
Abstract
Reconstructive surgery aims to restore tissue defects by replacing them with similar autologous tissue to achieve good clinical outcomes. However, often the defect is too large or the tissue available is limited, requiring synthetic materials to restore the anatomical shape and partial function. The utilization of three-dimensional (3D) printing allows for the manufacture of implants with complex geometries and internal architecture that more closely matches the required clinical needs. Synthetic polymers offer certain advantages over natural polymers as biomedical materials due to their ability to more closely mimic the mechanical and chemical properties of the native tissue. Synthetic polymer materials such as poly(lactic acid) and acrylonitrile butadiene styrene are easily 3D printed to generate 3D objects due to their flexibility in their chemical and mechanical properties and physical form. Polyurethanes (PUs) are widely used as short- and long-term, implantable medical devices due to their good mechanical properties, biocompatibility, and hemocompatibility. This article provides an overview on the advancement of 3D printable PU-based materials for biomedical applications. A summary of the chemical structure and synthesis of PUs is provided to explain how PUs may be processed into medical devices using additive manufacturing techniques. Currently, PUs are being explored by several 3D printing approaches, including fused filament fabrication, bioplotting, and stereolithography, to fabricate complex implants with precise patterns and shapes with fine resolution. PU scaffolds using 3D printing have shown good cell viability and tissue integration in vivo. The important limitations of PU printing are identified to stimulate future research. PUs offer a biocompatible, synthetic polymeric material that can be 3D printed to manufacture implants that are tailored to meet specific anatomical, mechanical, and biological requirements for biomedical applications.
Impact statement
Polyurethane (PU) materials have been utilized for a number of biomedical applications due to their good biocompatibility and versatile properties. With advancements in three-dimensional (3D) printing technologies, processing of PUs to more closely mimic the native extracellular matrix of human tissues and organs and provide enhanced tissue engineering applications can be achieved. This review highlights how various 3D printing processes offer a platform by which to manufacture implants with precise control over internal and external structures to create tissues with the desired outcomes.
Introduction
The aim of reconstructive surgery is to enable the body to heal and allow for restoration of tissue form and function. 1 Reconstructive surgery is constantly evolving, developing alternative strategies to repair damaged tissues. 2 Bone, cartilage, and soft tissue defects can be restored using local tissue or tissues from elsewhere in the body in the form of free flaps, where blood supply is also delivered to the defect site. 2 However, when the available tissue is insufficient to repair the defect, the reconstructive surgeon will need to rely on incorporating synthetic materials to provide a solution. 2 Biocompatible materials are currently being explored to provide a role in manufacturing of functional replacements for damaged tissues and organs. 3 Such scaffolds aim to provide a platform for tissue repair or regeneration to occur. 3 The scaffolds can remain for the lifetime of the patient or degrade and allow for new tissue formation depending on the clinical scenario. 3 Cells have been shown to react to subtle physical, chemical, and mechanical cues in their environment. 4 Considering such behavior, scaffolds are commonly fabricated to have specific pore sizes and shapes to create structures that allow for tissue ingrowth from the host tissue. 5 The presence of porous architecture in biodegradable materials for consideration of tissue engineering applications provides cell migration and tissue ingrowth to cause eventual replacement of the scaffolds. 5 In nonbiodegradable scaffolds, ingrowth is useful to provide attachment and anchorage to the surrounding tissue and prevent migration of the implant. 5
A number of synthetic and natural polymers have been studied and proposed as scaffolds. 6 Natural polymers, including polysaccharides and proteins, are frequently investigated due to their biocompatibility, minimal toxicity, and low costs. 6 Furthermore, natural polymers have been shown to direct cell responses for tissue engineering applications. 6 However, their mechanical properties do not always match the native tissue and their biodegradability can be unpredictable. 6 On the other hand, synthetic polymers can offer versatility in their physical and mechanical properties. 7 Several synthetic polyester-based polymers have already been approved by the FDA, including poly(glycolic acid) (PGA), poly(lactic acid) (PLA), and poly(ɛ-caprolactone) PCL. Another group of synthetic polymers are the polyurethanes (PUs). 7 PUs are among the most popular, synthetic biomedical polymers due to their biocompatibility, easily modifiable chemical properties, and mechanical properties. 8 PUs present a class of polymers used in the medical, industrial, and automotive fields. 9 PUs are currently used for several medical applications, including tubings, 10 dressings, 11 catheters,12,13 surgical drains, 14 cardiovascular devices,15–17 and device coatings for devices, including breast implants. 18 They are highly resistant to degradation by water, oil, and solvents, making them a frequently used plastic material.19,20 As coatings, PUs provide excellent adhesion, abrasion resistance, and weather resistance for industrial purposes.19,20
PU scaffolds can be fabricated using multiple techniques, including solvent casting/particle leaching, gas foaming, and freeze drying, to obtain 3D scaffolds with a porous architecture. 9 However, they are often limited by production of thin scaffolds or the inability to create uniform pore patterns. 9 However, 3D printing is an alternative fabrication technique that allows for precise control over shapes and dimensions of the scaffolds. 21 Furthermore, 3D printing, also referred to as additive manufacturing, rapid prototyping or solid freeform, is a process where an object is created from a 3D model's data layer by layer. 22 Pore size, shape, and overall dimensions can be tailored to create the desired response in the host tissue. 22 Such control of the scaffold allows vascularization, oxygenation, and the nutrient supply to be optimized to ensure a good outcome once implanted in the clinical setting. 22 The ability to control the architecture is valuable for the biomedical field as it allows for manufacture of bespoke patient-specific implants or repeatability and reproducibility of a number of implants. 22 Despite the wide applicability and versatility of 3D printed PUs for biomedical applications, a review of the current status of PUs for biomedical applications has not been performed. This review aims to introduce the PU polymer family, demonstrates it applicability as a 3D printing biomaterial, and provides an insight into how the material can be further utilized in 3D printing for biomedical applications.
Background to Polyurethanes
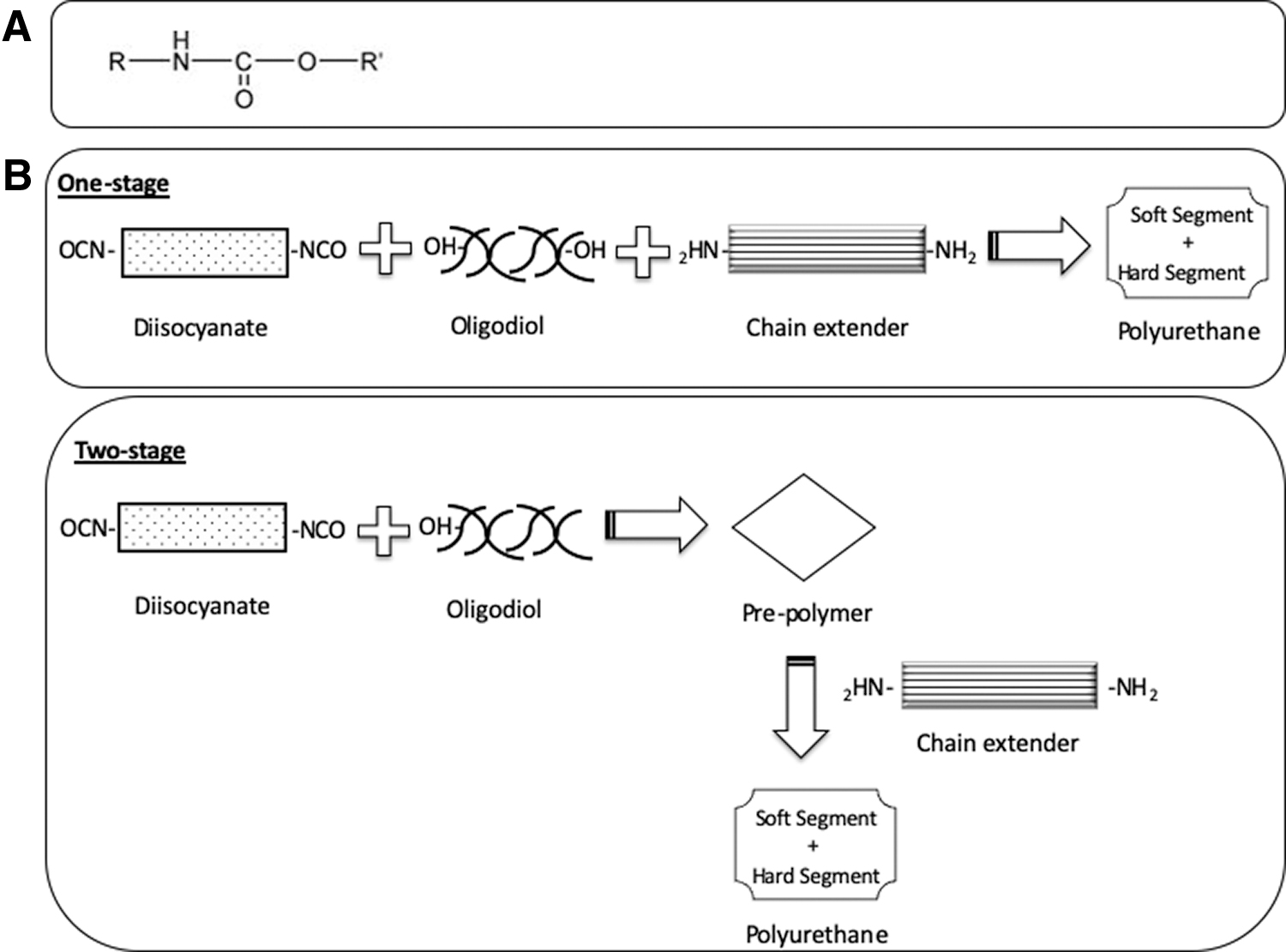
The first PUs were developed in the 1950s after World War I by Bayer and demonstrated to be a very versatile material used in both domestic and industrial applications. 23 PUs are a family of polymers in which the repeating unit contains a urethane moiety (Fig. 1A).24,25 PUs are created by the reaction of diisocyanate, oligodiol (i.e., macrodiol or polyol), and a chain extender (diol or diamine).24–27 PU polymers are considered multiblock polymers with the isocyanate being either aromatic or aliphatic.19,23,24 Aromatic PUs have a higher reactivity and better mechanical properties than aliphatic isocyanates.19,23,24 Common aromatic isocyanates are 2,4-toluene diisocyanate (TDI), 4,4-diphenylmethane diisocyanate (MDI), and 1,5-naphthalene diisocyanate. Aliphatic isocyanates are considered less toxic and more stable to light.19,23,24,27 The oligodiols are normally polyether, polyester, or polycarbonate (PC) based.24–27 PC-based PUs are more durable, with good mechanical properties and hydrolytic resistance. The chain extenders are low-molecular-weight diols or diamines, normally below 400 Da.24,25,27 Segmented PUs consist of a soft and hard segment. The soft segment is the oligodiol and the hard segment is built from the isocyanate and the chain extender.24–27 The separation of the hard and soft segment, termed the microphase separation, provides elasticity to the PU and determines its mechanical properties, thermal stability, and hydrolytic resistance.24–27 The variation of these segments results in the varying elastic and tensile properties of different PUs.24–27 The biocompatibility of various PUs has been extensively evaluated for in vitro and in vivo applications, from long-lasting PU devices such as vascular catheters to biodegradable scaffolds for tissue engineering applications.27,28 Multiple cell types have been used to assess the toxicology of PU materials in vitro, including fibroblasts, endothelial cells, osteoblasts, and adult stem cells, demonstrating good adhesion, proliferation, and short-term biostability in vitro. 29 Early in vivo studies have shown the application of PUs as regenerative scaffolds for bone tissue engineering and confirmed biocompatibility and hemocompatibility.28,30–32
Synthesis of PUs
PUs are synthesized in a one- or two-stage process. 26 In a one-stage process, the isocyanates, oligodiols, and chain extenders are reacted simultaneously (Fig. 1B). 26 The two-stage process involves the creation of a prepolymer before further chain extension to create a PU with more uniform structure (Fig. 1B).26,33 PUs can be classified as thermosetting or thermoplastic.33,34 The thermosetting PU polymer is a prepolymer in a viscous liquid state that changes irreversibly into an insoluble polymer network due to chemical bonds formed by the action of heat, radiation, or with the mixture of a catalyst. 34 Thermoplastic PUs are polymers that can be melted and reformed and are highly elastic and flexible.33,34
Biomedical PUs
PUs for biomedical applications should have good biocompatibility and physical properties mimicking the tissues they are replacing. 35 PUs have been found to be susceptible to degradation. The chemical composition and topology alter the degradation properties. Regularity of the synthetic polymer chain creates crystalline regions, limiting the polymer chains to degradative agents. 35
The first biomedical PUs were poly (ether urethanes) based, which demonstrated good mechanical properties and biocompatibility and resisted hydrolytic degradation in vitro. 36 However, polyether PUs are shown to degrade significantly faster under an enzymatic attack and oxidative environments in vivo. 37 PUs were also susceptible to cracking at points of high stress after long-term implantation. 37 Foreign body giant cells were also found to adhere to PU materials, causing a free radical attack. 38 In conclusion, polyether-based PUs were not considered suitable for long-term implantation. 39 To overcome such problems, PC-based PUs were synthesized, which exhibited greater tolerance to hydrolytic and oxidative resistance when compared with poly (ether urethane) polymers. The excellent biostability, biocompatibility, hemocompatibility, and mechanical properties of such materials prompted their adoption as biomedical materials.35,39 Biodegradable PUs are also available by introducing biodegradable content into the backbone.40,41 Biodegradable materials, including cellulose, alginate, and starch, can be incorporated into soft segments of the PU.40–42 Synthetic biodegradable polymers can also be blended with PU polymers, including polylactide and polycaprolactone, 42 where degradation of the PU ensues by hydrolysis of the ester soft and hard segment bond.24,35 The soft segments often degrade faster than the hard segment due their lower accessibility. 35 Several factors determine the degree of biodegradability of PUs in vivo, including hydrolysis, environmental stress cracking, oxidation, enzymatic degradation, and oxidation, leading to excretion through the liver and/or kidney. 35 It has also been advised to avoid aromatic isocyanates because during hydrolysis, toxic amines can be formed. 35
PUs Fabricated Using 3D Printing
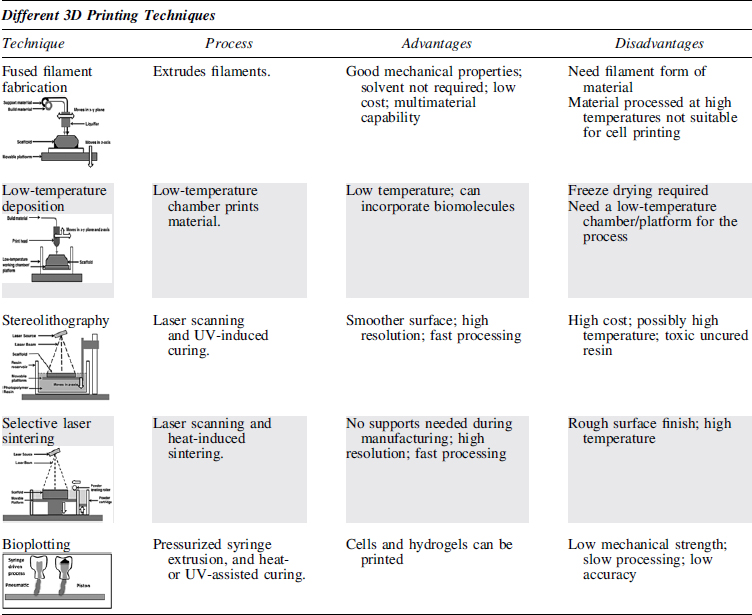
The goal of tissue engineering is to closely resemble the native extracellular matrix (ECM) to guide cells toward new tissue with appropriate function. 43 Additive manufacturing can fabricate scaffolds with specified dimensions and geometry. 44 Thus, 3D printing is a controlled process that provides flexibility and reproducibility to create high-performance products. 44 There are several types of 3D printing technologies, including fused filament fabrication (FFF), low-temperature deposition, stereolithography (SLA), selective laser sintering, and bioplotting. Each of the techniques has advantages and disadvantages (Table 1).42–45 Synthetic polymers can be printed using several of these methods, with the fabrication technique dependent on the starting material, requirements of processing speed and resolution, cost, and performance requirements of the final product. 45 Currently, PUs have been explored with FFF, SLA, and bioplotting 3D printing techniques.
Advantages and Disadvantages of Different Additive Manufacturing Techniques
Fused filament fabrication of PUs
FFF is the most commonly utilized and cost-effective additive manufacturing approach. 46 It is a filament-based approach, where the filament is fed into a heating nozzle to be heated, melted, and then extruded layer by layer to create a solid object. 46 FFF is widely used in the tissue engineering field due to the lower price of the printers, ease of processing, and minimal training and safety requirements compared with other forms of 3D fabrication. 46 Thermoplastic polymers such as PC, acrylonitrile butadiene styrene, and PLA are printed using this technique as they have low melting points. 46 The quality of the printed structure is dependent on optimization of the printing parameters, including layer thickness, printing orientation, and printing speed, and the physical parameters of the printing nozzle head. 46 To print PUs through FFF printing, the material needs to be in filament form. 45 The most common filament forms for 3D printing using FFF include 1.75 and 3.0 mm. 47 There are several commercial, thermoplastic PU filaments available, labeled as the flexible range (Table 2). 47 Printing such PU filaments by FFF is not without its challenges, needing careful optimization and adjustment in printing parameters. 47 Thermoplastic PU becomes molten at high temperatures, thus it can be easily processed using FFF printing.
Flexible Polyurethane Filaments Commercially Available for Three-Dimensional Printing
Taken and adapted from Przybytek et al. 47
Several flexible filaments have been printed using FFF printing. Castro et al. showed that a commercially available, thermoplastic, PU-based composite filament (Gel-Lay) could be printed using an FFF printer to create porous structures (Fig. 2). 48 The filament contains the water-soluble polymer, polyvinyl alcohol (PVA), in addition to PU, which dissolves, rendering the rigid scaffold more porous and elastic. 48 To make the scaffolds more bioactive and flexible, they were incubated in simulated body fluid. This induced mineral nucleation resulted in apatite formation upon the material's surface, enhancing cell behavior. 48 Hence, this study also illustrates the advantageous ability of implementing surface treatments of PUs to induce desired cell responses. 48
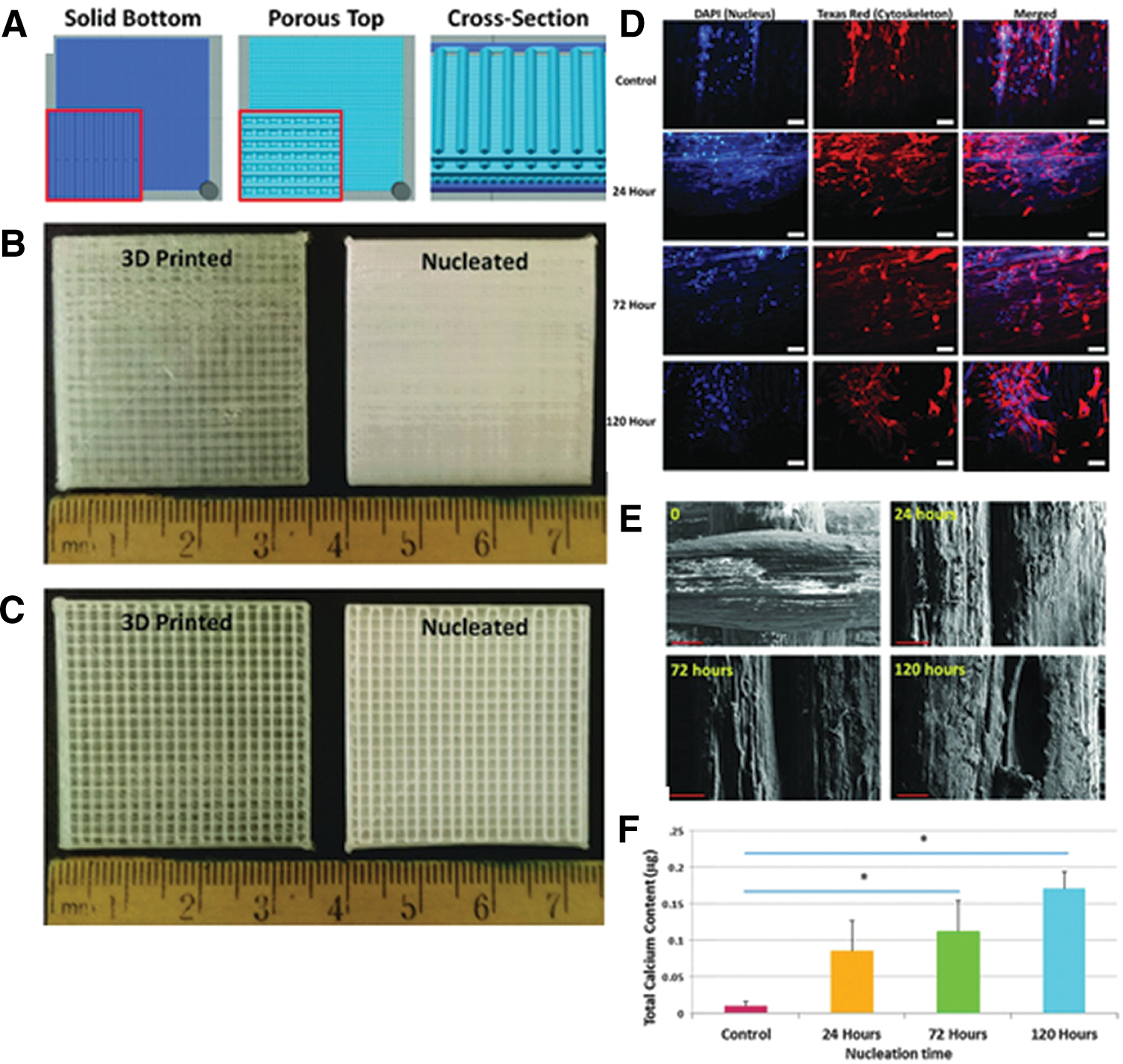
Stimulated body fluid nucleation of three-dimensional (3D) printed elastomeric scaffolds for enhanced osteogenesis.
Porolay, Lay-Fomm 40 and Lay-Fomm 60, filaments have also been investigated for tracheal scaffolds along with a polyester (polycaprolactone) polyol-based TPU (TPU-80) and a polyether polyol-based TPU (TPU-0) using FFF printing. 49 The novel formulations were extruded into filaments. 49 All polymers were able to create 3D printed tubular structures, with flexibility in design of the infill density and pattern. 47 The two formulations were able to be printed together to mimic the structural and mechanical biomimicry of an adult trachea. 47 Dual printing of PUs enabled complete structural biomimicry of the heterogeneous tissue construct, with TPU-90 mimicking the cartilage rings and the trachealis muscle being printed with TPU 80. 49
Extrusion of PUs using FFF printing also allows thermoplastic PUs to be blended with other materials, forming filaments of multiple materials, which could offer greater specificity and applicability in the medical field. Chen et al. evaluated 3D printing of PU/poly (lactic acid) (PLA)/grapheme oxide (GO) nanocomposites using FFF printing (Fig. 3A, B). PLA is frequently used in biomedical applications due to high biocompatibility and biodegradability. It is also mechanically strong and rigid. 50 PLA was blended with PU to improve the overall mechanical strength and impact resistance. 50 Modifications of the PU and PLA weight ratios created polymers that can be tailored to meet different application requirements. Graphene, a single layer of sp2-hybridized carbon atoms, which has excellent thermal, electrical, and mechanical properties, was also incorporated into the filament. 50 Solutions containing PU, GO, and PLA were formed, then precipitated in alcohol, vacuum-dried, and then extruded by a miniextruder to create a nanocomposite filament. The addition of graphene improved the mechanical and thermal properties of the polymer. Printing orientation was observed to influence the mechanical properties. As well as ease of printing, the nanocomposites demonstrated good biocompatibility with NIH3T3 cells, showing growth, cell spreading, and proliferation. 50
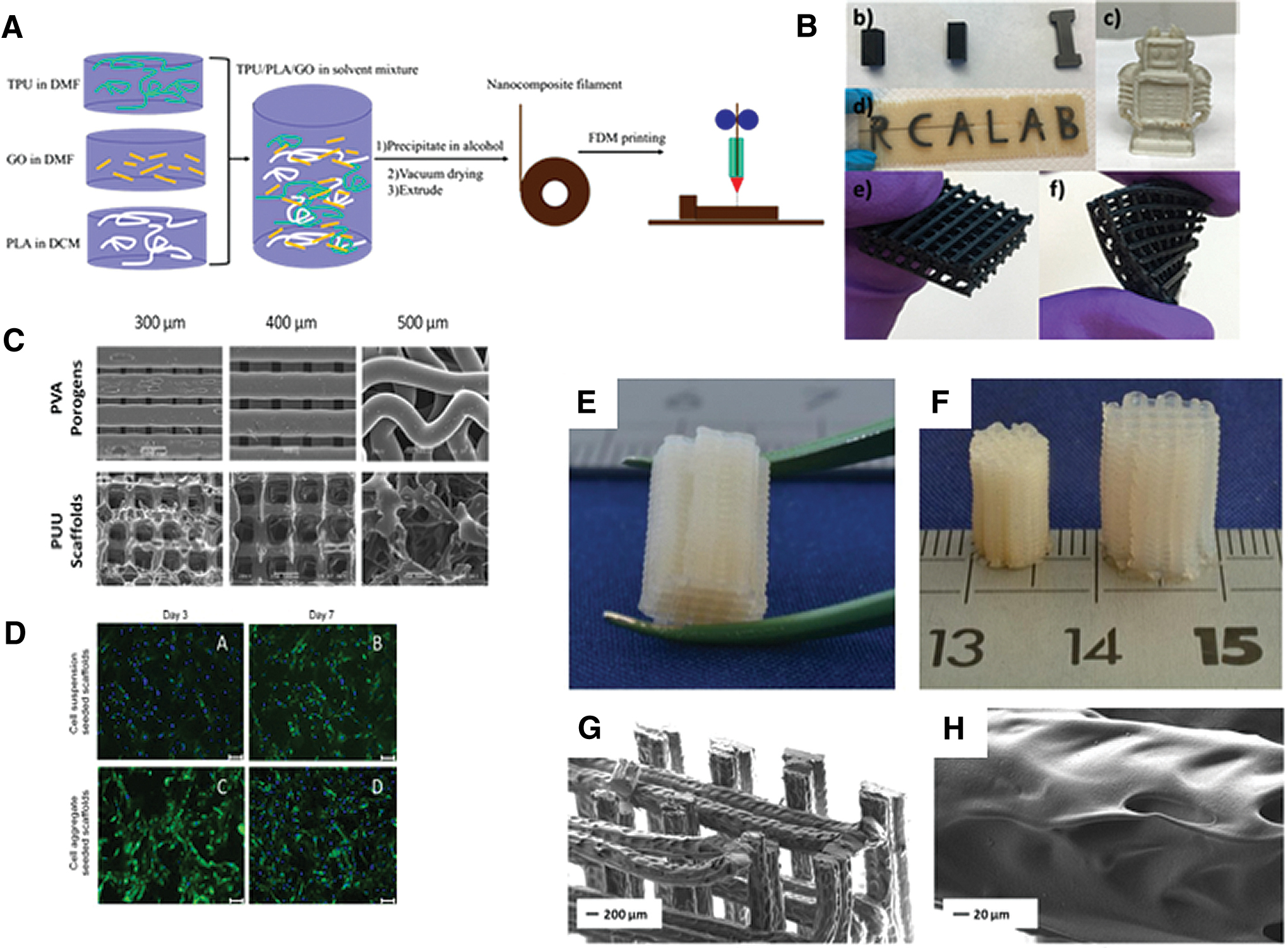
Examples of FFF Polyurethane Printing; Nanocomposite FFF printing.
One of the concerns with FFF printing is the physical properties of the printed object after it has been extruded. 51 Miller et al. evaluated the fatigue properties of both FFF PUs by physical cross-linking to photocurable, chemically cross-linked elastomeric PU printed through continuous liquid interface production. Both PUs were tolerant of 3D geometrical features compared with PEEK and titanium. 51 Interestingly, the polymers performed similarly in tensile fatigue despite the presence of chemical cross-links and vastly different printing methods. 51
Medical-grade PUs have also been explored using FFF printing to create scaffolds for biomedical applications. Xiao and Gao utilized FFF technology to print the medical-grade thermoplastic PU, Tecoflex LM-95A, Lubrizol. 52 The material was an aliphatic polyether-based PU and a semicrystal polymer. 52 The thermoplastic PU was first processed into a 1.75-mm filament, using a single-screw extruder, and then fed into a desktop FFF printer (MakerPi M14). 52 The effects of the orientation angle and extrusion temperature on tensile properties of the 3D printed thermoplastic PU were explored. 52 Printing at 45°C and at 215°C provided optimal printing parameters, with low internal stress and good thermal bonding. 52
FFF also allows the manufacture of scaffolds to allow for indirect printing of PUs. Indirect 3D printing is an approach whereby the final scaffold is printed as a sacrificial structure, which is later removed after casting the polymer being investigated in and around it. This allows for polymers such as PUs to be manufactured into geometries that may not be suitable using the direct 3D printing approach. Hernández-Córdova et al. utilized this technique to fabricate scaffolds for cardiac tissue engineering using their biodegradable, polycaprolactone-based PU-urea copolymer (Fig. 3C, D). 53 PVA was selected as the material for the sacrificial mold due to its biodegradability, biocompatibility, and high water solubility. 3D printing of dissolvable PVA porogen scaffolds with different sized pores was performed using an FFF printer (MakerBot). The soft PU-urea scaffold was then poured over the PVA mold and injected using nitrogen gas. The PVA porogen was completely removed by placing the scaffold in distilled water over a 3-day period.
Last, FFF printing has shown the ability to allow for the printing of comb-like PUs to enhance the properties of the material. Güney et al. demonstrated that PUs based on poly(ɛ-caprolactone)-b-poly(ethylene glycol)-b-poly(ɛ-caprolactone) (PCL-b-PEG-b-PCL) triblock copolymers and hexamethylene diisocyanate (HDI) could allow for the varying of mechanical properties to print scaffolds with higher fracture toughness (Fig. 3E–H). 54
Bioplotting of PUs
In a similar approach to FFF printing, a 3D object can be designed and fabricated using bioplotting techniques. 55 In this approach, the object is also created using a layer-by-layer approach as in FDM printing, but uses bioinks instead of filaments. The bioplotter dispenses bioinks onto a suitable substrate of choice using a cartridge or syringe. Microextrusion is one bioprinting method that can print polymers, cell spheroids, and many hydrogels.45,46 There are two main dispensing systems used to extrude the biomaterials, including mechanical and pneumatic dispensers.55,56 PUs have been evaluated in different bioplotting systems to create 3D scaffolds.
The main advantage of using bioplotting is the ability to create a complex structure mimicking the structure of native tissue by using multiple synthetic biomaterials and cell types. Merceron et al. demonstrated the ability to create a muscle–tendon unit construct for musculoskeletal applications. 57 Thermoplastic PU was coprinted with a cell-laden hydrogel-based bioink for muscle elasticity development on one side, while PCL was coprinted with a cell-laden hydrogel-based bioink for stiffness and tendon development on the other side. 57 The constructs showed viability up to day 7 with suitable mechanical properties for muscle–tendon engineering. 57
Medical-grade thermoplastic PU has also been successfully printed using bioplotting to create 3D printed tracheal scaffolds. 58 A favorable element of the 3D printing process is that the object can have different layers of densities, creating implants that more closely mimic the natural design strategy of tissues and organs. The trachea was designed with two parts demonstrating different internal patterns. 58 The outer part was nonporous to create an air tightness and allow flow up and down the trachea. On the other hand, the inner part was porous to allow for tissue integration and remodeling. The tracheal scaffolds were printed with 200 μm printing beams and 400 μm pitch (distance between centerlines of two neighboring beams) for the porous layer. The thermoplastic PU was dissolved in chloroform (40% w/v) and then loaded into the metal printing syringe for printing through a 200-nm metal nozzle at room temperature. The scaffolds showed a Young's modulus of 2.81 ± 0.58 MPa and the native trachea cartilage was found to have a modulus of 0.20 ± 0.07 MPa. The scaffolds were implanted into a 1.0 × 0.7 cm3 tracheal defect in rabbits, showing patency and maintenance of mechanical properties after 16 weeks with ingrowth of connective tissue at 4 weeks.
Tissue engineering aims to optimize the functionality of the final tissue product, providing appropriate cues to create the desired cell behavior. 53 Mechanical stimuli, including compressive and tensile strain, are known to influence cellular behavior. 59 Providing such cues through bioreactors can enhance bone and cartilage formation by cells. However, these are costly and have limited scope. As an alternative, materials that possess an intrinsic mechanical stimulus can be used. 59 Hendrikson et al. fabricated 3D shape memory polymer (SMP) scaffolds, which are able to change their shape in time during culture, allowing for four-dimensional (4D) SMP scaffolds to provide tissue regeneration. 59 An aromatic shape memory PU was printed using a BioScaffolder extrusion system with fiber spacing of 1000 nm at 90- and 45-degree angles between layers. The PU meshes were then brought to 65 degrees where a temporary shape is imparted by applying 50% strain and fixed by cooling to 4°C. Scaffolds were then cultured at 30°C to allow cell adhesion before the temperature was restored to 37°C to release the strain imparted to the scaffolds through recovery of the permanent shape. When human mesenchymal stem cells (MSCs) were seeded on the scaffolds in the temporary shape and the permanent shape was recovered, cells demonstrated a greater elongation. Thus, the single mechanical stimulus initiated changes in the morphology of cells.
One of the main problems of utilizing PUs is they are often dissolved in toxic organic solvents, which need to be removed for clinical translation. This can cause problems as the solvents may remain after production, affecting long-term biocompatibility for implantation. Waterborne PUs are synthesized by inserting an ionic component that transforms PU to an ionomer, making it dispersible in water. 60 Studies have shown that water-based PU materials can be utilized in 3D printing. Waterborne processes for the synthesis of biodegradable PU nanoparticles based on mixed oligodiols have been reported. 6 Hsieh et al. described the manufacture of two thermoresponsive, water-based PU dispersions, which formed a gel near 37°C without any cross-linker. Murine neural stem cells were encapsulated in the gel and 3D printed and maintained at 37°C. 3D bioprinting of NSC-laden constructs using the thermoresponsive PU ink demonstrated excellent proliferation and differentiation and rescued the function of the impaired nervous system in a zebrafish embryo. 60 Hsu and colleagues also demonstrated that water PU polymers can be printed with cellulose nanofibers using a water-soluble viscosity enhancer, polyethylene oxide (PEO). Fibroblasts were able to proliferate on the scaffolds, showing that the combination of cellulose and PU may offer a unique way to tune waterborne PU materials for 3D printing. 61
Similarly, printed scaffolds using the aqueous dispersion of PU nanoparticles with hyaluronan as a viscosity enhancer were used for cartilage tissue engineering. 62 The PU ink offers several advantages, including having a tunable biodegradation rate, high compliance, and bioactivity from the HA. In addition, the scaffolds were also functioned to release Y27632(TGF-β3), a known chondrogenic induction factor. The compressive moduli of the PU/HA scaffolds were found to be in the range of native cartilage. MSCs seeded in the scaffold self assembled and underwent chondrogenesis effectively. 62 Furthermore, transplantation of the MSC-seeded PU/HA/Y27632 scaffolds in rabbit chondral defects improved cartilage regeneration. 62
Tsai et al. also evaluated a waterborne PU using extrusion-based printing. 63 The study utilized waterborne PU based on PCL diol and a second oligodiol containing amphiphilic blocks. The water-based dispersion of PU nanoparticles with a solid content of 25–30% was easily mixed with cells in a sol–gel state and 3D printed in layers. The cells within the material could easily be printed layer by layer as a gel, remaining alive and proliferating in the printed hydrogel scaffold. These studies highlight the development of potential 3D PU-based bioinks for tissue engineering.
Inkjet printing of PUs
Similar to daily use inkjet printers, inkjet bioprinting deposits droplets from a nozzle in a continuous strand or single dots to create a finalized product. 64 Thermal inkjet printers localized heat within the nozzle, which causes ejection of a small droplet from the nozzle. 65 Piezoelectric actuators can be used to eject droplets from the nozzle to be able to maintain the viability of cells or bioactive factors. 65 Two studies have shown the ability to incorporate PUs into inkjet printing. Kröber et al. have shown that this technology could be used to create microscale PU structures, including dots, lines, and pyramids. 66 The structures were fabricated by printing two separate inks successively with two print heads. One of the heads contained isophorone diisocyanate and the other consisted of an oligomer of poly (propylene glycol), catalyst, and cross-linking agent. 66 Another study manufactured gradients within scaffolds using inkjet printing with three print heads, 2-polyols and 1-isocyanate. 67 The mechanical properties of the object were tailored by controlling the composition of the three components. 67
Pfister et al. compared scaffolds printed through bioplotting with inkjet printing of aliphatic PUs. 68 The commercial ZP11 Z-Corp printer was used to bond starch particles followed by infiltration and partial cross-linking of starch with lysine ethyl ester diisocyanate to create layer-by-layer biodegradable scaffolds. Alternatively, the bioplotting process allowed for 3D dispensing and reactive processing of oligoetherurethanes derived from isophorone diisocyanate, oligoethylene oxide, and glycerol. Both techniques created 3D PU scaffolds suitable for osteoblast attachment and growth. The resolution, speeds of printing, and total time required for scaffold preparation were similar between the two modes of printing. However, the bioprinting approach allowed for the mechanical properties to be tailored, unlike the post-treatment requirements of the 3D printing process. Furthermore, the 3D bioplotter could fabricate scaffolds from very small quantities in comparison with commercial 3D printers that require at least 2 kg of powder. 68
Stereolithography of PUs
In SLA printing, monomers are mixed with a photoinitiator, which enables the polymer to be cured by an ultraviolet (UV) laser. A UV laser is controlled in a bath of photocurable resin, which is polymerized into a 2D patterned layer. After each layer is cured, the platform is lowered for another layer to be cured. 69
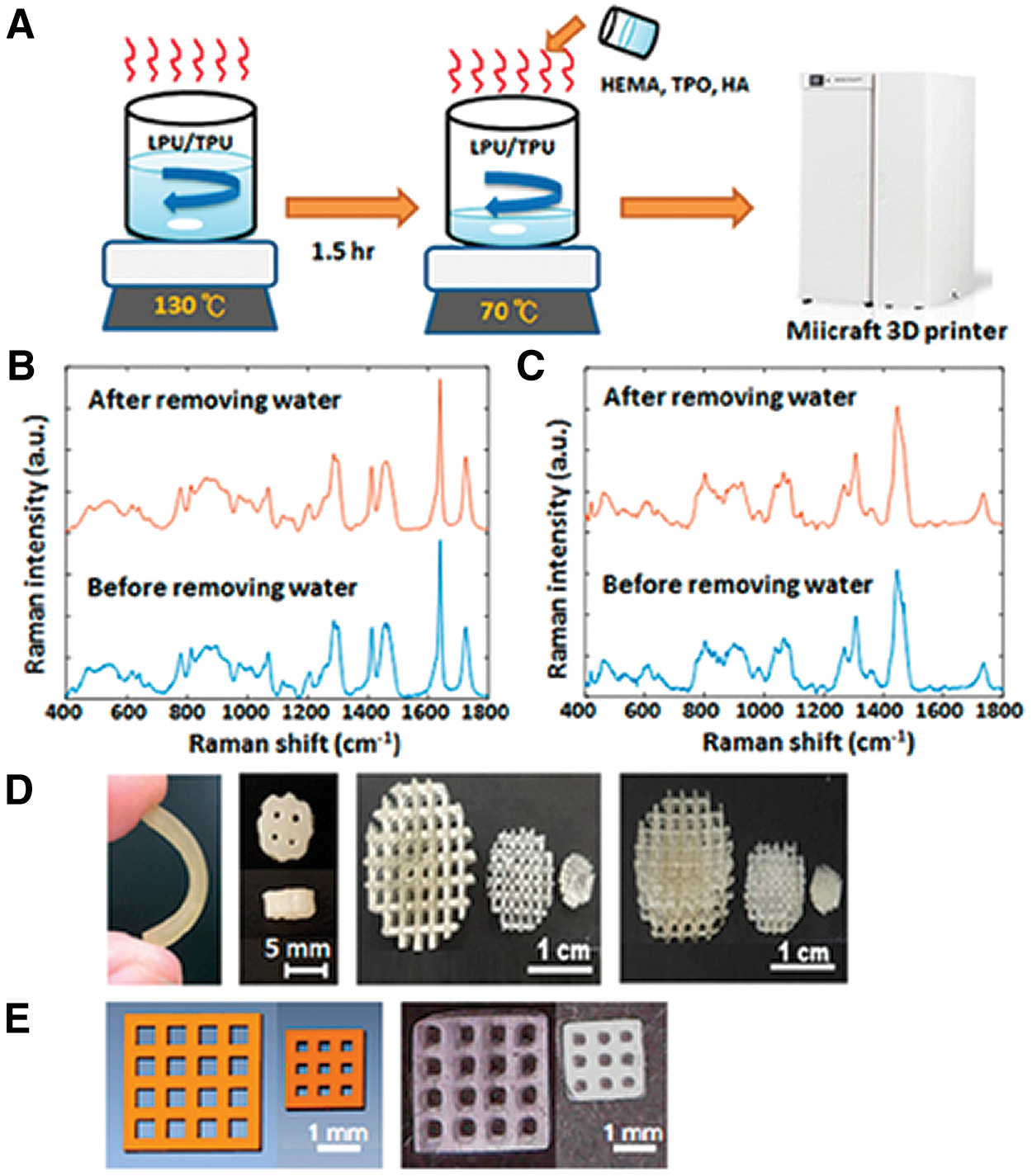
Fewer studies have reported the use of PUs for SLA printing compared with extrusion and FFF-based systems. Shie et al. demonstrated that waterborne PU could be 3D printed using SLA printing to fabricate customized cartilage scaffolds (Fig. 4). 70 During the curing process, the water in the water-based, light-cured PU resin was removed and then hydroxyethyl methacrylate to adjust viscosity and photoinitiators for light curing were added. When a specific proportion of the water-based thermoplastic PU was composed, the mechanical properties mimicked articular cartilage. The PUs also supported cell growth for up to 3 days. The study also highlighted the ability to add hyaluronic acid molecules to the scaffold, an important component of articular cartilage, providing lubrication in the joint. 70 Similarly, UV-curable PUs have shown the capability to be 3D printed with other materials. Mohan et al. printed UV-curable PU-based resin with cellulosed nanofibrils and polyethylene glycol (PEG) and reduced graphene oxide. 71 Graphene nanoplatelets have also been 3D printed with PU using SLA techniques. The hardness of photocurable PU composites increased following the addition of graphene nanoplatelets. 72
Photosensitive polyurethane 3D printing.
Most PCs are produced by the reaction of polyols with isocyanates. These isocyanates are commonly derived from highly toxic phosgene compounds and can cause toxic by-products downstream. One method to avoid such products is to create PUs using green chemistry. This uses ring-opening polymerization to produce polymers without toxic additives, which can be applied to six-membered functional cyclic carbonates. The cyclic carbonates can then be modified with functional groups such as methacrylate groups to impart different properties. Pyo et al. demonstrated that with green chemistry-derived, isocyanate-free aliphatic PUs, they could create photosensitive scaffolds. The PU created with amines and cyclic carbonates functionalized with methacrylate groups could be UV cross-linked into 3D structures. High-resolution, 3D biomimetic structures were printed, along with high cell viability on the printed structures. 73
To date, only a few commercial PUs have been printed using the SLA process. Bayer Demosin® released a new flexible thermoplastic PU called TPU 92A-1 that is suitable for SLA printing, with good mechanical properties, durable elasticity, high tear, and abrasion resistance. 74
Low-temperature deposition of PU
Low-temperature deposition printing is a recently developed manufacturing technique. It is considered a green manufacturing technique, which can fabricate scaffolds with controlled and interconnected micropores. 75 It creates scaffolds in a layer-by-layer manner in a low-temperature chamber, with temperatures below 0°C, with scaffolds being freeze-dried to remove the solvent. 72 This technique can be utilized to incorporate growth factors into the scaffold. 75 PU materials have been successfully 3D printed into specific implants using this technique. 75
Gelatin and alginate hydrogels are highly investigated in bioplotting approaches due to their ability to mimic the ECM. 72 However, the mechanical properties of such hydrogels are too low to withstand the load and stresses that occur in the native setting. Low-deposition 3D printing can overcome this limitation and improve the mechanical properties of hydrogels.76–78 Low-temperature deposition PU printing has been successfully utilized in the field of vascular tissue engineering. Huang et al. combined cell assembly, low-temperature deposition, and cell cryopreservation techniques to fabricate a tubular, PU, sandwich-like cell hydrogel. 76 The construct demonstrated good cell viability and the ability to preserve the 3D construct for more than a week. 76
Other studies have shown that low-temperature deposition printing is useful in creating specific anatomical implants. An elastomeric PU, based on polycaprolactone and poly (ethylene glycol), was shown to be fabricated into a 3D object with an intrinsic network of interconnect channels, printing at low temperatures (−28°C). 77 In addition, Cui et al. demonstrated that low-temperature deposition PU printing is useful for preparing double-layer, PU-collagen nerve conduits for peripheral nerve engineering. 78 The group demonstrated that two biomaterials, collagen and PU, could be printed to produce a scaffold with good biocompatibility and optimal mechanical properties. 78 The outer porous layer of PU and internally oriented filaments of collagen provide an ideal peripheral nerve conduit. 78
Discussion
PUs offer an exciting biomaterial for 3D printing fabrication due to their modifiable chemical, mechanical, and biodegradation properties. To date, most groups are maximizing polyurethane's ability to melt at high temperatures and utilizing FFF printers to create precise customized scaffolds with suitable mechanical properties. Encouragingly, 3D scaffolds with determined gradients and geometries have been formulated and proven in vitro and in vivo applicability in generating new tissue using PU material. The mechanical properties of thermoplastic PU scaffolds can be tailored to meet certain tissue requirements such as cartilage. Several studies report that the 3D printing orientations and infill density of FFF printing need to be optimized to provide the required cellular responses, which are frequently carried out with other polymeric materials, including PVA, PCL, and PLA. Future work will need to optimize the precise geometrical scaffolds for different tissue types with PUs to drive clinical translation.
Studies have shown the ability of FFF to print nanocomposite PUs, creating blends that can have specific mechanical and chemical properties to meet the regenerative demands of the clinical problem. With the development of desktop extruders (Filabot, Inc.), there is great potential to create different blends, which closely meet the requirements of different clinical applications. Although (in the studies identified) no authors reported on the difficulties with extruding PU filaments, it is clear that many parameters need to be optimized before achieving successful fabrication of tissue-engineered constructs. To ensure that the filament is printable with a standard FFF printer, a consistent filament diameter and roundness need to be achieved with elimination of moisture from the filament and avoidance of the creation of brittle filaments that are easily destroyed by the FFF feeder mechanisms. Future work utilizing PU filaments should provide more detailed extruder parameters to widen the uptake of PU FFF printing.
One potential drawback for the tissue engineering field is that the high temperatures mean that FFF printing is not suitable for cell printing alongside scaffold manufacture. Similarly, few studies have utilized low-temperature deposition to fabricate 3D PU scaffolds with patterned geometries. However, the freezing process is also not applicable for simultaneous material and cell printing. Bioplotting fabrication has shown a potential solution to this manufacturing hurdle.
Bioprinting is another additive manufacturing technique that aims to create functional, biomimetic composite tissues that match native tissue, usually incorporating cells and scaffold materials. Bioplotting of PUs to create specific porous structures has been shown to be successful. However, more interestingly, water-based PU dispersions have been printed at low temperatures and allow for cell printing. By printing waterborne PUs as nanoparticle dispersions and with viscosity enhancers such as PEO, 61 cell–material scaffolds have been fabricated. In addition, waterborne PUs allow for the incorporation of growth factors to allow for the PU to closely mimic the native ECM environment. Such PUs offer great scope in the future to create functional bioinks for tissue engineering applications.
SLA PU printing is in its infancy with very few studies demonstrating its efficacy or limitations. This technique requires toxic photoinitiators that have the potential to remain in the final product, causing long-term biocompatibility obstacles. The uptake of the fabrication technique will need further exploration into the chemical modification of the PU structure to incorporate photoinitiators. Furthermore, selective laser sintering has not been currently investigated for 3D PU printing, which may offer a different approach.
In summary, current evidence demonstrates that FFF printing of PUs for biomedical applications currently seems the most promising approach for clinical translation to the clinical setting due to flexibility in controlling the mechanical properties of PUs, ease of use, and low cost. However, bioplotting is likely to have a significant impact on the field of regenerative medicine due to the ability to print cells with PU scaffolds.
Conclusion
Overall, 3D printing using PUs is still in its infancy, but holds great opportunities to create precise, anatomical cell-laden scaffolds for medical applications. The PU family is predominantly being explored through FFF printing for biomedical applications, demonstrating the creation of scaffolds for tissue-specific applications with a tailored shape and geometry in high resolution. Waterborne PUs have shown great potential in bioplotting, with the capability of printing cells and scaffolds together, creating patient-specific tissues and organs. The clinical translation of utilizing PU for organ fabrication looks promising due to versatility of the polymer's physical and chemical traits.
Footnotes
Acknowledgment
The Winston Churchill Fellowship provided M.G. a research fellowship to visit the laboratory of DWH.
Disclosure Statement
No competing financial interests exist.
Funding Information
This review was supported by the Australian Research Council Industrial Transformation Training Centres [external ref: IC160100026, Queensland University of Technology]. In addition, the Winston Churchill Foundation supported MG with a traveling fellowship.