
Abstract
Installed base management is the policy in which the manufacturer leases the product to consumers, and bundles repair and maintenance services along with the product. In this article, we investigate for the optimal leasing price and leasing duration decisions by a monopolist when the production and servicing capacity are constrained. The effect of diffusion of consumers in the installed base is considered, with the ownership of the product resting with the monopolist during the product lifecycle. The monopolist operating the installed base jointly optimizes the profits from leasing the product/service bundle along with maintenance revenues and remanufacturing savings. We formulate the manufacturer's problem as an optimal control problem and show that the optimal pricing strategy of the firm should be a skimming strategy. We also find that the effect of remanufacturing savings on the pricing decision and the length of the leasing duration changes significantly depending on the duration of the product's lifecycle. If the product lifecycle is long and remanufacturing savings are low, the firm should offer a shorter leasing duration, whereas if the remanufacturing savings are high, the firm should optimally offer a higher leasing duration. In contrast, if the time duration of the product lifecycle is low and remanufacturing savings are low, the firm prefers to offer a shorter leasing duration, whereas if the remanufacturing savings are high, the firm should optimally have a longer leasing duration. The article also shows that if the production capacity is small, the manufacturer increases the leasing duration. If the production capacity is very small, the manufacturer sets the leasing duration to be equal to the product lifecycle and does not use remanufacturing.
Keywords
Introduction
Across a diverse set of industries, especially in the business‐to‐business sector, an increasing number of manufacturers are transforming themselves from pure manufacturers to service providers by bundling the usage of products along with maintenance services. Installed base management is a prime example of a key strategic option adopted by these firms, which involves the availability of the product and maintenance service bundle to consumers for a fixed period of time or usage, hence, it is also referred to as operational leasing.
Although the cost of servicing represents an additional cost for the manufacturer, the leasing arrangement put in place provides a new revenue opportunity through product remanufacturing, as the ownership of the product rests with the firm. Through the leasing arrangement, firms can capture the value from returned products. This value from returned products can be extracted by reconditioning components for reuse or by completely remanufacturing the products for resale (Guide and Van Wassenhove 2002).
There are a number of examples of manufacturers using installed base management in practice. One of the first firms to switch from selling to a leasing‐only option for consumers, thereby internalizing the maintenance costs of its copying machines within the company, was Xerox in 1960. Since then, the range of IT companies operating in various forms of installed base management, include IBM, Unisys Corporation, and Sun Microsystems (Vaas 1999). HP, Oce, Ricoh, and Dell, among others, also offer operational leases for their products. In addition to these front runners in technology, there are also a number of companies in the heavy machinery industry that have adopted a service leasing approach. Caterpillar, for example, has shifted its strategy from solely manufacturing and selling construction equipment to adopting a leasing and remanufacturing strategy (Gutowski et al. 2001). Elsewhere, AB Electrolux in the appliances sector initiated a pilot program called Pay‐per‐Wash in 1999 for its customers. Under this arrangement, Electrolux was responsible for the servicing of machines and undertook to replace them after 1000 washes (this represented 4–5 years on average). Elsewhere, in the elevator industry, Otis and Schindler generate up to 75% of their sales volume from providing services rather than from selling products.
Installed base management is also widely used in the transportation sector. Mercedes Benz, Scania, Volkswagen, and Volvo, for example, lease vehicles and repair services on a pay per kilometer basis. Moreover, SR Technics, GE Capital, Volvo Aero, and Rolls Royce offer their customers the option of buying flying hours instead of purchasing aircraft engines. Stahel (1994) reports that SR Technics estimated that it could be more profitable if it leased remanufactured engines on a per flying hour basis instead of selling remanufactured aircraft engines. Both Railfreight and GM offer rail freight leasing and maintenance in addition to using remanufacturing as part of their overall offering.
To illustrate the model in the article, we use an example from Xerox's High Speed Printing Press to motivate the assumptions and set up the base model. The pricing contract used for this particular installed base policy is dynamic and based on a number of factors: (i) the amount of products already sold, as this provides lower costs from remanufacturing some future products; (ii) the duration that the product will be leased to the consumer, all consumers lease the product for the same duration; and (iii) a single tariff structure is used, as the product usage and maintenance services are bundled together. The market share of Xerox for the iGen series of digital printing presses is close to 50%, and Xerox is by far the market leader in the product category (Xerox 2009). Maintenance services include mostly scheduled maintenance, and some repairs in case of product breakdown. The bundling of the product usage and maintenance services in a leasing contract is observed in other products as well (e.g., cars), as the original equipment manufacturer (OEM) can ensure smooth functioning of the product by using their own spare parts and servicing technology. Since the units are leased by Xerox, at the end of the leasing duration, Xerox collects the used products and extracts durable components (excluding the rollers and moving parts with wear and tear), and remanufactures products by replacing consumables and non‐durable components. The remanufactured products are similar in functionality to the earlier products with software upgrades and module substitution. The time taken for manufacturing a new product or remanufacturing it is typically much shorter than the leasing duration (less than a week). Since the operations of the product are not affected by reusing durable components, consumers do not differentiate between new and remanufactured products, as far as their functionality and smooth operation is guaranteed. To ensure that remanufactured products operate at the same standard as new products, Xerox has a policy of using components only once for remanufacturing. The production of all units is done by Xerox to ensure the quality of the products, the production capacity for the manufacturing of the Printing Press is finite.
Installed base management has been widely studied in the Marketing and Operations literature, showing the advantages to the firm from following an installed base policy. In the Marketing literature, one stream of research focuses on the creation of network externalities that set industry standards owing to different types of compatibility following innovation (Brynjolfsson and Kemerer 1996,Farrell and Saloner 1986,Shankar and Bayus 2003,Xie and Sirbu 1995).This stream of literature concludes that consumers should be given incentives to join the installed base initially, as a large installed base leads to increased consumer utility from the complementarity of products and services, and through increased network effects. A second stream of literature examines the role of lifecycle pricing; in particular, the issues addressed cover production cost reduction due to learning, word of mouth and saturation effects, and the effects of uncertainty about future technological developments, for example, Dolan and Jeuland (1981) and Kalish (1983). These studies conclude that a price‐skimming strategy is optimal for increased word‐of‐mouth effects, and to give consumers an incentive to buy future products. Furthermore, Guiltinan (1997) provides a normative framework for selecting appropriate types of services for different mixed‐bundling forms. Day and Fox (1985) examine industry practices and discuss critical issues raised in prior studies, and present suggestions for the marketing of service and maintenance agreements. This article adds to this stream of literature by modeling the impact of remanufacturing on lowering costs as an incentive for consumers to join the installed base, and finding the optimal pricing strategy.
In the Operations literature, Bhattacharya et al. (2009) compare the policies of installed base management and selling with maintenance costs proportional to the usage frequency, and find that installed base management provides more benefits to the firm in a competitive environment than in a monopoly; however, they do not consider product diffusion. In the literature on servicing and maintenance, Cohen and Wang (1997) consider a lifecycle model of a service contract, in which the service contract is offered by the manufacturer in competition with a third party operator and they examine the product's price, the quality of after‐sales service, and the price to be charged for the after‐sales service. They find that the service at the manufacturer and the independent service provider will be maximally differentiated in service quality and price with the manufacturer offering the highest quality. Eliashberg et al. (1997) study the reserve for servicing needed to back up two‐dimensional warranties such as those offered in the auto market. So and Tang (1995) determine the optimal repair policy for a bottleneck machine in a production facility. They characterize it by showing that the optimal repair policy must take one of the two forms: a “repair‐none” policy under which all repairable batches are scrapped, or a “repair‐all” policy under which all repairable batches are repaired. Groenevelt et al. (1992) find optimal product lot sizes with respect to stochastic machine breakdowns. They show that the optimal lot sizes will always be bigger than the ones in a corresponding deterministic case, and that the optimal lot size increases with the failure rate. Sahyouni et al. (2010) consider a repair operation in which defective items under warranty are returned to a manufacturer who either repairs these items using its spare parts inventory or replaces each defective unit with a new product. They show how fixed repair capability costs, variable repair costs, inventory holding costs, and replacement costs affect a firm's optimal repair and replacement decisions. Lifecycle issues are considered by Mesak and Berg (1995) who analyze the optimal lifecycle pricing of a single product with replacement sales. They find that the inclusion of replacement sales in the diffusion model significantly changes the derived optimal pricing policy even if replacements were not price‐dependent. Ho et al. (2002) and Kumar and Swaminathan (2003) examine models in which diffusion is constrained by capacity. Ho et al. (2002) generalize the Bass diffusion model under supply constraint and allow for backorders and lost sales in a make‐to‐stock environment. They find that it is never optimal to delay demand fulfillment. Kumar and Swaminathan (2003) assume that the capacity level is given and characterize optimal sales plans under backlogging and lost sales scenarios. They show that a heuristic “build‐up” policy, in which the firm does not sell at all for a period of time and builds up enough inventory to never lose sales once it begins selling, is a robust approximation to the optimal policy. Finally, in the Operations literature, product lifecycle pricing in a remanufacturing context has been studied by Geyer et al. (2006) who consider a price‐independent lifecycle and focus on finding the optimal component durability to maximize savings from remanufacturing. They show that coordination of production cost structure, collection rate, and component durability is essential for the maximization of production cost savings from remanufacturing. Debo et al. (2005) solve the joint pricing and production technology selection problem faced by a manufacturer who considers introducing a remanufacturable product in a market that consists of heterogeneous consumers. They find that high production costs, low remanufacturing costs, and low incremental costs to make a product remanufacturable are the key technology drivers. Debo et al. (2006) study the integrated portfolio management of new and remanufactured products when remanufactured products cannibalize the sales of new products and market demand is exhausted gradually through time. Among their findings is that slow‐diffusing products are the best candidates for remanufacturing. Our article takes this literature further by considering leasing contracts and remanufacturing, and thus internalizing the time duration that products stay with the consumers before they are returned for remanufacturing.
Under any leasing arrangement with the consumer, as distinct from the traditional arrangement where a product is simply sold to consumers, the relationship in installed base management is one defined by its continuance over an extended but fixed duration of time. As a consequence, pricing decisions are more complex since unlike traditional product purchases, they involve decisions not only for the price but also for the length of the leasing duration.
In this aricle, we consider a monopolist manufacturer with a constrained production and service capacity who is operating an installed base which dynamically diffuses and expands during the product's lifecycle. The rate of expansion of the installed base is price‐dependent and is controlled by the manufacturer through the leasing price and duration. Consumers pay a price for the utility from leasing the product and in return they obtain the ability to use the product and its maintenance for a fixed duration of time, which is referred to as the leasing duration. We seek to answer the following questions: How should a monopolist set the leasing price and duration? How does the remanufacturing option affect these values? What is the role of the manufacturer's capacity level in influencing these decisions?
Depending on the manufacturer's capacity and the remanufacturing savings, we identify ranges of values of each of these parameters in which the remanufacturing option has opposite effects for the leasing price and duration. We find that the firm optimally uses a price skimming strategy for the leasing price. We also find that the effect of remanufacturing savings on the pricing decision and the length of the leasing duration changes significantly depending on the length of the product's lifecycle. If the product's lifecycle is long and remanufacturing savings are low, the firm should offer a shorter leasing duration, whereas if the remanufacturing savings are high, the firm should optimally offer a higher leasing duration. In contrast, if the product's lifecycle is short and remanufacturing savings are low, the firm prefers to offer a shorter leasing duration, whereas if the remanufacturing savings are high, the firm should optimally have a longer leasing duration. The article also shows how capacity constraints affect the optimal leasing duration. As the production capacity decreases, the manufacturer increases the leasing duration until the capacity constraint is not binding, and she then lowers her price to get a higher product supply available for remanufacturing. Nevertheless, if the capacity is very low, the manufacturer is forced to use a high price to match capacity and demand throughout the product's lifecycle, and hence, she sets the leasing duration equal to the lifecycle of the product, and does not use remanufacturing.
The rest of the article is organized as follows. In section 2, we present our assumptions, the manufacturer's optimization problem, and the results. In section 3, we discuss the managerial implications of our model, and we conclude in section 4.
Assumptions and Model Description
Assumptions
In this article, we consider a monopolist manufacturer who offers a leasing contract to consumers that consists of a price and a leasing duration,1 as such leasing contracts based on a time interval or a usage limit are prevalent and mirror real life applications. During the leasing duration, products are maintained by the manufacturer so that their smooth operation is guaranteed. As customers arrive, the installed base expands, and the manufacturer's requirements for production and product maintenance increase. We use the term capacity to refer to the maximum rate of products a manufacturer can produce and maintain during the product's lifecycle, which we denote as T L .
The model is formulated as an optimal control problem, in which the variables to be optimized are the price of the lease and the lease duration. The demand for the product bundle is modeled as a diffusion process, where the underlying demand rate depends on the consumer's attractiveness of the product (willingness‐to‐pay), and the remaining size of the market. The costs taken into consideration in the model are the production cost per product, and maintenance cost. Products can also be remanufactured, and remanufactured products have a lower production cost than newly manufactured products. We make the following assumptions in the model:
The manufacturer's capacity is constrained. The manufacturer can produce and maintain products at a rate of α units per time unit.
The capacity requirements of an installed base—those of production and product maintenance—are an important constraint on the rate of growth of the installed base. Maintenance capacity involves the training of people with respect to the characteristics of the product and such expertise is not easily acquired in a short‐time period. For example, in its effort to transform itself from a pure manufacturing firm to a service provider, Xerox hired and trained more than 10,000 service engineers. Additional difficulties stemming from geographical considerations make the capacity augmentation of an installed base difficult. Product maintenance, for example, requires frequent visits of service engineers to customer sites and thus geographical proximity to these sites is important.
With regard to the leasing price and duration, in this article, we allow for the price to be dynamic while for the leasing duration, we assume that:
The leasing duration is the same for all consumers.
Consider a consumer becoming part of the installed base at time




After the leasing duration ends, the product goes back to the manufacturer, part of the value is recovered by remanufacturing. This value is equal to the cost savings that come from reusing products and/or components, and is denoted as Δ. The remanufactured products along with new ones will be used to satisfy new demand. We make the following assumption regarding consumers' preferences for new and remanufactured products:
Consumers do not differentiate between a bundle containing a new or a remanufactured version of the product as long as their functionality and smooth operation is guaranteed.
Unlike the case where a consumer buys the product and is responsible for its maintenance, for the consumer of an installed base, the differentiation between a new and a remanufactured product is less dominant, as the dimension of servicing becomes quintessential. The consumer pays for the guaranteed provision of a service for a period of time rather than for the product itself. This is one of the unique selling points that is used by installed base firms to attract customers. Xerox, for example, advertises itself as the The Document Company putting emphasis on its ability to provide an integrated and reliable office solution, rather than focusing on the product and its characteristics. It is also not uncommon among corporate customers in environmentally conscious countries, particularly in Northern Europe, to be willing to pay more for a remanufactured “green” version of the product (Rayport and Vanthiel, 1994).
Regarding product remanufacturing, we make the following assumption:
Products can be remanufactured only once during their lifecycle and remanufacturing takes place instantaneously. The product lifecycle is sufficiently short so that no discounting factor is used.
We make this assumption for tractability. This assumption is necessary to avoid instances where each product in the installed base has been remanufactured a different number of times, which implies that for each product the remanufacturing savings are different, that is, each product has a different Δ value. In a case like this, Δ could be thought of as the average savings per product. This assumption is supported by evidence in the remanufacturing literature (Debo et al. 2005, Guide and Van Wassenhove 2002). We do not use a discounting factor for the sake of mathematical tractability; however, discounting does not provide additional insights to the model.
In many real life situations, smooth product operation is achieved by maintaining the products in pre‐specified time or usage limits. For example, as it was mentioned in the introduction, Xerox uses scheduled maintenance for its leased units. We make the following assumption regarding the maintenance cost:
Products need, on average, maintenance every τ units of time at a cost of cm per product. There are no product breakdowns between maintenance intervals.
This assumption implies that if a product is leased for T time periods, the maintenance cost during the lease duration is given by c m (T/τ).
The notation used in the article is summarized in Table 1. We proceed with the formulation and solution of the manufacturer's optimization problem.
Notation Used
To construct the manufacturer's objective function, we note that the diffusion of the product varies during the lifecycle, based on the length of the leasing duration. Hence, the analysis is divided into two distinct time intervals, the first time interval is the time before the first leasing duration ends, that is, before t
0, and the second time interval is the duration after that point and until the end of the product's lifecycle T
L
. We name time interval 1 as the period of time before t
0 and time interval 2 the time thereafter, that is, T
L
− t
0. Note that these time intervals are of unequal length. We start by analyzing the profits in time interval 2, which depend on decisions made in time interval 1. We break the diffusion equation (1) into two parts such that 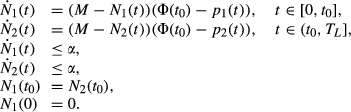
Under our assumptions, there are two possible outcomes depending on the problem parameters. These outcomes are depicted in Figure 1.
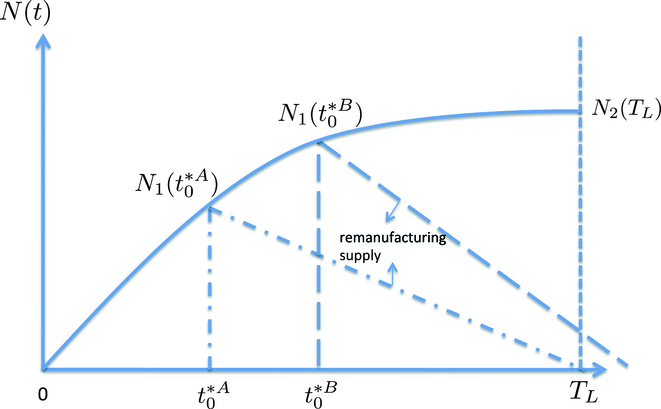
Installed Base Diffusion and Remanufacturing Supply
By setting the leasing duration, the manufacturer balances the diffusion rates between the two time intervals, and as a result, the size of the remanufacturing supply. Since products are remanufactured only once, the manufacturer has two options. The first option is to set the price such that the production of new products in the first time interval (N
1(t
0)) is less than the remaining demand of the second time interval, and then to manufacture new products in the second time interval as well. In this case, the manufacturer will make new products in the second period up to a total remanufacturing supply of N
2(T
L
)/2. In case A in Figure 1, this supply will be used to remanufacture the remaining demand but the manufacturer might have to sacrifice lifecycle profits by lowering the price to increase the remanufacturing supply. The second option is the case where it is optimal for the manufacturer to underutilize the remanufacturing supply in favor of higher lifecycle profits. In case B of Figure 1, the remanufacturing supply is less than the remaining demand. To see this, consider the case of a lease with a low price and a medium leasing duration. In this case, the installed base will expand fast with many products available for remanufacturing at a later time. Nevertheless, there might not be enough demand left and thus some of the remanufacturing supply will remain unused. In this case, the total number of products to be remanufactured will be given by the residual demand in the second time interval (

We solve the manufacturer's optimization problem in the second time interval first, by taking the leasing duration t 0 as constant, and then substituting the optimal value obtained for the price in the second time interval in the optimization problem for the first time interval. In the second time interval, during a leasing duration of length t 0 a product will be on average maintained t 0/τ times and the average maintenance cost per consumer is c m (t 0/τ). We make the assumption that in the second time interval, if a consumer leases the product at a late point of time, his contract for usage of the product for a duration of t 0 will be honored. This assumption is supported by our observations in the industry. Thus, the model allows that even if a consumer leases product at time t ≈ T L , the consumer will keep the product for t 0 time units.
Let c denote the production cost of the product. For a given t
0, the profits in time interval 2 (at the end of time t
0) are as follows: 



In the manufacturer's profit function for the second time interval, the first term corresponds to the net margin of the manufacturer multiplied by the dynamic demand function, whereas the second term corresponds to the remanufacturing savings from the second time interval. We divide the entire time horizon of T L into two time intervals only as the diffusion equation (which consists only of the saturation effect) shows that most of the diffusion of products happens in the early part of the lifecycle. The following proposition states the conditions under which constraint (4) is binding in the second time interval and the optimal price for the second time interval when the constraint is and is not binding.
For a given t
0, let C
3(t
0, c
m
, τ, T
L
, c) > 0 and C
4(t
0, c
m
, τ, T
L
, c) > 0 be constants that depend on the parameters of the problem. In addition, let Then, constraint (4) is binding from t
0 to t
2 if t
2 ∈ (t
0,T
L
]. In this case, the optimal price is In both cases, the price is decreasing with time.


All proofs are in the Appendix.
The form of C 3 and C 4 is detailed in the Appendix. We make a number of interesting observations here. First, note that the optimal pricing strategy by the manufacturer is always a skimming strategy, where the usage of the product and its maintenance entails a higher price in the beginning of the second time interval, and the price is lowered over the remainder of the horizon. If the capacity of the manufacturer is not a binding constraint, then the optimal pricing strategy is skimming, as has been shown in the literature (Eliashberg and Jeuland 1986, Kalish 1983). Even if the capacity constraint is binding, the skimming strategy remains optimal; however, the rate of decrease of the optimal price changes for the case when the constraint is not binding vs. when it is binding, and is dependent on the ratio of the market potential (M) to the length of the product lifecycle (T L ). It is interesting to note that the skimming strategy is optimal even in the absence of a discounting factor, as the firm gains by lowering the price over the horizon in the presence of the saturation effect. A lower price at a later period of time enables the firm to increase the demand for the remainder of the product lifecycle by providing consumers who lease the product late with an incentive in the form of the lower price.
In the first time interval, the manufacturer's problem is to find the leasing price and the leasing duration by maximizing the total profits, which are given by 




In the manufacturer's profit function for the first time interval, as before, the first term corresponds to the net margin of the manufacturer multiplied by the dynamic demand function, whereas the second term corresponds to the total expected profits from the second time interval. Note that the second term 
For a given t
0, let C
1(t
0, c
m
, τ, T
L
, c) > 0 and C
2(t
0, c
m
, τ, T
L
, c) > 0 be constants that depend on the parameters of the problem. In addition, let Then, constraint (9) is binding from 0 to t
1 if t
1 ∈ (0, t
0]. In this case, the optimal price is given by In both cases, the price is decreasing with time.


In the Appendix, we show that 
Propositions 1 and 2 show that the optimal prices follow a similar behavior for both time intervals while only their magnitude, and not their time behavior, depends on the leasing duration. The manufacturer sets a higher price in the beginning of the product's lifecycle, and gradually decreases the price until the end of the horizon is reached. As in the case of the second time interval, if the capacity of the manufacturer is a binding constraint, then the constraint binds from the beginning, until a certain time t 1, following which the manufacturer sets the price unconstrained by capacity. Note that the diffusion curves are concave increasing in time, since the diffusion governing functions N 1(t) and N 2(t) are quadratic in time t. Since we only model the saturation effect of the Bass diffusion curve, the diffusion models have the high growth phase early in the product lifecycle, and subsequently, the growth rate is slower. Hence, a high number of products are sold in the first time interval.
To find the optimal leasing duration 

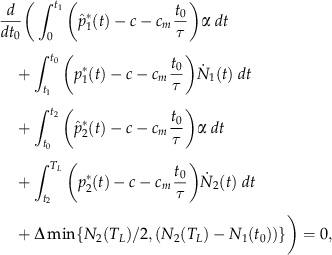
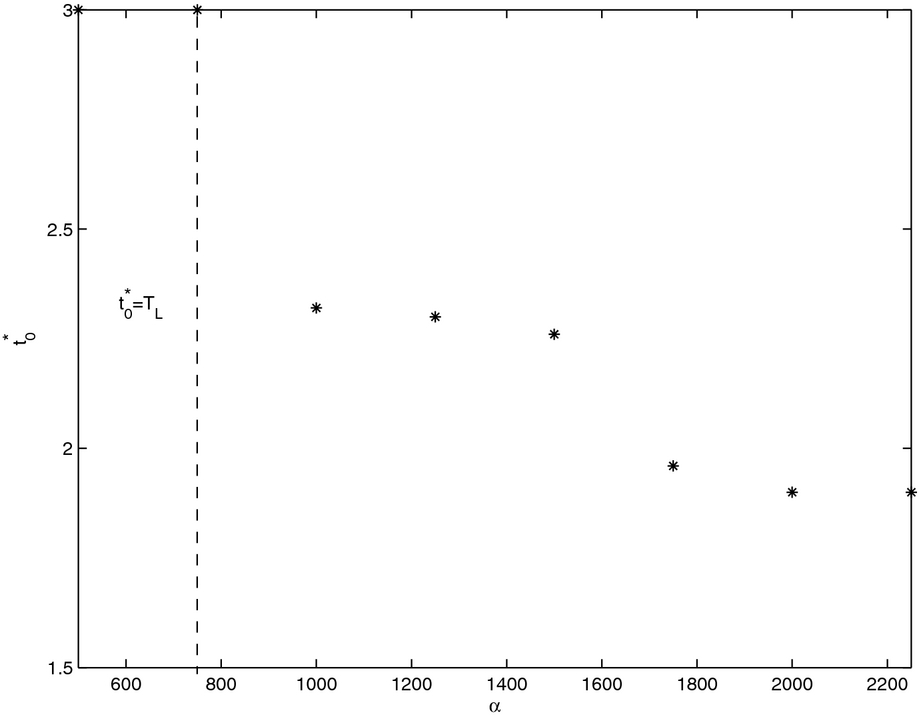
Our numerical analysis for several sets of parameters shows that there is a decreasing relationship between 


M = 4000, τ = 0.5, c m = 200, c = 1500, T L = 3, Φ(t 0) = φt 0, φ = 1100, Δ = 400
Figure 3 depicts the optimal prices in Periods 1 and 2 for a high value of α so that the constraints (9) and (4) are not binding. The optimal leasing duration for this case is 


M = 4000, τ = 0.5, c
m
= 200, c = 1500, T
L
= 3, Φ(t
0) = φt
0, φ = 1100, α = 5000, Δ = 400,

M = 4000, τ = 0.5, c
m
= 200, c = 1500, T
L
= 3, Φ(t
0) = φt
0, φ = 1100, α = 1850, Δ = 400,
Note also that the form of Equation (13) changes depending on the value of the final diffusion of products 



The effect of the remanufacturing savings Δ on the optimal leasing duration depends on the product's lifecycle T L as shown in the following proposition:
There is a
when when 




The implications of Proposition 3 for setting the length of the leasing duration for the monopolist are very interesting. Proposition 3 states that if the product lifecycle T L is long, then the value of the leasing duration should be high if the remanufacturing savings are high, and should be low if the remanufacturing savings are low. This implies that when the product's lifecycle is long, the firm should have a longer leasing duration to have a higher remanufacturing supply as it has a higher capacity to provide products at a lower cost in the second time interval. Conversely, if the product lifecycle is short, then the firm should focus on utilizing the remanufacturing savings in the second time interval, as the residual demand in the second time interval drives the remanufacturing savings.
Propositions 1 and 2 show that at optimality, the manufacturer will use a price‐skimming strategy; that is, lower the price over time for both time intervals. In the beginning of the two time intervals, prices are higher, whereas toward the later part of the time intervals, prices decrease so that the manufacturer can match the capacity better to demand. Consequently, consumers that become part of the installed base at a later time in both time intervals will pay a lower price for the same leasing duration. When the lifecycle of the product is long, the manufacturer increases the leasing duration when remanufacturing savings are high. By doing that, the manufacturer increases the remanufacturing supply while the long product lifecycle provides sufficient demand in the second time interval for this supply to be used. However, when the lifecycle of the product is short, the leasing duration is reduced. As capacity is more and more restricted, the balance of remanufacturing savings and lifecycle revenues becomes harder and for very low capacity, the manufacturer will not use remanufacturing.
Obviously, the highest benefit from remanufacturing accrues when all the products in the second time interval are remanufactured products. If this is the case, the remanufacturing supply equals the second time interval demand. In contrast, profits in the first time interval are maximized when t 0 = T L , but in this case there are no remanufacturing savings. A change in the remanufacturing savings Δ has a direct effect to the manufacturer's optimal policy and to the diffusion pattern for the installed base. Nevertheless, if the product's lifecycle T L is long enough and capacity is high, as the following proposition shows, the value of Δ does not affect the optimal leasing duration and as a result the optimal price.
If T
L
is long enough (T
L
>>) and t
1 > t
0 where t
1 is given by Equation (12), that is, constraint (9) is not binding, then if if

Proposition 4 shows that when the product lifecycle is long, the leasing duration is not affected by the value of Δ. The term (Φ(t
0) − c) is the profit margin per product, whereas the term c
m
(T
L
/τ) is the marginal maintenance cost when the leasing duration is the maximum possible and is equal to the length of the lifecycle of the product. When the profit margin per product is lower than the maintenance cost, the manufacturer sets the optimal leasing duration so that 
Propositions 3 and 4 show that the duration of the product lifecycle plays an important role in terms of the optimal policies and that these policies vary significantly as a function of the product lifecycle. A long product lifecycle allows the manufacturer to charge high prices and, depending on the maintenance costs, to use remanufacturing to the highest extent. Proposition 4 also shows that when the product lifecycle is long, the relationship between the profit margin (Φ(t 0) − c) compared with the maintenance cost c m and the maintenance frequency 1/τ plays a dominant role, and remanufacturing savings do not matter in the manufacturer's pricing decisions.
The practice of installed base management, that is, leasing contracts for bundles of products and services, is increasingly found in many industrial applications and across a wide range of products. In this article, we adopt a product lifecycle approach and examine the pricing and usage duration elements of installed base management, namely the leasing price and the leasing duration. Our model is applicable in situations where the service along with the product provides significant utility to the consumer and hence, consumers value both components of the bundle. We also model that the firm has a fixed capacity that cannot be altered during the product's lifecycle. While there has been research in the closed‐loop supply chains area on the diffusion of new and remanufactured products, the issue of installed base management, in which the manufacturer bundles the product with the service, has not been studied before. If the firm operates a closed‐loop supply chain using an installed base policy, then the remanufacturing savings obtained and the duration of the product lifecycle impacts the pricing decisions and the leasing duration offered to customers. The existence of a capacity constraint on the instantaneous rate of manufacturing also impacts these decisions. The results provided by our analysis are summarized below.
The firm should price the bundle using a skimming strategy throughout the product lifecycle.
If the diffusion of the product follows a saturation effect, we find that the firm should price the bundle using a skimming strategy throughout the product lifecycle. The rate of reduction in the price depends on whether the capacity is a binding constraint. Although Kalish (1983) and Eliashberg and Jeuland (1986) show that pricing under diffusion with learning in unit production costs follows a skimming strategy, we extend those results to the case where the firm can gain from remanufacturing savings by remanufacturing products at a later stage, and when the product and the service is offered as a bundle. Additionally, in the presence of a capacity constraint on the production and remanufacturing rate, we find that when the constraint is binding, the rate of decrease for the optimal price changes depending on the market potential and the length of the product's lifecycle. If the capacity is low, we find that the firm should reduce the price of the bundle at a lower rate, as it can obtain a higher margin, as the instantaneous demand exceeds capacity.
The optimal leasing duration varies with the remanufacturing savings and the length of the product's lifecycle.
We find that the effect of remanufacturing savings on the optimal leasing duration depends on the length of the product's lifecycle. If the product lifecycle is long, then the leasing duration should be long, if the remanufacturing savings are high, and should be short if the remanufacturing savings are low. The dynamics of this result are driven by the number of units that can be remanufactured later in the product lifecycle. When the product lifecycle is long, the firm should have a longer leasing duration to have a higher remanufacturing supply available later to have a better ability to provide products at a lower cost later in the product lifecycle. Conversely, if the product lifecycle is short, then the residual demand in the second time interval drives the remanufacturing savings, and the firm should focus on utilizing the remanufacturing savings in the second time interval by producing as many remanufactured products as possible later in the product's lifecycle.
The capacity constraint increases the optimal price of the firm, and increases the optimal leasing duration.
As the production capacity decreases, the manufacturer increases the price of the bundle, and increases the leasing duration until the capacity constraint is not binding, to get a higher product supply available for remanufacturing. If the capacity is very low, the firm is forced to use a high price to match capacity and demand throughout the product lifecycle, and hence, the firm sets the leasing duration equal with the lifecycle of the product, and does not use remanufacturing. Hence, in the presence of very low capacity, remanufacturing may not be used, as the firm finds it profitable to obtain the higher price from the excess demand over capacity, and prefers not to use remanufacturing. Geyer et al. (2006) model the cost‐savings potential of production systems that collect, remanufacture, and re‐market end‐of‐use products as perfect substitutes of new products while facing the constraints of limited component durability and finite product lifecycle with an exogenous price. The results demonstrate the need to coordinate production cost structure, collection rate, product lifecycle, and component durability. They assume an exogenous price and they concentrate on cost minimization. In contrast, we focus on the effect of remanufacturing savings and capacity constraints on leasing contracts and find that capacity constraints increase the price and the leasing duration. Similarly, Kumar and Swaminathan (2003) consider a firm that sells a product where the demand follows a diffusion pattern, and the firm may not be able to meet demand due to capacity constraints. They do not consider remanufacturing, and show that the optimal policy is a “build‐up” policy, in which the firm does not sell at all for a period of time and builds up enough inventory to never lose sales once it begins selling. In contrast, this article shows that if the capacity constraint is not very limiting, then the firm should adopt a policy of setting the leasing duration to an intermediate level and produce a reasonable number of products early to benefit from remanufacturing. However, if the capacity constraint is limiting, then the firm should not change their price at an intermediate stage, and should not remanufacture products at a later stage.
If the product lifecycle is very long, and the production capacity is very high, then the firm sets the leasing duration independently of the remanufacturing savings.
When the product lifecycle is very long, the firm can balance the supply and demand of remanufactured products more easily, and bases the decision on the leasing duration on the difference between the profit margin per product, and the marginal cost of maintenance. If the marginal cost of maintenance is high, then the firm sets the leasing duration to an intermediate level, and uses remanufacturing to benefit from the savings from remanufacturing. If the marginal cost of maintenance is low, then the firm prefers to have a higher profit margin (and hence, a higher price), and does not use remanufacturing at all, as the higher price compensates for the loss of savings from remanufacturing. In the literature, Debo et al. (2006) consider the issue of product remanufacturing under the Bass diffusion model with repeat purchases and varying speeds of diffusion, and show that repeat purchases may create sales fluctuations, and slow‐diffusing products are the best candidates for remanufacturing. In our model, slow‐diffusing products have a direct parallel with a long product lifecycle (a longer lifecycle results in a slower diffusion rate given the same terminal number of products), and given slow diffusion, the capacity will always be higher. Our model recommends that the leasing duration be intermediate for high remanufacturing savings; hence, the results are similar. However, if the marginal cost of maintenance is low, the firm should prefer not to use remanufacturing, as the profit margin dominates the savings from remanufacturing. We summarize the results of the model in Table 2.
Summary of Results
We make several assumptions in this article that could be relaxed in future research. We assume that the manufacturer's capacity is fixed and cannot be altered during the product's lifecycle. In products with very long lifecycle, additional investments to increase capacity could be undertaken by the firm. This would result in different decreases in prices (if the firm is producing at capacity, adding capacity will provide the firm the ability to lower its price). Future research should consider the possibility of capacity investments during the product lifecycle on the optimal leasing duration. In addition, we assume that product remanufacturing comes at no additional cost for the firm. It is not uncommon, however, that products designed for remanufacturing might require several investments in new materials and processes that will facilitate reuse. If the product's lifecycle is short and when the market potential is low, the firm may preclude remanufacturing as the return on these investments are not sufficient. In addition, we assume that product maintenance costs occur in fixed time intervals, and the cost of maintenance is the same throughout the lifecycle (no aging effects) and that there are no product breakdowns and replacements. We conjecture that the firm would increase the price of the product bundle if aging effects of maintenance were to be taken into account (a smaller maintenance interval or increased maintenance cost over time due to aging). Future research should take into consideration how the firm's pricing policies change when these assumptions are relaxed.
This article looks at the practice of installed base management, and models the impact of remanufacturing on the operational aspects of installed base practice, when the product diffuses in the installed base over time. Based on our findings, we propose that managers can make better decisions on the contractual elements of installed base management for consumers, and the framework proposed in the managerial implications section should act as a guide in this regard.
Footnotes
Appendix
1
There can be equivalent cases of the manufacturer offering a leasing contract with a price and usage limit, these cases can be handled equivalently by the model in this article.