
Abstract
Microbial fermentation feed production is challenged by a low degree of automation and poor feed volume accuracy. To address this, we propose an intelligent feed control strategy based on a back-propagation neural network (BPNN) with adaptive genetic algorithm (AGA). Based on the technological characteristics of microbial fermentation processes, BPNN is used to establish a dynamic mathematical model of the fermentation process, and AGA is introduced to optimize the parameters of the dynamic BPNN feeding control model. Cell concentration is selected as the dominant variable in the process of lincomycin fermentation. Finally, the established AGA-BPNN intelligent feed control model is embedded in the ARM11 controller, the optimal feeding quantity is calculated, and the feeding execution is remotely controlled through the wireless transmission module. The simulation results show that the cell concentration under the control of AGA-BP feeding is increased by 8.62% compared with manual feeding control, and 4.55% higher than that of traditional BPNN model. Therefore, the AGA-BPNN-based methodology has higher feeding control accuracy, which helps fermentation achieve automated production, improves fermentation efficiency, and reduces production costs.
Introduction
One of the key issues in the optimization and control of the microbial fermentation process is the accuracy and real-time performance of process variable detection. Due to the limitation of hardware detection technology, the quality variables (such as cell concentration and product concentration) are difficult to detect in real-time, which leads to the practical application of advanced control algorithms and strategies in microbial fermentation.
The existing measurement method is to manually sample through the fermentation tank sampling valve for several hours and use biological instruments for offline analysis. The existing methods have disadvantages such as bacterial contamination and long measurement lag time. The essence of fermentation is the process of bacterial culture and microbial reproduction. The biological mechanism is complex and there are many influencing factors. The biological fermentation process is extremely complicated, nonlinear, and varies over time, making any uncertainty in the reaction process a serious issue. 1 -3 The traditional analytical mathematical model cannot meet the requirements of fermentation process control.
There are many fermentation processes in China's light industry that still require manual operation and management. Most of the manual control is based on the experience of the operators to manually adjust the fermentation process, which cannot achieve precise and real-time control. This affects the fermentation process level to a large extent, so it is necessary to study an intelligent control strategy instead of manual operation.
Presently, artificial intelligence (AI) control methods are widely used in various fields. Therefore, the combination of AI control methods and fermentation engineering has very important practical and theoretical significance. Real-time, precise control of the feed amount is key to the entire microbial fermentation process. Current feed control methods are roughly divided into with feedback control and without feedback controls. 4 Feeding without feedback control is to pre-set the flow of nutrients to be added. Feedback control feed is to detect a series of key variables in the fermentation reactor in real-time during the fermentation process, then calculate and analyze the current required feed amount based on these variables.
At present, the back-propagation algorithm is the most widely used neural network for prediction purposes in the process of fermentation. 5 Back-Propagation Neural Network (BPNN) simulates the operation of the human brain and uses processing units to replace neurons, and realizes control by storing relevant information in the processing unit. Literature 6,7 uses various BPNN monitoring and control methods to study the measurement of key bioprocess variables.
Gonzaga et al. 8 proposed ANN-based soft sensor model for real-time estimation of quality variables in industrial polymerization process, and Liu et al. 9 proposed a soft-sensor model based on ANN to predict the quality variables of the erythromycin fermentation process. Pisa et al. 10 proposed deployment of ANN-based soft sensor in which a Long-Short Term Memory (LSTM) network is used to generate predictions of nitrogen-derived components, specifically ammonium and total nitrogen. In Sun et al., 11 a soft sensor method combing the output recursive wavelet neural network (ORWNN) and the Gauss process regression was applied to predict total sugar content of the chlortetracycline fermentation tank. Osman and Li 12 proposed a soft sensor model based on stacked auto-encoders with NN to predict the key effluent parameters in wastewater treatment. Hongyi 13 presented a BPNN soft sensor model for the process of lysine fermentation.
However, BPNN is challenged by slow convergence speed, weak generalization ability, and low control accuracy when there are fewer training samples. Considering that there are fewer supplementary training samples in the actual fermentation process, to improve the degree of automation and control accuracy in the supplementary production process, the adaptive genetic algorithm (AGA) is used to optimize BPNN model parameters. The key biological variables of lincomycin fermentation process are predicted, which proves that the AGA-BPNN has high prediction accuracy. Finally, the proposed AGA-BPNN dynamic feeding control model is embedded into the ARM11 controller, the embedded system is used to calculate optimal feeding quantity, and a feeding execution module is remotely controlled through the wireless transmission module.
Materials and Method
INTELLIGENT FEEDING CONTROL STRATEGY
In this section, the detailed methodology of the intelligent feeding control is demonstrated, which mainly consists of the fundamental knowledge of neural networks and AGA algorithm.
BACK-PROPAGATION NEURAL NETWORK
BPNNs acquire their name from the simple processing units in the brain called neurons, which are interconnected by a network that transmits signals between them. The algorithm includes two processes of forwarding propagation and backpropagation. The model topology is divided into the input layer, hidden layer, and output layer. The set of features that we feed to the model is loaded into the input layer from external source like a comma-separated values (CSV) file. The hidden layer is the intermediate layer that does all the computations and extracts the features from the data. Then, the final output layer takes input from the preceding hidden layer and comes to a final prediction based on the model's learnings. BPNN 14 has strong system identification ability and nonlinear mapping ability—it can learn the mapping relationship between input variables and output variables well—so the BPNN control algorithm is used in this paper to construct an intelligent feed control model for the fermentation process.
Lincomycin was selected for the experiment, and batch fermentation was carried out. According to the consistent correlation method, three key input variables were screened out: motor speed, temperature, and pH value. Glucose, glycerol, and ammonia were the output variables, as shown in Fig. 1. The data in Table 1 are the sampling values of the input and output variables recorded during the fermentation process, which are used as training samples to train the neural network to establish a predictive model for input variables and feed quantities.
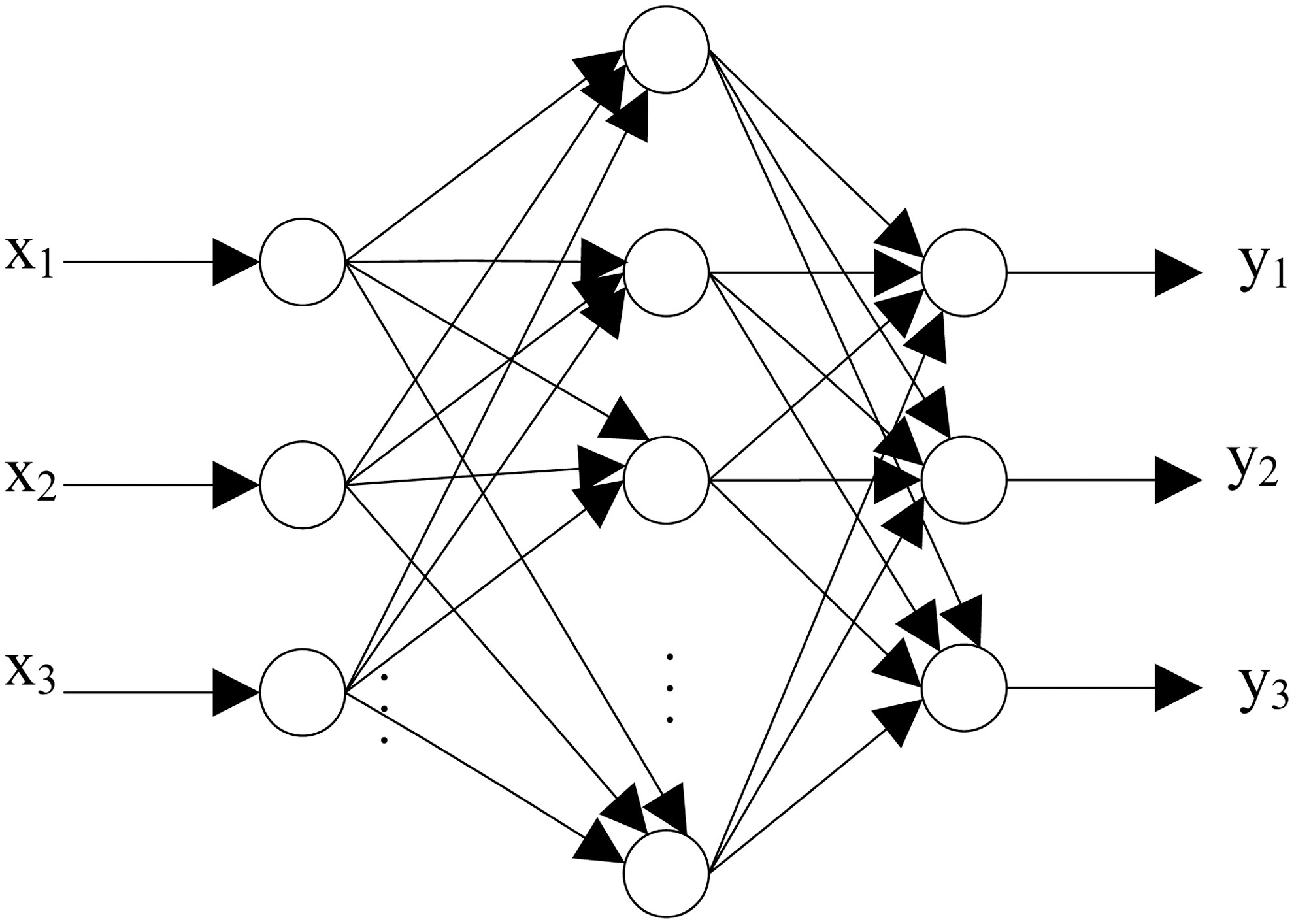
BP neural network model, where:
Sampling Values of Input and Output Variables
When the error of the neural network reaches the specified range, training is terminated. After the training, the neural network has mastered the relationship between the data, given a certain amount of input, and the corresponding feeding amount can be calculated to realize the feeding Intelligent Control. 15 BPNN has great advantages in solving nonlinear problems compared with other algorithms, but it can easily fall in the local optimum solution, which causes training failure, slow convergence, and poor stability due to the fewer training samples. In the process of controlling lincomycin fermentation feed, the optimization effect of the traditional cross-validation and differential evolution (DE) algorithm is not very significant, while the adaptive genetic algorithm can improve the convergence speed, generalization ability, and local optimization problems through network weights distribution.
AGA ALGORTHM DESCRIPTION
To improve the convergence speed and generalization ability of the BPNN network, and further improve the accuracy of the feed volume, the AGA optimization algorithm is used to optimize the weights of the BPNN model. The AGA is used to reduce the range of the solution space and eliminate the solutions with low fitness values. Then, the BPNN algorithm is further used to iteratively search in this small range of better space to find the optimal solution. Since the solution method used by BPNN not only converges slowly, but also tends to be limited to the local optimum, the so-called premature phenomenon occurs. The proposed algorithm based on AGA can effectively complement the advantages and disadvantages, which enhances the global search performance and improves the computational efficiency. 16 -18 The algorithmic description of AGA-BPNN is as follows:
Using binary coding, each connection weight is represented by a binary string.
19,20
Assuming that each weight value changes between the set ranges, the relationship between the actual value of each connection weight of the network and the representation value of the string is shown in Equation 1:
where, binreplace (t) is a binary integer composed of L-bit strings and
The number of individuals in the group represents the size of the group, and the group size directly affects the optimization effect. Although the group size is too small, the calculation speed can be increased, but the lack of diversity is insufficient to summarize the entire data characteristics and ultimately leads to inaccurate prediction results. However, too large a group will reduce computing speed. Therefore, the general group size is set between 20–100, which is determined according to different data characteristics.
To find the optimal solution in the group, the premise is to know the performance of each individual; that is the fitness of the individual in the group. Therefore, it is necessary to introduce a fitness function for calculation. According to the actual situation, the fitness function needs to be as simple as possible to reduce the complexity of the algorithm. The error function is used in the article to calculate the fitness of each individual. The greater the fitness value of the individual, the smaller the error. The specific expression is shown in Equation 2:
where, C is a constant; E represents an error function:  respectively represents the actual value and expected value of the
respectively represents the actual value and expected value of the
The adaptive genetic algorithm generally includes three operators, namely selection operator, crossover operator, and mutation operator. The principle and function of each operator are described in detail below:
Selection operator
The so-called selection operator is to select the better individual to be retained to the next generation according to the fitness value of the individual. The selection probability Ps corresponding to the individual with the fitness value Fl is:

where, N represents the size of the group. In the entire algorithm implementation process, the individual with the greatest adaptability will be automatically retained to the next generation and used as a new comparison standard.
Crossover operator
By applying the hybridization premise in nature to the genetic algorithm, that is, pairing by crossover probability Pc , crossover operation of two individuals exchanges part between the two bodies, thereby forming a new individual. The neural network algorithm combined in the article crosses the weights and thresholds, and finally generates new individuals.
Mutation operator
The mutation operator generally determines the local search ability of the algorithm. It perturbs or reverses the individual through the mutation probability Pm . Then, under the coding method described in the article, the implementation method of the mutation operator is to invert some bits in a binary number.
The crossover probability Pc
is used to judge whether two individuals need to cross. Its value affects the search effect. If Pc
is too large, it will destroy the solution with a larger fitness value. If Pc
is too small, it will affect the search process and reduce the running speed. The mutation probability Pm
is used to judge whether an individual needs mutation, and its value also affects the optimization result. If Pm
is too large, it will directly destroy some better individuals, and the optimal solution is easy to be ignored; If Pm
is too small, it will lead to new Individuals cannot be generated, so in order to solve the above-mentioned problems, Equations 4 and 5 are used to adjust Pc
and Pm
adaptively:
where, Fc
represents the larger fitness value of the two individuals to be crossed; Fm
represents the fitness value of the individual that needs to be mutated;
AGA-BPNN MODELLING PROCEDURE
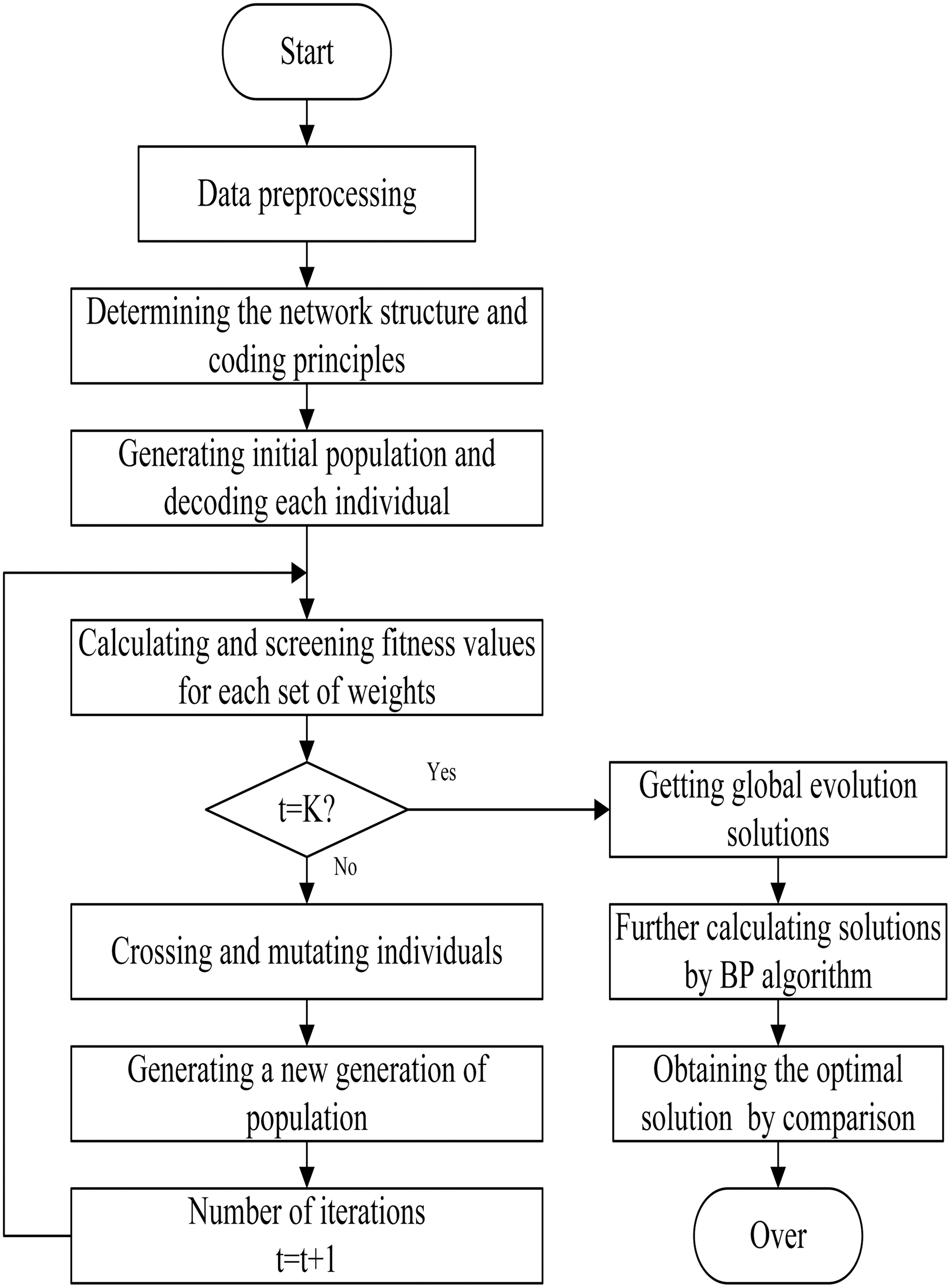
In this research, the training procedure of the AGA-BPNN was conducted on a laptop, with Intel Core i3-3110M CPU @2.40 GHz, 8 GB RAM. The software tools are Windows 10 pro, MATLAB R2018b, MathType, and Visio 2016, and the Rectified Linear Unit (ReLU) is used as an activation function in a BPNN. The adaptive genetic algorithm is used to optimize the important parameters of the BPNN model. Using the AGA algorithm to optimize the parameters of the BPNN intelligent feeding control model is actually using the strong global search of AGA and the local convergence of BPNN to complement each other. The AGA is used to narrow the search range of the optimal solution, and then the BPNN is used to continue to search for the optimal solution in this small range. The AGA optimization process for the BPNN network is shown in Fig. 2. The specific implementation steps are as follows:
Optimization process of adaptive genetic algorithm.
Preprocess the training dataset, determine the distribution range of each connection weight of the neural network, the coding length of each weight, and perform binary coding on weights according to Equation 1;
Generate an initial group N, perform binary decoding on each individual, and finally obtain N groups of network weights to form N networks and obtain the output of the corresponding N networks;
Using the fitness function Equation 2, find the fitness value corresponding to each group of weights, and then filter each group of weights according to Equation 4;
Cross and mutate individuals according to Equations 4 and 5, and the individuals after corresponding processing will generate a new generation of the population; return to step 3 to continue the iterative operation until K iterations;
Select m global evolutionary solutions from the latest population; take these evolutionary solutions as initial values and use BP algorithm to solve them;
Compare the m optimal solutions obtained by the BP algorithm to achieve the optimal solution of the group.
Results and Discussion
In this section, the effectiveness of the proposed method is verified through the lincomycin fermentation process.
EXPERIMENTAL STUDY
The experimental data of lincomycin fermentation was collected from the fermentation control system platform of Jiangsu University in China. The fermenter model (RT_100L_Y) is utilized to perform the existing experiment, which is designed by the Zhenjiang Ritai Biological Equipment Company.
DS-I type 100-L mechanical stirring tank was used to obtain experimental data. The fermentation period was 200 h and the concentration of bacteria was measured once every 20 h through offline testing (JI80-2B benchtop centrifuge, 10 mL centrifuge tube, 3,000 r/min for 15 min, and calculate the sedimentation volume percentage). The three feeding strategies—manual feeding, single BPNN, and BPNN using AGA—to optimize weights are compared.
As shown in Fig. 3, within 40 h of mycelium growth, the artificially fed mycelium concentration was the lowest, and the mycelium autolyzed prematurely. At 40 h, the cell concentration basically reached its peak, and the cell concentration based on artificial, BPNN, and AGA-BP feeding strategies were 51.15%, 54.53%, and 57.75%, respectively.
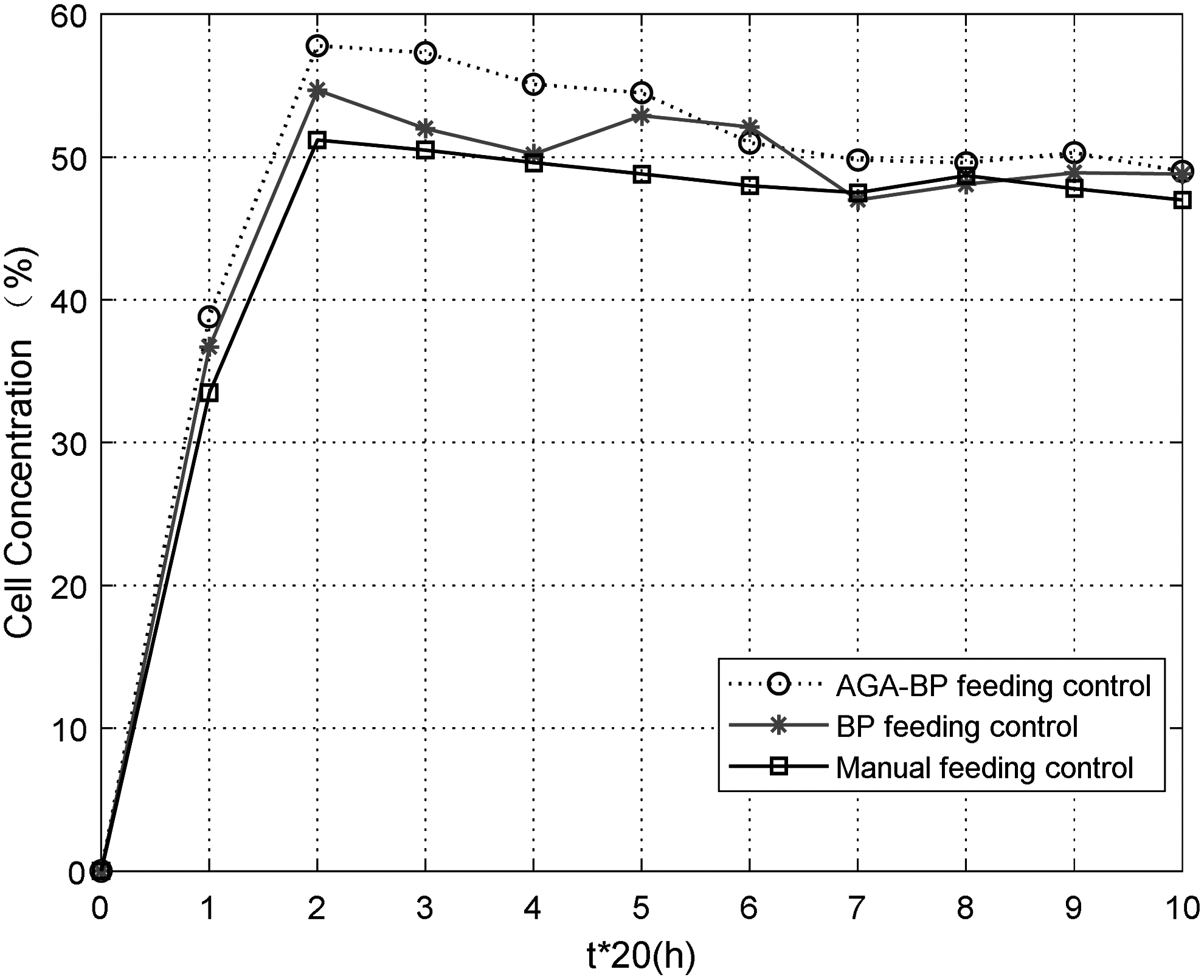
Effect of different control strategies based on cell concentration.
In addition, the feeding control strategy of AGA-BP has a higher bacterial cell concentration within 60 h, which increases the fermentation coefficient and makes the bacterial cells develop in the direction of a large number of mycelium reproduction. Overall, the cell concentration under the control of the AGA-BP feeding control strategy was increased by 8.62% compared to the manual feeding strategy, and 4.55% higher than the single BPNN feeding strategy. Thus, the optimized BPNN feeding strategy is more efficient and can obtain higher bacterial cell concentration.
SIMULATION ANALYSIS
To test the feasibility of establishing an intelligent feeding control model, a nonlinear equation set is used (Equation 6). The three input quantities are x1, x2, and x3, and the corresponding three output quantities are y1, y2, and y3. First, use the network to train the input and output training samples, and establish a prediction model based on the input and feed. Then, the input in a set of non-training samples is used to calculate the theory through Equation 6. The amount of feeding is also calculated through the prediction model to calculate the predicted feeding amount, and the degree of fit of the two sets of output values is compared to verify the accuracy of the algorithm. The ωh.1, ωh.2, and ωh.3 in Table 2 represent the weights of the h-hidden node and the first to third input nodes. Similarly, ω1.h, ω2.h, and ω3.h represent the corresponding output weight.
Weight Values
To investigate the tracking effect of the control model, a step signal with a pH value of 7.0 is set. The tracking effect comparison chart is shown in Fig. 4. It is obvious that the response of the unoptimized BPNN system is prone to oscillation, and the BPNN system response optimized by the AGA algorithm overcomes this shortcoming, greatly reducing oscillation, enhancing stability, and improving tracking accuracy.
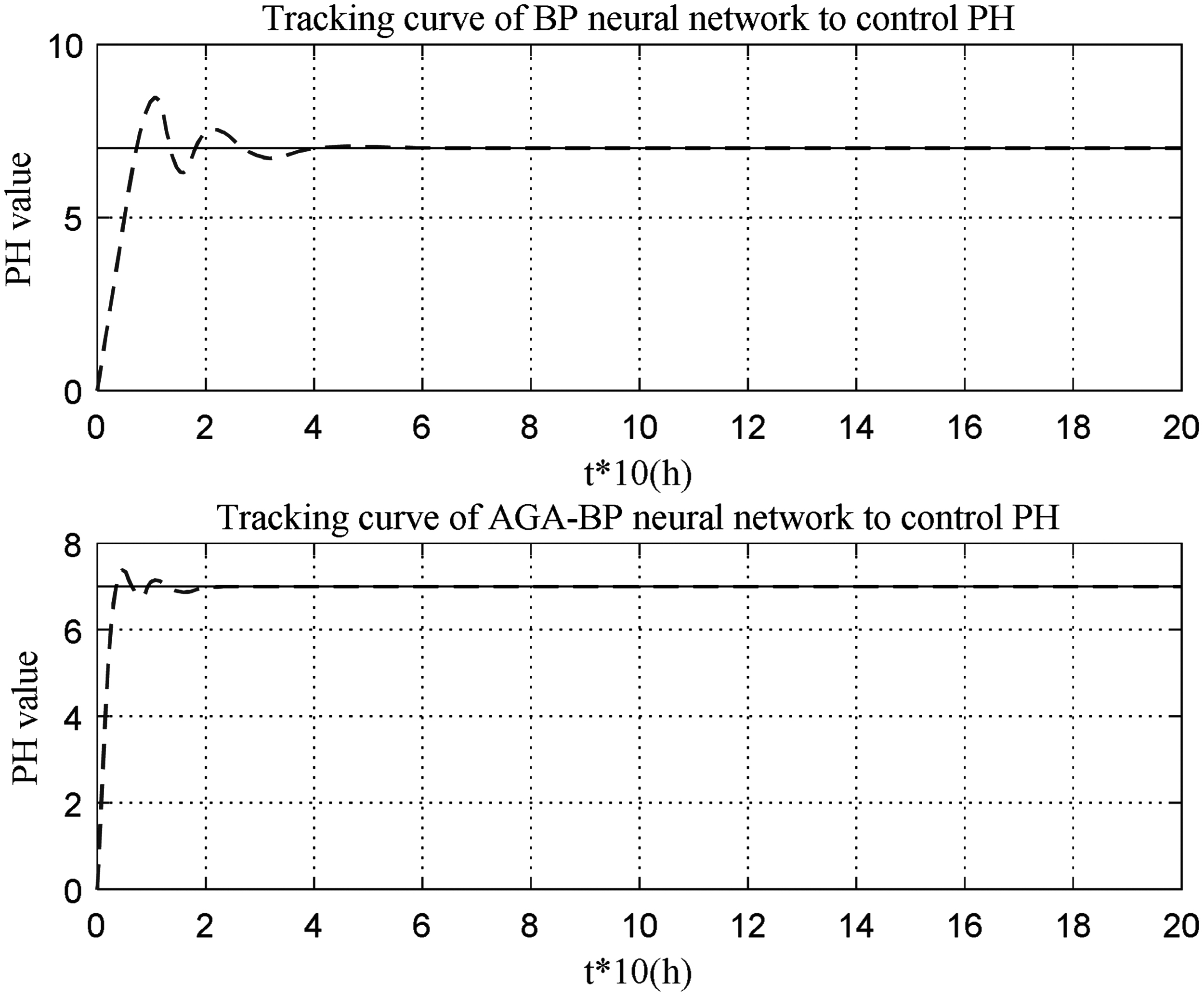
Comparison of tracking curves.
HARDWARE DESIGN OF FEEDING CONTROL SYSTEM
The feeding control system adopts the ARM11 structure core S3C6410 microprocessor. 21,22 The hardware structure of the fermentation system mainly includes ARM digital control module, input module, microprocessor peripheral interface module, and man-machine channel. ARM digital modules are mainly microprocessors and testing equipment, input modules are mainly data acquisition, microprocessor peripheral interface modules are mainly memory modules and power modules, and human-machine interfaces are mainly keyboards and LCD displays. Various peripheral sensors (speed sensor, temperature sensor, PH sensor, etc.) collect the variables in the fermentation process and input the collected data into the ARM11 digital module through the input module. Transplant the AGA-BPNN feeding control model to the ARM11 embedded module, calculate the current best feed control based on the improved feeding control model, and then pass the feed rate to the feeding execution module for feeding. Figure 5 is a block diagram of the intelligent feed control system for the fermentation process.
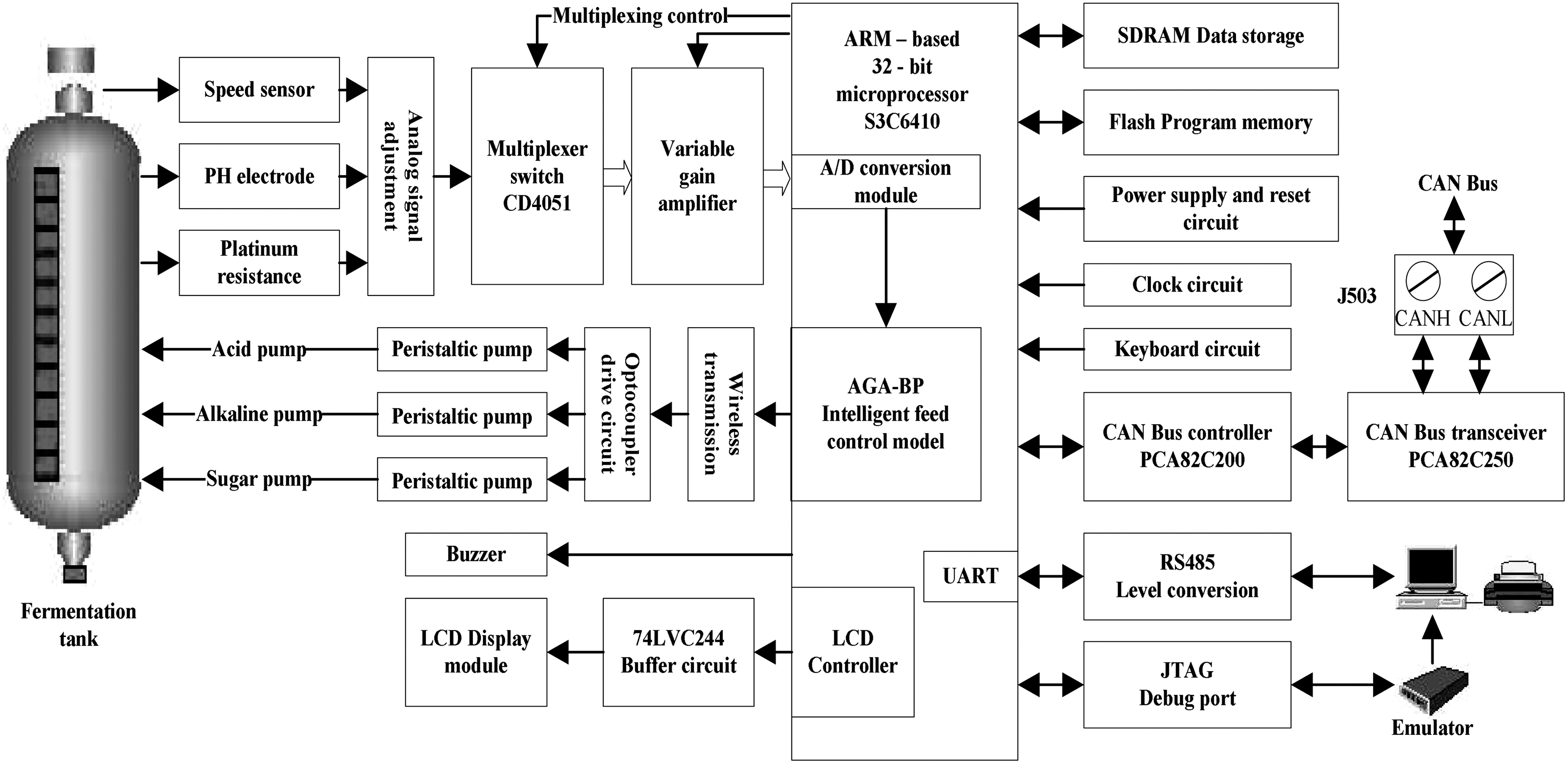
Structure diagram of intelligent feeding control system.
MAIN EMBEDDED PROCESSOR S3C6410
The processor type of S3C6410 is 16/32-bit RISC and the main frequency is 533MHZ/667MHZ. It supports a variety of NAND FLASH and DDR memory, supports low-power applications, can provide high-performance, low-power application processor solutions, supports multiple operating systems, and has been widely used in the industrial control industry. The S3C6410 processor is also rich in the application module and the peripheral interface of the system can meet the various parameter settings of the fermentation process and the embedded transplantation of the feeding algorithm.
INPUT AND OUTPUT INTERFACE TECHNOLOGY
The sensor output signal used to detect parameters such as dissolved oxygen and pH in this system is a 4–20mA current signal. However, since the electrical signals that S3C6410 can recognize are voltage signals, it is necessary to convert the current signals output by various sensors into voltage signals within the recognition range of S3C6410. The amplitude of the analog voltage signal is adjusted by the digitally controlled variable gain amplifier AD526, and the analog voltage signal is converted into a digital signal by an analog-to-digital converter, which is sent to the processor for further processing. The function of the A/D converter is to convert the analog signal collected during the fermentation process into a digital signal that can be recognized by the S3C6410 processor and use this signal as the input signal of the controller.
WIRELESS TRANSMISSION MODULE
The wireless module adopts the CC1101 industrial-grade radio frequency transparent transmission module, which can realize stable communication within 2 km, and the power consumption is only 100 mW. The CC1101 module also communicates with the 8051 single-chip microcomputers through SPI and transmits the calculated replenishment amount to the single-chip execution module. Since the operating voltage of the 8051 single-chip microcomputers is 5V, and the operating voltage of the CC1101 wireless module is 3.3V, a GS5810 chip is needed for voltage conversion.
OTHER BASIC FUNCTIONAL MODULES
Other basic functional modules include memory module, overrun alarm module, LCD and touch screen interface circuit, JTAG interface module, power supply, and clock circuit, etc. The memory module is divided into program storage and data storage, which provides enough space for the work of the processor. The over-limit alarm module activates a buzzer when external conditions cause the actual value to exceed the set range. The LCD screen is a human-computer interaction channel that displays collected and processed data to operators. The JTAG system uses an emulator to connect the entire system to a PC and uses the processor's internal online debugging module to debug on the host computer. Power is timely, and the clock circuit mainly provides the required power and clock for the entire processing system.
Conclusion
It is difficult to accurately control the feed amount in microbial fermentation control. This article proposes an AGA-BP-based intelligent feed control strategy for the microbial fermentation process, which greatly reduces manual operations and improves the degree of automation and supplementation in the production of biological fermentation feeds. The lincomycin fermentation process was selected as the experimental object, and the AGA algorithm was used to optimize the weights of the BPNN, which overcomes the slow convergence speed and poor stability of the traditional BPNN model.
Finally, the established AGA-BP intelligent feeding control model is embedded in the ARM11 controller to realize the intelligent control of the feed site. The established AGA-BP feeding control strategy is compared with manual feeding control and traditional BPNN model on the basis of bacterial concentration. The simulation results show that the feeding control strategy based on AGA-BP enables the lincomycin to maintain a higher bacterial concentration for an extended period of time. The developed AGA-BPNN-based control technique provides an effective way to solve the problems such as complex and multi-condition processes. Therefore, in the future, it is worthy of in-depth study to control and estimate further quality variables in the biological fermentation process.
The data used to support the findings of this study are available from the corresponding author upon request.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This research was carried out by the support of The Key R&D Program in Zhenjiang City: R&D on soft-sensing and control of key parameters for microbial fermentation (SH2017002), The National Science Research Foundation of CHINA (41376175), The Natural Science Foundation of Jiangsu Province (BK20140568, BK20151345) and a project funded by the priority academic program development of Jiangsu higher education institutions (PAPD).