
Abstract
In this study, different blends based on polylactic acid (PLA)/polyolefin elastomer (POE) and compatibilized PLA/POE was prepared by melt mixing. The compatibilizer glycidyl methacrylate-grafted-polyolefin elastomer (POE-g-GMA) was synthesized in a separate process. The Fourier transform infrared spectrum confirmed the reaction of POE and glycidyl methacrylate. Meanwhile, the morphology of dispersed phase was observed by scanning electron microscope. The results indicated that the compatibilizer has improved the compatibility and interfacial adhesion between PLA and POE phase. The rheological test results revealed that the introduction of compatibilizer could enhance the storage modulus and melt complex viscosity of PLA/POE blends. The foamability was studied in the presence of azodicarbonamide as a chemical blowing agent in the batch foaming process. Morphology of foams such as porous cell size, porous cell population density, and foam density were studied. It was found that the presence of POE in PLA foams has a great influence on their mechanical properties and the toughness. Addition of POE-g-GMA in samples increased elastic modulus of foams and decreased their strain at break.
Introduction
A continuous increase in oil prices and environmental concerns of using common petroleum-based plastics has recently led to growing interest in bio-based plastics. Polylactic acid (PLA) is a biocompatible, environmentally friendly, biodegradable thermoplastic polymer, which is now finding commercial use in single-use disposable items, in addition to the established applications in medical implant, sutures, and drug delivery systems. 1 However, one of the limitations for using PLA is its processing instability, brittleness, and poor mechanical properties. 2 To overcome such shortcomings, attempts to modify the mechanical properties of PLA by means of blending have motivated considerable research efforts. A variety of biodegradable and nonbiodegradable flexible polymers such as polyethylene and natural rubber have been used as toughness modifiers for PLA. 3 Due to the poor compatibility and the inferior mechanical property of common PLA blends, compatibilizer was often used in the blending process to improve the properties. Su et al. 4 prepared PLA/ linear low-density polyethylene blends by melt blending method using POE-g-GMA as reactive compatibilizer. They found that POE-g-GMA was an effective coupling agent in the reactive compatibilization of PLA and linear low-density polyethylene and the blending morphology was significantly improved. Juntuek et al. 5 fabricated PLA/ NR using glycidyl methacrylate-grafted-natural rubber (NR-g-GMA) as compatibilizer. The results revealed that the thermal properties, blending morphology, and mechanical properties could be improved by the introduction of NR-g-GMA resulting in increased tensile toughness of blends.
Beside these, foaming technology is a well-known process enhancing the ductility and impact resistance of polymer matrix in addition to providing a significant expansion ratio and weight reduction.6,7 A vast body of research has been performed on various aspects of foaming.8–10 A significant number of research projects have been performed on enhancing the foaming of PLA and the final properties of foamed samples by blending. Yuan et al. 11 used poly(butylene adipate-co-butylene terephthalate) in order to study the foaming behavior of PLA. They found that with increase of maleic anhydride, the cells can grow to a much bigger size and, consequently, there is decrease in the cell density of foams. In a comprehensive study by Wang et al., 12 the effects of dispersed phase of poly(ethylene terephthalate glycol-modified) on structure of PLA foams were studied. They reported that by acting as heterogeneous nucleating agent, dispersed phase influenced the cellular morphology of foams. In another study, Wang et al. 13 used maleic-anhydride-grafted-polypropylene to enhance the foaming behavior of PLA. The results indicated that homogeneous and finer cellular morphology for PLA/MAPP foams with high expansion ratio could be achieved with a proper content of MAPP in the blends. Bao et al. 14 blended PLA and polycarbonate using tetrabutyl titanate as a catalyst. Cell density of poly(lactic acid)/polycarbonate blend increased at low-catalyst content while they decreased at high-catalyst content, which was due to the changes of interfacial properties of blend phases through transesterification reaction and crystallinity of polycarbonate component. Jing et al. 15 fabricated novel blended scaffolds combining bio-based polylactic acid (PLA) and thermoplastic polyurethane (TPU). They investigated the effect of two different solvents on microstructure and mechanical properties of scaffolds.
In this study, morphology and rheological properties of PLA/POE blend with and without compatibilzer were investigated. The compatibilizer was prepared by grafting GMA on to POE. The effect of POE and compatibilizer on foaming structure and mechanical properties of PLA were also studied.
Experimental
Materials
PLA (extrusion grade) with melt flow rate of 5–7 g/10 min (190℃/2.16 kg, ASTM D1238) was kindly provided by Futtero (Belgium); polyolefin elastomer (Tafmer DF640) with melt flow rate of 3.6 g/10 min (190℃/2.16 kg, ASTM D1238) was purchased from Mitsui Chemicals (Japan); glycidyl methacrylate 97%, containing 100 ppm monomethyl ether hydroquinone as inhibitor was purchased from Sigma Aldrich; azodicarbonamide (AC7000) was purchased from Anhui- Huishang Group (China); and xylene, n-heptane, and trichloroacetic acid were purchased from Merck.
Sample preparation
Synthesis of POE-g-GMA
The POE, GMA, and DCP were added to the internal mixer with a ratio of 97 wt%, 3%, and 0.3 phr respectively at 120℃ and were mixed for 1 min. After that, the temperature was fixed to 190℃ and kept constant for 5 min until the mixture was brought out of the internal mixer. For purification of the graft copolymers, POE-g-GMA samples were first dissolved in xylene refluxed for 2 h in a round-bottom flask. The solution was precipitated by pouring into acetone, followed by filtration using a Buchner funnel. The obtained precipitated product was washed repeatedly with fresh acetone and dried in a vacuum oven at 50℃ for 3 h.
Preparation of PLA/POE blends
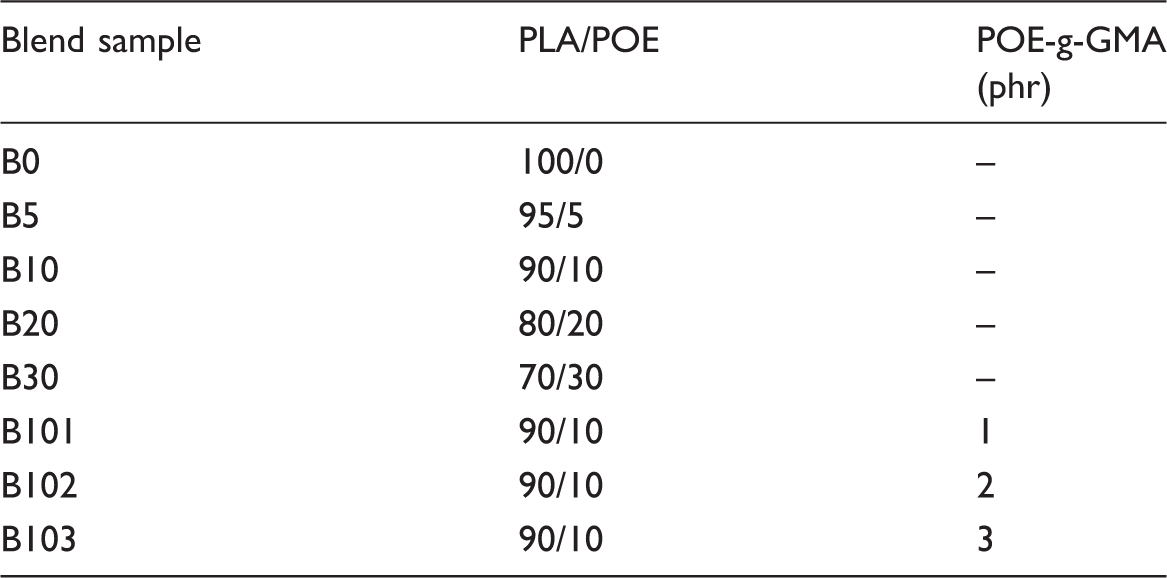
Blend samples codes.
Batch chemical foaming
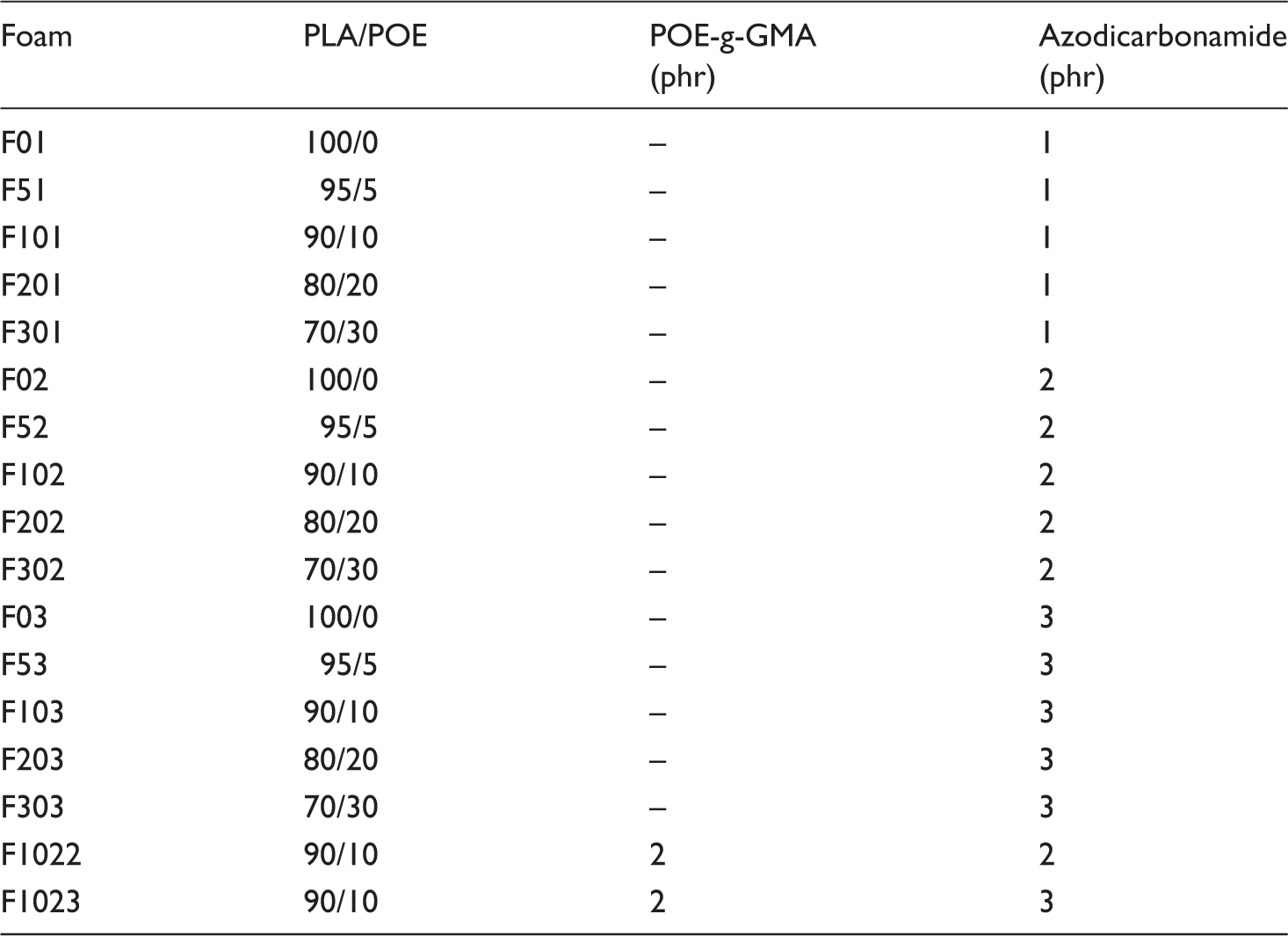
Foam samples codes.
Characterization
Infrared spectra of POE-g-GMA were obtained using a Fourier transform infrared (FTIR, Equinox 55 Bruker LS101 spectrometer) in transmission mode. Each spectrum was obtained within the range of 500–4000 cm–1 with a wavelength resolution of 4 cm–1 on the thin films.
The grafting degree of GMA was defined as the weight percentage of GMA in POE-g-GMA graft copolymers. It was determined by means of acid–alkali titration according to the following procedures. About 0.5 g of the purified sample was first dissolved in 70 mL refluxing xylene for 1 h, in which a few drops of trichloroacetic acid/xylene solution were added. The hot solution was titrated immediately with 0.05 N NaOH/CH3OH, after adding four drops of 1% phenolphthalein in methanol as indicator. Titration was stopped when the coloration remained for 30 s. The grafting degree was calculated using the following equation
16

The morphology of etched PLA/POE blends and porous morphology were investigated by scanning electron microscope (TSCAN-VEGA) at an acceleration voltage of 2 kV. The cryofractured sample surface was coated with Au–Pd before microscopic observations. The etching process for extracting POE phase was carried out in n-heptane at 65℃ for 48 h.
Dynamic rheological behaviors of various samples were tested using a RMS rheometer (Paar physica Co.) at 180℃ with parallel plates (25 mm in diameter with a gap of 1.0 mm). The frequency range was 0.1–600 rad/s, and the maximum strain was fixed at 1%, to ensure being within the linear viscoelastic region under nitrogen.
The densities of the unfoamed (ρu) and foamed (ρf) samples were measured according to ASTM standard D792 (buoyancy method) by measuring the weights of at least five randomly selected samples for each formulation in the air (m1) and in ethanol (m2). The density of the material was then determined using the following equation

Cell-population density (N0) was characterized from the images obtained by the SEM micrographs and the void fraction (Vf) equivalent to the density reduction were then determined using the following equations
17


The mechanical properties of foamed samples were investigated under compressive load according to ASTM D695 method using SANTAM (STM-20) measuring device.
Results and discussion
Characterization of POE-g-GMA
Figure 1 illustrates the FTIR spectra of both neat and POE-g-GMA. The peaks around 870 cm–1 and 1730 cm–1 in Figure 1(b) correspond to the epoxy and carbonyl groups of GMA respectively, which prove successful graft copolymerization of GMA onto POE in melt state.
The FTIR spectra of (a) POE, (b) POE-g-GMA.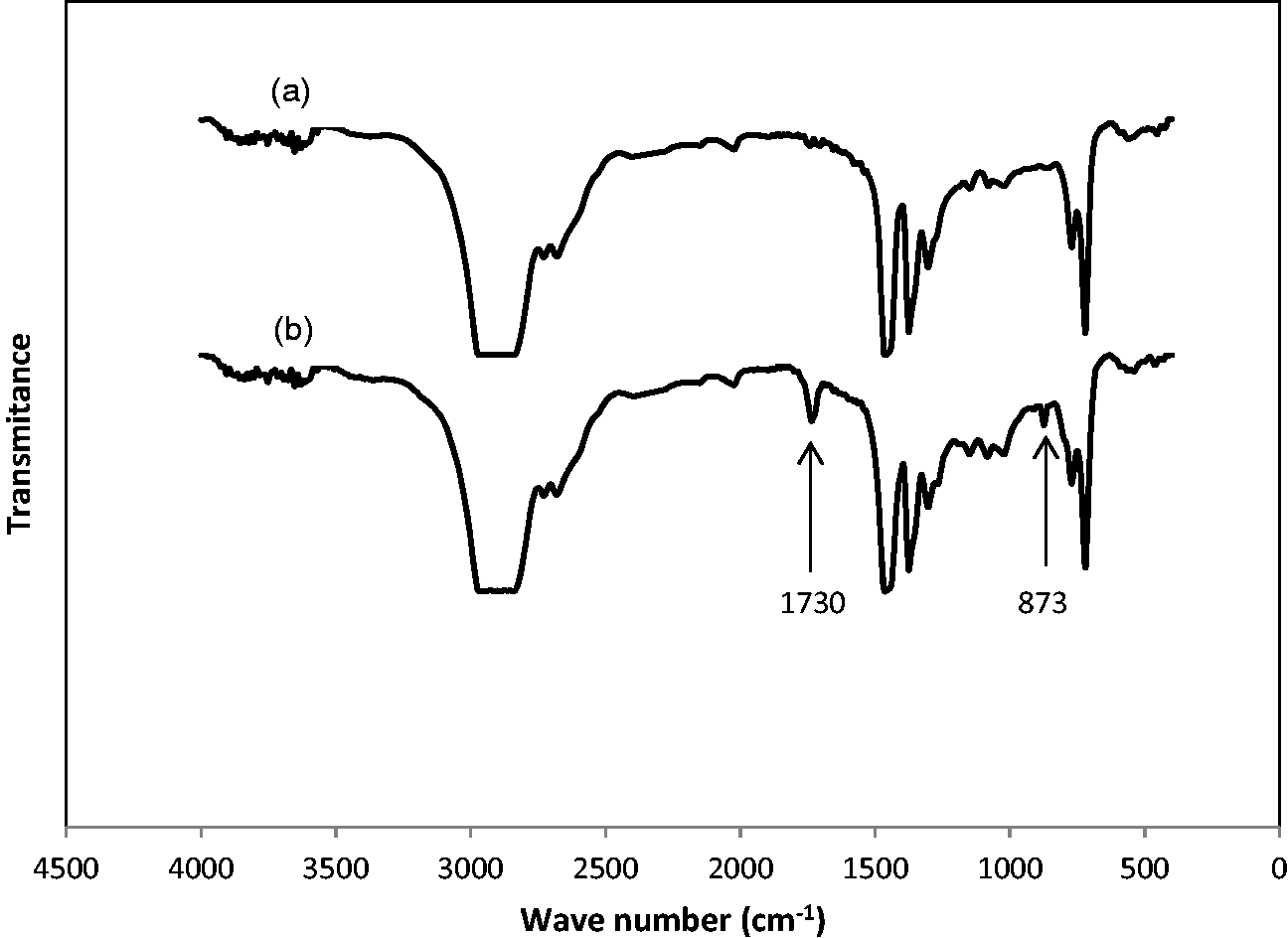
The average grafting degree of GMA in POE was calculated to be equal to 2.33 wt% according to the titration process.
The proposed mechanism for grafting GMA to POE is as described in Figure 2. Similar mechanism was reported by Sun et al.
18
The mechanism of grafting reaction of GMA into POE backbone.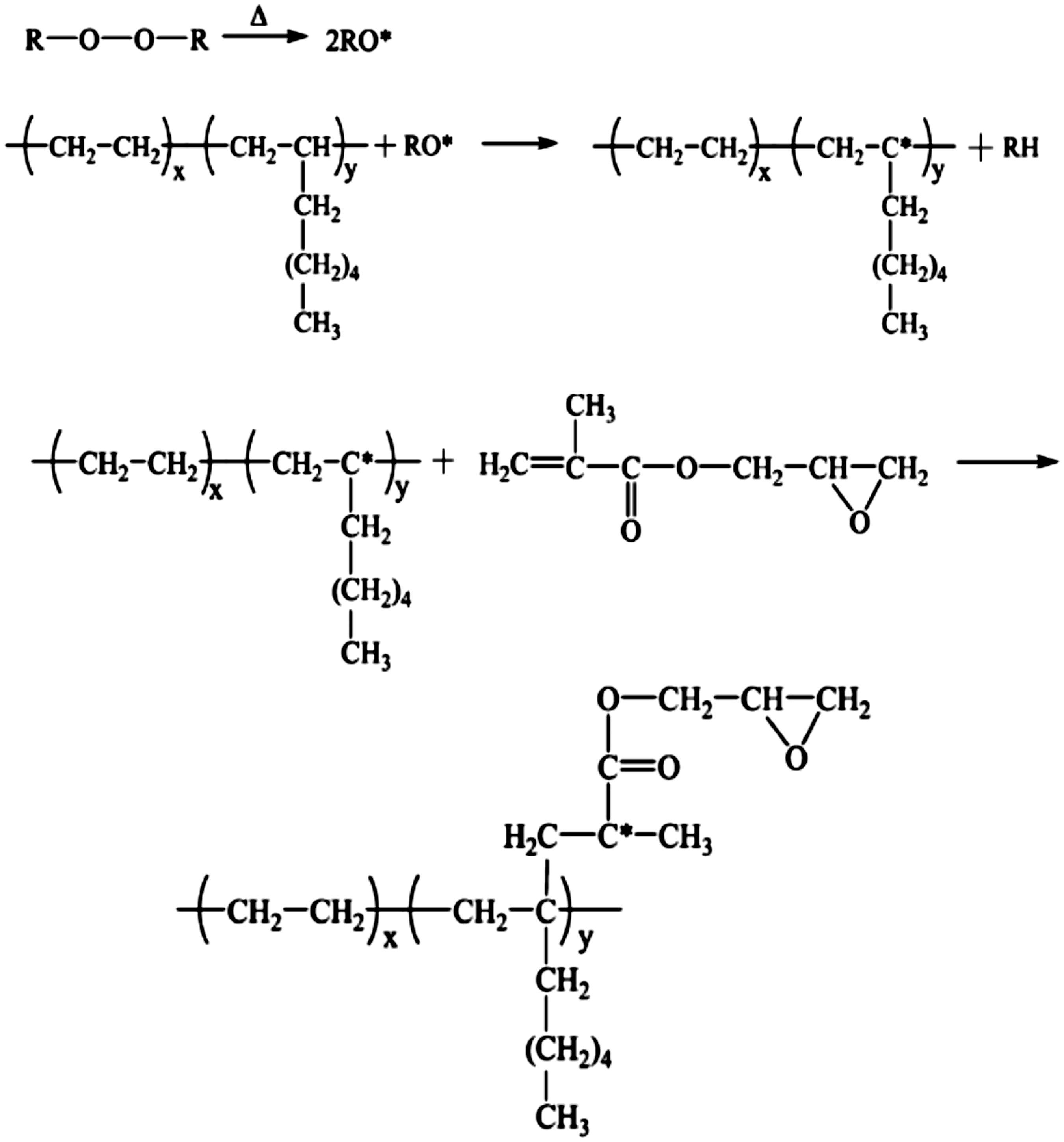
Phase morphology of unfoamed samples
The morphology of the etched cryofractured surface of PLA/POE and compatibilized PLA/POE blends was investigated by SEM. SEM micrographs of PLA/POE blend with different compositions are illustrated in Figure 3. The POE phase has formed spherical droplets during melt mixing and well dispersed in the PLA matrix. PLA/POE blends are usually immiscible due to their poor interfacial adhesion. By adding further POE into the matrix, the size of droplets increased. In B20 and B30 samples, there are small particles in droplets called sub-phase. A plausible mechanism for the formation of subphase domains may be as follows. As the molten blend cools below the melting range of PLA, most of it solidifies as the continuous phase. Small amounts of PLA in droplet form could be remained entrapped within POE melt, which subsequently constitute the subphase. Similar phenomenon was reported by Carte et al.
19
SEM micrographs of the different blends: (a) B05, (b) B10, (c) B20, (d) B30, (e) B101, (f) B102, (g) B103.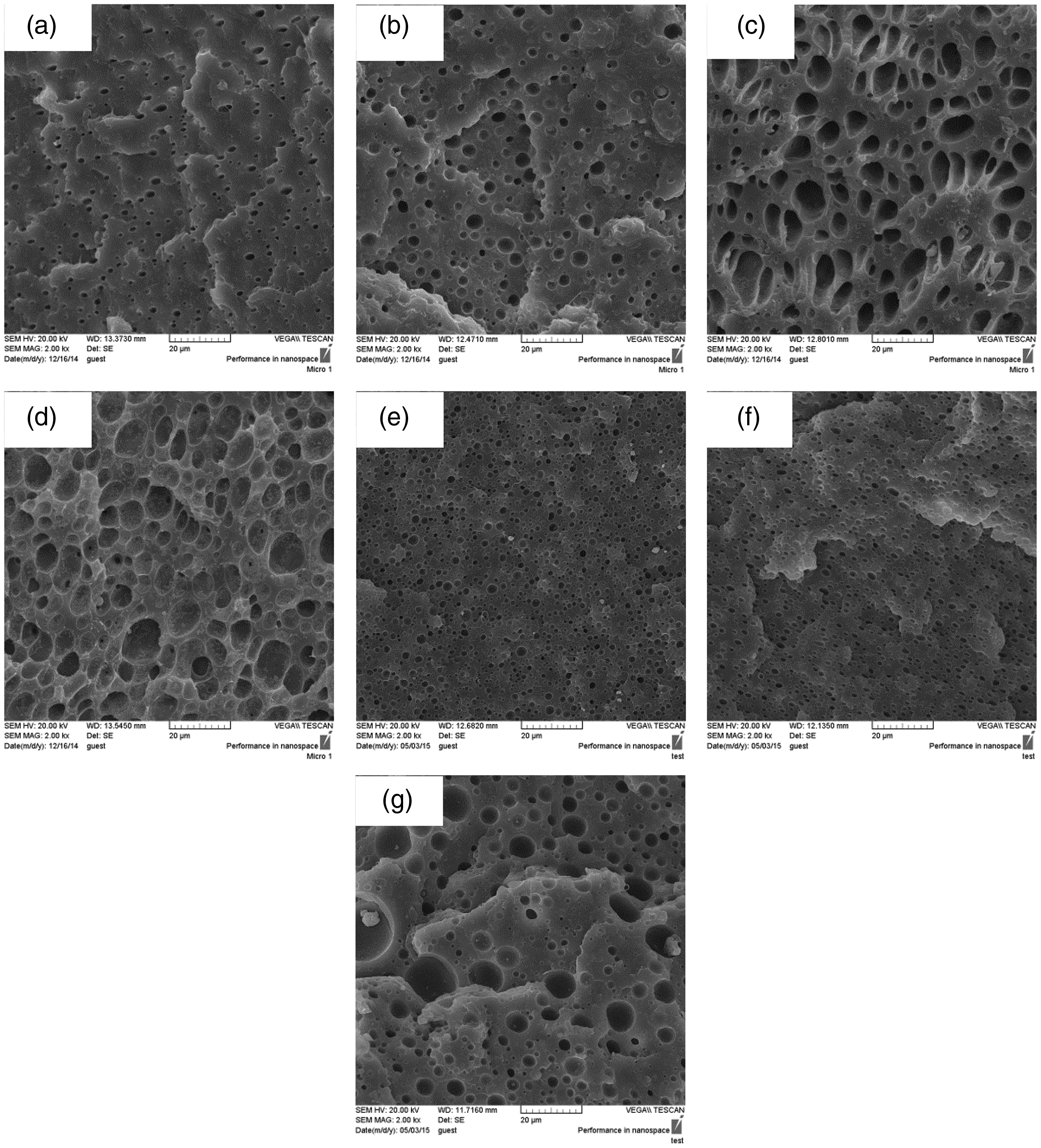
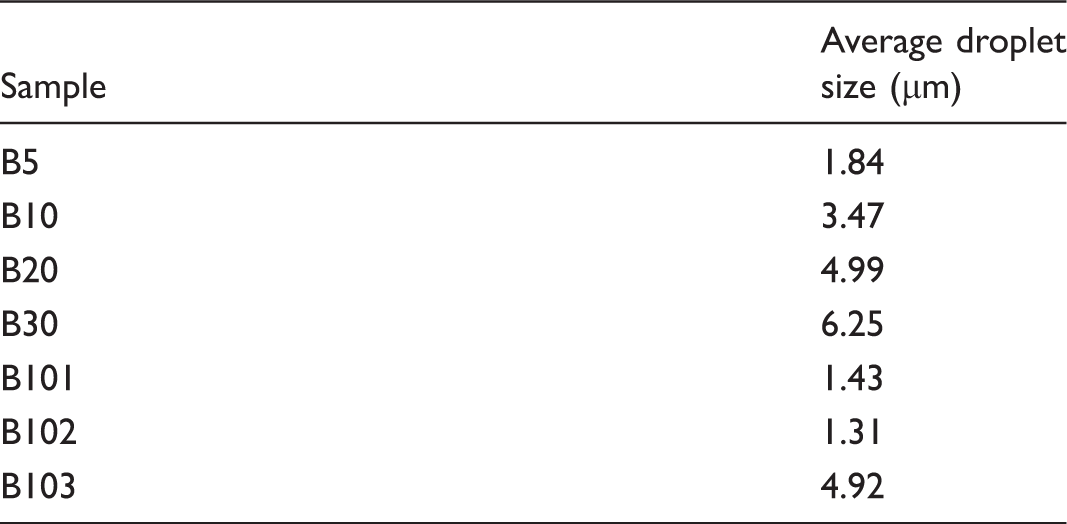
The average droplet size in blends.
Rheological properties
Dynamic shear rheological testing was carried out to study the rheological properties of PLA/POE and compatibilized PLA/POE. Figure 4 shows the variation of the complex melt viscosity (η*), storage modulus (G′), and loss modulus (G′′) of PLA/POE and compatibilized PLA/POE blend samples versus angular frequency. It can be clearly seen from Figure 4(a), that incorporation of POE into the PLA matrix increased the complex viscosity of blend. In addition, the compatibilized blend, independent of POE-g-GMA content, exhibited higher complex viscosity than other samples due to formation of strong network. This is possibly due to the reaction between epoxy groups on POE-g-GMA backbone and carboxyl and hydroxyl end groups of matrix consequently increasing the entanglement density between two phases. In B103 sample, a separate phase of the POE-g-GMA seems to be formed leading to concentration at the low interface, as a result, the complex viscosity of B103 has decreased in comparison with other compatibilized blends. Similar observations were reported by Sung et al.,
20
Macaubas et al.,
21
and Barahimi et al.
22
Dynamic shear rheological properties of PLA/PETG blend with various compatibilizer contents: (a) complex melt viscosity, (b) storage modulus, (c) loss modulus.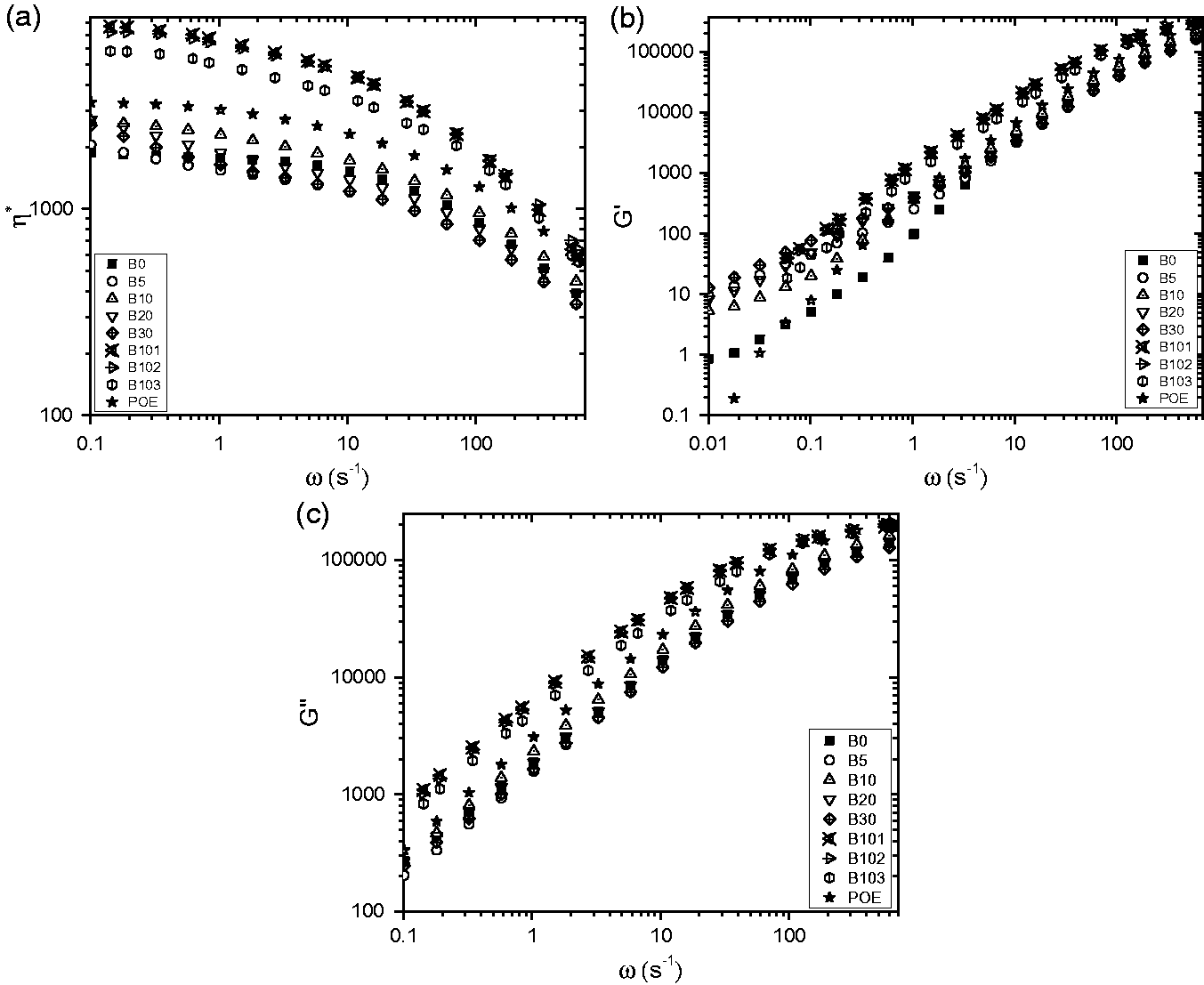
Figure 4(b) illustrates the change of the storage modulus PLA/POE and compatibilized-PLA/POE blend samples versus frequency. Addition of POE to the PLA has led to increase in storage modulus. Storage modulus for all samples exhibited nearly similar trend at higher frequencies due to chain orientation under intense shear field. Same results were reported by Luo et al. 23 In Figure 4(c), it can be seen that incorporation of POE into blends has led to an increase in loss modulus.
Morphology of PLA/POE foams
The morphology of cryofractured surface of PLA/POE foams was investigated by SEM. Figure 5 illustrates the porous morphology of foams containing 1phr azodicarbonamide in two different regions. As seen in SEM images, the cellular structure is not uniform in different regions due to low content of chemical foaming agent. These results were expected since the number of nucleated cells and their growth, which controls the void fraction during the foaming process, are strongly dependent on the amount of gas molecules dissolved in the molten polymer matrix. As a result, the reduction of density in these samples is low, as reported in Table 4. In addition, in SEM images there are areas, in which no pores are seen. Similar results were reported by Matuna et al.
24
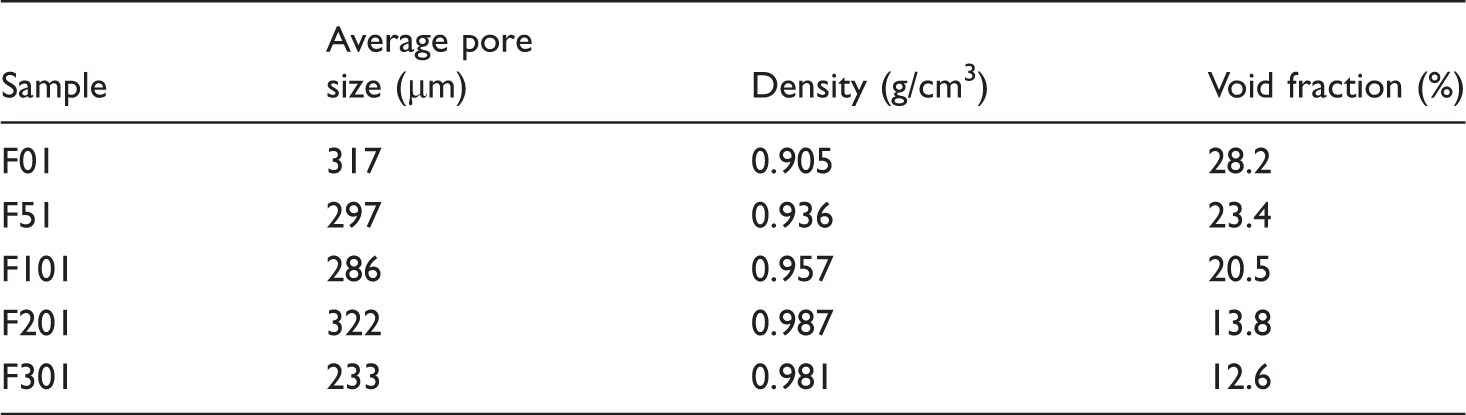
In foams containing 1 phr chemical foaming agent, only in sample F01, a fine porous morphology is achieved. This is mainly because of low melt elasticity of PLA at foaming temperature in comparison to other foams with the same content of azodicarboneamide. In this case, calculation of pore population density in this group of samples is not reliable because of inhomogeneous morphology and therefore this parameter was neglected.
Porous morphology of foams containing 1 phr azodicarboneamide in two different regions: (a) F01,(b) F51, (c) F101, (d) F201, (e) F301. Characteristics of foams containing 1 phr azodicarbonamide.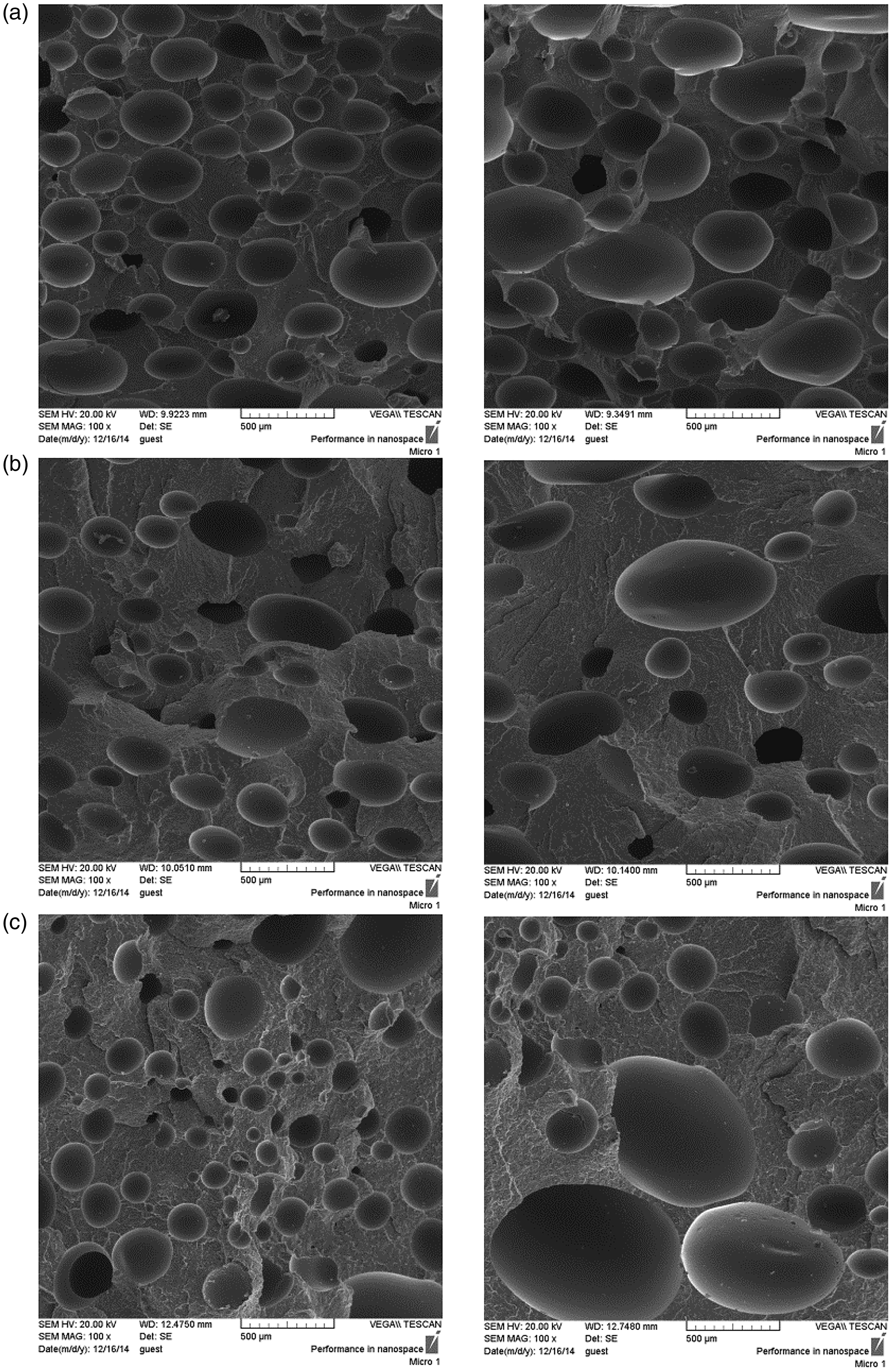
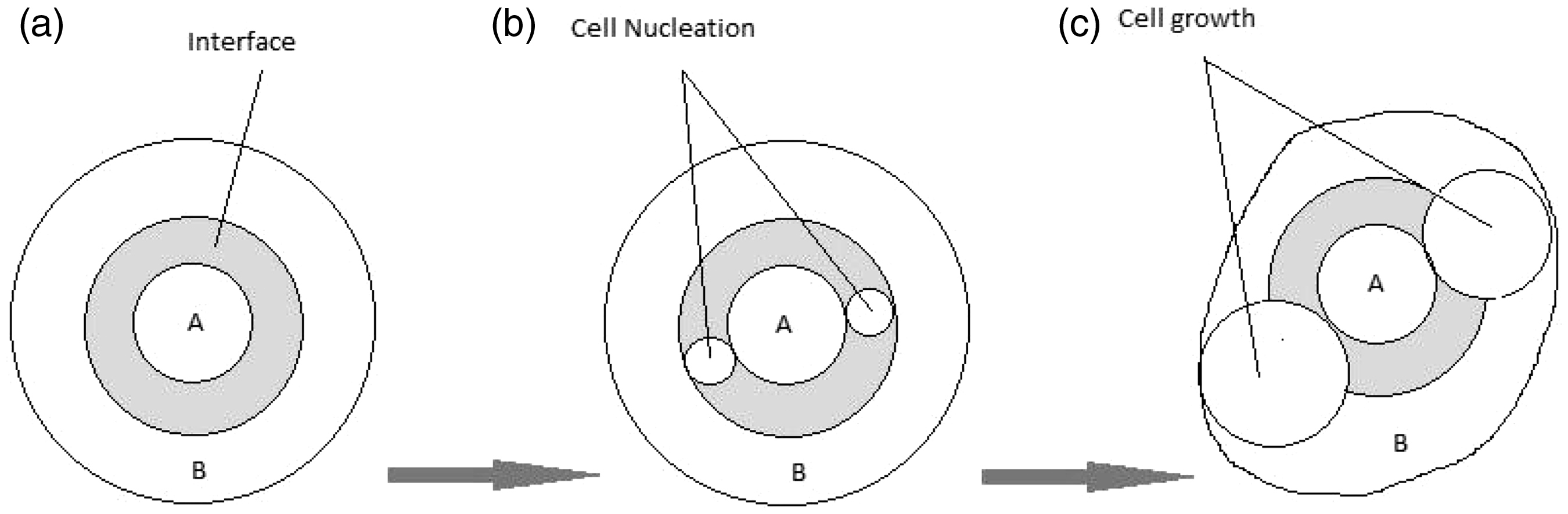
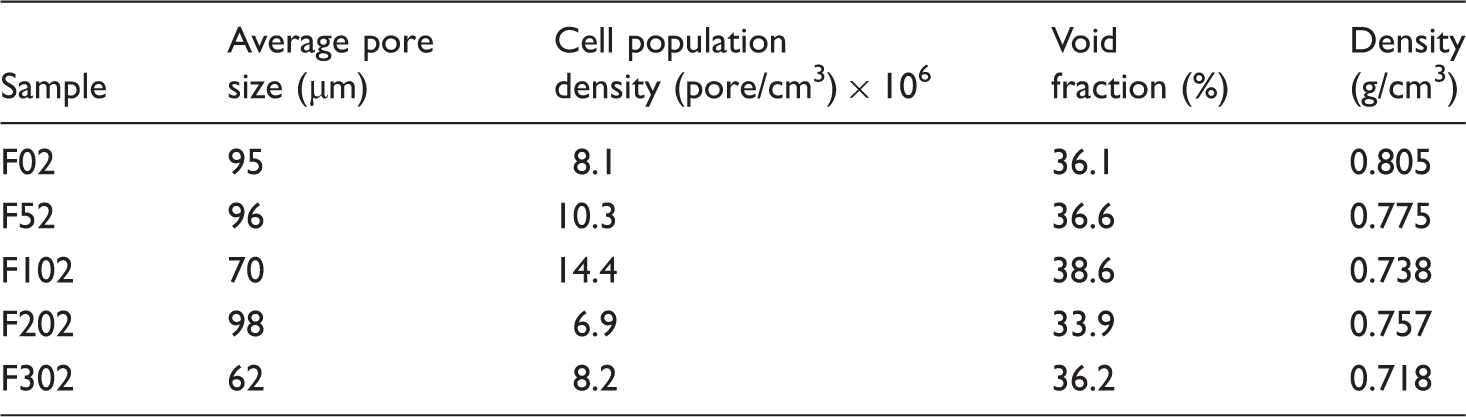
Increase of chemical foaming agent in samples had a significant influence on foam characteristics. In samples containing 2 phr azodicarbonamide, independent of their POE content, the average pore size and density were decreased and the void fraction was increased (Figure 6 and Table 5). Samples F52 and F102 exhibited the smallest average size of pores and the greatest pore population density in comparison with other samples because of heterogeneous nucleation mechanism. Figure 7 illustrates the cell formation mechanism in polymer blends. In the classic porous nucleation theory, there are two types of nucleation way: homogeneous nucleation and heterogeneous nucleation. Homogeneous nucleation meant the formation of gas phase in the polymeric matrix phase, which occurs when a sufficient amount of dissolved gas form clusters for a long enough time to make a critical pore radius. In other way, the heterogeneous nucleation represents the critical pore formed on the surface of some additives (inorganic fillers or second polymer phase) in polymeric matrix. However, the activation energy of heterogeneous nucleation is much lower than that of homogeneous nucleation,
25
so the pore population density increases with the addition of POE to 10 wt%.
Porous morphology of foams containing 2 phr azodicarbonamide: (a) F02, (b) F52, (c) F102, (d) F202, (e) F302. Schematic diagram of pore formation in polymer blends: (a) polymer blend, (b) pore nucleation, (c) pore growth.12 The characteristics of foamed samples containing 2 phr chemical foaming agent.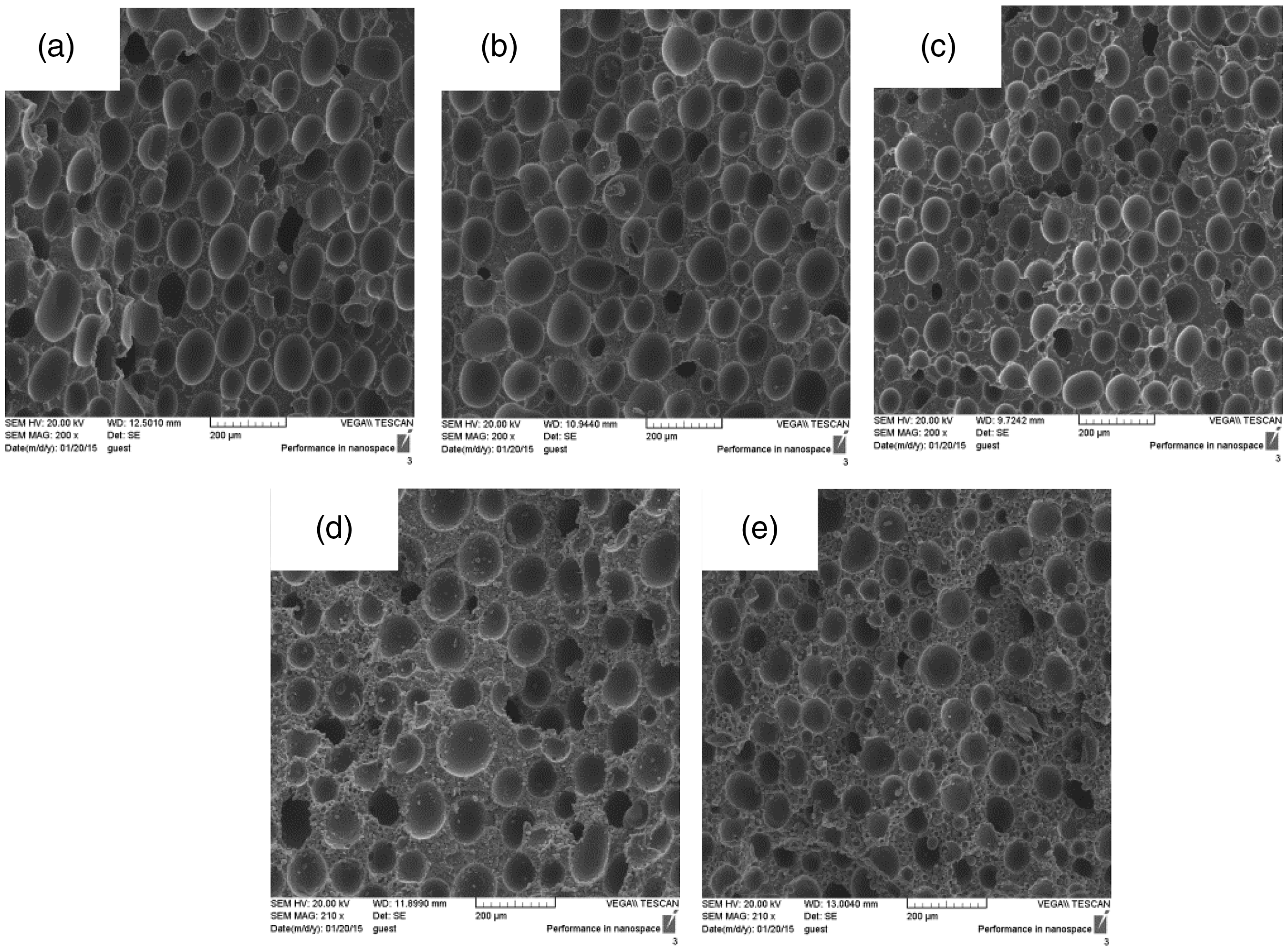
In foams containing 3 phr chemical foaming agent, the average pore size increased (Figure 8 and Table 6). Sample F03 has the greatest average pore size in comparison with other samples with the same content of chemical foaming agent also among the other samples due to dissolving of high amount of released gas in to system and, consequently, occurrence of coalescence. Presence of POE in samples prevented the coalescence of cells probably due to higher melt elasticity of blends lead to achieving finer foam morphology. Again in samples F53 and F103, the smallest pore average size and the greatest pore population density in comparison with other samples containing 3 phr chemical foaming agent were obtained as a result of POE droplets in matrix.
Porous morphology of foams containing 3 phr azodicarboneamide: (a) F03, (b) F53, (c) F103, (d) F203, (e) F303. The characteristics of foamed samples containing 3 phr chemical foaming agent.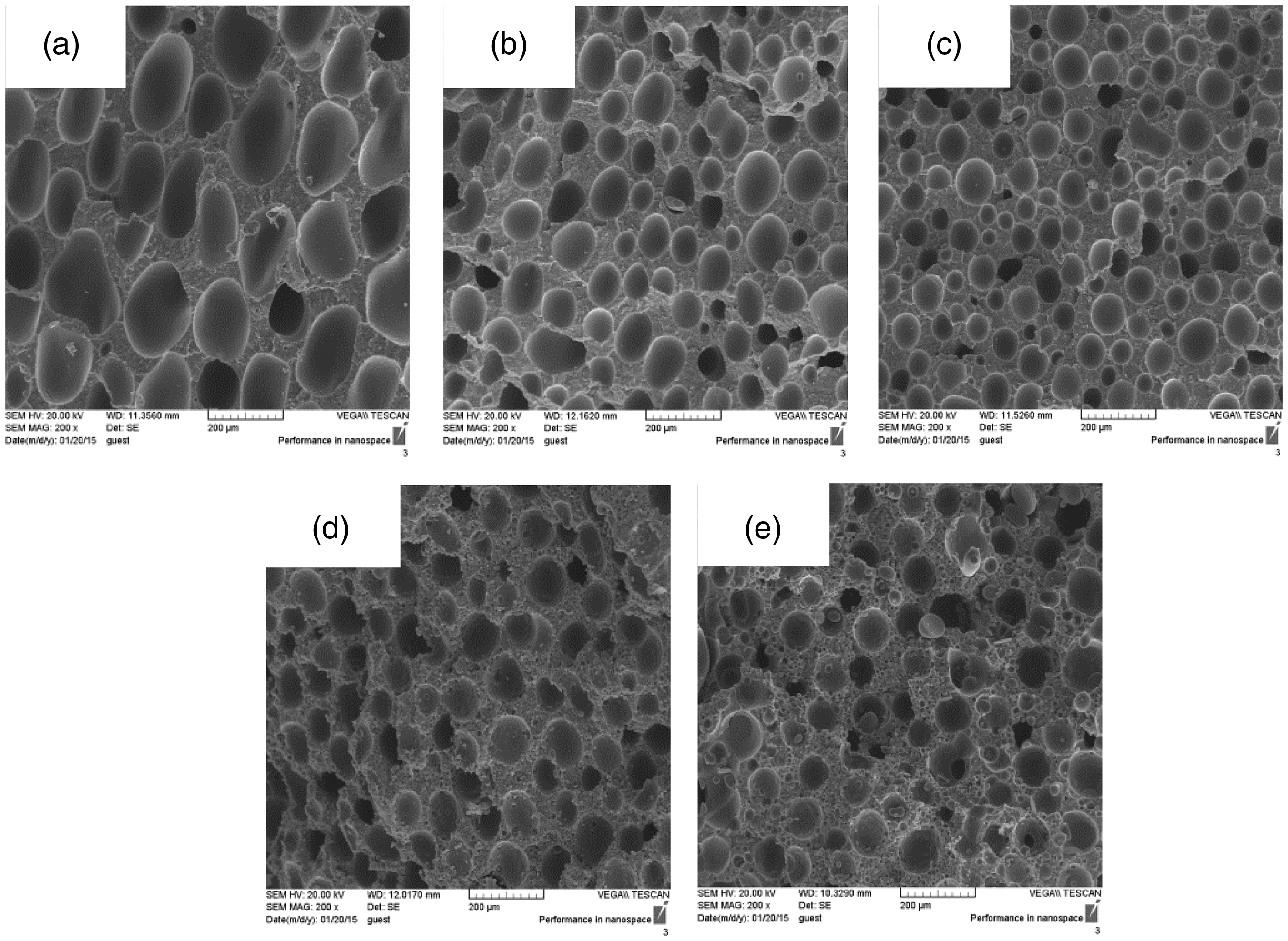
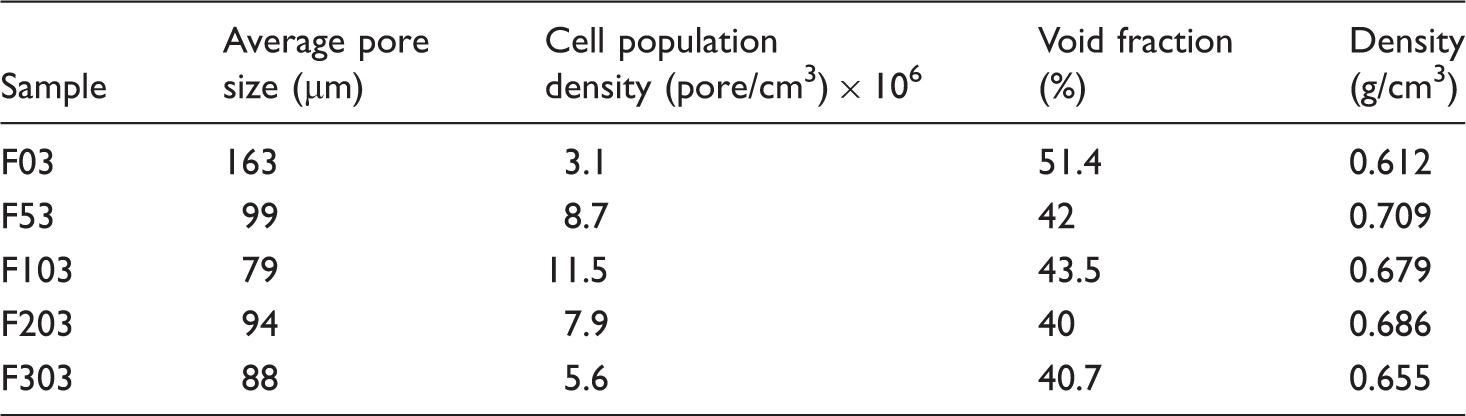
Increase of azodicarbonamide from 2 phr to 3 phr led to changes in foam characteristics. In all samples containing 3 phr chemical foaming agent, sample’s density and pore population density decreased and the average pore sizes increased in comparison to samples with the same content of POE and 2 phr of chemical foaming agent. By increasing POE content (samples F202, F302, F203, and F303), as seen in SEM images, many small bubbles are formed. Since the foamability of matrix and dispersed phases was different due to the distinct melt rheological properties, a special porous morphology such as bi-modal porous morphology could be expected to achieve.12,26 In this case, great size of dispersed phase eases the nucleation process in POE. Moreover, high elasticity of POE limits the growth process of nuclei and miniaturized the pore size. As the sizes of these bubbles were too small, we were not able calculate diameter of pores using Image J software.
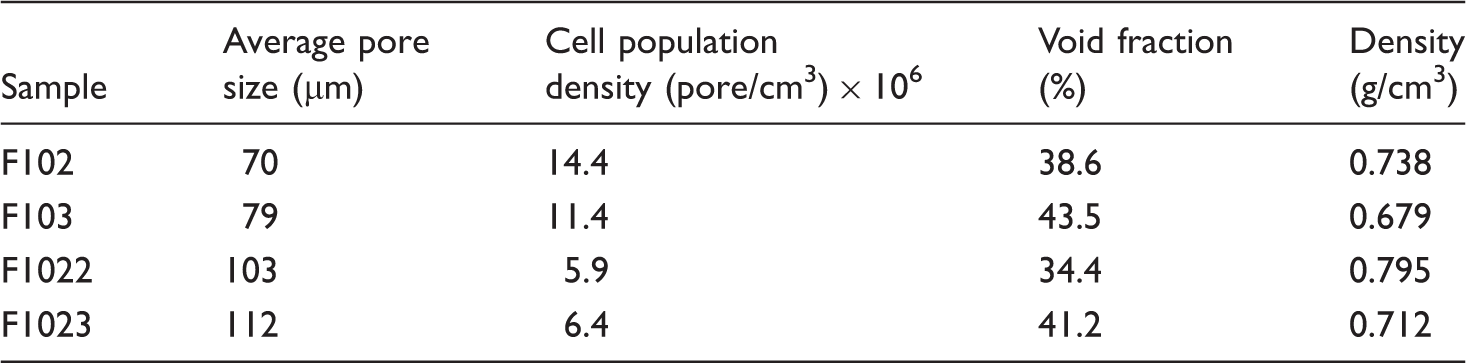
In samples compatibilized with POE-g-GMA, the average size of cells and foam density were increased in comparison with uncompatiblized foams while pore population density and void fraction were decreased. Figure 9 illustrates the SEM micrographs of compatibilized PLA/POE foams. The data of compatibilized foam characteristics are summarized in Table 7. By increasing melt viscosity and melt elasticity of blends, activation energy of nucleation increased and, consequently, the pore population density decreased. This change in rheological characteristics of samples will likely lead to propagation of pores in greater size without coalescence. As shown in Table 7, although the average pore size in F1023 is bigger than F1022, the pore population density is greater. Dissolving of more amount of released gas, play the role of plasticizer leading to ease the nucleation process in F1023.
Porous morphology of foams containing POE-g-GMA: (a) F1022, (b) F1023. The characteristics of foamed samples containing POE-g-GMA in comparison with F102 and F103.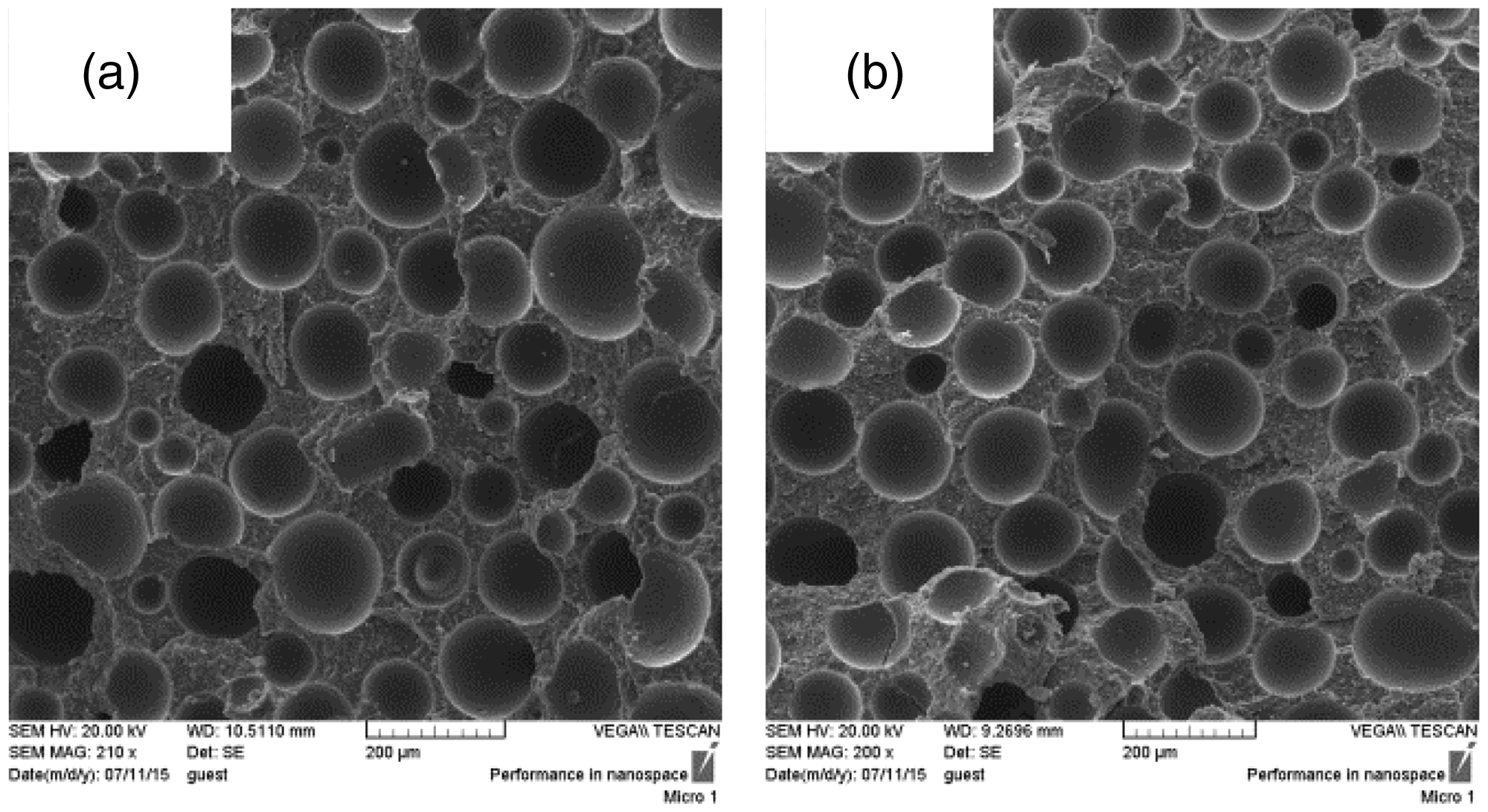
Mechanical properties of foams
Mechanical properties of foamed samples were investigated using ASTMD 695 approach. Figure 10 illustrates the stress–strain curve, Figure 11 represents the elastic modulus and elastic modulus per density, and Figure 12 shows the strain at break of each sample in compressive mode. An elastic modulus of 72.5 MPa was measured for sample F102 with 72.5 MPa, which is greater than measured elastic modulus of other samples without compatibilizer, due to their smaller cellular average sizes, although it has one of the greatest weight reductions among the other samples. In sample F03, its bigger average pore size and its low density in comparison to F02, leads to decrease in elastic modulus from 54.6 MPa in (F02) to 13.6 MPa (F03).
Stress–strain curve of foamed samples under compressive load. Elastic modulus and elastic modulus per density of foams. Strain at break of foams.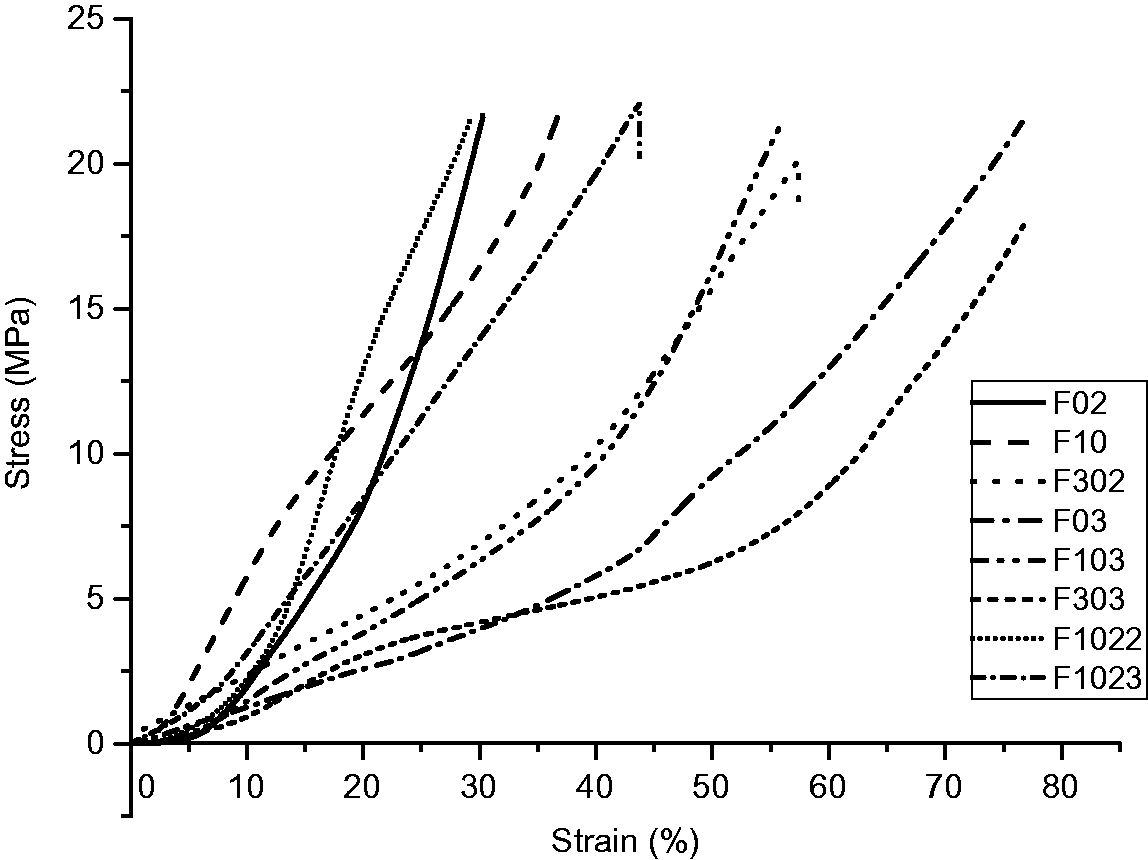
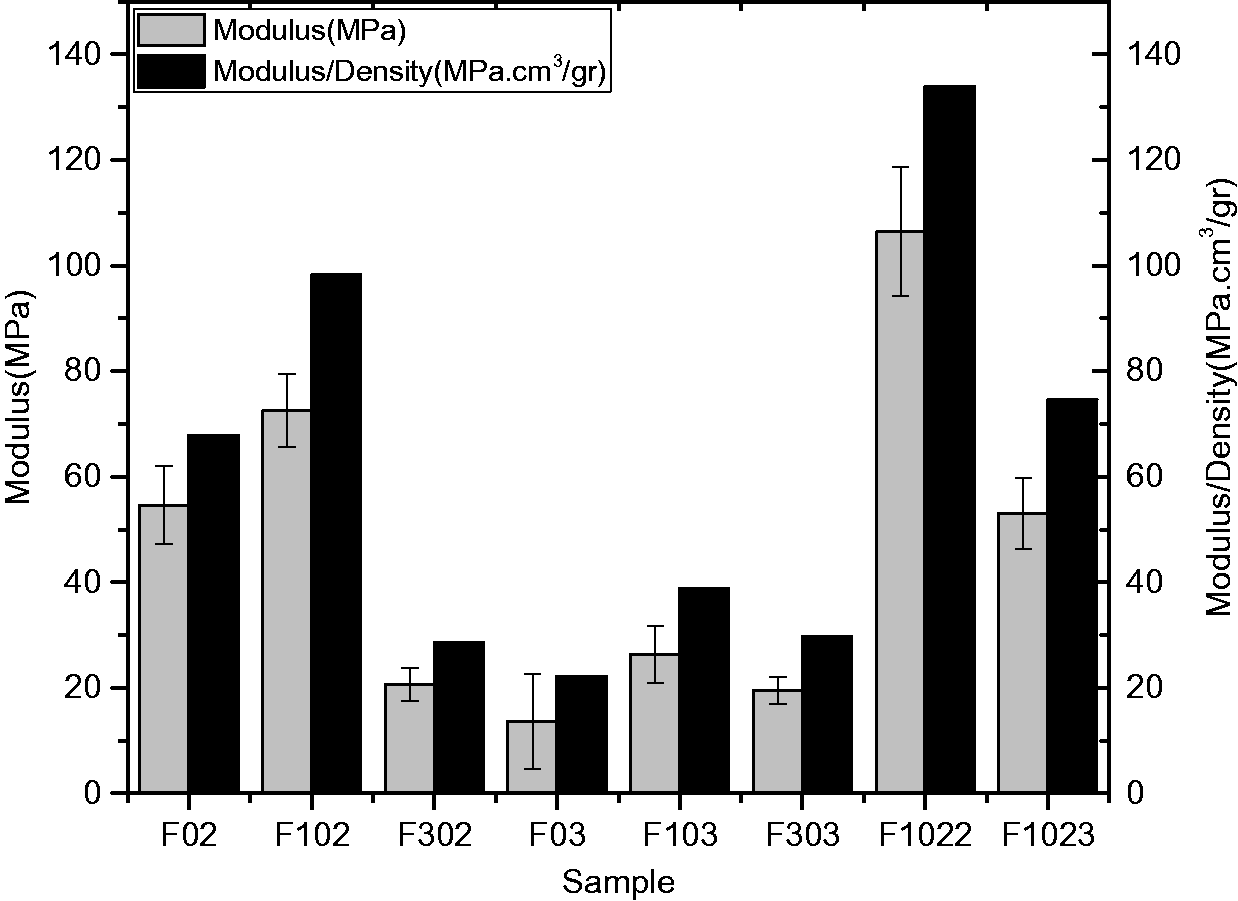
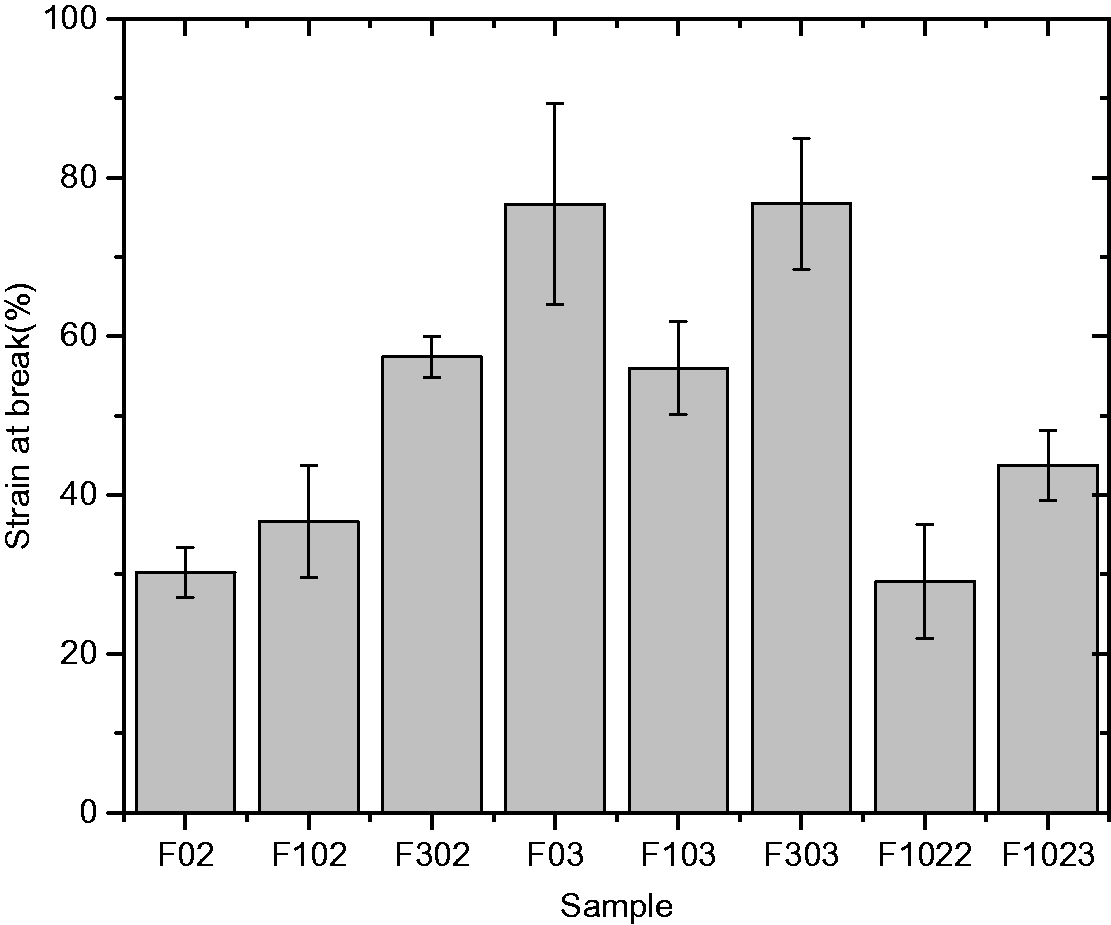
Despite their POE content, strain at break of samples increased with addition of 3 phr chemical foaming agent. In this case, sample F03 with 76.6% showed a greater strain at break due to its much bigger cell average size. On the other hand, in F302 and F303, increase in POE content and existence of very small pores led to a decrease in their elastic modulus and strain at break in comparison to other samples with the same content of azodicarbonamide. It seems that similar blowing agent of the foam microstructure is the key factor influencing the final properties. In other words, although POE content in F103 is higher than that of F03 the cell size of F03 is higher leading to higher strain at break than F103. Similar results were reported by Saha et al. 27 Furthermore, addition of POE-g-GMA increased the elastic modulus and decreased stain at break of foams containing 10 wt% POE (F1022, F1023). Sample F1022 with elastic modulus of 106 MPa and strain at break of 29.6% showed the greatest elastic modulus and the smallest strain at break. This phenomenon occurred due to the existence of chemical bonds among PLA, POE, and POE-g-GMA and their lower weight reduction.
Conclusion
In this study, PLA/POE blends were prepared through melt blending method, using POE-g-GMA as reactive compatibilizer. The POE-g-GMA was synthesized via melt state reaction using DCP as initiator. The effects of blending ratio and compatibilizer were studied. The results showed that the morphology of blends and foams, as well as rheological parameters were highly affected by the presence of compatibilizer. The SEM images showed that samples with 1 phr azodicarbonamide exhibited poor foaming ability in comparison with samples with more chemical foaming agent content. Addition of 2 phr and 3 phr chemical foaming agent led to better foaming behavior of samples. It as shown that samples containing 3 phr azodicarbonamide had grater void fraction and weight reduction in comparison to samples with same content of POE.
The incorporation of polyolefin elastomer changed the foam characteristics such as pore size and pore population density. In samples in which the contents of POE were more than 20 wt%, smaller cell sizes were observed. This phenomenon occurred due to the homogeneous nucleation in POE droplets in foaming samples. Incorporation of POE-g-GMA as compatibilizer in PLA/POE foams affected the foam characteristics but made the foaming process more difficult by decreasing pore population density and increasing foams’ density. In this case, sample containing 10 wt% POE and 2 phr azodicarbonamide (F102) has the best foaming behavior. The mechanical properties of PLA/POE foams were investigated under compressive load. The strains at break of samples were increased as the content of POE in samples increased. Same trend was observed in samples with higher concentration of azodicarbonamide (3 phr) in comparison with samples containing 2 phr. Incorporation of POE-g-GMA in PLA/POE foams increased the elastic modulus and decreased the strain at break of foams.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.