
Abstract
Polyetherimide/multi-wall carbon nanotube nanocomposite foams were fabricated and their electrical and mechanical properties characterized. The composites with 0.5–3 wt% of carbon nanotube loadings were fabricated using a solution-based method. Different foaming conditions were studied along with the residual solvent effects. It was found that the residual solvent significantly affected the mechanical properties of the nanocompsites. Electrical conductivity of the composite foams with the same wt% loading of carbon nanotubes was found to be dependent on the relative density of the foams. Foams with a higher relative density had a higher electrical conductivity. The fabricated polyetherimide nanocomposite foam is thermally stable, with a glass transition temperature close to that of the neat polyetherimide. Despite the volume expansion due to foaming, the polyetherimide nanocomposite foams achieved an electrical conductivity of 10−7 S/cm at 2 wt% carbon nanotube loading and 45% relative density. This makes them a multifunctional material for lightweight and electrostatic dissipative applications.
Keywords
Introduction
Polymer nanocomposite foams have attracted much attention due to their improved mechanical, thermal and electrical properties. Early research on polymer nanocomposite foams has focused on improving foam morphology and the mechanical properties. Nanoparticles such as nanoclay, carbon nanofiber and carbon nanotubes (CNTs) were used with a wide range of polymer matrices to increase the nucleation density, thereby reducing the cell size, reinforce the polymer foam and impart other desirable properties such as fire retardancy. 1 Polymer nanocomposite foams with improved electrical conductivity have recently been developed for lightweight electrostatic dissipative (ESD), electromagnetic interference (EMI) shielding and lightning-strike protection applications. 2 – 4 It is well known that a small amount of highly conductive nanoparticles, when well dispersed, could form a conducting network in the polymer matrix, thereby significantly improving the electrical conductivity of the otherwise insulating material. Making these polymer nanocomposites into foams would lead to the formation of a new class of multifunctional materials that are both lightweight and electrically conductive.
Traditionally, ESD and EMI prevention have relied on metal-based materials, either thin sheet metals or metal-coated plastics. These materials suffer from disadvantages of being heavy, prone to corrosion and difficult to process. Conductive polymer nanocomposite foams are preferred compared with metal-based materials, especially for lightweight applications such as those found in aircrafts, spacecrafts and automobiles. The porous structure of these foams also provides an added benefit for EMI shielding due to enhanced magnetic energy absorption by wave scattering. 3
Most of the existing polymer nanocomposite foams have low temperature thermoplastic matrices with a glass transition temperature (Tg) ranging between
In this study, we fabricate polyetherimide (PEI)/multi-wall carbon nanotube (MWCNT) nanocomposite foams and characterize their electrical and mechanical properties. PEI is a high performance polymer with a Tg of 217°C and a melting temperature of 340°C. Using PEI as the matrix material, the resultant nanocomposite foams could be used in a more stringent environment where high service temperature is required. In addition, PEI performs well with low smoke and low toxicity while it burns. The fabricated composite foams could be used for aerospace and automotive components to satisfy the lightweight, ESD prevention as well as fire safety requirements.
Experimental
Materials
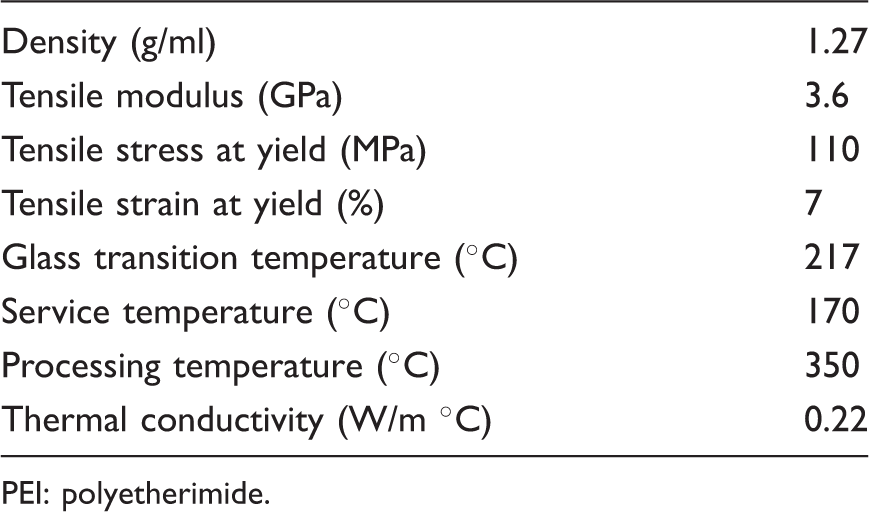
PEI powder (ULTEM 1010 P) was provided by SABIC Innovative Plastics Co. PEI is a semi-transparent thermoplastic material with high strength and stiffness. The molecular structure of PEI is shown in Figure 1. The density and mechanical and thermal properties are shown in Table 1. Functionalized MWCNTs with the carboxyl group (–COOH) were purchased from Cheap Tubes, Inc. Functionalized CNTs were used for better dispersion.
14
The purity of the tubes was greater than 95%; the inner diameter was 3–5 nm, outer diameter was 8–15 nm and length was 10–50 µm. The COOH group content was 2.5%. Dichloromethane (DCM) from Fisher Scientific was used as the solvent to dissolve PEI and suspend MWCNTs. For foaming, industrial grade CO2 was used as the blowing agent in a solid-state foaming process.
The molecular structure of PEI.
24
Properties of PEI (ULTEM 1010P). PEI: polyetherimide.
Sample preparation
PEI/MWCNT nanocomposites of 0.5–3 wt% with 0.5 wt% loading intervals were prepared using the solvent casting method. PEI powder and MWCNTs were separately added to DCM of equal amounts. Probe-type sonication (VC 750, Sonics and Materials Inc, USA) was applied at room temperature for 1 h with a power level of 150 W in order to obtain a homogeneous DCM/CNT suspension. The PEI solution was then added to the DCM/MWCNT suspension. The mixture was stirred with a magnetic stirrer for 30 min at room temperature. The solution was probe sonicated at 150 W for 1 h. The resultant PEI/MWCNT/DCM solution was cast in a Teflon-coated metal mold to go through solvent extraction steps. The thickness of the obtained nanocomposite samples after solvent extraction ranged from 300 to 400 µm.
Solvent extraction
Two steps of solvent extraction were performed and the weight of samples was recorded after each step. The cast samples were first placed in a vacuum oven (MTI, USA) at 100°C for 3 days. They were then saturated in supercritical CO2 at 8 MPa and 35°C for another 3 days. In the latter step, the supercritical CO2 introduced a plasticizing effect in PEI such that the residual DCM molecules could diffuse out easily. 15 – 17 CO2-saturated samples were subsequently placed in the vacuum oven for 1 day at 100°C to extract the remaining CO2 molecules.
Foaming of PEI/MWCNT nanocomposites
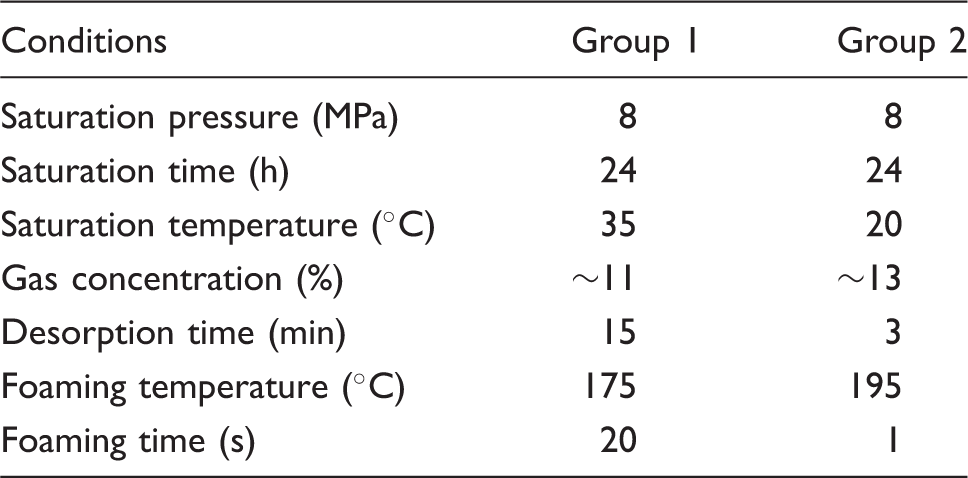
Foaming conditions.
Material characterization
Direct current (DC) electrical conductivities (both volume and surface) were measured with a Multimeter (HHM93, Omega, USA) for low resistivity and a Mega-Ohmmeter (Super Mega-Ohmmeter, Hioki 8220, Japan) for high resistivity with a set of high-resolution electrodes (SME 8311, Hioki, Japan). Densities of the samples were obtained using the following equation,

Results and discussion
Solvent extraction
The amount of solvent extraction by vacuum oven for 5 days was about 7% of the total sample weight for all the samples prepared. However, bubble formation was still observed when the temperature was raised to the Tg of pristine PEI. This suggested that there was still a considerable amount of residual solvent left in the sample. To further remove the residual solvent, 3 days of supercritical CO2 solvent extraction was performed after 3 days of vacuum oven extraction. The sample weight reduction results are shown in Figure 2. It is seen that the average total weight reduction after both the vacuum oven and supercritical CO2 solvent extraction was 13%, showing that the supercritical CO2 solvent extraction was able to reduce the residual solvent by at least another 6% after the vacuum oven treatment.
Solvent extraction results at various MWCNT loading levels (3 days of vacuum oven and 3 days of supercritical CO2 solvent extraction).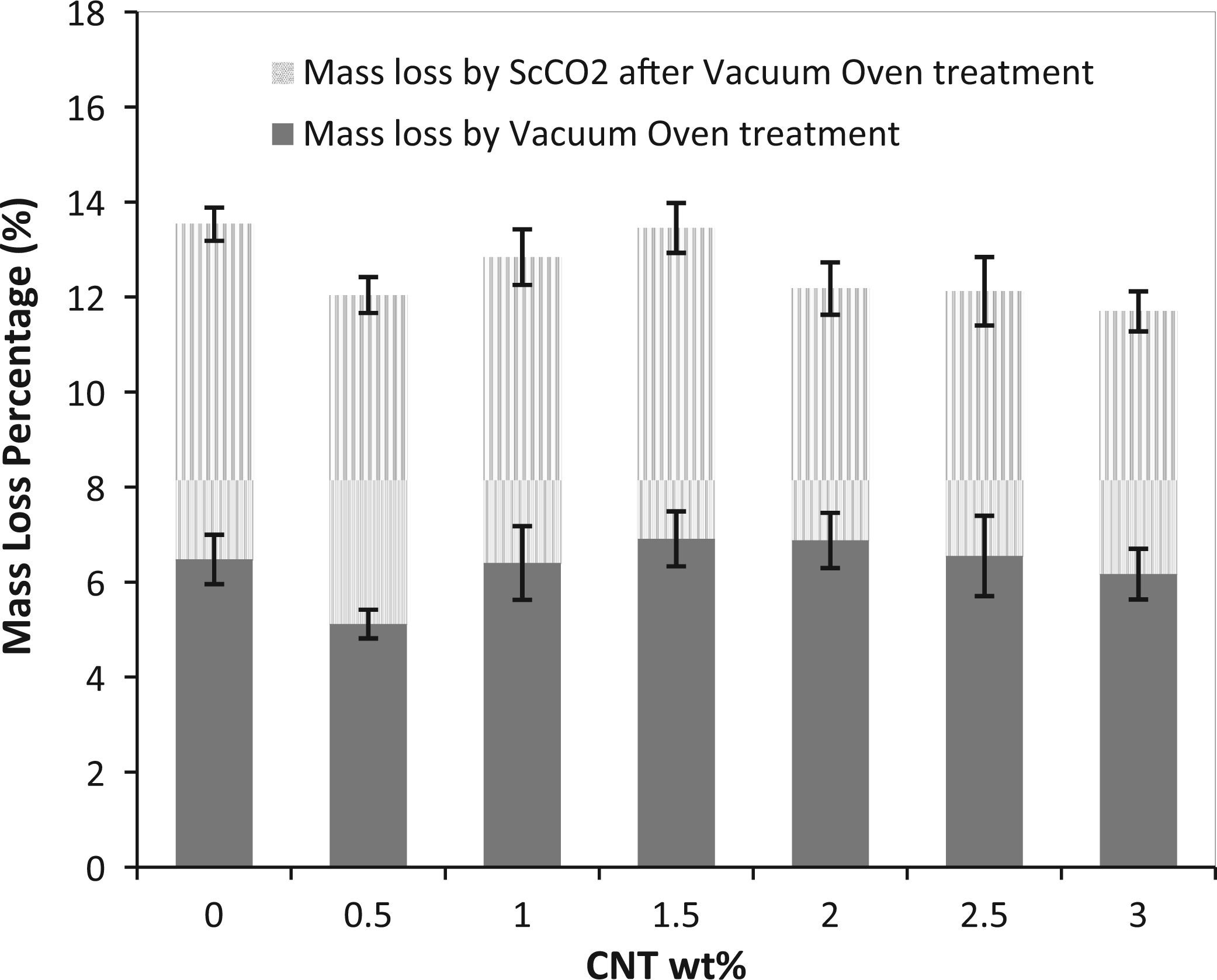
The effects of residual solvent on the mechanical property of the fabricated nanocomposite samples were examined with DMA tests. The results are shown in Figure 3. For samples only treated with vacuum oven solvent extraction, the Tg was found to be around 170°C, much lower than that of pristine PEI, which is 217°C. The Tg dropped by almost 50°C, indicating the significant negative effect of residual DCM. With the supercritical CO2 solvent extraction, the Tg of PEI returned to 215°C. From the DMA data, it is also seen that the existence of residual solvent lowered the storage modulus by about 20%. Kumar et al.
19
fabricated PEI/CNT nanocomposites using the solvent casting method with 4 h vacuum extraction of the residual solvent at 60°C. For neat PEI samples that were fabricated, the average storage modulus was found to be 1.5 GPa at 50°C and the Tg was 170°C. These values were significantly lower compared with those found in this study.
DMA results from neat PEI showing the residual solvent effect. Multiple tests were conducted, figure showing typical results.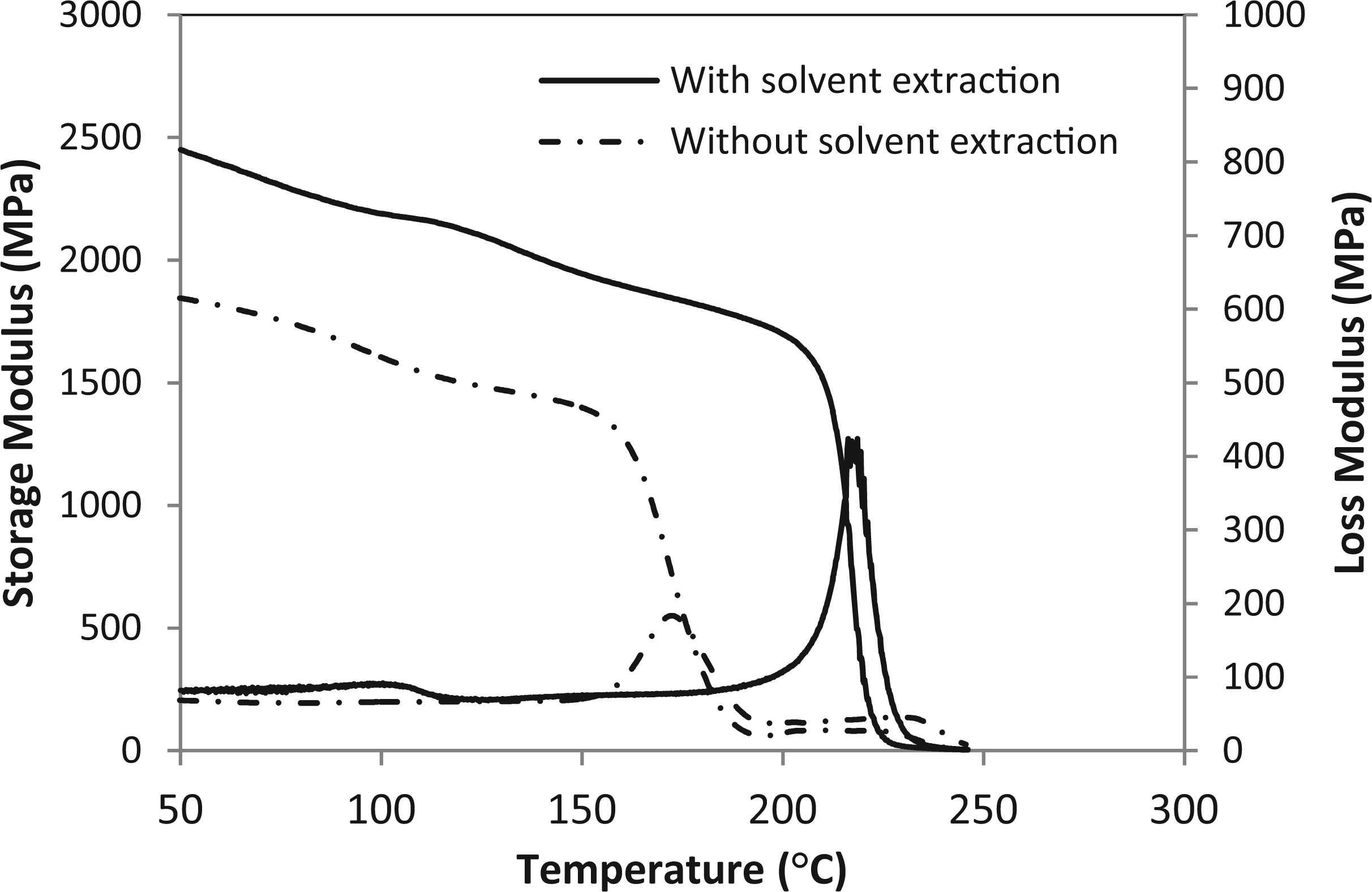
Volume DC conductivities of the fabricated nanocomposites samples were measured and the results are shown in Figure 4. It is seen that regardless of the solvent extraction method, a percolation threshold existed between 0.5 and 1 wt% of CNT loading. The amount of residual solvent had little effect on the electrical conductivity of the fabricated samples.
Volume DC electrical conductivity of nanocomposites with various MWCNT loadings and residual solvent levels.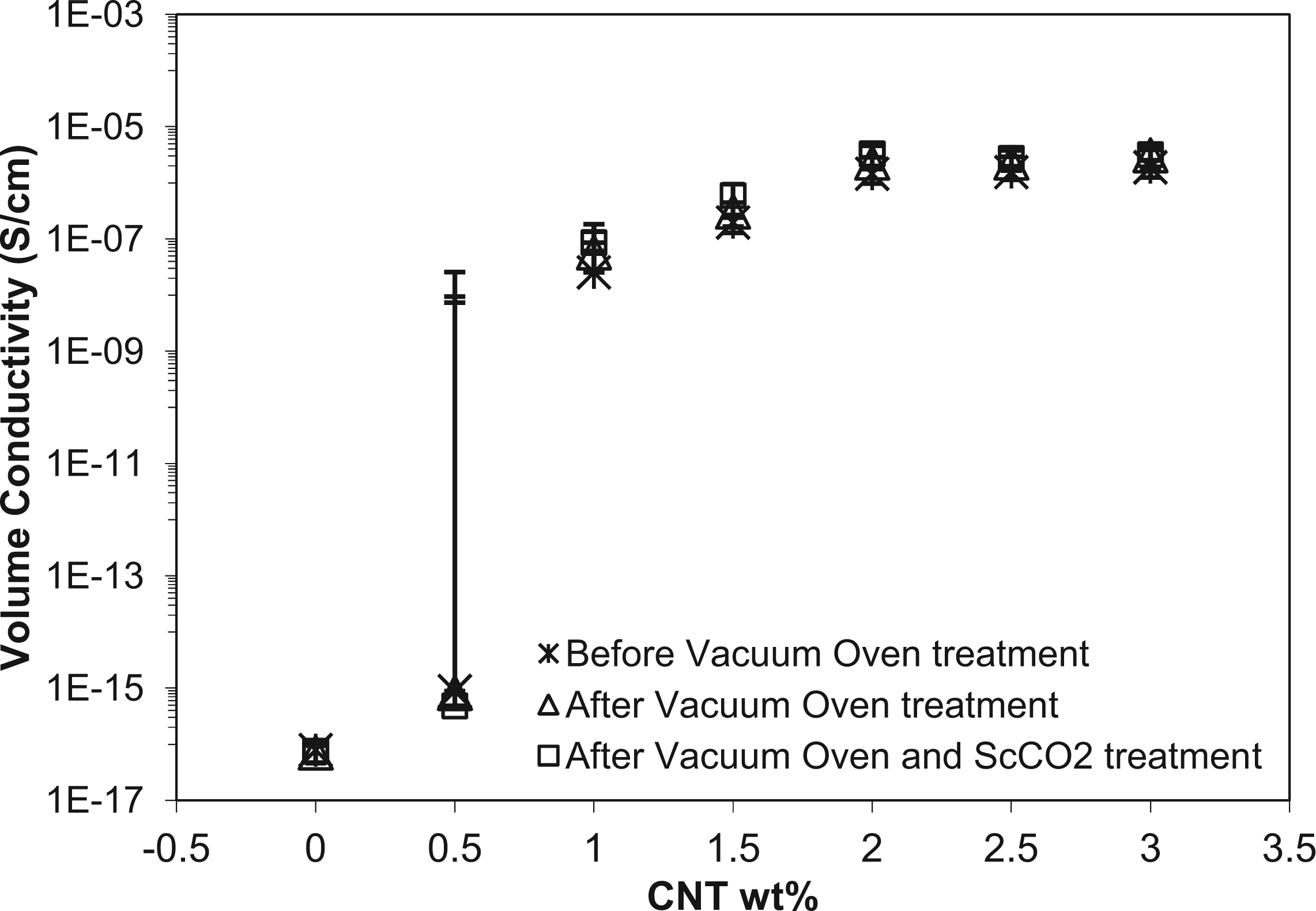
Residual solvent is undesirable in nanocomposites since it has a plasticizing effect on mechanical strength.19,20 In our study it was found that the residual solvent has another undesirable effect, i.e. it could act as a blowing agent, making the foaming process hard to control. Therefore, the residual solvent needed to be reduced to a minimum level after the solvent casting process, even though it does not affect the electrical conductivity of the nanocomposite samples.
Foam morphology
SEM images of unfoamed and foamed samples with two different foaming conditions at various MWCNT loading levels are shown in Figure 5. From unfoamed nanocomposite samples, it is clear that MWCNTs were well dispersed throughout the polymer matrix. For the morphology of foamed samples, different cell sizes were found with different foaming conditions, especially for neat PEI samples. Relative densities of nanocomposite foams were about 45% for Group 1 samples and 75% for Group 2 samples. The fact that Group 2 samples had a smaller cell size is due to a number of reasons, including a higher gas concentration, a higher foaming temperature and a shorter foaming time. Group 2 samples were saturated at room temperature, where the solubility of CO2 is higher than that at an elevated temperature. The gas concentration of Group 2 samples was thus higher than that of Group 1 samples after full saturation. A higher gas concentration and foaming temperature will yield a higher nucleation density. Therefore, more and smaller bubbles were created in Group 2 samples. Since the foaming time of Group 1 samples was much longer than that of Group 2 samples, bubbles grew bigger and led to a lower relative density for Group 1 samples. Within Group 2 samples, the foaming characteristics of neat PEI (0 wt%) and PEI nanocomposites were significantly different. Neat PEI had a large amount of small pores, which is consistent with our previous results,
21
while the composites had much larger pores. It is believed that the difference is caused by the residual solvent that was left in the composite samples even after the rigorous solvent extraction process. DCM at the foaming temperature is a blowing agent and may have contributed to the generation of larger pores.
Unfoamed and foamed samples with various MWCNT levels. Scale bars: 2 µm
Electrical properties of PEI nanocomposites and foams
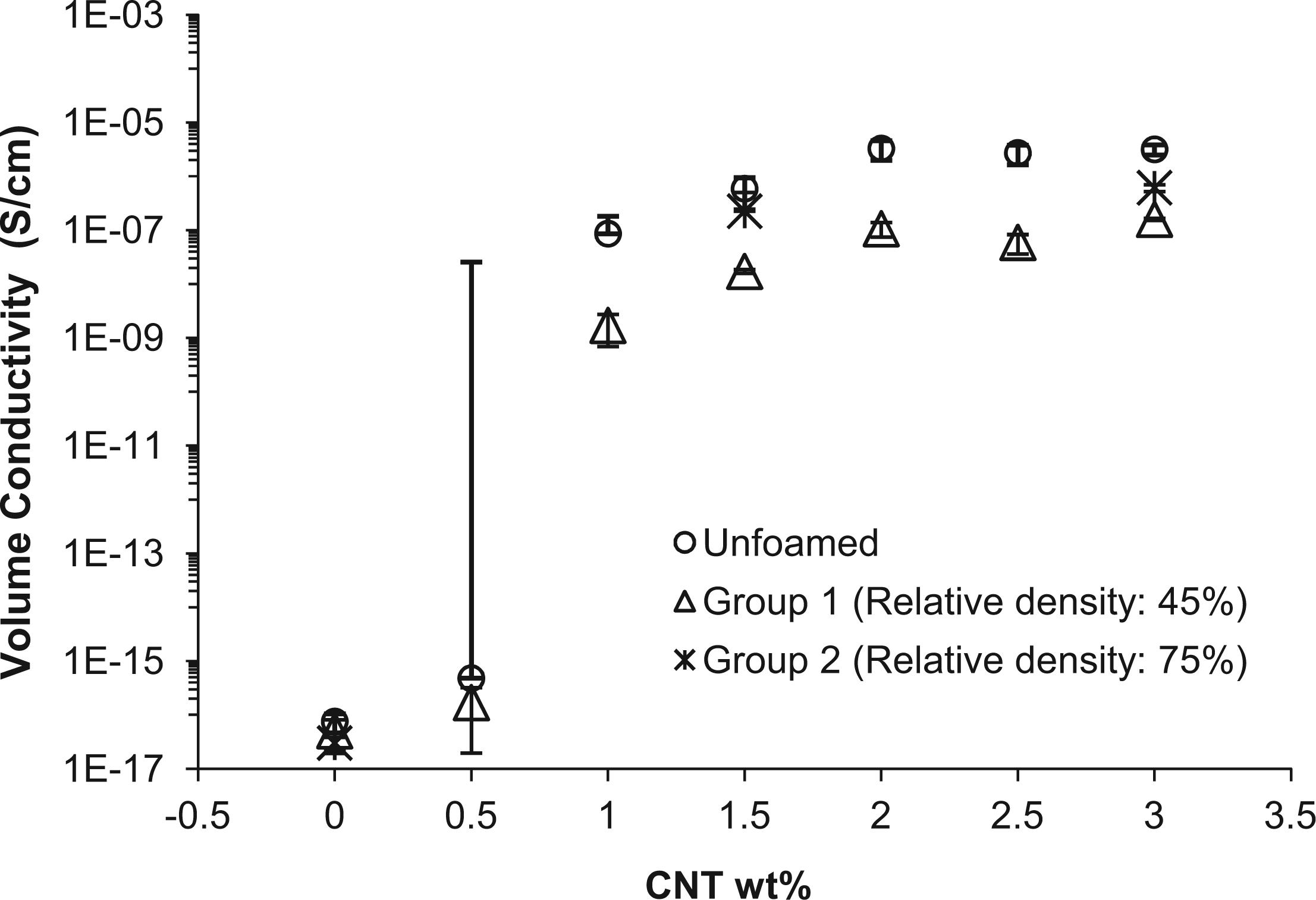
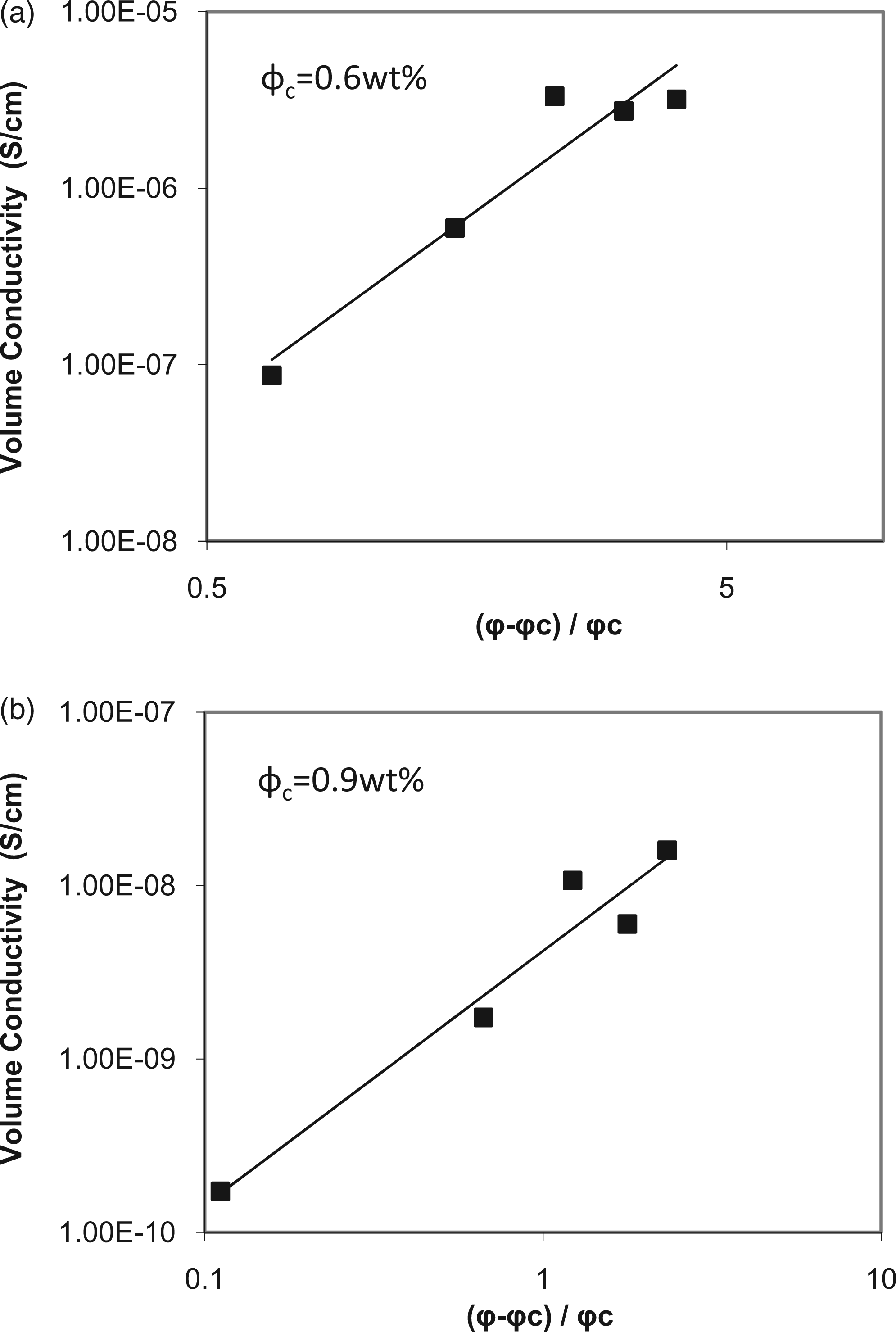
Volume electrical conductivities of the PEI/MWCNT composites and their foams are shown in Figure 6. Dramatic increase in electrical conductivity was found for both the composites and foams between 0.5 and 1 wt% of MWCNT loading. To determine the percolation threshold (φc) for both unfoamed and foamed samples, the following power law relationship is used.
22
Volume DC electrical conductivity of nanocomposites and foams with various MWCNT loading levels. (a) A log–log plot of conductivity versus reduced mass fraction for unfoamed samples. (b) A log–log plot of conductivity versus reduced mass fraction for Group 1 samples.
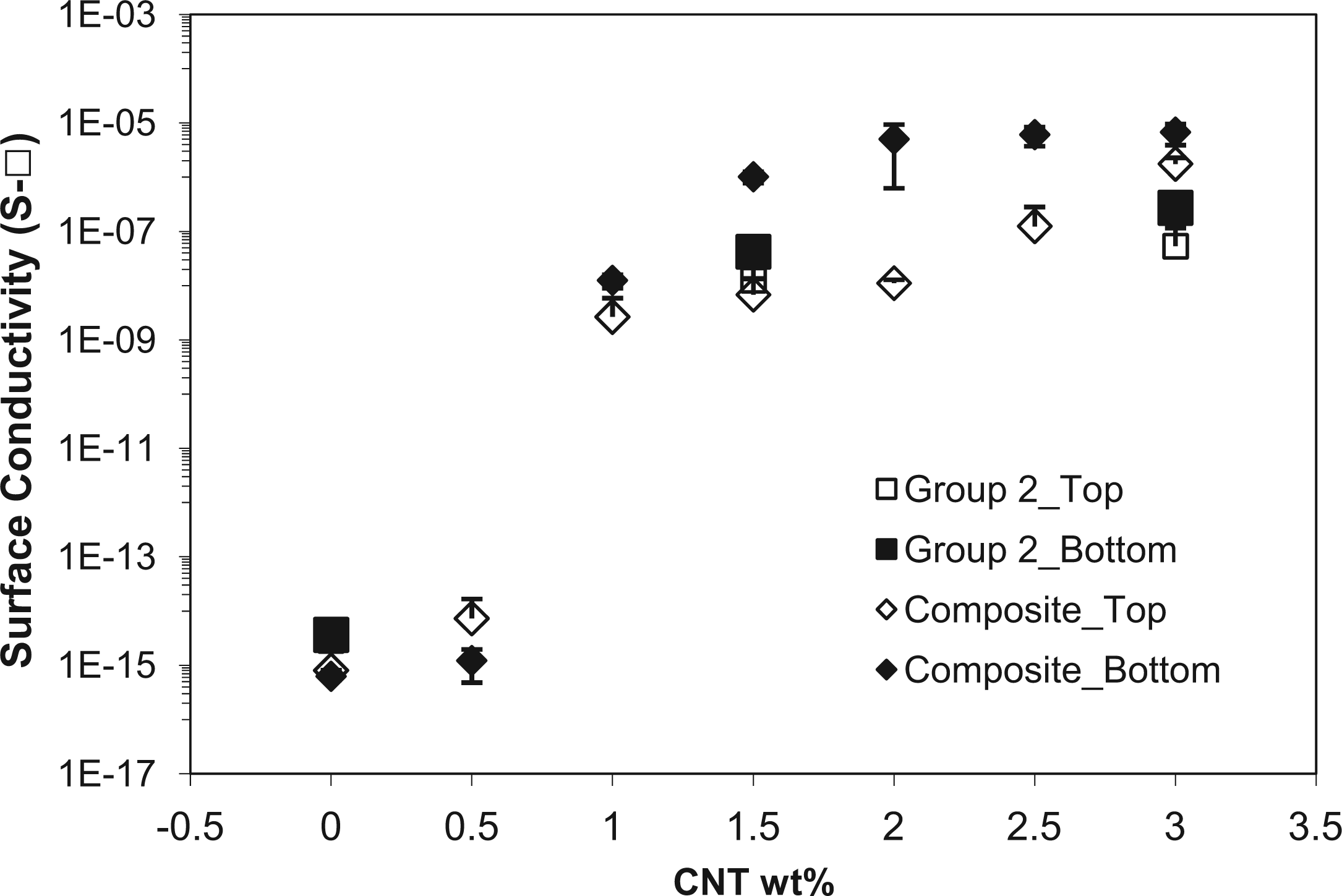
The results of surface electrical conductivity measurements are shown in Figures 8 and 9. Similar to the volume electrical conductivity, foaming did not shift the percolation threshold significantly; however, foamed samples had a lower electrical conductivity compared with the unfoamed ones. The electrical conductivity depended on the relative density of the foamed samples. Group 1 samples (45% relative density) had a surface electrical conductivity 100 times lower than that of unfoamed ones. Group 2 samples (75% relative density) had it 10 times lower. The reduced electrical conductivity was also attributed to the surface expansion caused by foaming. Therefore, a lower degree of foaming maintained a higher surface conductivity and vice versa. A notable characteristic in this experiment is that the electrical conductivity of the bottom surface for both composites and foams was higher than that of the top surface by a factor of 10. This is believed to be due to the gravitational effect of MWCNTs in the DCM/PEI/MWCNTs fabrication process. More MWCNTs fell at the bottom of the samples, which allowed more chances to form a conducting network at the bottom surface. The surface electrical conductivity values of both groups of foams were in the range of the electrostatic charge dissipation applications when the MWCNT loadings were greater than the 1.5 wt% percolation threshold.
Surface DC electrical conductivity of nanocomposites and Group 1 foams with various MWCNT loading levels. Surface DC electrical conductivity of nanocomposites and Group 2 foams with various MWCNT loading levels.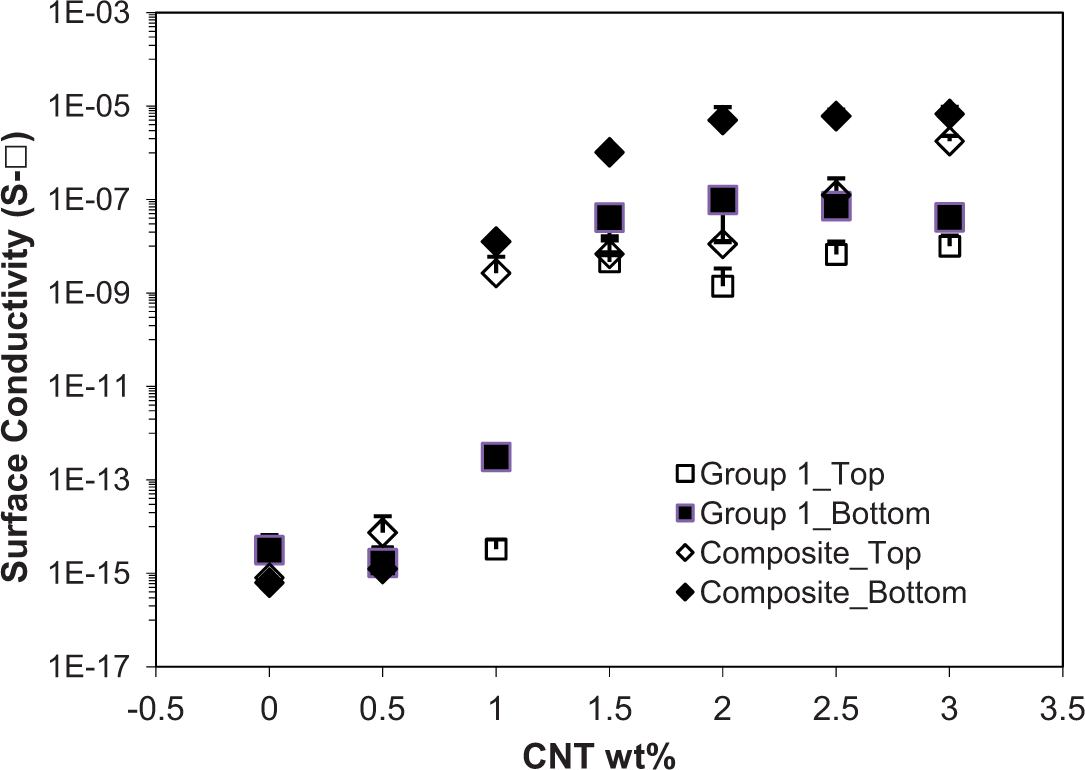
Mechanical properties of composites and foams
The DMA results of both unfoamed and foamed samples are shown in Figure 10(a) to (c). Storage moduli at 50°C were normalized against the relative density of the samples, where the storage modulus was divided by the relative density of the sample. The storage moduli of unfoamed nanocomposites varied from 2.3 to 2.5 GPa regardless of the MWCNTs loading, which indicated that the addition of MWCNTs did not significantly improve the mechanical properties of PEI with the loadings tested in this study. However, the storage modulus of neat PEI obtained in this research was comparable or higher than those reported in other studies. For example, Liu et al.
24
reported a storage modulus of 2 GPa at 50°C using a casting and imidization process. The storage modulus of neat PEI reported by Kumar et al.
19
was 1.5 Gpa. The normalized storage modulus of the foamed samples averaged 1.5 and 1.8 GPa for Group 1 and Group 2, respectively, and both were lower than that of unfoamed samples. However, comparing samples with similar densities, the MWCNTs reinforced foams on average showed a higher storage modulus than did neat PEI foams. This effect is more pronounced in Group 2 samples, which had a higher relative density (75%).
(a) DMA results of unfoamed PEI/MWCNT composites (only showing neat, 1.5 wt% and 3 wt% samples). (b) Normalized storage and loss moduli of PEI/MWCNT composite foams (Group 1). (c) Normalized storage and loss moduli of PEI/MWCNT composite foams (Group 2).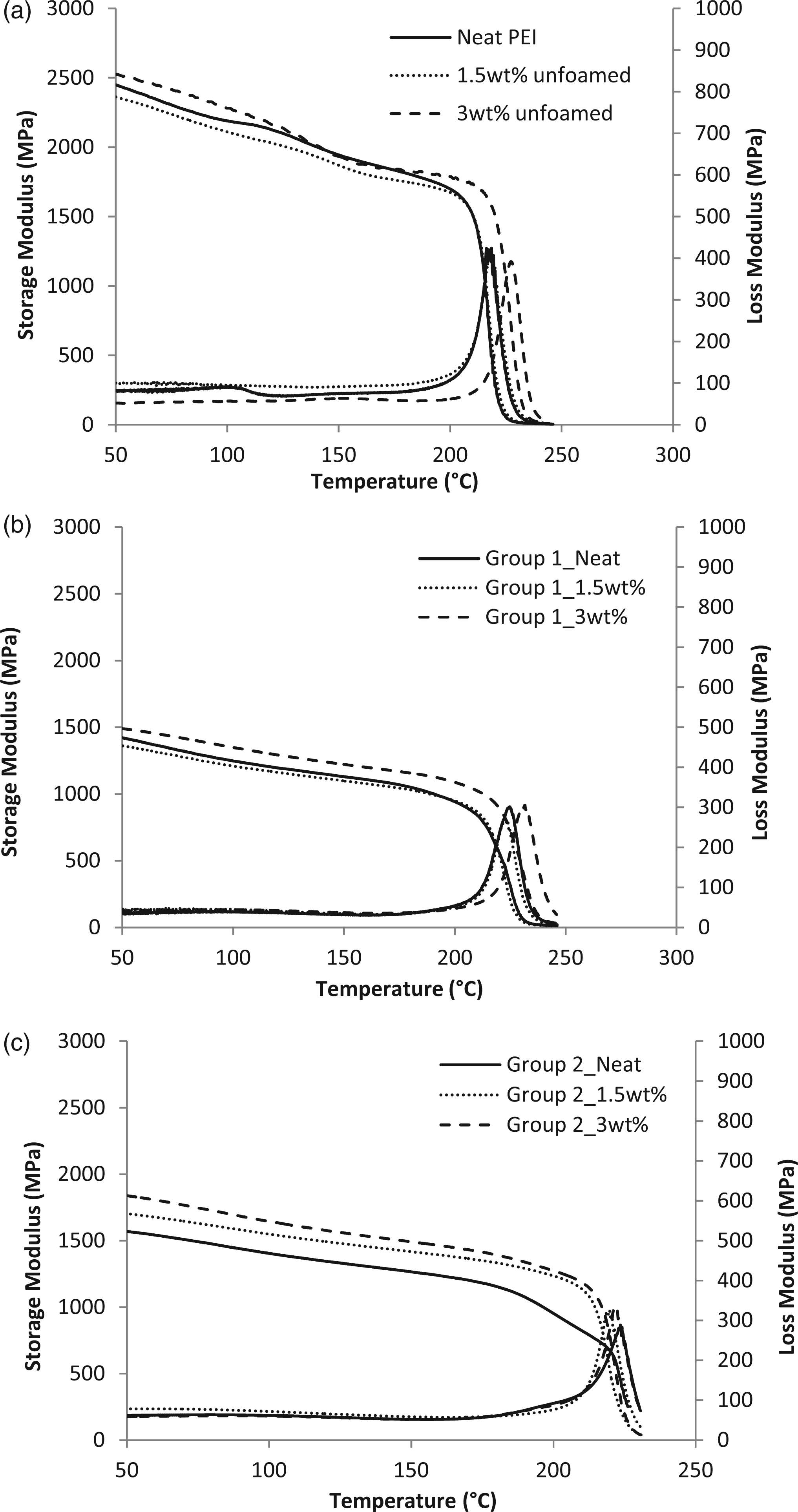
In general, Tg of all the samples was found to be around 220°C, which is almost identical as the reference value of neat PEI (217°C). This shows that compounding and foaming of PEI in this study did not change the thermal stability of the neat PEI matrix. Therefore, combining the reduced density and improved electrical conductivity, the PEI nanocomposite foams fabricated in this study could be used for low-density electrostatic dissipation applications in high temperature and high mechanical stress conditions.
Conclusions
PEI/MWCNT nanocomposite foams were fabricated and their electrical and mechanical properties characterized. Residual solvent was a concern affecting the mechanical property and the foaming characteristics of the nanocomposites. The percolation threshold of PEI/MWCNT composites was found to be between 0.5 and 1 wt% for the volume electrical conductivity. Foaming did not shift the percolation threshold but reduced the electrical conductivity. The electrical conductivity of the composite foams depended on the relative density. Foams with a higher relative density had a higher electrical conductivity. The fabricated PEI nanocomposite foam was thermally stable, with a Tg that was almost the same as that of the original PEI. The storage moduli of MWCNT-reinforced foams on average were higher than that of the neat PEI foams with a similar relative density. With the high performance polymer matrix, the nanocomposite foams fabricated in this study could be used for low-density electrostatic dissipation applications in high temperature and high mechanical stress situations.
Footnotes
Funding
This work was supported by the National Science Foundation through Grant CMMI-0728287/CMMI-1062226.
Acknowledgements
The authors are grateful to Dr Edward Kung from SABIC Innovative Plastics and Dr Samra S Sangari from Boeing for helpful discussions.