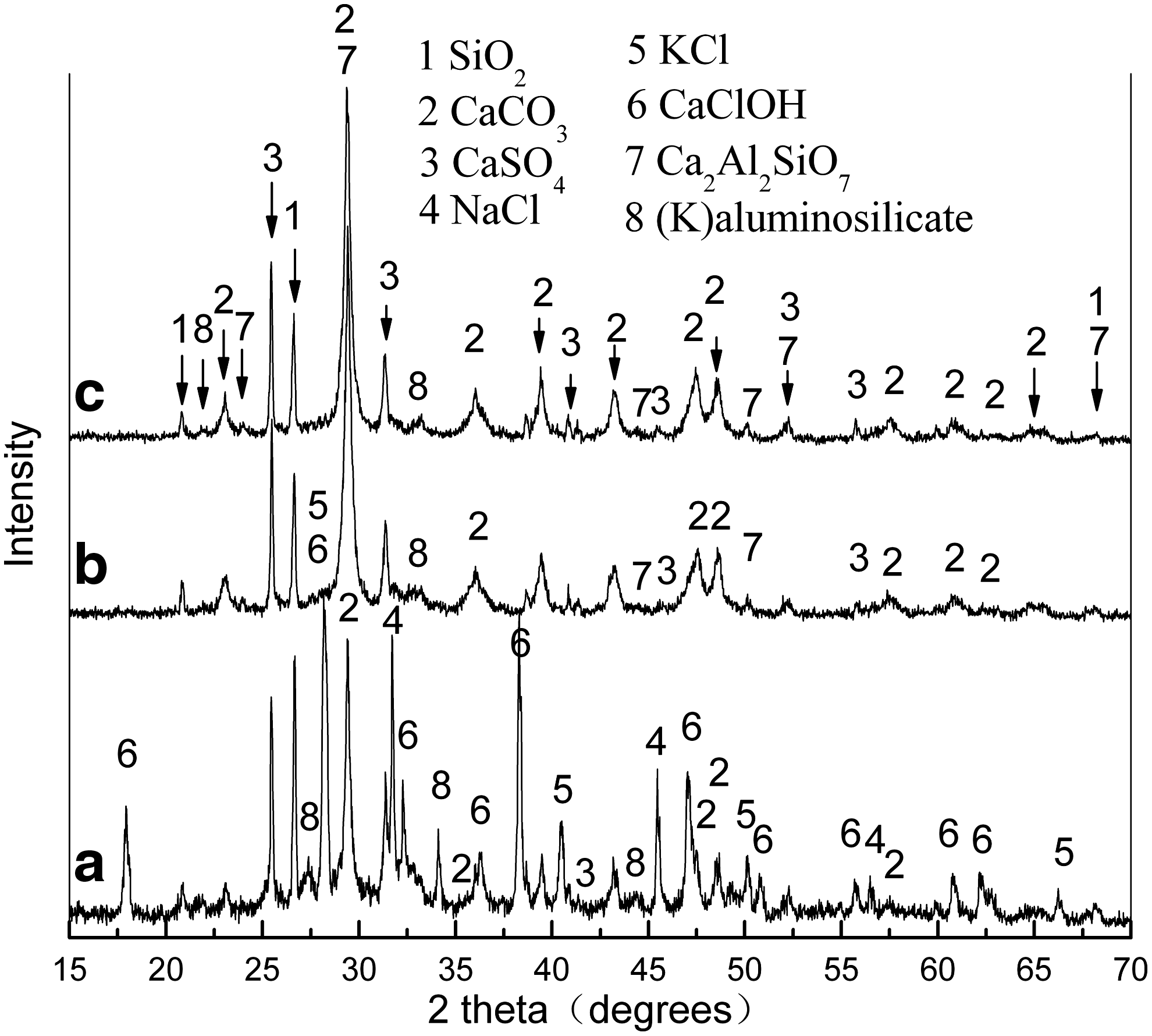
XRD diffractograms of the un-carbonated and carbonated fly ash produced at L/S of 10:
Thermal behavior of CFA
Figure 5 shows the thermogravimetric (TG) curve and differential thermal analysis (DTA) curve obtained for the CFA and the UFA. The ash samples were heated from 40°C to 1350°C at a heating rate of 30°C min−1 in an atmosphere of CO2 with a flow rate of 80 mL min−1. The sample increases in weight at ∼340°C because of the generation of CaCO3. When the temperature is increased further, the generated and pre-existing in the original fly ash begins to decompose. The weight loss between 600°C and 920°C for UFA was probably related to the decomposition of CaCO3 and a consequent weight loss of about 5%. A weight loss of 15% occurred between 1020°C and 1250°C, which was associated with decomposition of sulfate and the evaporation of NaCl and KCl (Bethanis et al., 1998; Mangialardi, 2003).
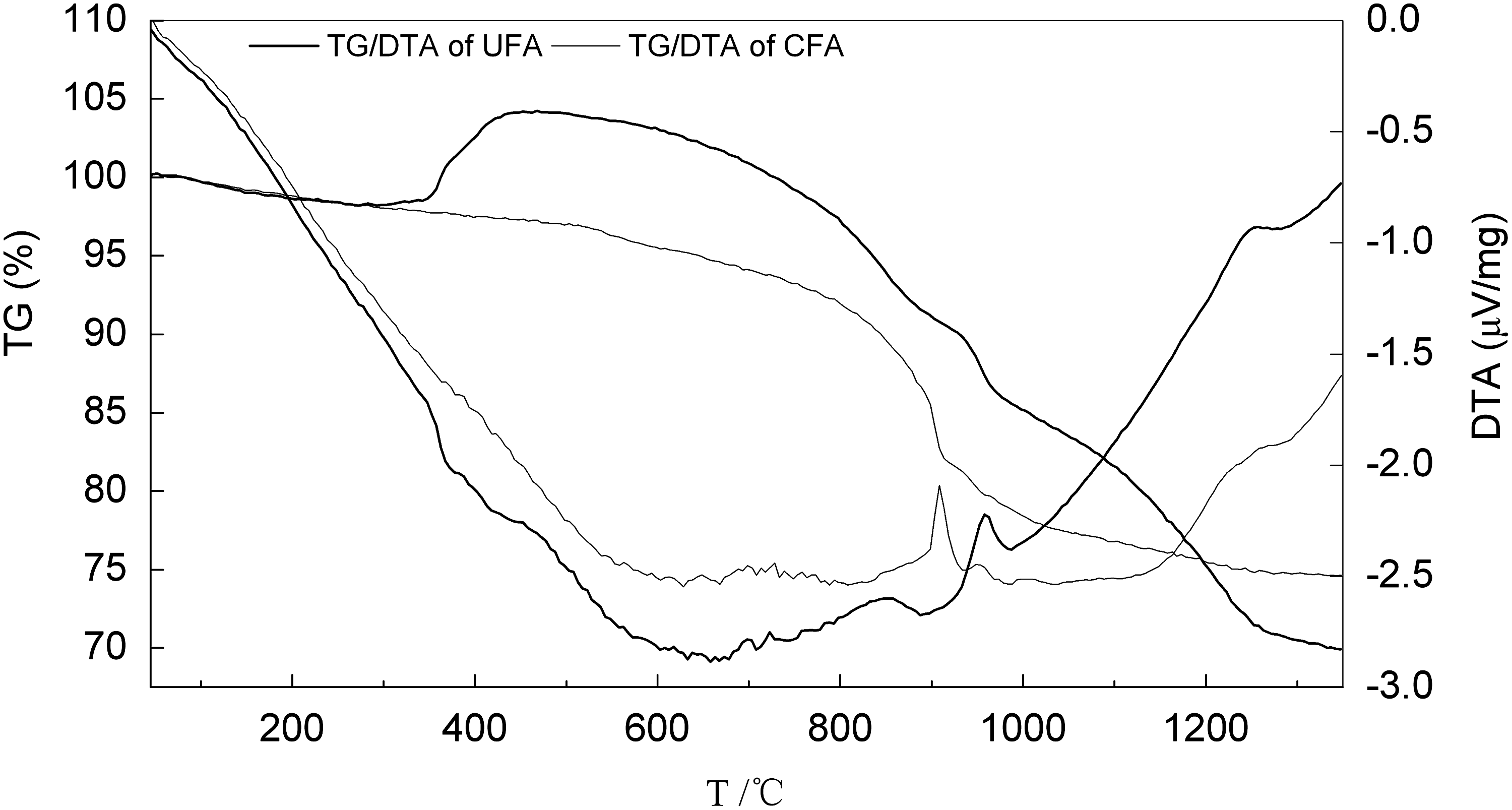
Thermogravimetric/differential thermal analysis (TG/DTA) curves of the un-carbonated and carbonated fly ash.
In contrast, the TG/DTG analyses of the CFA revealed the presence of a weight gain and three weight losses. The UFA does not show a significant weight loss after 907°C, because almost all of the NaCl and KCl and part of the anhydrite have dissolved into the water during the carbonation process. The DTA curves indicate the presence of a third endothermic effect at 1290°C, which corresponds to the melting of the sample.
Clinker properties
Figure 6a shows the main composition of the ordinary clinker and the CFA-added clinker. Figure 6b shows the compressive strengths for the ordinary mortar and the CFA-added mortar after (1, 7, and 28) days. Figure 6c shows the initial and final setting times for the ordinary mortar and the CFA-added mortar. The results show that incorporating the CFA into the clinker has no considerable effect on the main composition, the compressive strength, and the initial and final setting times.
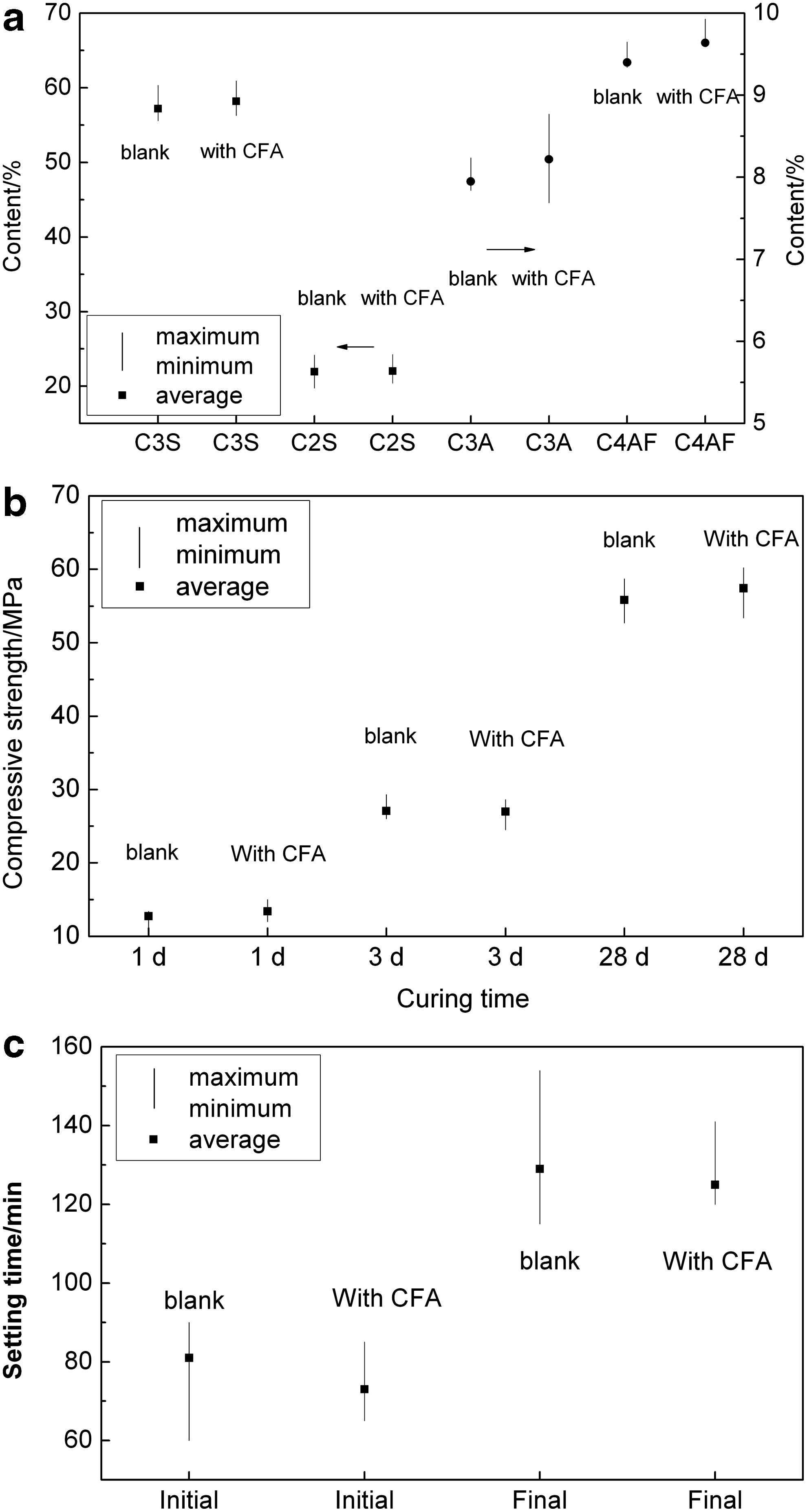
Properties of the clinker with and without the addition of carbonated fly ash.
Conclusions
The study investigates a carbonation process that treats MSWI fly ash. This process has the major advantage of removing chloride from the MSWI fly ash and at the same time not causing high concentrations of heavy metals in the effluents.
The carbonation process is effective in removing chloride from fly ash. When the pH of the fly ash is reduced from 12.3 to 7, the chloride in the fly ash is reduced from 14.54% to 0.27%. If the fly ash is used to substitute 1% of the cement raw material, the chloride content will increase only by 0.0027% without causing any side effects.
The results indicated that the carbonation process was highly efficient for both the release of chloride and the retention of amphoteric heavy metals (Cu, Zn, Pb, and Cd) in fly ash. The leached amount of Pb, Cu, and Zn in the wastewater effluent after the carbonation process was reduced to 20, 110, and 470 mg kg−1 compared with those in the wastewater effluent after the single washing process.
From the production and evaluation of the properties of cement clinkers, it is observed that incorporating ash into the clinker in a small ratio has no considerable effect on the main composition, compressive strengths, and the initial and final setting times. After a reasonable carbonation pretreatment, the MSWI fly ash can be used in the production of cement clinkers using a suitable substitution ratio.
Footnotes
Acknowledgment
Financial support by the National Science Foundation (Nos. 51108276 and 51077141) in China is acknowledged.
Author Disclosure Statement
No competing financial interests exist.