
Abstract
Polylactide has emerged as one of the most promising biopolymers due to its good mechanical properties, as reflected by the continual increase in its production volume per year. However, one of the main drawbacks of polylactide is its low melt strength, which is disadvantageous in terms of foaming. To overcome this issue, in this study, several chemical modifiers that induce crosslinking, chain extension or grafting were incorporated by reactive extrusion, which greatly affected the foaming process by increasing the molecular weight and thereby the melt properties of polylactide. By means of gel permeation chromatography, an increase in the molecular weight was observed in the modified polylactides. Elongational viscosity measurements indicate a dramatic viscosity increase for polylactide modified with a multifunctional epoxide and an organic peroxide. With pressure-induced batch foaming, almost all modifications, with the exception of styrene maleic anhydride, led to a decrease in foam density compared to the neat polylactide.
Introduction
As a plastic produced from renewable raw materials, polylactide (PLA) is a biobased and at the same time biodegradable polyester. 1 At 450,000 tons per year in 2014, 2 the production volume of PLA is rather low compared to commodity plastics, but it is still one of the most important and fastest growing biopolymers. Nowadays, a huge number of applications are commercially available in packaging and disposable consumer goods, as well as in the medical sector due to its excellent biocompatibility. 3 With mechanical properties similar to those of polystyrene, 4 PLA shows potential in the market of plastic packaging as an alternative to petroleum-based plastics.1,5,6
To further enhance the use of PLA, some issues have to be solved as the material is sensitive to thermal, oxidative and hydrolytic degradation.7,8 Foaming PLA is rather difficult since the material possesses a comparably low melt strength, frequently the case for most biopolymers.9,10 As summarized by Nofar and Park, 11 the current approaches to increase the melt strength and thereby the foamability of PLA are the addition of chain extenders, modification of L- and D-PLA ratio, varying the molecular weight and compounding of additives.
In this study, the drawback of low melt strength will be overcome by increasing the molecular weight through crosslinking, chain extension and/or chain branching using different chemical modifiers. Therefore, several approaches were investigated regarding their ability to increase molecular weight and consequently enhance the foaming behavior of PLA. In the literature, some similar methods had already been described. In the works of Corre and colleagues,12,13 the use of a commercial multifunctional epoxide chain extender (Joncryl ADR4368-C, BASF SE) increases the thermal stability as well as the melt strength. Moreover, strain hardening is observed and the processing window of PLA for batch foaming is enhanced.
Other possibilities to achieve long-chain branched structures like successive reactions of pyromellitic dianhydride together with 1,4-phenylene-bis-oxazoline or triglycidyl isocyanurate were described by Liu and colleagues.9,10 An increase in molecular weight was found for PLA and strain hardening was noticed for these modifications.
Furthermore, the study of Huang et al. 14 showed that dicumyl peroxide initiates crosslinking in PLA, resulting in a higher viscosity.
In this study, different modifiers were incorporated in PLA using a twin-screw extruder. Additionally, pressure-induced foaming experiments were performed in an autoclave process to evaluate the influence of the modifications on the processability and foamability.
Experimental
For all the experiments, PLA Ingeo 7001D from NatureWorks (Minnetonka, MN) was used. The following mentioned modifiers were incorporated into PLA by reactive extrusion in a twin-screw extruder, type ZSK 26 Megacompounder (L/D = 40) from Coperion (Stuttgart, Germany). Besides the neat PLA (
To determine the molecular weight, gel permeation chromatography (GPC) multiangle laser light scattering detector (MALLS) measurements were carried out on an Agilent 1200. The polymer was dissolved in tetrahydrofuran. Detection was done by a MALLS from Wyatt Dawn Heleos (Santa Barbara, CA). By this method, absolute molecular weights were obtained.
With sorption measurements carried out using a pressure vessel, the affinity of the modified PLA to the blowing agent CO2 was determined. Hot compression-molded, round samples (Ø = 25 mm, h = 2 mm) were dried at 60℃ and then stored in a pressure vessel under a CO2 atmosphere of 50 bar at 25℃, and the mass uptake versus time was determined. To quantify the mobility of the gas at this condition, the diffusion coefficients were calculated using the following equations
15


The melting temperature and the degree of crystallinity were determined from thermograms conducted in a temperature range from 25℃ to 250℃ at 10 K/min under a nitrogen atmosphere using a differential scanning calorimetry DSC 1 from Mettler Toledo (Columbus, OH). The crystallinity was calculated with equation (3)

Here, ΔHm (heat of fusion) is obtained from the measurement and ΔHm(100%) is the theoretical heat of fusion for 100% crystalline PLLA or PDLA homopolymers with the constant value of 93.1 J/g. 16
With an ARES RDA III rheometer (Rheometric Scientific, New Castle, DE), time sweep tests were performed at 160℃ at 10% strain (zero shear) for 2 h to evaluate the degradation behavior due to thermal stress.
Additionally, extensional rheology experiments were conducted on the same rheometer with an extensional viscosity fixture (EVF) tool at 160℃ to detect strain hardening behavior. Strain rates were varied from 0.3, 0.5 and 1.0 s−1.
Pressure-induced batch-foaming trials were carried out for a first evaluation of the foamability at various temperatures in a custom-made pressure vessel that allows pressures up to 200 bars. The resulting foams were characterized with regard to their density and morphology. Scanning electron microscopic images (JEOL JSM-6510, Freising, Germany) were used for the cell size analyzes.
Results and discussion
Sample nomenclature and results of GPC-, gas uptake- and DSC characterizations.

PD: polydispersity; GPC: gel permeation chromatography; DSC: differential scanning calorimetry.
Molecular weight
Due to the use of chemical modifiers, the chain length of the polymer is increased and therefore the molecular weight (MW) as well as the polydispersity (PD) increases. While the styrene maleic anhydride (PLA_3) only leads to a minor increase in molecular weight, all other modifications drastically increase it. PLA_2 shows the maximum molecular weight increase, which is almost twice that of neat PLA, with the PLA modified with the multifunctional epoxide (PLA_1) showing an increase of 54%. Furthermore, the polydispersity is also found to increase with the modifications. Here, the modifications that lead to the highest increase in molecular weight also show the broadest molecular weight distribution.
Compared to the neat PLA (PLA_0), all the other samples with modifiers show lower crystallinity. The modifications restrict the crystallization of the chains by introducing defects into the crystalline lamellae. This could lead to more free volume and higher chain mobility. Furthermore, increasing the molecular weight by linear extension means higher length of the chains and by this, the free volume between the chains is increased. Consequently, a higher gas penetration through the sample is observed. However, the sample modified with the multifunctional epoxide (PLA_1) did not show any significant increase in gas uptake. This can be attributed to a less distinct free volume compared to the other modified samples due to reduced chain mobility, which results from the entanglements of broadly distributed chains and/or the partially crosslinked structures that were found in rheological experiments in a former work. 17
Moreover, it is possible that due to the incorporation of polar groups by the modifiers, the affinity of PLA to the CO2 can be slightly increased. Still, it should be mentioned that modified and neat PLA absorb a very high amount of CO2 compared to other polymers due to the presence of the polar carbonyl group in the repeat unit of the polymer.
Degradation
From the viscosity curves in Figure 1, it is obvious that the melt viscosity of the modified PLA (PLA_1) is significantly higher than that of the neat PLA (PLA_0). Furthermore, it is worth noting that in both cases, degradation is clearly visible after approximately 15 min. Moreover, after 2 h, the viscosity of the modified sample is distinctly higher than that of the neat PLA. The higher starting viscosity as well as the viscosity at the end of the experiment can be attributed to the higher molecular weight due to the modification.
Time sweep measurement of neat PLA (PLA_0) and the PLA modified with multifunctional epoxide (PLA_1) at 160℃ and 10% strain.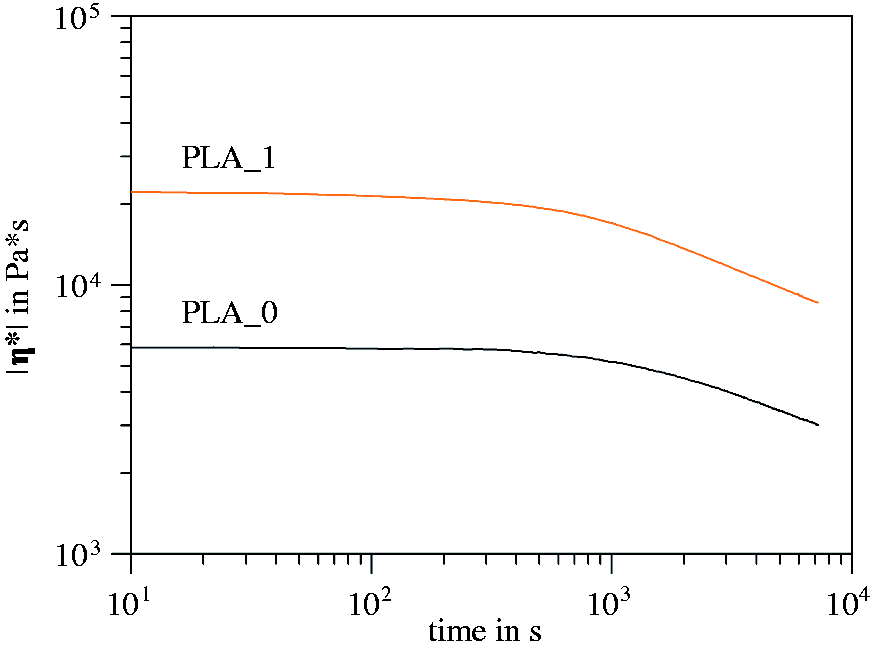
Extensional rheology
In Figure 2(a), the strain curves at 160℃ and at a strain rate of 0.5 s−1 are shown to compare the different modifications. All modified PLAs exhibit a higher elongation viscosity than the neat PLA most probably due to the elongated and/or branched chains. Furthermore, strain hardening is seen for all investigated materials at 160℃. While PLA_3 and PLA_4 behaved similarly to the neat material (only a very slight increase in elongational viscosity), the modification with the multifunctional epoxide (PLA_1) as well as the one with organic peroxide (PLA_2) shows a drastically increased elongational viscosity. Here, it has to be noted that these are the modifications that also show the highest increase in molecular weight and the most significant broadening of molecular weight distribution. Additionally, three EVF curves of PLA_2 are shown in Figure 2(b). At all strain rates, strain hardening is visible by the steep rise of the elongational viscosity at longer measurement time which is favorable for foaming, because foaming occurs at deformation rates greater than the strain hardening peak. As the foaming ends, the strain rate decrease and the steep increase in viscosity experienced by the melt prevent the cells rupture and coalescence, resulting in a more homogeneous morphology.
(a) EVF curves of all investigated materials at 160℃ and strain rate of 0.5 s−1 and (b) EVF curves of PLA_2 at 160℃ measured at different strain rates of 0.3, 0.5 and 1.0 s−1.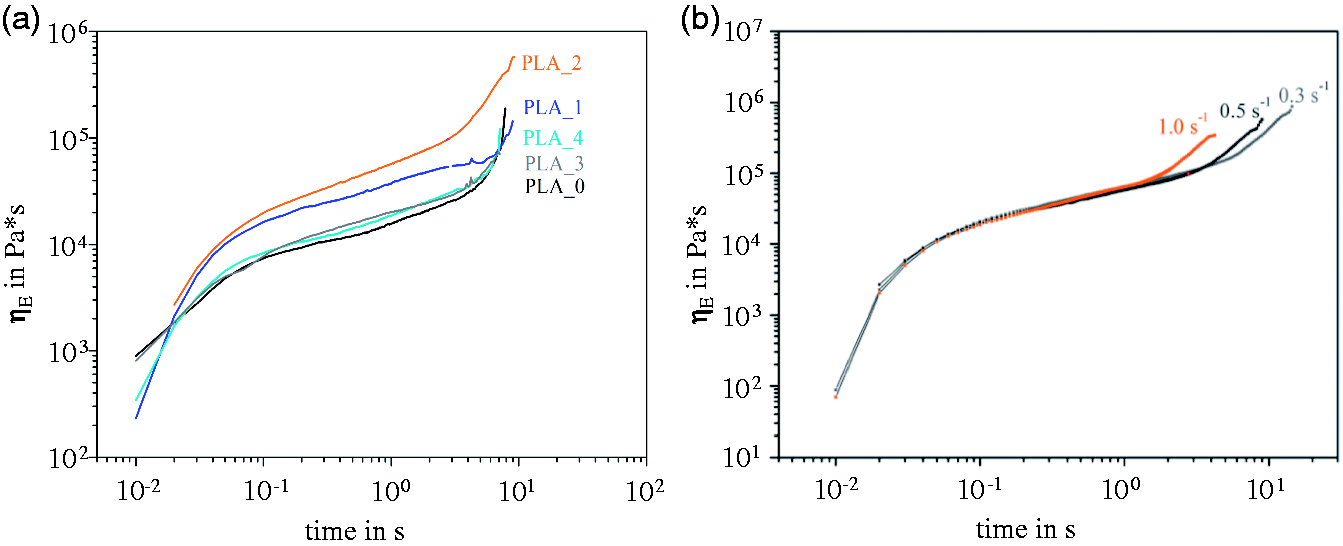
Foam morphology
Figure 3 shows the SEM images of the batch-foamed PLA samples achieved at 157℃ and a saturation time of 0.5 h and a CO2 pressure of 180 bar. So far, under this condition, the most distinct density reductions were achieved. Besides PLA_1, all other modifications show an increase in the cell size when foamed. Compared to the neat PLA foam a further reduction of the density was possible with the exception for PLA modified with styrene maleic anhydride (PLA_3). Even though there is no direct relation between molecular weight and density reduction, it is obvious that the samples with the lowest molecular weights, PLA_0 and PLA_3 also show minimal expansion and consequently a significantly lower reduction in density as well. Also, from the time-sweep tests, it can be expected that degradation of the melt take place during the 30-min saturation stage. This would lead to a lower viscosity due to chain breakage, lowering the melt strength and thereby the foamability.
SEM images, foam densities and cell sizes of neat and modified PLA samples prepared in batch foam process at 157℃, 180 bar and a saturation time of 30 min.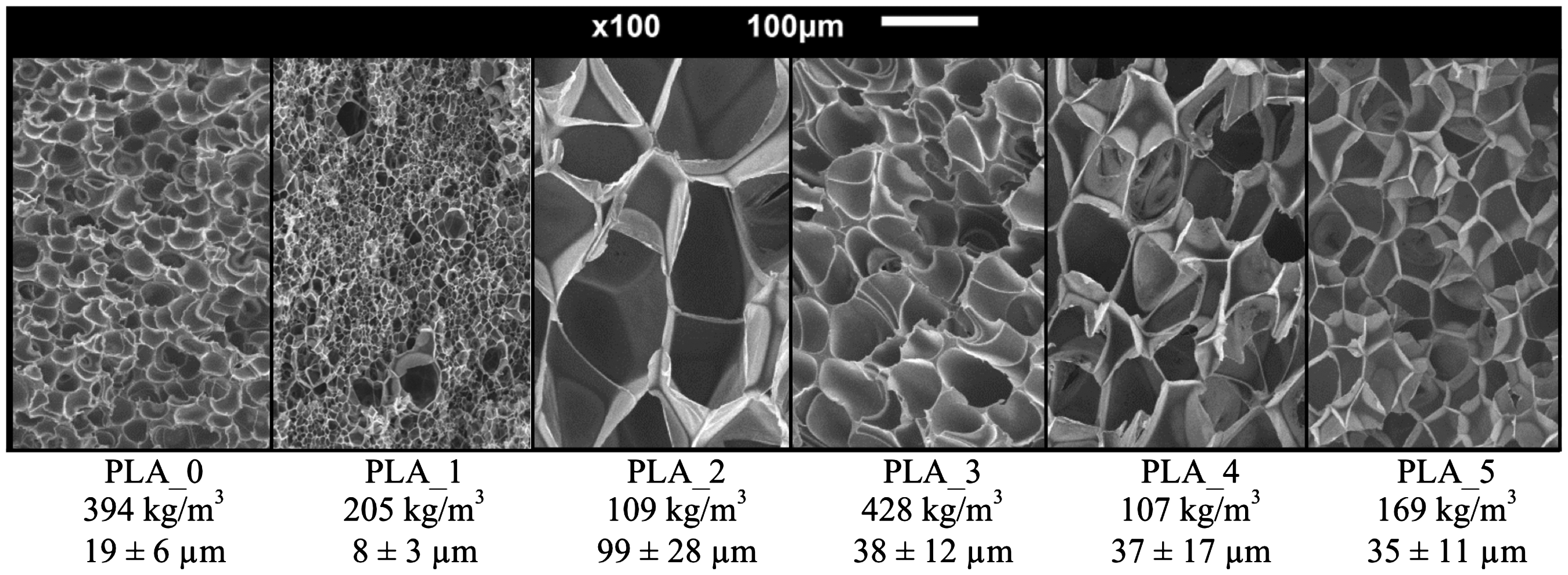
As seen in Figure 3, nearly all modified samples showed larger cells than the neat PLA. This can be attributed to higher elongational viscosities that allow a higher expansion of the cells before rupture and/or cell coalescence occurs. The only exception is PLA modified with multifunctional epoxide (PLA_1), which shows cell sizes half as large as the neat PLA. The reason for this could be the above-mentioned entanglements of broadly distributed chains and/or the partially crosslinked structures resulting from the reaction of PLA with the multifunctional epoxide. PLA_2 and PLA_4 are rather outstanding since they lead to the lowest foam density. Furthermore, PLA modified with the organic peroxide (PLA_2) showed the highest elongational viscosity, resulting in large cells with an average cell size of 99 µm. Compared to the multifunctional epoxide (PLA_1), no crosslinking is expected from the reaction of PLA with the radicals from the peroxide. Overall, the cell walls of all foamed samples are very thin and almost no cell rupture is visible.
Conclusions
In this study, it is shown that by the use of appropriate modifiers, the molecular weight and the polydispersity of PLA can be increased and consequently the foaming behavior could be improved. With the chemical modifications, a higher foam expansion was achieved, leading to lower densities approaching 100 kg/m3. It was found that modifications based on an organic peroxide, as well as a multifunctional epoxide, led to the most pronounced increase in molecular weight and polydispersity and also exhibited the highest increase in elongational viscosity. In the case of the organic peroxide, the high elongation viscosity seems to allow a high expansion during foaming, leading to large cells with average cell size of 99 µm. All materials, neat and modified, showed strain hardening behavior. Rheological data revealed that degradation started after 15 min, leading to a noticeable viscosity reduction. Although degradation of the melt during batch foaming could not be prevented, the presence of the modifications appeared to lower the amount of degradation observed.
All modifications of PLA have an influence on the sorption behavior at room temperature. Moreover, the maximum uptake and diffusion of CO2 were increased in most modified PLA, with exception of the multifunctional epoxide.
Also in terms of foaming, PLA modified with organic peroxide (PLA_2) showed the lowest density but largest cell size. The multifunctional epoxide (PLA_1) and the combinations of diisocyanates with bis-oxazoline and isocyanurate were also useful to decrease the density during the batch foam experiments.
Footnotes
Acknowledgements
We also acknowledge all students, technicians and scientific members who were involved in the trials and thank them for their support and fruitful discussion.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: We would like to thank the Deutsche Forschungsgemeinschaft (DFG) for funding this project (AL-474/24-1 and BO 1600/15-1).