
Abstract
Programmable deformation hydrogel robots have garnered significant attention in biomedical fields due to their ability to undergo large-scale reversible deformation. As clinical demand rises, there is a need for hydrogel robots that are easy to process and operate, and can undergo programmable deformation. Here, we propose a method to fabricate single-layer programmable deformation hydrogel robots in one step using a high-precision digital light processing 3D printing system. Two kinds of deformable elements with different structure distribution on the top and bottom sides are produced by using two kinds of focused light with varying intensities. By combining these deformable elements, we create four basic modules with different and fixed deformable shapes. The desired shape deformation in hydrogel robots can be achieved by programming the combination of these four basic modules. The hydrogel robots exhibit reversible repeat deformation under near-infrared light stimulation. We validate our approach by fabricating several scaffolds using combinations of the four basic modules, demonstrating the feasibility of programming deformation and the potential application of these scaffolds in pipeline movement. This research provides the feasibility for the simple programming deformation of hydrogel robots and offers a novel approach for fabricating programmable deformation hydrogel robots in biomedical fields.
Introduction
The application of programmable robots in daily life is increasingly prevalent, offering significant convenience and contributing to societal advancement. 1 The concept of programmability has been gradually adopted to address various challenges. Among these, programmable deformation hydrogel robots are advancing rapidly, capable of undergoing programmable deformation in response to external or internal stimuli such as light, temperature, magnetic fields, and chemicals. 2 Such programmable deformation hydrogel robots have a wide used in biomedical fields such as targeted delivery, programmable motility, flexible sensors, 3 and tissue engineering.4–7 For example, soft micromachines with programmable motility and morphology, the choice of magnetic field can change the motility of soft microswimmers. 8 The designed bionic shape-programmable hydrogel actuators loaded with metal−organic frameworks can realize octopus-inspired light-driven soft swimmers upon cyclic near-infrared (NIR) illumination. 9
However, creating shape-deformation hydrogel robots that are programmable, flexible, biocompatible, and untethered often requires specific design and fabricating processes.10,11 The integration of hydrogel modules processed from different materials and by different methods complicates the fabrication of programmable deformation hydrogel robots.12–17 The fabrication of programmable deformation hydrogel robots using a single material and a single molding process would reduce the dependence on material selection, shorten manufacturing time, and eliminate the need to consider the adhesion between layers. 18 The key scientific challenge in this regard is to identify a single material and a single molding process that can produce differentially responsive modules simultaneously.
The primary driving force of the hydrogel robot behind the shape changes is the differential expansion between the layers, resulting from the mismatch in expansion strain between the responsive and unresponsive materials.18–22 One method to create a heterogeneous porous hydrogel system is by diffusing different liquids (such as amyl alcohol, water, and ethanol) into a monomeric precursor solution of thermosensitive hydrogels to produce single-layer programmable deformation hydrogel robots.23–25 However, programming deformation is still affected by size, 23 reprocessing 26 or mask fabrication, 27 suggesting the potential for further simplification. Therefore, it is necessary to develop a manufacturing method for programmable deformation hydrogel robots that is simple in programming, efficient in manufacturing, and does not require subsequent complex processing.
In this work, we demonstrate the fabricating technology of the single-layer programmable deformation hydrogel robots formed by one-time curing of a composite ink containing poly(ethylene glycol) diacrylate (PEGDA), polydopamine (PDA), and magnetic nanoparticles (MNPs) using a high-precision digital light processing (H-P DLP) 3D printing system (Fig. 1). Compared with traditional hydrogel robot actuations, which require multiple materials or processes, we use focused light curing printing inks to obtain a single layer of hydrogel with a bending response due to structural differences between the top and bottom sides (Fig. 1a). Two kinds of intensity of focused light curing inks are used to produce deformable elements with different responses. Under NIR light stimulation, the two deformable elements exhibit varying degrees of bending response (Fig. 1b). The two deformable elements are arranged as a two-order matrix to obtain the four basic modules with different and fixed deformable shapes, which serve as programming modules (Fig. 1c) to achieve programmability through their combination (Fig. 1d). We investigated the response performance of the hydrogel robots and explored various parameters affecting their response degree and time under NIR light stimulation. In addition, we examine the reversible repeat deformation of the hydrogel robots. Finally, we verified the ability of the programmed hydrogel robots to move through the pipe in a magnetic field, comparing the results with expected responses. Our approach simplifies the fabrication steps for the hydrogel robots with customized shape deformation, expanding their potential applications across various fields.

Schematic diagram of the programmable deformation hydrogel robots.
Materials and Methods
Preparation of the 3D printing ink
PEGDA 400, DA-HCl (98%), and NH4HCO3 were purchased from Sigma-Aldrich (USA). Irgacure 819 was purchased from BASF (Germany). Benzene-(azo-1)-2-hydroxynaphthalene (Sudan I) was purchased from Sinopharm (China). 2-Hydroxymethyl-1,3-propanediol (Tris) was purchased from Bio Baic Inc. (China). Fe3O4 MNPs (20 nm) were purchased from Aladdin Biochemical Technology (Shanghai, China).
First, 10 g PEGDA, 0.1 g Irgacure 819, and 0.01 g Sudan I were added into a brown bottle in proportion, and the mixture was placed on a magnetic stirrer (purchased from JOANLAB Equipment CO., Ltd.) and stirred for 6 h at a speed of 600 RPM to obtain poly(ethylene glycol) diacrylate (PEGDA) ink. Then 300 mL of deionized (DI) water was taken, and 0.6 g of Tris, 30 g of ammonium bicarbonate, and 0.6 g of DA-HCl were added under ultrasonic stirring (purchased from Kunshan Ultrasonic Instrument CO., Ltd.) to completely dissolve the solution. The mixture was stirred on a magnetic stirrer at 1200 RPM for 48 h. The stirred solution was centrifuged at 10,000 RPM for 1 min, repeated 2 to 3 times (the centrifuge purchased from Hunan Hexi Instrument Equipment CO., Ltd.), the upper layer of the suspension was removed, and only the lower layer of precipitation was retained. DI water was added again to dissolve the precipitate and left to stand for 24 h; the upper layer of the layered solution was removed, and the remaining pellet was then freeze-dried, ground, worked up, and stored in a refrigerator at 4°C for later use. Finally, PDA, Fe3O4 MNPs, and PEGDA ink were stirred in proportion and ultrasonically treated for 1 h to ensure that the dissolved oxygen was removed to obtain the 3D printing ink.
Fabrication and characterization of the hydrogel robot
The prepared 3D printing ink was dropped on a cover glass (18 × 18 × 0.15 mm), the cover glass was placed on the printing platform, and the ink was patterned using our H-P DLP 3D printing system (Supplementary Figure S1 in Supplementary Data). It was polymerized for 15 s through a lens using a UV LED (λ = 405 nm). The cover glass was immersed in DI water to remove unpolymerized 3D printing ink. After a few minutes, the aggregated hydrogel robot separated naturally from the cover glass.
The morphologies of the hydrogel robot were observed using SEM (SEM3100, CIQTEK Quantum Science & Technology, China). First, five kinds of hydrogel robots were obtained by curing printing inks with five light intensities. Second, the hydrogel robot was put into a freeze dryer to freeze, with the time set at 48 h and the temperature set at −50°C. Third, the freeze-dried hydrogel robot was put on the upper part of the freeze dryer, the frozen sample was placed in a high vacuum, the moisture in the sample was removed by sublimation, and the time was set at 48 h. Finally, the freeze-dried hydrogel robot was photographed by SEM.
Results
SEM characterization of single-layer hydrogel robot cured by different light intensity
In our previous studies, we verified that the differential structure of a single-layer hydrogel robot is necessary to produce a bending response. 28 Specifically, heterogeneous pores are constructed due to different degrees of crosslinking, and the expansion degrees of each side are different when immersed in aqueous solution, resulting in bending.29–31 We use a one-time fabrication method to print single-layer hydrogel robots with a different structure distribution on the top and bottom sides.
Focused light is used to cure the 3D printing ink to fabricate the programmable deformation hydrogel robots. During the curing process, the light intensity at the focus is the strongest, causing the ink to cure first, forming a compact bottom side. The ink then cures upward in the continuous irradiation during printing. Away from the focus, the light intensity gradually weakens, resulting in insufficient ink curing and the formation of a loose top side. 32 Due to the different expansion degree of the top and bottom sides of the differential structure, bending deformation occurs under the stimulation of NIR light (Supplementary Figure S2 in Supplementary Data). 33
The SEM images are used to analyze the structural differences of single-layer hydrogels cured by different intensities of focused light (Fig. 2). Although the hydrogel fabricated by this method appears to be a single layer macroscopically, it has two sides with different porosities microscopically (Fig. 2a). The SEM images showed that the thickness of high-intensity focused light-cured hydrogel increased significantly compared to that of low-intensity focused light (Fig. 2b and 2d). When the boundary is taken as the place where the pore state changes greatly, the thickness of the compact layer on the bottom side increases with the increase of light intensity until it is much larger than the thickness of the loose layer at the top (Fig. 2c and Supplementary Figure S3 in Supplementary Data). When NIR light is turned on, a photothermal response occurs in the PDA and MNPs in hydrogel robots, causing the temperature to rise, and the single-layer hydrogel has a bending response due to the difference in expansion between the top and bottom sides. The bending degree of single-layer hydrogel decreases with the increase of curing ink light intensity (Fig. 2e and Supplementary Figure S4 in Supplementary Data).
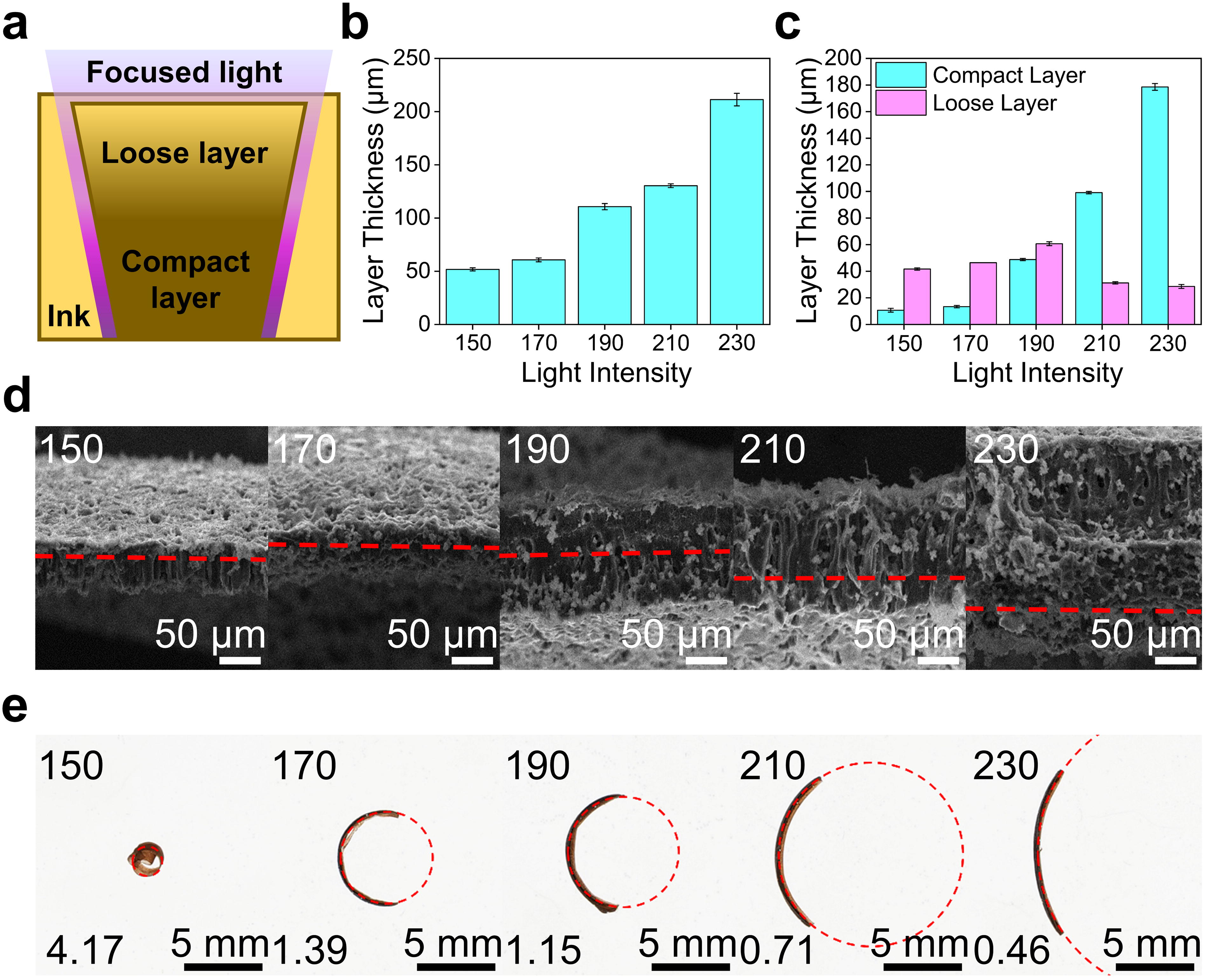
SEM characterization of single-layer hydrogel robots with different structure distribution on the top and bottom sides.
Differential deformation of the four basic modules
The bending direction of the single-layer hydrogel is influenced by anisotropic mechanical properties and geometric design. 34 To expand the deformable shape of single-layer hydrogels, we designed four types of square hydrogels with different shape deformations as the basic module. The single-layer hydrogels with a length-width ratio of 1 were divided into four regions like a two-dimensional matrix. In this matrix, 1 and 0 represent high-intensity focused light and low-intensity focused light, respectively, and 16 combinations can be obtained by changing the arrangement of the two kinds of intensity of focused light. Single-intensity focused light curing hydrogels with uncertain response results are excluded (Supplementary Figure S5 in Supplementary Data). By combining the remaining 14 combinations that are equal after printing, we can obtain four hydrogel matrices (Fig. 3c). The distribution of 1 and 0 of the four matrices modeled (Fig. 3b) by computer is shown in Figure 3a. A single layer of hydrogel is formed by the focused light curing ink converted by an optical machine. The two kinds of deformable elements are obviously partitioned, with the high-intensity focused light curing region being thick and the low-intensity focused light curing region being thin. These four hydrogel matrices are the basic modules, labeled “A,” “B,” “C,” and “D,” respectively.

The four basic modules from design to deformation.
In previous studies, we verified that the thickness of the compact layer increases and extends upward with an increase in printing time, while the thickness of the loose layer decreases relative to the compact layer until the compact layer occupies the entire structure and loses the ability to roll. 28 We set the printing time to 15 s so that the thickness of the compact layer in the high-intensity focused light curing area is much thicker than the thickness of the loose layer, but there is still a loose layer with bendability. The thickness of the compact layer in the low-intensity focused light curing area is much less than that of the loose layer, the speed of response is fast, and the degree of bending response is large. The differential deformation of the four basic modules is controlled by two factors: the differential degree of response of the curing region with different intensity focused light and the guidance of the junction of the curing region with different intensity focused light (Supplementary Figure S6 in Supplementary Data). The low-intensity focused light curing region responds rapidly, with a large degree of response, leading to the roll of the basic module. The junction of different regions affects the bending moment of the hydrogel and determines the shape of the hydrogel after rolling.35,36 When stimulated by NIR light, the four basic modules deform differently (Fig. 3d and Supplementary Video S1).
In addition, we verified the bistable state of the four basic modules in our study. A bistable structure possesses two stable equilibrium states and can rapidly switch between these states when subjected to external forces. 37 This verification explains why the deformed shape of some programmed hydrogel robots can differ from the initial stable response strategy of the four basic modules. After being stimulated by NIR light, the four basic modules will be deformed into stable state 1 (Fig. 4a). If one corner is fixed and an opposite force F is applied to the other corner (or the opposite force Fd is applied to the two corners) after the four basic modules have contracted and the applied force F exceeds the critical buckling load Fcr, the basic modules can buckle and quickly snap to the other stable state 2, retaining their deformed shapes after unloading (Fig. 4b). They can snap back to stable state 1 after the application of a reverted force (Supplementary Video S2).

The bistable phenomenon of the four basic modules.
Performance research of the single-layer hydrogel robot
Previously designed hydrogel robots encompass a wide range of categories, among which the shape-deformation hydrogel robots have been extensively studied.24,27,38,39 To achieve more diverse hydrogel robots with different shape deformations based on a single principle, we developed the four basic modules. The combination of the four basic modules can yield more deformation results to achieve functional diversification. For example, the hydrogel robot can morph into a helix structure and a long pipe with short-shaft rolling that serves as vascular scaffolds. When the hydrogel robots enter a cavity, their size needs to adapt to the change of pipe width, which requires the deformation degree of the hydrogel robots to be controllable. We verified the relationship between temperature and curvature of the hydrogel robotic arm, and we obtained the relationship between curvature and temperature change from 25°C to 60°C for the hydrogel robotic arm with length-width ratios of 8 (Fig. 5i). Figure 5a shows the response process of the hydrogel robot with temperature. It was found that the thickness-to-area ratio of the four basic modules and the hydrogel robots programmed by them will affect the degree of deformation. 40 Limited by the printing time, the thickness of the hydrogel robots is fixed; only the size of its area needs to be considered. We used the basic module “A” to observe the effect of the thickness-to-area ratio on shrinkage, and the degree of bending response decreases as the area decreases (Fig. 5b). In addition, we verified the reversible repeat deformation of the hydrogel robots. The test showed the hydrogel robots can repeat bending and recovery more than 10 times without affecting the response ability of the hydrogel robots, indicating that the hydrogel robots have high reversibility and repeatability (Fig. 5c and 5h).
The UV light used for curing the ink is modeled by computer and transmitted to an optical machine. The modeling pattern has 0–255 gray values, representing 0–255 kinds of light intensity. The black light and white light have an intensity of 0 and 255. After testing, we determined that the range of printing time is 10–30 s and the minimum printing light intensity should be 151. When the light intensity is lower than 151, the printing time of 10 s cannot fully cure the ink, resulting in incomplete printing. A light intensity of 255 can cure the ink rapidly. The light intensity was divided into 151, 177, 203, 229, and 255, respectively, for testing (Figs. 5f and 5g). At low light intensity, the degree of bending response is large. At high light intensity, the ink is quickly cured, resulting in a smaller degree of bending. When high light intensity is used for a long time (e.g., light intensity 255, time 30 s), the single-layer hydrogel hardly bends.
Regarding the material proportion, we added MNPs to verify the movement of the hydrogel robots, and MNPs replaced part of the PDA. PDA was added to PEGDA as a pore-making agent and a photothermal responsive material. When the mass fraction of PDA reaches 20% and 30%, the printing ink allows for the formation of a differentiated structure under the curing of focused light, leading to a quick and effective bending response. 28 We test the proportion of MNPs material with mass fractions of 0%, 5%, 10%, 15%, and 20% (Figs. 5d and 5e). The mass fraction of PDA material is 10%, and the overall proportion of PDA and MNPs is maintained at 10–30%. When the mass fraction of MNPs reaches or exceeds 20%, the printing time of 10 s is insufficient to cure the printing ink. Consequently, Figures 5d and e do not include statistical data for a 20% MNPs proportion with a 10 s printing time. The printing time needs to be controlled at 15 s or above.

Responsive performance research of the hydrogel robot.
Combine basic modules to customize and program single-layer hydrogel robots
In this study, through the combination of the four basic modules, we design some robots that can distinguish the deformation rules of hydrogel robots with single-intensity focused light printing (Fig. 6). To obtain long-pipe hydrogel robots with short-shaft rolling, we utilized the characteristics of diagonal rolling and shield rolling of three basic modules, “A,” “B,” and “D,” resulting in three jagged hydrogel robots by combining these basic modules. When a hydrogel robot of the same shape is customized using single-intensity focused light curing the ink, only circles can be obtained with long-shaft rolling, as in the robotic arm bending case in the test (Fig. 6a). All three hydrogel robots can be rolled to form long pipes with short-shaft rolling (Supplementary Video S3). Combining the basic module “A” in order gives some 2*X order hydrogel robots. Compared with hydrogel robots printed using single-intensity focused light, which can only be rolled into a circle with long-shaft rolling, the programmed hydrogel robots can be helix rolled. By changing the number of basic module “A,” we can customize the hydrogel robots with different spiral turns and degrees (Fig. 6b). We tested their spiral process under NIR light (Supplementary Video S4). We printed a 3*5 array hydrogel robot composed of the basic module “A” within the maximum projection range of the printer. The hydrogel robots maintained their ability to spiral roll according to the contraction behavior of the basic module “A” (Fig. 6c).

Combine basic modules to customize and program single-layer hydrogel robots.
To verify the moving effect of the hydrogel robots by incorporating MNPs into the ink, we designed a passability experiment. It has been demonstrated that the hydrogel robot can move through imitation blood vessels when controlled by a magnetic field and form a tube under NIR light, allowing it to enter narrower blood vessels. The robot can selectively enter different pipes, and if it enters the wrong pipe, it can re-choose the route. After arriving at the lesion, the NIR light is turned off, and the hydrogel robot returns to its original shape. However, because the diameter of the pipe is smaller than the width of the hydrogel robot, it cannot be fully expanded, thus forming a scaffold and locking (Supplementary Video S5).
Discussion
The advantage of hydrogel robots is that the customization process is simple. This simplified customization process serves as an important reference for the development of shape-deformation hydrogel robots. Its advantage lies in the simplicity and rapidity of customization. Compared with other programmable deformation hydrogel robots, the hydrogel robot proposed in this study can be manufactured with a single material and a single molding process, with a molding time of less than 30 s. Controlling deformation using NIR light presents a promising solution for future applications of hydrogel robot. 41 Before practical application, the modular design can be further optimized in terms of size and energy efficiency compared with existing mature programming methods. For example, using higher precision printers can further reduce the size, and employing collimators to concentrate NIR light is expected to improve its energy efficiency.42,43
Using a single material and a single molding process avoids problems related to the coincidence degree of the two sides and the firmness of their bond. The thickness and differential structure of single-layer hydrogels produced by different degrees and speeds of curing inks with different light intensities are different, which allows us to understand the change of differential structure from a microscopic point of view. The change of differential structure is the condition for the differential deformation of hydrogels cured by different light intensities, and it is also the condition for the programmable deformation of hydrogel robots. If the partitions of different modules cured with different light intensities are not distinct, the deformation effect will be compromised, and the programming purpose cannot be achieved. As shown in Supplementary Figure S7 in Supplementary Data, when the partitions are indistinct, a robot designed to shrink on a short shaft shrinks on a long shaft. Using higher precision 3D printers can make different modules significantly partitioned, thereby increasing the fault tolerance and reducing the size of the hydrogel robot. 44
The bistable state of single-layer hydrogels found in the study is one of the important factors to consider in the design. By utilizing the bistable state of the hydrogel robot, its response speed can be improved. For a single-layer hydrogel in a bistable state, during the snap-through process, due to the sudden release of the stored strain energy, the instantaneous transition efficiency is very high. Instabilities enable both fast movement and amplified force output.45–47 For example, the shape-morphing timescale of conventional hydrogel systems is usually tens of minutes. Soft actuators that utilize instability for amplified force and faster response demonstrate promising robotic applications in fast gripping or catching of falling objects.46,48 Such bistable deformable hydrogel robots can be fabricated by gluing two uniaxial stretch hydrogel films in orthogonal directions or prestressed composite laminated hydrogel.49,50 The hydrogel robots use a single-layer design, which is simple to design and fabricate, and can reach a pre-bending state under NIR and can switch between two steady states under external force stimulation.51,52 By using the rapid deformation of the hydrogel film, grippers or supports can be made.
In our experiment, hydrogel robots manufactured 6 months ago were able to complete deformation and movement within a pipeline without significant performance degradation. The minimum size, efficiency of energy utilization, and lifespan of single-layer programmable deformation hydrogel robots are influenced by various factors, such as printing time, light intensity, material proportions, and the area of the hydrogel robots. To further enhance the performance of hydrogel robots, the following aspects should be considered: optimizing material ratios and printing parameters, refining the structural design of the hydrogel robots, incorporating functional materials, and increasing the power of NIR light or using collimators.53,54
Conclusions
In conclusion, we propose a novel approach for programming the shape deformation of hydrogels. Compared with the previous programming strategy of single-layer or multi-layer programmable deformation hydrogel robots, our approach is to print with two kinds of intensity of focused light in the same printing ink at one time to fabricate two deformable elements with different structure distribution on the top and bottom sides. We then program the hydrogel robots by combining these two deformable elements. The single-layer hydrogel robots will respond to NIR light stimulation. By controlling critical parameters including the combination of the four basic modules, the pattern shape, the size of the pattern, and the NIR trigger, various programmable deformations could be obtained, as demonstrated by the two kinds of scaffolds we designed and fabricated. Furthermore, the addition of MNPs makes the hydrogel robot magnetically movable, allowing for the creation of multifunctional hydrogel robots with specific properties or functions through the introduction of additional materials. With its simple programming, simple fabricating, reversible repeat deformation, near-physiological stimulation triggering methods, and bistable properties, our research presents a promising new approach for advancements in biomedicine, flexible sensors, and soft robotics.
Footnotes
Authors’ Contributions
C.T.: Conceptualization, formal analysis, writing—original draft. H.M.: Data curation. K.W.: Investigation. S.W.: Software. Y.Z.: Visualization. W.C., H.Z., F.N., Y.D., and X.L. : Supervision. G.L.: Project administration. T.L.: Resources. R.Y.: Methodology, writing—review and editing.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by the National Natural Science Foundation of China (Nos. 62373004,61973003), the Outstanding Youth Research Project in Universities of Anhui Province (2022AH030077), the Scientific research improvement Foundation of Anhui Medical University (2023xkjT002), the Key Program in the Youth Elite Support Plan in Universities of Anhui Province (gxyqZD2020012), the Research Foundation of Anhui Institute of Translational Medicine (2021zhyx-C27), the Anhui Provincial Major Science and Technology Project (202203a05020010, JZ2022AKKZ0113), the Suzhou Industrial Forward-looking and Key Core Technology Project (SYC2022044), the Jiangsu Province Excellent Youth Fund Project (BK20230072).
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.