
Abstract
Fixed‐bin selective assembly (FBSA) is a method for producing high‐tolerance specification assembly from lower precision components. This study investigates the design tolerance implications of an external supplier sharing dimensional information about shipped parts to be used for FBSA. An approach for reducing surplus components in FBSA is to predictively adjust the assembler's manufacturing process so that components produced internally better match those of incoming parts. However, it is unclear how the assembler's use of timely dimensions information—that is fully shared or is shared for a limited period, about the mean, variance, or both—of an externally sourced mating part would influence procedures for setting tolerances in an FBSA context. We develop and evaluate a Bayesian prediction‐based model with estimated parameters from a US assembler of bearings. Our results indicate that adjustments made using predictions from solely historical data produced comparable assembly efficiency to those made with shared information about only the dimensional variance of incoming parts. Prediction‐based adjustments, when only information about the dimensional mean was shared, yielded comparable matchable degrees to that when the mean and variance were both known. Furthermore, contrary to convention, looser tolerances were required to increase selective assembly efficiency. The shared information had a larger effect on the matchable degree than the modification of design tolerances in the absence of such information sharing. The insights have implications for coordinated component design and quality control.
Introduction
In high‐precision environments (e.g., automobile production, battery assembly, bearing manufacture), a key concern is the fit between mating components. Selective assembly is a technique to achieve high‐precision clearance between two mating components. In selective assembly, mating components are first partitioned into bins and the components are then randomly selected from within bins for assembly. The motivation for binning is to match components with “similar” dimensions thereby minimizing the clearance when assembled. However, the disadvantage is that there are often surplus parts due to imbalances in the number of mating parts in some bins resulting in increased costs. With a fixed number and width of bins (i.e., fixed‐bin selective assembly—FBSA), an approach to minimizing surplus parts in FBSA is to adjust manufacturing processes for the mating parts prior to assembly. Corrective adjustment of equipment and/or calibration are ways to achieve the required process adjustment in practice (see Liu et al. 2013). However, when one of the mating parts is sourced externally, the adjustment may only be applied to the internally produced part. In such situations, especially if the mating part has a long delivery lead time (e.g., an outsourced component from a different country), it would be useful for the assembler to have information on part dimensions (e.g., mean and variance) prior to assembly. The information can be used to adjust the assembler's manufacturing process to increase the resulting matchable degree of the FBSA procedure. The matchable degree is the percent of mating components that can be paired off (Liu et al. 2013, Zhang and Fang 1999). A high matchable degree in FBSA corresponds to a low (one minus the matchable degree) percent of components being surplus, while maintaining a desired high level of precision.
Obtaining information about shipped part dimensions from an external supplier, however, can be a challenge. Suppliers may be willing to share information about how good they are but rarely want to share information that may reveal how often they are good (Day et al. 2005). Thus, an external supplier may be unwilling to regularly share information about dimensional means and variances or even information about one or the other. In addition, in a high‐precision environment, information shared about the dimensional variance may signal differently about the supplier's current capabilities vs. information about the dimensional mean, or information about both.
An open question is how much of an impact knowledge about the dimensional mean would have, vs. knowledge about the dimensional variance, on the matchable degree when utilized in making process adjustments prior to assembly in an FBSA context.
Assessing the possible improvements to the matchable degree, due to ongoing shared information about part dimensions, can help an assembler pinpoint the type of dimensions information to focus on securing from suppliers, on a regular basis, during initial contract negotiations at the design stage. Prevalent quality standards utilized in practice (ConMet 2014; pp. 14–17) either do not require an external supplier to share such information or only require the information to be shared for an initial twelve‐month period to establish the capability of a new supplier.
During product design and process planning, it is of great importance to establish the tolerances of part dimensions that yield a desired matchable degree for FBSA and thereby reduced costs associated with inevitable parts surplus. Fang and Zhang (1996) showed analytically that the matchable degree in an FBSA is a function of the tolerances of the mating components. In the same study, they showed that if the dimensional means and variances of mating parts are known, then these could be used to predict the resulting matchable degree from an FBSA procedure. With such predictions, tolerances could be set at the design stage to achieve a desired matchable degree and other process quality requirements. However, it is unclear how the assembler's use of timely dimensions information—that is fully shared or is shared for a limited period, about the mean, variance, or both—of an externally sourced mating part would influence procedures for setting tolerances in an FBSA context. In this study, we develop and analyze a Bayesian model that enables us to value possible improvements in selective assembly efficiency due to an external supplier always sharing information about dimensional means, variances, or both with an assembler who utilizes FBSA. Our model also provides insight into which type of information (i.e., mean or variance) shared by suppliers has the largest impact on the matchable degree and thus selective assembly efficiency. We also numerically investigate the implications of the shared information for modifying existing tolerances when FBSA is to be utilized in assembling a product, and we extend our analysis to investigate other FBSA industry examples.
The results of our investigation have key implications for coordinated component design and quality control, which have become more challenging with increasing outsourcing practices (Agrawal, Muthulingam and Rajapakshe 2017). Outsourced components and subassemblies received from individual suppliers have unavoidable dimensional variations from various sources including tooling maintenance, production processes, and incoming materials (Ceglarek and Shi 1995, Huang et al. 2014, Liu et al. 2013). Such variations in externally sourced parts suggest that the assembler may need to react to changes in the external supplier's manufacturing process, by adjusting internal processes on an ongoing basis, for more efficient assembly. Shared information about the dimensions of incoming parts can be utilized to perform the adjustments prior to selective assembly. Such regular process modifications can eventually lead to design tolerance modifications such that tolerances are adopted to help facilitate the use of the shared information.
This study is organized as follows. We proceed with a literature review to identify key issues in selective assembly and to motivate this work. Next, we develop a Bayesian model to assess the impact of shared information on assembly efficacy, and show how the model could be applied to probe into possible design tolerance modifications. We then present an applicative case analysis of a mechanical component manufacturing company in the United States and then extend the analysis to investigate other FBSA industry examples from the literature. Subsequently, we discuss the results of our analysis and consider the implications for theory and practice. Finally, we consider the limitations of our study and outline relevant avenues for further research.
Literature Review
The current study is concerned with the impact that shared information (about the dimensional mean, variance, or both), of an external supplier's manufacturing process, has on assembly efficiency and the setting of design tolerances in a selective assembly context. Thus, it relates to both the literature on selective assembly and production design.
Selective Assembly
Selective assembly has been used in manufacturing for years. Examples of its application include the assembly of ball bearings and joints (Shin et al. 2009, Thesen and Jantayavichit 1999), production of pistons and cylinders (Pugh 1986), production of thermometers (Tan and Wu 2012), and prevalent use in the assembly of engines (Caputo and Di Salvo 2019, Clottey and Benton 2020, Wang et al. 2018).
Literature concerning selective assembly has been developed along three main streams. The first stream has to do with statistical and numerical optimization issues for determining the “optimal” partitioning of bins to minimize loss functions based on certain distributional assumptions (Fang and Zhang 1995, Kumar et al. 2007, Kwon et al. 1999, Matsuura and Shinozaki 2011, Mease et al. 2004, Pugh 1986). Studies within the first stream are differentiated by whether fixed bins vs. equal area partitioning was used for binning, type of loss function employed (e.g., squared error vs. absolute error), type of bin matching employed (e.g., one‐to‐one vs. use of adjacent bins in one‐to‐three matching), and number of parts assembled (two vs. a complex system of three or more). A key assumption in such studies has been that the process parameters of each mating component are known and under the control of the assembler, as is the case when all the components to be matched are manufactured in‐house. The supply of mating components by an external supplier would mean that process parameter values for that component, prior to delivery, can only be obtained via forecasts or from the supplier sharing information. The effect of such shared information on results in the first stream has to our knowledge yet to be investigated.
The second stream has to do with issues involving the matching of two or more different types of components to reduce mismatch costs. Tan and Wu (2012) compared the mismatch (quality) costs of two approaches to selective assembly: Direct Selective Assembly (DSA) and FBSA. The former is selective assembly using information from measurements on component characteristics directly, whereas the latter is the approach in this study with components first sorted into bins. Simulations were conducted to evaluate the effect of batch size in both DSA and FBSA, along with distribution misspecifications when designing bins for FBSA. Thesen and Jantayavichit (1999) considered high‐precision manufacturing of scroll compressor shells in an automated manufacturing system. In that study, the quality cost impact of buffer sizing and process blocking during selective assembly was investigated. Coullard et al. (1998) considered the problem of maximizing yield within the context of a batch FBSA system and developed a linear‐time greedy algorithm to do so. By taking advantage of special bipartite network properties, a faster algorithm was later developed in Iwata et al. (1998). Clottey and Benton (2020) considered the problem of using shared information to set safety‐stock levels when selective assembly is utilized for matching an intermediary component (e.g., bearings) in engine block and crankshaft assembly. Caputo and Di Salvo (2019) developed a managerial economic model to quickly compare the cost of traditional and selective assembly to identify the lower cost option. Other than Clottey and Benton (2020), studies within this second stream likewise did not investigate the effect of shared information on the proposed solutions. The Clottey and Benton (2020) study, however, was limited to a specific context and therefore did not provide broader insights into the effects of such shared information for selective assembly in general and for modifying design tolerances. In addition, the safety‐stock approach in Clottey and Benton (2020) can be categorized as a reactive approach. Manufacturing enterprises tend to rely on reactive approaches—such as, inspecting, buffering, and reworking—to managing quality. However, there has been a gradual yet definite transition from a reactive to a proactive strategy to managing quality by incorporating design techniques (Desai and Mittal 2009).
The third stream of literature has to do with the setting of design tolerances in selective assembly. This is the literature stream most closely related to our work as detailed below.
Design Tolerances and Selective Assembly
Tolerance analysis is utilized by design engineers to evaluate the setting of tolerances while considering the accumulated variation in parts and assemblies (Chase and Parkinson 1991). Engineers prefer tight tolerances to assure fit and function of their designs, while manufacturers like tolerances to be looser thus making parts easier to produce and assemble. Specifying tolerances is therefore a critical link between design and manufacturing. Selective assembly means that wider tolerances can be used for parts than the final assembled product, while still ensuring that the resulting assembly meets functional requirements (Kannan et al. 2008). However, the setting of design tolerances also affects the number of mismatched parts in selective assembly. Mansoor (1961), the first study to discuss the setting of design tolerances in a selective assembly context, proposed that selective assembly should be performed differently according to whether the process tolerance of the parts is lower, equal, or higher than the design tolerance of the fit. Once the appropriate operational procedure was selected, simple adjustments could be made to target design dimensions to minimize mismatch. The proposed solution, however, did not consider costs. Tolerance–cost curves, which relate tolerances to manufacturing costs, can be used to set design tolerances to minimize costs (Islam 2008). Since there are various cost curve representations in terms of shape or the types of costs included, the choice of an appropriate tolerance‐cost curve is non‐trivial (Caputo and Di Salvo 2019). Recently, Caputo and Di Salvo (2019) developed a unit‐cost formulation based on the established links between cost and tolerances.
Another approach to setting tolerances for selective assembly is to utilize a simulation design to determine tolerances that minimize mismatches when the process settings (e.g., mean or variance) for dimensions of one of the mating parts can be changed prior to being selectively assembled. Such an approach was utilized in Akansel et al. (2011), who solved a non‐linear program to determine optimal machine settings and then simulated the process over time with differing tolerance specifications. This resulted in a tolerance design that minimized the number of unmatched parts in the simulation. For the approach to work effectively, however, the dimensional distribution of both parts needed to be known prior to process modification. While not specific to selective assembly, simulation is likewise used to set tolerances for the more general multiple‐response‐product‐and‐design problem in which trade‐offs between the design characteristics that are optimal for manufacturing and those optimal for the product are investigated (Köksalan and Plante 2003, Park and Kim 2005).
A third approach that has been used to set tolerances for selective assembly is by making use of the link between specified tolerances and the capability of a manufacturing process to meet those specifications, which is contained in process capability indices. Thus, for a target level of process capability, the design engineer can specify tolerances based on expected part variations and process shifts during assembly. Once tolerances are initially set, various approaches to modifying manufacturing process means to maintain process capability have been proposed (Kannan and Jayabalan 2002, Lee, Hausman and Gutierrez 1990, Matsuura and Shinozaki 2011). Zhang and Fang (1999) utilized process capability indices in a selective assembly context to investigate how tolerances for two mating components could be occasionally modified to achieve a desired matchable degree when the parts were selectively assembled. However, their approach assumed that the two parts were to be manufactured in‐house and thus their manufacturing process means and variances would be known and under the control of the assembler during production. When one of the mating components is supplied by an external supplier, a way to obtain the dimensional means and variances for such parts prior to delivery is to estimate them from recorded dimensional measurements of previously delivered parts. Another way is from shared information by the external supplier about part dimensions. To achieve a desired matchable degree, the design engineer may need to initially set looser tolerances (for internal or externally sourced parts) than if the parts were both internally sourced. This is in effect a “safety factor” on the tolerance design to account for additional uncertainty from an external supplier. We expect that the Bayesian model and numerical analysis developed in this study will provide insights for determining such a factor.
In summary, our study can be described as one in which a proactive approach is being applied to managing quality (e.g., matchable degree) in a selective assembly context. To our knowledge, we are the first to consider such an approach in the context of FBSA with externally supplied parts.
Model Development
An overview of the notation utilized for model development is shown below:
RB is a rollerball BM is a pair of bearing inner and outer races manufactured in‐house























The motivation for our study is the selective assembly of bearing components. Selective assembly is common practice for bearings and other components utilized in the automobile and aeronautical industry. To control radial or axial clearances of bearing assembly, one needs to match the diameters of roller balls (i.e., rolling elements) with inner and outer races (see Figure 1) of appropriate diameters so that the desired clearance fit between the three mating parts is within 0.020 (=τ) microns.
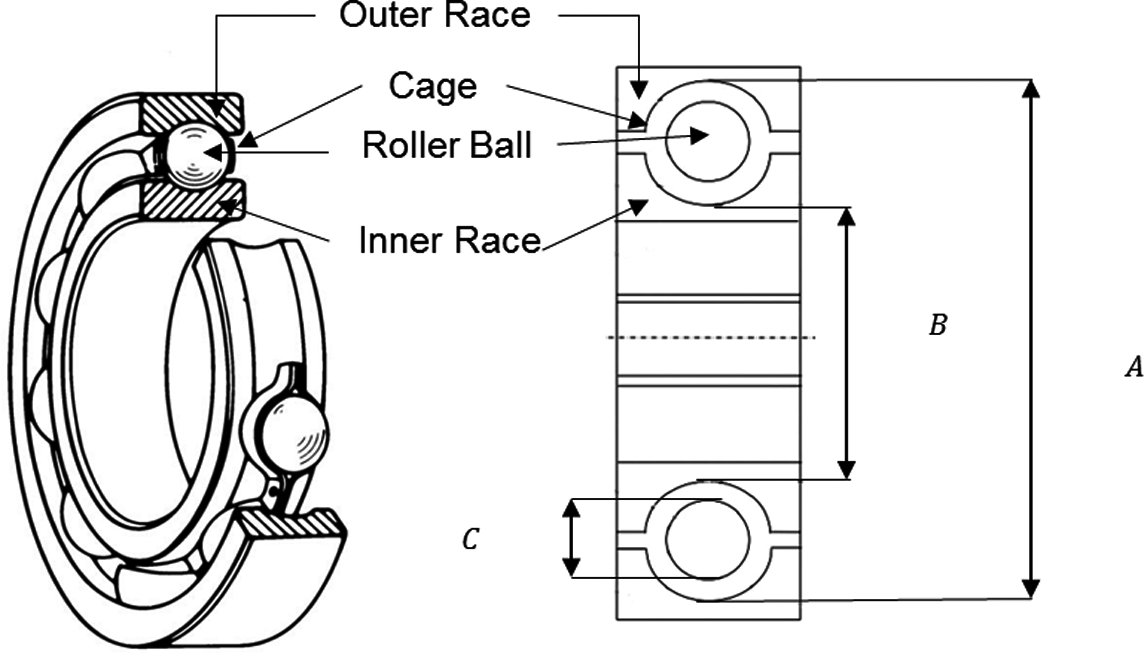
Illustration of a Ball Bearing Assembly
The clearance tolerance required for assembly is thus For each manufactured BM component pair, a width measurement For each delivered RB component, a diameter measurement One RB and one BM component pair is randomly selected from the ith bin of each measurement (i.e., Surplus RB or BM component pairs remaining in each bin class




























The above procedure with random selection within bins makes the mating process more convenient as several different‐sized RBs can be matched with several different‐sized BM components while maintaining tolerance. The BM assembler maintains a high (i.e., 98%) safety‐stock service level for both RB and BM components based on historical usage data. Information shared by the RB supplier about the mean and/or variance (i.e.,


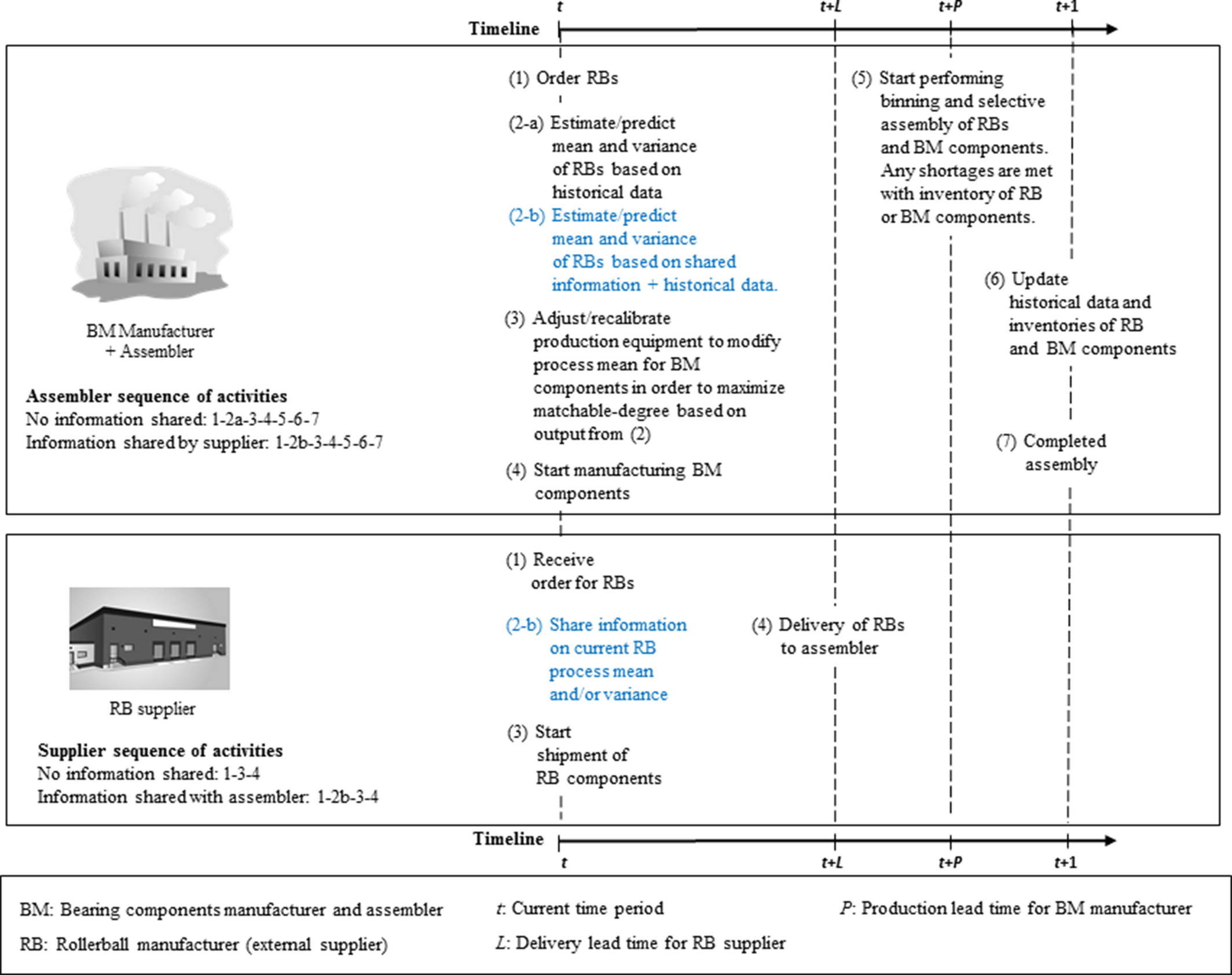
Selective Assembly with and without Sharing of Information on Incoming Part Dimensions by the RB Supplier [Color figure can be viewed at
Matchable Degree and Information Shared about Part Dimensions
The matchable degree of selective assembly is defined as the percentage of mating components that can be paired off (Liu et al. 2013, Zhang and Fang 1999). Predicting the matchable degree can enable actions to be taken prior to assembly to reduce surplus parts, thus increasing the effectiveness of the assembly (Zhang and Fang 1999, p. 254). The matchable degree is modeled as the sum of the minimum proportion of parts within each fixed bin (Liu et al. 2013, p. 5445). With this as a basis, we developed a likelihood function required for our Bayesian estimation approach (our reason for adopting a Bayesian approach is explained later) as follows. Each













Each








Thus, the expected matchable degree is



































We chose Normal‐Inverse Gamma priors for











The initial estimates of (a, b) are based on either expert opinion or historical records of RB measurements. With such priors and the Poisson‐Binomial distribution in Equation (2), obtaining the posterior distributions for









An estimate for the impact of the RB supplier sharing information about























Prediction of the matchable degree prior to assembly, with adjustments being made to the BM process to achieve the




Design Tolerances and Information Shared about Part Dimensions
As noted earlier, in practice, there are constraints to the possible values that the optimal process mean



Case Analysis
The experimental parameters (see Table 1) were obtained from a middle‐market manufacturer of bearings headquartered in the Midwestern United States. The bearings are used in a variety of products ranging from automobiles and electronics to cosmetics and jewelry.
Current Parameter Setting for the Computational Experiment
The production plant used by the bearing manufacturer was four years old at the time of this study. However, the average new manufacturing plant in North America operates for only nine years (Statistics Canada 2007). We therefore decided to perform our analysis for 108 monthly periods, corresponding to nine years. We considered the average efficacy measures 









Before proceeding with the priors in our analysis, a robustness check (test results not shown‐available upon request ) was conducted by varying the parameters in the priors to see if they would still lead to the accurate recovery of the actual parameters in the simulation. An accurate recovery of the parameters was achieved in our robustness check, meaning that the priors are robust and can, therefore, be used for estimation (Gelman et al. 1995, pp. 281–283). The examination of time‐series plots (not shown) indicated that the resulting MCMCs were stable after the burn‐in period. In each period, a prediction of the next period's 



To perform the analysis for tolerance design, we ran a simulation for 108 monthly periods with the tolerance for the BM components as a factor set at eight levels. The current tolerance with a lower tolerance limit of 7.512 and an upper tolerance limit of 7.522, as shown in Table 1, was adjusted by eight multipliers ranging from an 85% decrease (i.e., 0.125x) to a 400% increase (i.e., 4x). These limits are consistent with bin widths for the selective assembly of bearings found in the literature. As an example, the bin width in the Shin et al. (2009) reference is for the assembly of needle bearings that required significant precision, while the types of bearings considered in Kannan and Jayabalan (2002) required less precision. Table 2 below provides details of the resulting tolerance limits and bin widths at each of the tolerance multipliers.
Tolerance Limits and Bin Widths (in μm) at each Tolerance Multiplier Level for BM Components
Use of the multipliers to adjust the tolerances, resulted in a wider tolerance range (i.e., upper minus lower tolerance limits), than the current range of 0.01 in Table 1. This also meant that all but the 1x multiplier resulted in a clearance tolerance 
In our analyses, the base scenario is the resulting matchable degree if process adjustments are not made. In all other scenarios, adjustments are made to the process based upon the level of available information (IS and NSI) about incoming part dimensions.
Results: Effect of Shared Information about Incoming Part Dimensions on FBSA Efficacy
As discussed earlier, the predicted values (i.e., 








Matchable Degree and Efficacy Measures Under Various Scenarios for the Sharing of Information about Part Dimensions

Positive efficacy = improvement in matchable degree vs. the base case of no process adjustment.
Table 3 shows that the average matchable degree resulting from predictions made with the shared value of 




Shared information about only 





Collectively, the results indicated that information shared that included the mean was more beneficial to FBSA (i.e., led to higher matchable degree values on average and therefore less surplus) than information shared about only the variance. Information about both 









Results: Effect of Shared Information about the Dimensions of Incoming Parts on Tolerance Design
A total of 4,320 matchable degree measurements were collected, corresponding to eight levels of the tolerance multiplier factor, five levels of adjustments to the BM process mean (i.e., base = no adjustment, adjustment with no shared information, adjustment with only the variance shared, adjustment with only the mean shared, and adjustment with both the variance and mean shared), and 108 periods. The average efficacy measures at each factor level over the 108 periods is shown in Figure 3.
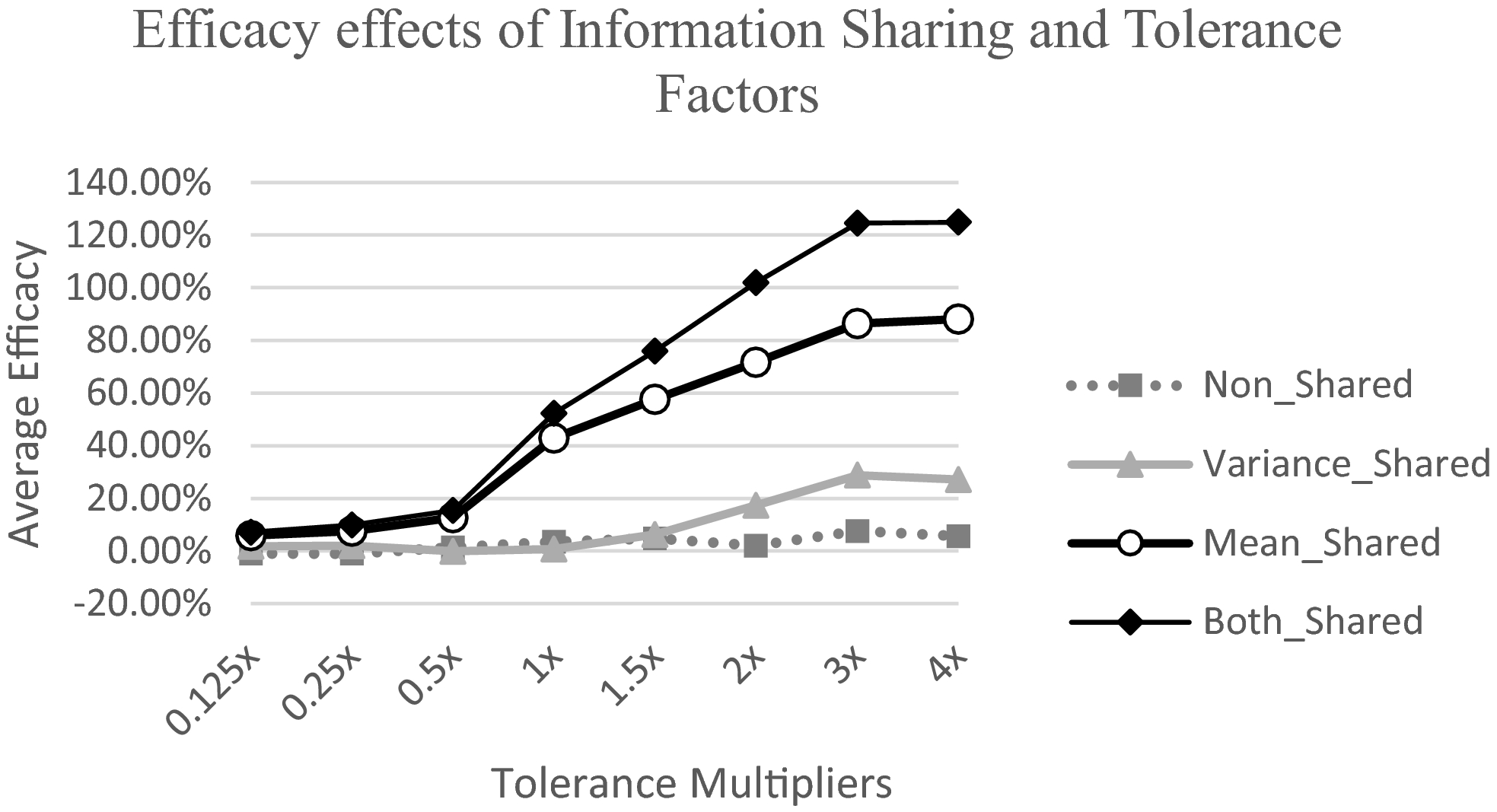
Simulation Results for Efficacy
Figure 3 indicates that larger multipliers, which resulted in looser tolerances, yielded higher matchable degrees (i.e., positive efficacy) vs. the base case in which no adjustments were made. However, shared information that included the dimensional mean of incoming parts resulted in the most efficacy gains as tolerances were loosened (i.e., with larger multipliers). Of more significance is the result that in the none‐shared scenario, where adjustments occurred based solely on the dimensions of previously delivered RB parts, the looser tolerances yielded increasing positive efficacy values. Put another way, when no information about incoming part dimensions is shared by the external supplier, looser tolerances would be required for adjustments with Bayesian predictions using only historical dimension data to significantly outperform the resulting matchable degree when no adjustments are made to the assembler's process. Thus, the assembler is better‐off soliciting information about the dimensions of incoming parts from the external supplier rather than trying to adjust their manufacturing process with predictions based only on historical data of the dimensions of previously delivered parts.
Figure 3 also shows that a decrease in the current tolerance bin widths (i.e., at multipliers <1x) resulted in negligible differences in the resulting low matchable degrees within each process adjustment scenario. At the current tolerance level, the resulting matchable degrees of process adjustments made with shared information about only 







Alternative Industry Scenarios
We were interested to see the results of applying our approach to the selective assembly that occurs in other industries in which tolerances may be less precise (e.g., wider bin widths) along with less precise dimensional measurements (e.g., higher coefficient of variation‐CV) compared to bearing assembly. We therefore ran the analysis in Figure 3 for two industries identified in the literature with CVs larger than the current CV of 0.00013 (= 
Efficacy Measures (and 95% Confidence Intervals) Under Various Quality‐Distribution Information‐Sharing and Tolerance Factor Scenarios in Multiple Industry Examples
Note
Positive efficacy = improvement in matchable degree vs. the base case of no process adjustment.
Camshaft & Tappet, CV = 0.012, Bin width= 0.15 μm (Mease et al. 2004).
Bimetallic strips, CV = 0.002, Bin width = 0.025 μm (Tan and Wu, 2012).
Rollerball & Frame, CV = 0.00013, Bin width = 0.0015 μm (Current study).
The results in Table 4 are consistent with those in Figure 3. Namely a decrease in the current tolerance bin width (i.e., at multiplier 0.125x) resulted in negligible differences in the resulting low matchable degrees within each process adjustment scenario for each industry example. Conversely, increasing the tolerance (i.e., at multiplier 4x) from the current level in each industry example resulted in more disparity in the matchable degrees of each process adjustment scenario. This indicated that, within an industry, as the design tolerance limits for the BM components became wider, the hierarchy of the shared information by the external supplier became more pronounced. With widened tolerances within an industry, shared information that included the dimensional mean of incoming parts resulted in the most efficacy gains.
Across industries, the results in Table 4 indicate that a decrease in the tolerance bin width in the automotive industry example, in which dimensional measurements were less precise (i.e., larger CV) than in the thermostat and bearing industries, had a significantly negative effect on the matchable degree efficacy. The average efficacy measures within the automotive industry were the lowest at each combination of tolerance multiplier and information sharing level compared to the other two industries. Conversely, the average efficacy measures for the current study, which had the smallest CV of the three industry examples, were the highest. This suggests that the prediction‐based adjustment methods proposed in this study are best suited to high‐precision environments, where the mean is several times the size of the variance, operating with relatively loose tolerances.
Discussion
Improvements in the matchable degree in FBSA results in fewer total parts processed to obtain a desired assembly yield. As discussed in Caputo and Di Salvo (2019), a reduction in the number of total parts processed leads to less WIP (with associated holding costs) along with a reduction in material, sorting, and inspection costs. Of these, material costs tend to contribute more toward unit assembly costs than other costs in FBSA (Caputo and Di Salvo 2019). Therefore, a reduction in the matchable degree has the potential to significantly reduce the associated costs of FBSA. This study offers several managerial and theoretical implications concerning the role of shared information and tolerance design for improving the economic efficiency and matchable degree in the supply chain for selective assembly.
Managerial Implications
Suppliers can share periodic information about part dimensions in various ways, including providing a single measurement of their current process mean or variance, providing the current process capability (e.g., C p) index, or providing all the dimensional measurements of their parts. Results of our analysis indicate that having and making use of more information is not always beneficial to improving the matchable degree in FBSA. Adjustments to internal manufacturing processes made when the supplier only shares information about the variance of shipped parts (e.g., in the form of a shared single variance measurement or the well‐known C p index) can result in a worse matchable degree than when only historical data (i.e., no shared information) are used as the basis for the adjustments. The assembler is therefore best advised to negotiate for information from the supplier that includes details about the dimensional mean of parts to be delivered. However, an external supplier may be unwilling to regularly share such information. Chen and Deng (2015) note that suppliers are less likely to voluntarily share precise information (e.g., the mean) vs. imprecise information (e.g., the C p index). In addition, as mentioned earlier, in a high‐precision environment information shared about the variance may signal differently about the supplier's current capabilities vs. information about the dimensional mean or information shared about both. With information about only the dimensional mean of incoming parts, the assembler can make prediction‐based adjustments that yield a matchable degree that is close to what would have been obtained if both the dimensional mean and variance had been known.
Quality standards (e.g., ConMet 2014) commonly utilized in practice either do not require an external supplier to share dimensions information for parts prior to delivery or only require the information to be shared for an initial twelve‐month period to establish the capability of a new supplier. The results of our study indicated that there is a significant benefit in having an external supplier always sharing information about the mean of part dimensions in an FBSA context. When using the Bayesian model developed in this study to make predictions, the more periods of shared information from the external supplier, the faster the model “learned” about the underlying process generating the variation in the dimensions of incoming parts and the better the predictions became. This finding is consistent with the learning curve phenomenon. Since the average new manufacturing plant in North America operates for only nine years, with 14% of new plants closing after the first year (Statistics Canada, 2007), there may be insufficient monthly data available to otherwise obtain accurate predictions. The shared information from the external supplier utilized in a Bayesian model can be critical in such instances.
We also found that widening existing tolerances for the internally manufactured part can improve the performance of FBSA with Bayesian prediction‐based adjustments. With a loosening of tolerances, the assembler can achieve higher assembly efficiency by obtaining information about the dimensions of shipped parts from the external supplier rather than making manufacturing adjustments solely based on predictions from the dimensional measurements of previously delivered parts. Our results indicate that in such a scenario, the hierarchy of the shared information by the external supplier becomes more pronounced, with information about both the mean and variance of incoming part dimensions being more valuable for FBSA than information about only the mean, which in turn is more valuable than information about only the variance. As tolerances are tightened, there is less of a matchable degree performance advantage in getting both mean and variance values vs. getting only one or the other from an external supplier.
The results were compared with alternative industry examples identified in the literature. However, our results suggest that the prediction‐based adjustments proposed in this study are best suited to high‐precision environments, where the mean is several times the size of the variance, in which tolerances are relatively loose. Tightening of tolerances for FBSA would likely result in a worsening matchable degree performance of Bayesian prediction‐based adjustments, particularly for industries in which the CV of the distribution of part dimensions is large (e.g., >1.2%).
Theoretical Implications
A key finding of our study is that loosening existing tolerances (i.e., widening the bin widths) may be needed when either only information on the dimensional variance of incoming parts is shared and utilized or no shared information (i.e., only historical data on part dimensions) is utilized for Bayesian prediction‐based FBSA. Previous studies (Kumar and Kannan 2007, Matusura and Shinozaki 2011, Tan and Wu 2012) in which optimal bins, tolerances, or adjustment procedures had been developed assuming that process parameters of each mating component were known and under the control of the assembler generally indicated that loosening the tolerance of one of the mating parts relative to the other resulted in a worsening matchable degree. When making comparisons between scenarios in our study, however, we found that when the tolerance of the internally manufactured part was tightened relative to that of the externally sourced part, this resulted in no significant difference in matchable degree between process adjustments made with either no information shared or with only information about the variance shared compared to when no process adjustments were made. Conversely, loosening of the tolerance associated with the internally manufactured part relative to the externally sourced mating part resulted in a higher matchable degree when process adjustments were made with no information shared or with only information about the variance shared compared to no process adjustments being made. These results also applied to two industry examples (i.e., automotive and thermostat) from the literature in which FBSA was being applied to parts with less precision than those in bearing assembly. This suggests that information sharing does indeed have implications for the setting of design tolerances for FBSA. The design tolerances of internally manufactured mating parts may need to be loosened, relative to those of the externally sourced part, if prediction‐based process adjustments are to be made with or without shared information about part dimensions from the external supplier. Challenges to loosening existing tolerances include the need for an engineer to perform a thorough analysis, preferably with CAD, to ensure that the widening of tolerances is feasible and the need to work with the supplier to potentially modify their tolerances (Rasmussen 2020).
Various approaches to setting optimal design tolerances in FBSA have been proposed (Kumar and Kannan 2007, Mansoor 1961, Zhang and Fang 1999) to reduce the amount of surplus‐mismatched components in FBSA. These approaches are predicated on the assembler having control over the means and variances of mating components during production, which may not be the case if one of the mating components is supplied by an external vendor. While tightening of existing design tolerances can yield a sufficient matchable degree in FBSA, along with an improvement in fit and function of the final product, it can be difficult to do in practice. Tighter tolerances may require different machinery, tooling, and fixtures; operator skill levels and setup costs; and inspection precision and gaging (Chase and Parkinson 1991). Our results show that the use of shared information by an external supplier about the dimensions of shipped parts, which is then used to make internal adjustments to production prior to FBSA, has a larger effect on assembly efficiency (i.e., matchable degree) than modifications to existing manufacturing design tolerances in the absence of such information.
Previous studies (Fang and Zhang 1995, Liu et al. 2013) have recommended increasing the matchable degree of components in selective assembly by adjusting the assembler's process based on knowledge about both the dimensional mean and variance of parts prior to assembly. In this study, we provide a Bayesian prediction‐based approach that can be used when it is difficult to fully obtain such information. A Bayesian approach allows for accurate predictions to be made with management opinion and little additional data, which was the situation in our case illustration.
Consistent with the results of Clottey and Benton (2020) in a different context, we found that in a high‐precision environment where the mean is several times the size of the variance, information about both the mean and variance of incoming part dimensions is more valuable than information about only the mean, which in turn is more valuable than information about only the variance. Additionally, we found that such information becomes more valuable for reducing mismatches if existing tolerances are loosened. While Clottey and Benton (2020) employed a more reactive approach by adapting safety‐stock to manage quality in a selective assembly context, the current approach can be described as a proactive one in which information sharing and design techniques are used instead.
Conclusions
In this study, we found that shared information by an external supplier about the dimensions of shipped component parts can significantly decrease the volume of surplus components and associated costs during fixed‐bin selective assembly (FBSA)—a popular selective assembly procedure. We develop and analyze a Bayesian prediction‐based approach to utilizing shared information to adjust the assembler's manufacturing process prior to FBSA to improve assembly efficiency (i.e., matchable degree). The model was then empirically tested, utilizing parameters obtained from a mechanical component manufacturing company in the United States and on parameters from industry examples found in previous peer‐reviewed work. Our results indicated that Bayesian prediction‐based adjustments from solely historical data yielded comparable assembly efficiency to those made with information shared about only the dimensional variance of incoming parts. Likewise, prediction‐based adjustments made with information shared about only the dimensional mean of incoming parts yielded comparable assembly efficiency to that when both the mean and variance were known. Furthermore, contrary to convention, looser tolerances may be required to increase selective assembly efficiency. The shared information had a larger effect on assembly efficiency than design tolerance modifications, suggesting that information shared about part dimensions on an ongoing basis could be a consideration for setting tolerances at the design stage of a product to be assembled via FBSA. Our study, therefore, advances understanding of shared information and tolerance design in the supply chain for selective assembly.
External suppliers are not always willing or required to share information in practice. This study provides an approach that decision makers can use to evaluate potential cost savings from using information provided by an external supplier in an FBSA context and, therefore, can be a basis for evaluating whether it is worth incentivizing the supplier to share such information or not. Finally, another approach would be for the buying organization to use mediated power to influence the supplier to share information.
Although the contributions made to theory and practice by the current study are intriguing, there are opportunities for future research to extend our work. Our focus in this study was on improvements made to the design of an assembler's manufacturing process, using the matchable degree in selective assembly as a basis. Incorporation of factors such as effort or technical difficulties of design modifications in the current approach could enhance it further. The external supplier in our study manufactured make‐to‐stock, meaning that parts to be delivered to the assembler were available in storage upon receipt of the assembler's order. Discrepancies between the information shared and the delivered part dimensions could occur if the supplier manufactured the parts after sharing information with the assembler. Long and uncertain supplier lead times combined with the discrepancy could further exacerbate the effect of the discrepancy. While not applicable to the case in this study, such issues could be considered in future work. Encompassing scenarios with different dimensional distributions of parts can also be considered in extensions to this work.
Footnotes
Appendix
Acknowledgements
The authors are truly grateful to the departmental editor, the senior editor and three anonymous reviewers for their excellent suggestions that improved this study substantially. We would like to thank managers at an unnamed US middle‐market manufacturer of bearings for their inputs and comments. We also thank the quality engineers at the Honda engine plant in Anna, Ohio, who provided insight and important feedback on fixed‐bin selective assembly operations. This research was partially supported by a grant from the National Center for the Middle Market at The Ohio State University's Fisher College of Business.