
Abstract
In this work, reactive twin screw extrusion was conducted to synthesize long chain branched polypropylenes (LCB-PPs) in a “one-pot” process in which dicumyl peroxide (DCP) initiated maleic anhydride (MAH) grafting onto the linear PP, and the concomitant coupling reaction between ethylene diamine (EDA) and MAH grafted polypropylene (PP-g-MAH) proceeded in series. Fourier transfer infrared spectroscopy (FTIR) on the prepared materials confirmed the occurrence of both reactions. A series of LCB-PPs were prepared using different amounts of EDA, MAH and DCP to study their effects and determine the optimal synthesis conditions. The prepared materials were characterized by size exclusion chromatography (SEC) and rheological analysis to ascertain the polymer microstructure. The foamability of the LCB-PPs by supercritical carbon dioxide (scCO2) foaming and foam morphology were investigated. The LCB-PPs were found to have vastly improved foamability and cellular morphology. Under optimal conditions, a foam expansion ratio of over 20 was achieved.
Introduction
Isotactic polypropylene (iPP) is one of the fastest-growing polyolefins due to its attractive properties, such as high melting point, low density, excellent chemical resistance and high tensile strength. 1 Majority of iPP is produced by Ziegler-Natta or metallocene catalyzed polymerization and has a highly linear chain structure. Such a structure leads to low polymer melt strength and causes difficulties when they are subjected to processes involving substantial elongational flow, such as thermoforming, film blowing, extrusion coating, blow molding and foaming.1,2
Recently, introducing long chain branches (LCBs) to improve the melt strength of iPP through the use of functional groups has received increasing attention and been discussed extensively in the literature.3–6 In this approach, functional molecules, typically with di-functionality, are used to react with the side-chain functional groups on the linear polymer. This results in a partially crosslinked structure. Compared to other methods such as adding nanoparticles, 7 , 8 this approach allows more flexibility for molecular level structure control. 9 , 10 A number of studies have been reported on the use of imidization reactions to produce LCBs leveraging the high reactivity between anhydride and amine groups. 4 ,11–14 For example, Köster and Hellmann 12 prepared a series of LCB-PPs by reactive extrusion of maleic anhydride (MAH) modified polypropylene (PP-g-MAH) and diamine and investigated the influence of the NH2/MAH molar ratios (R). Kim and Kim 13 conducted a similar investigation using a batch mixer.
To date the iPP modification by LCBs is a two-step process: i) functional group (predominantly maleic anhydride MAH) introduction onto the linear iPP chains and ii) reaction coupling of MAH with complementary functional groups such as amine. Building upon our previous work on these two individual processes,15–17 In this work a “one-pot” iPP modification via reactive extrusion was investigated, where MAH grafting and coupling reactions proceeded concurrently. Such a process should increase the efficiency and reduce the cost in producing long chain branched iPP (LCB-PP). The effects of the reaction conditions during extrusion on the branching modification of iPP were investigated to understand their effects on the formation of the LCBs, their frequency and distribution, and rheological properties. Moreover, the excellent foamability of the synthesized LCB-PPs by supercritical carbon dioxide (scCO2) was demonstrated, validating the technical feasibility and merit of the single-step synthesis of LCB-PPs.
Experimental section
Materials
Isotactic polyropylene (F401) was supplied by Nanjing Yangzi Petrochemical Co. Ltd. Dicumyl peroxide (DCP) was obtained from Shanghai Chemway Chemical Co. Ltd. Maleic anhydride (MAH) was purchased from Shanghai Sinoharm Chemical Regent Co. Ltd. Ethylenediamine (EDA) was purchased from Hangzhou Changqing Chemical Reagent Co. Ltd. 1,2,4-trichlorobenzene (TCB) and 2, 6-di-t-butyl-4-methylhenol (BHT) were purchased from Acros.
“One-pot” reactive extrusion
Extrusion was carried out in a custom designed co-extrusion twin-screw extruder (D = 20 mm; L/D = 48) at 180°C with a rotor speed of 150 rpm. Figure 1 shows the process schematics. Mixtures of iPP and MAH were fed from the screw feeder at a rate of 70 g/min, while DCP and EDA were fed from two separate inlets using their own dedicated precision injection system. A series of LCB-PPs were prepared varying the concentrations of DCP, MAH and EDA to investigate their effects on the two steps involved in LCB-PPs formation and the characteristics of the formed LCB-PPs. Two control samples, PP2 and PP3, were also prepared and were used to assist the verification of the reaction mechanisms. Table 1 lists the prepared materials.
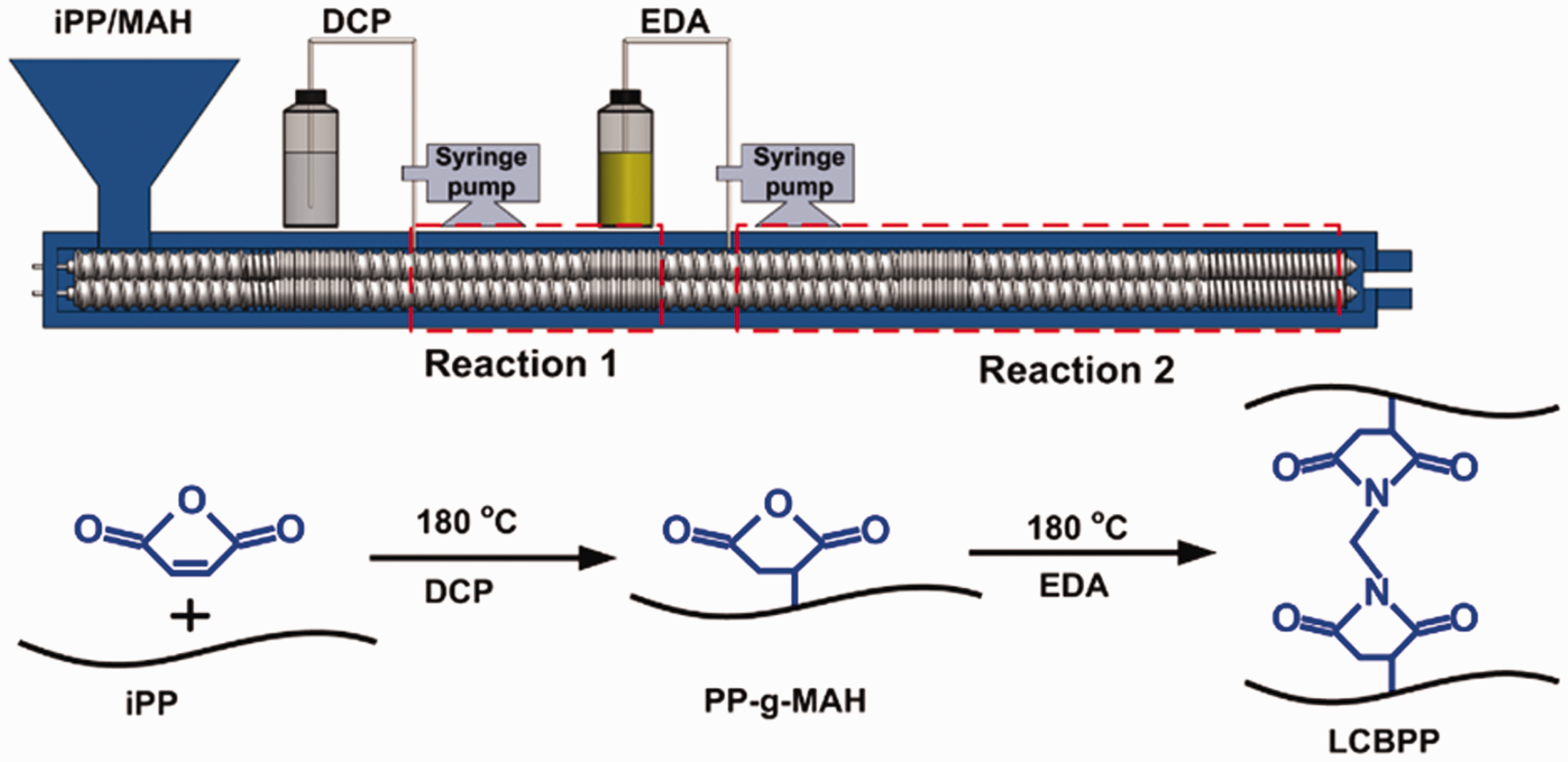
Overview of reactive extrusion for the preparation of LCB-PPs and the screw profile used in this study.
Structural and rheological characterization of the LCB-PPs.
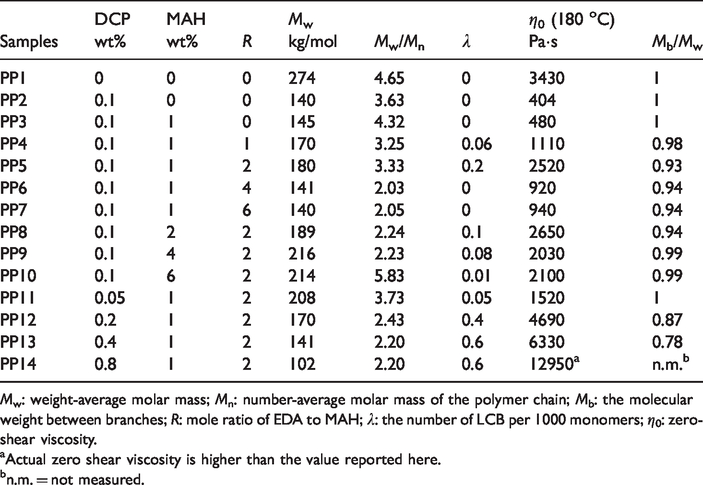
Mw: weight-average molar mass; Mn: number-average molar mass of the polymer chain; Mb: the molecular weight between branches; R: mole ratio of EDA to MAH; λ: the number of LCB per 1000 monomers; η0: zero-shear viscosity.
aActual zero shear viscosity is higher than the value reported here.
bn.m. = not measured.
Structural analysis
Fourier transform infrared (FTIR) spectroscopy
FTIR (Nicolet 5700, Thermo Ltd) was performed in a spectral range from 400 to 4000 cm−1 with a resolution of 2 cm−1 and 64 scans per spectrum. Samples were purified in xylene at 130°C to remove the residual reagents and then pressed into a film at 180°C.
Size-extrusion chromatography (SEC)
Molecular weights and branching structure of the samples were measured by size extrusion chromatography (SEC, Viscotek 350 A, Vicotek Ltd.) equipped with a refractive index detector, a four-capillary differential viscometer detector, and light scattering detectors. The column used was a TSK-gel column (GMHHR-H(S) HT, 300 × 7.8 mm). Samples were dissolved in TCB stabilized with 5 × 10−4 g ml−1 BHT at 150°C for 4 h prior to analysis.
Determination of LCB frequency λ
The LCB frequency (λ, the number of LCB per 1000 monomers) is defined as


Rheological measurement
A stress-controlled rotational rheometer (Rheostress 6000, ThermoHaake co.) was used to measure the rheological properties of the prepared materials. Measurements were performed in a nitrogen environment using a plate-plate geometry, with the diameter of 20 mm and gap of 1 mm. Small amplitude oscillatory measurements were carried out at 180–220°C with a frequency range from 0.1 to 628 rad/s. A small strain amplitude 1% was used to ensure that all data were acquired in the linear viscoelastic (LVE) regime. Creep experiments were performed at 180°C using a shear stresses range from 2 to 5 Pa to warrant a linear viscoelastic response.
Foaming by supercritical carbon dioxide (scCO2)
Batch foaming was conducted using a high-pressure stainless steel vessel with an internal volume of 150 ml. The samples were first placed in the high-pressure vessel. The vessel was purged with CO2 and a pre-determined amount of liquid CO2 was added. Thereafter, the vessel was immersed in an oil bath and kept at the targeted temperature and pressure (157°C and 23 MPa) for 8 hours. The CO2 pressure was then quickly released (in ∼2 s) and the foam structure was fixed by rapidly taking out the vessel from the oil bath quickly and put it into ice water.
Foam characterization
Bulk foam densities (ρf) of the foam samples are determined via water displacement measurements according to ASTM D792-00:

The cell size and density were obtained using scanning electron microscopy (SEM) (Sirion, FEI Ltd). Foamed samples were freeze-fractured in liquid nitrogen and sputter-coated with a thin layer of gold. The cell density (N), defined as the number of cells per unit volume with respect to the unfoamed polymer, is determined from:
Results and discussions
As shown in Figure 1, the “one-pot” reactive extrusion for long-chain branched PP (LCB-PP) involves two reaction steps in series: MAH grafting onto the iPP backbone of the iPP via a radical mechanism to produce PP-g-MAH, followed by the coupling reaction between PP-g-MAH and EDA. Note that in both steps, competing side reactions might take place. During MAH grafting, polymer chain degradation is also possible. In the MAH-EDA coupling step, multiple types of structures could form depending on the mole ratio of EDA to MAH (R), and in the extreme case linear PP will re-form albeit with amine functionality. 3 , 4 ,11–14 Thus, a series of reactive extrusion experiments were designed and conducted to better understand the impacts of the complex reaction series on the polymer structures and to investigate possible strategies to achieve good balance between the competing reactions. This is essential for the “one-pot” preparation of LCB-PPs with controlled structure. Table 1 summarizes the prepared PP samples. PP1 was the neat iPP. PP2 and PP3 were the control samples used to study PP degradation during MAH grafting. PP3-7 were prepared by varying the amine to MAH ratio (R ratio) while maintaining constant grafting reaction conditions. PP8-14, on the other hand, was prepared with different grafting conditions using constant coupling conditions (fixed R ratio).
Verification of PP modification by FTIR
Figure 2 shows the FTIR spectra of the neat and modified PPs. Compared to the neat PP (PP1), the two new absorption peaks in PP3 at 1780 cm−1 and 1865 cm−1 corresponded to the stretching vibrations of the carbonyls in anhydride and are indicative of the MAH grafting. 22 Note that PP3 is a linear polymer because of the absence of coupling reaction during preparation (R = 0). With the addition of EDA, a new peak appeared at 1705 cm−1 in PP4 (R = 1) and PP5 (R = 2) as a result of the imide formation. 11 , 14 This was accompanied by the decreasing intensity and eventual disappearance of the MAH related peaks. The presence of the MAH and imide groups, and their relative amounts in different extrusion conditions thus confirmed the expected two-step series reactions (Figure 1). A further increase in the amount of EDA led to the appearance of two additional new bands at 1650 cm−1 and 1565 cm−1 in PP6 (R = 4). These peaks can be assigned to the N-H bending vibration of amine groups 22 from amine-grafted PP when a high amine/MAH ratio was used. 16
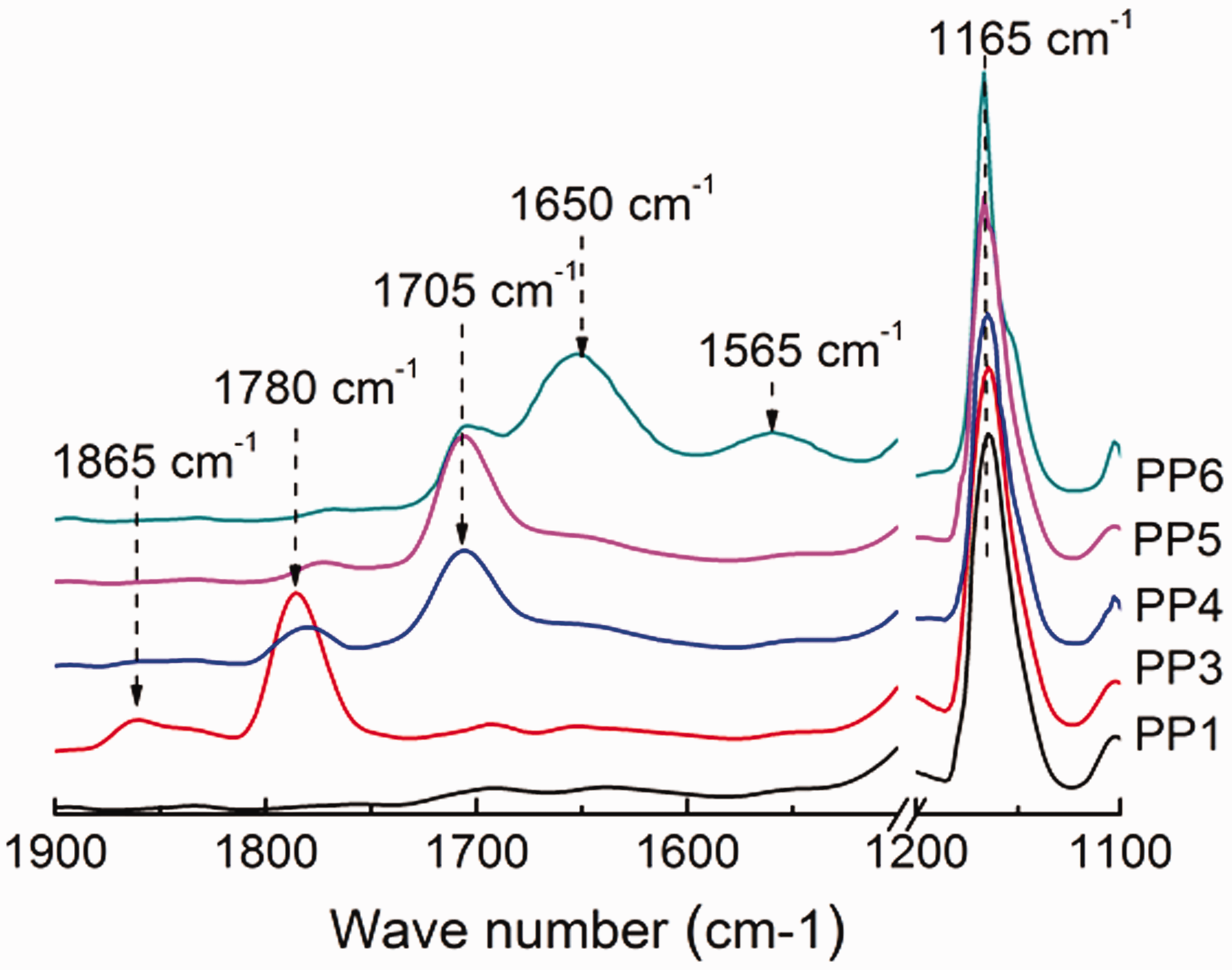
Typical FTIR spectra for PP1 and the modified samples. Absorbance spectra were normalized against the CH3 peak (around 1165 cm−1).
Characteristic structure of the modified PPs
SEC was employed to further analyze the LCB-PPs structure. Table 1 summarizes the results. As expected, for linear polymers PP1-PP3, the LCB frequency λ was zero. By contrast, all LCB-PPs except PP6 and PP7 had λ value in the range of 0 to 0.6, indicating the presence of long chaining branching.
The influence of the diamine concentration on the modification was investigated by using fixed concentrations of MAH (1 wt%) and DCP (0.1 wt%) and varying the amounts of EDA added (series PP3-7). Figure 3 shows the molecular weights and branching frequencies of these materials as a function of the amine/MAH ratio R. Both exhibited a maximum at R = 2, an optimum for branching modification. A similar trend was reported in the literature. 12 Below the optimal level, low LCB content and unreacted MAH groups were anticipated in the polymer, and the LCB would increase as R increased. The trend would be reversed when R was higher than the optimum value, when amine-grafted polypropylene began to form because diamine molecules competed for limited PP-g-MAH. This would lead to a decrease in molecular size and LCBs. 12
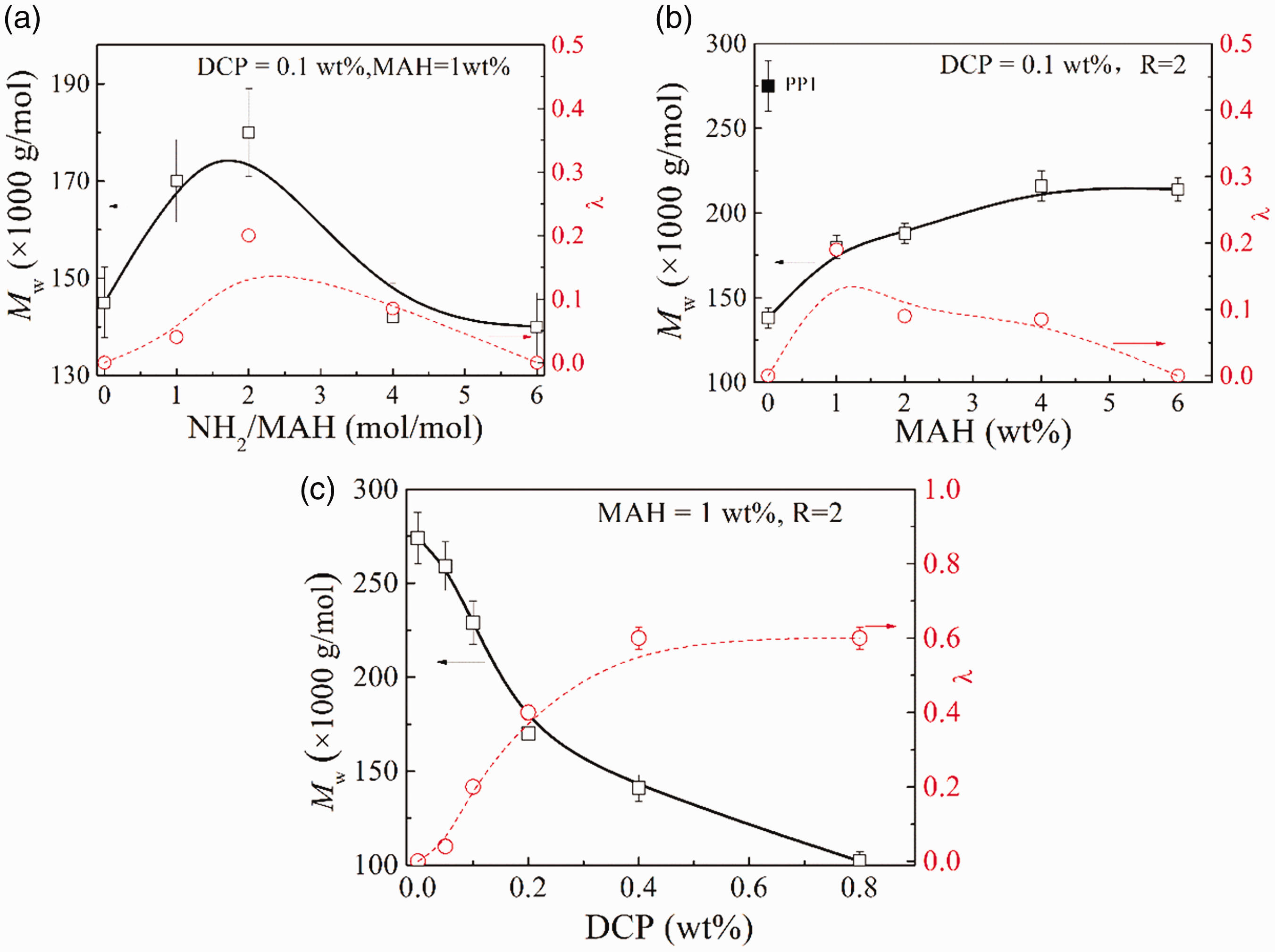
Effect of the concentration of EDA (a), MAH (b) and DCP (c) on the molecular weight and branching frequency of LCB-PPs.
To investigate the role of MAH grafting step, additional LCB-PPs were prepared under a series of MAH concentrations (PP8-10, and PP5). An initiator concentration of 0.1 wt%, and an optimal R value of 2 were used in the preparation. The molecular weights and branching frequencies of these materials were plotted in Figure 3(b) as a function of initial MAH fraction. Whereas the Mw increased asymptotically, the branching frequency quickly peaked at low MAH concentrations and steadily decreased as the MAH loading was further increased.
The phenomena can be understood from the following. In addition to being a vinyl monomer that is capable of grafting via a free radical mechanism, MAH is also a moderate radical scavenger. At low concentrations, the scavenging effect is negligible and majority of the initial radicals were converted to PP macroradicals. This would favor the grafting reaction of MAH onto PP. 23 , 24 Thus, with the increase of MAH content, the extent of the coupling reaction between the chains increases. On the other hand, the scavenging effect became more prominent when MAH concentration passed a threshold. This reduces the initial radicals available and hence the number of PP macroradicals being generated, resulting in a decrease of the grafting degree of MAH and subsequent chain coupling. In our current study, the optimal MAH concentration appeared to be ∼1 wt% for maximized LCBs.
Due to the presence of tertiary carbons in polypropylene, one significant concern in the aforementioned modification scheme is the concomitant chain scission reaction, particularly at high temperatures. This has been investigated extensively and summarized in a recent literature. 5 While a higher concentration of free radical initiator (typically a peroxide) is beneficial for grafting and long chain branching, it also leads to more severe chain scission. Hence, finding the optimal amount of peroxide that balances the branching and chain scission is critical. The effects of the peroxide concentration on the molecular weights and long chain branching of the resulting LCB-PPs were investigated and is shown in Figure 3(c). The addition of DCP resulted in a significant reduction of the molecular weight, and the reduction was more severe at lower DCP concentrations. Under the reaction conditions used herein, the PP chain β-scission was substantial throughout the DCP concentration range. On the other hand, the branching frequency increased rapidly for DCP concentration up to 0.3%. This may be attributed to the increased grafting degree of PP-g-MAH. A further increase in DCP content has no significant effects on branching frequency.
Rheological behavior and long-chain branching
To determine LCBs and polymer microstructure in general, rheological measurement is commonly adopted because of its inherent sensitivity. In particular, the log-log plot of the zero-shear viscosity η0 vs the absolute weight-average molar mass Mw allows for a qualitative discrimination of the branching architecture. The zero-shear viscosity was measured by creep test and summarized in Table 1. For linear entangled polymers 
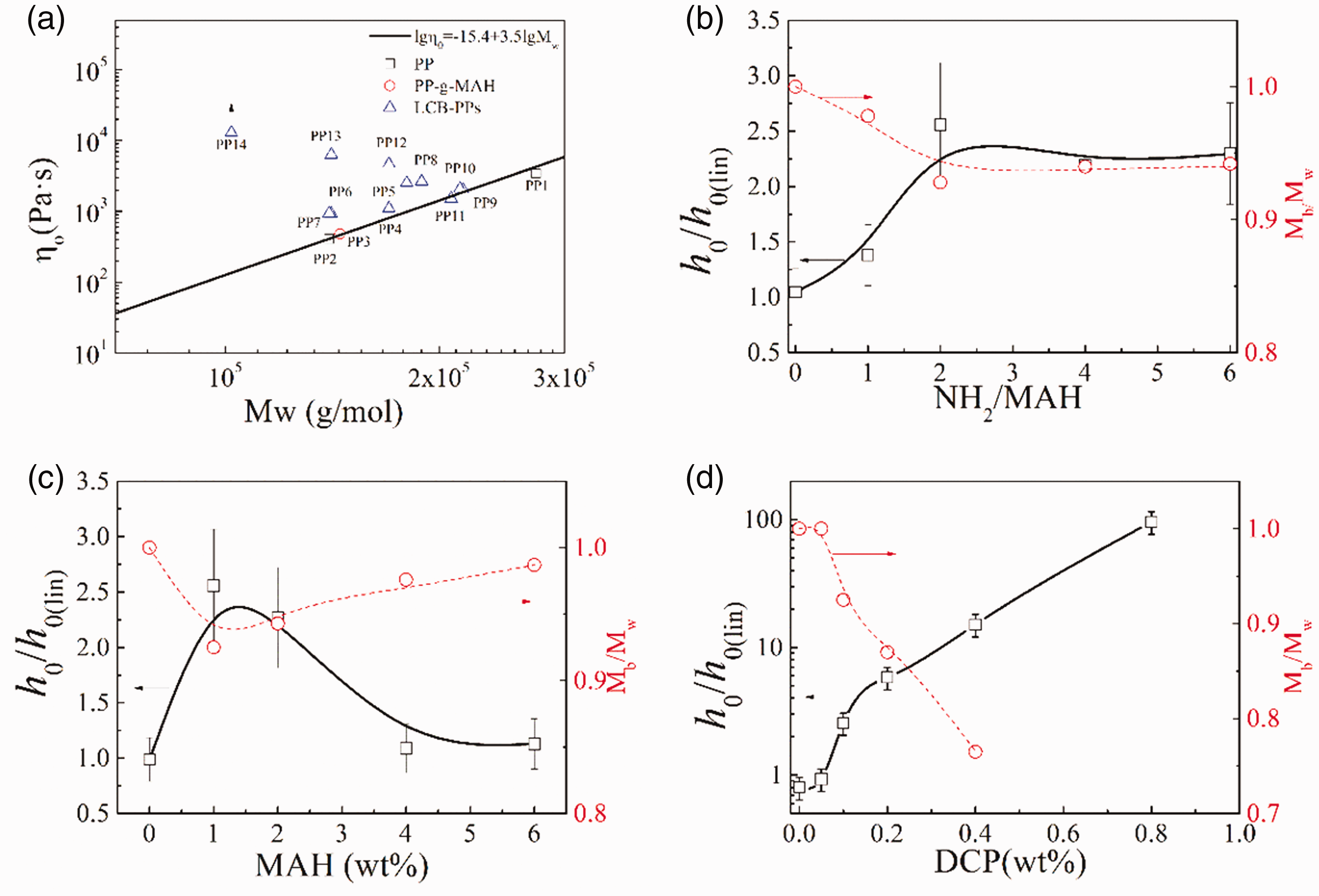
(a) Weight-average molar mass dependence of the zero shear viscosity at 180 °C. The zero shear viscosity was measured by creep test. Arrows indicate that the actual zero shear viscosity is higher than the plotted value, because a steady state could not be obtained in these measurements. (b) η0/η0(lin) and Mw/Mb as a function of NH2/MAH molar ratio (DCP = 0.1 wt%, MAH = 1 wt%). (c) η0/η0(lin) and Mw/Mb as a function of the concentration of MAH (DCP = 0.1 wt% and R = 2). (d) η0/η0(lin) and Mw/Mb as a function of the concentration of DCP (MAH =1 wt% and R = 2).
In contrast, most of LCB-PPs showed a higher η0 than predicted and a complicated dependence on molecular weight.
The effects of reagents, EDA, MAH, and DCP, on the zero shear viscosity were investigated with Figure 4(b) to (d) showing the results. To take into account of the changes in molecular weights during LCB-PPs preparation, the zero shear viscosity of the materials was normalized against that of linear samples with the same average molecular weight (η0(lin)). Moreover, to have a more quantitatively comparison of branching degree in samples via rheological analysis, the molecular weight between branches (Mb) were calculated using a method outlined by Janzen and Colby.
26



Table 1 shows the calculated Mb/Mw for each sample, and their dependencies on different reagents (EDA, MAH and DCP) are also presented in Figure 4(b) to (d). Note that for linear PPs (PP1-3), the values were 1. For branched samples, the ratio Mb/Mw should decrease with increasing degree of branching, as the same mass is distributed between more branch points.
Figure 4(b) compares the η0/η0(lin) and Mb/Mw of modified samples prepared at different EDA concentrations. A significant increase in η0/η0(lin), and decrease in Mb/Mw, were found when the amine anhydride ratio R increased from 0 to 2. At R = 2. The former reached a maximum whereas the latter reached a minimum, suggesting a maximum degree of long chain branching. A further increase of R did not lead to appreciable change in either η0/η0(lin) or Mb/Mw, and the degree of branching had reached plateau value.
Figure 4(c) shows the η0/η0(lin) and Mb/Mw of modified samples as a function of MAH concentration. The η0/η0(lin) increased with increasing MAH concentration initially and reached a maximum in the concentration range 1–2 wt%. A further increase in MAH resulted in a decrease of η0/η0(lin). Consistent with the trend in the zero shear viscosity, with increasing MAH concentration, Mb/Mw decreased and reached minimum at similar MAH concentration before increasing. Both results were in good agreement with the molecular weight analysis (Figure 3(b)), suggesting the existence of an optimum MAH concentration range. Initially an increase in MAH concentration leads to the increase of both molecular weight and branching frequency (Figure 3(b)). While molecular weight continues to increase gradually with further increase of MAH concentration, the branching frequency decreases rapidly due to the scavenger effect of MAH discussed earlier. The reduction of branching efficiency negatively affect the zero shear viscosity and offset the increase from molecular weight effect, leading to an optimal MAH concentration.
Figure 4(d) illustrates the effect of DCP concentration on the η0/η0(lin) and Mb/Mw. Despite the reduction of molecular weights (Figure 3(c)), η0/η0(lin) showed steady increase with increasing DCP concentration. This behavior may result from the considerably greater sensitivity of the zero shear viscosity to LCBs over molecular weight. Indeed, by increasing DCP concentration Mb/Mw showed sharp decrease, indicative of increased LCB. It is plausible that the increased chain entanglement from increasing LCBs would offset and overcome the potential reduction of viscosity from decreased molecular weight, leading to a net increase in the zero shear viscosity. Nevertheless, because of the discrepancy in its effects, this current study was not sufficient to determine the optimum DCP amount for branching modification.
Previous research has suggested that LCBs would induce thermorheological complexity when the amount exceeded a critical value. 28 To ascertain the effect of DCP concentration on the LCBs, the thermorheological properties of these modified PPs were investigated using van Gurp-Palmen (vGP) plot, which was previously employed for detailed study on the molecular structure of branched PP. 29 Figure 5(a) shows the vGP plots for PP1 (DCP = 0%), PP5 (DCP = 0.2%) and PP12 (DCP = 0.2%) at three different temperatures (180, 200, 220°C). A master curve was observed for each PP, suggesting these materials were thermorheologically simple fluids that obey the time-temperature superposition principle (TTS). By contrast, modified PPs using higher DCP concentration (PP13 and P14) showed thermorheologically complex behavior (Figure 5(b)), where large discrepancies were observed for data measured at different temperatures. The difference in the rheological behavior is related to the branching degree and structure. The absence of a master curve and breakdown of TTS indicates in these materials multiple relaxation processes were present within the time-temperature window studied herein, and these processes had different temperature dependencies. 28 These may result from the high degree of branching in PP13-PP14. 27
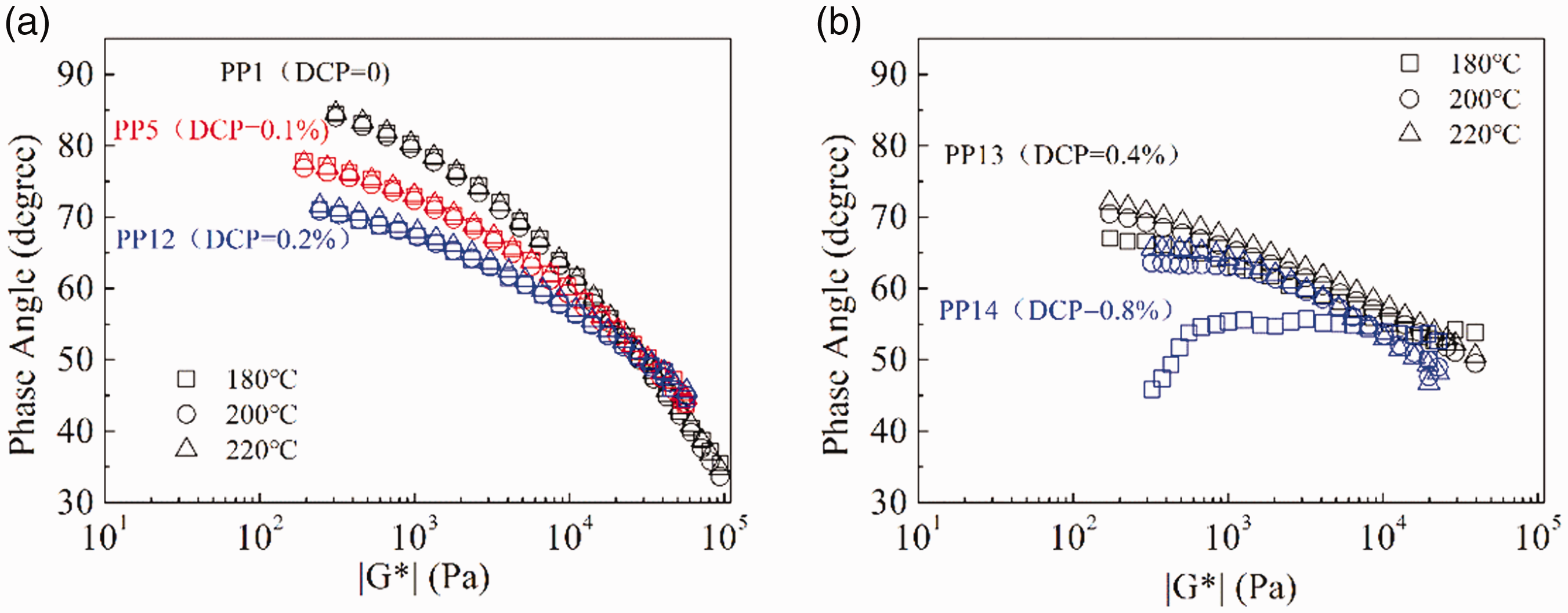
Phase angle as a function of complex modulus for (a) PP1, PP5 and PP12; (b) PP13 and PP14.
The Arrhenius activation energy for melt flow, Ea, is another fundamental rheological quantity that can be used to investigate the degree of branching. Of particular advantage is the low sensitivity of Ea to the polymer molecular weight and molecular weight distribution. The average Arrhenius activation energy was calculated using the shift factors, aT(T, T0) of G′ following the method outlined by Malmberg et al.
30

Figure 6 shows the results. The Ea for PP1 is 42 kJ/mol, similar to the reported value for linear iPP. 25 , 31 The modified samples showed higher values of Ea (63–101 kJ/mol), which increased with increasing DCP concentration. Such behavior is the result of increased branch degree with increasing DCP concentration (Figure 4(d)).
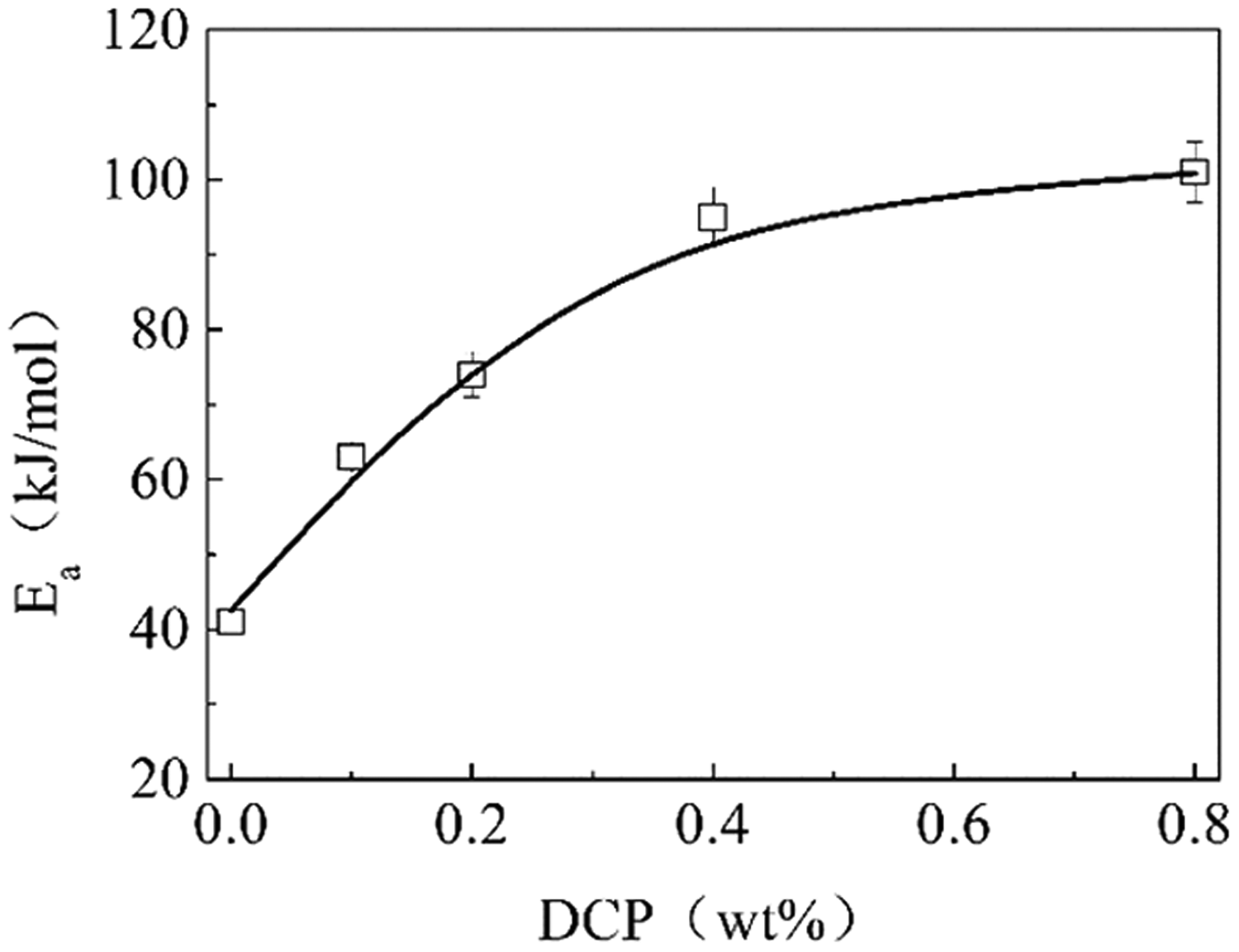
Average activation energy for PP1 and LCB-PPs (MAH = 1 wt % and R = 2).
Foamability
The analysis hitherto has suggested the optimal amount of MAH and EDA that resulted in LCP-PPs with highest molecular weights, degree of branching and zero shear viscosity. However it was inconclusive on the optimal concentration of DCP because of its opposite effects on molecular weight, and viscosity and crosslinking. To further understand the effect of the initiator DCP and assess the foamability of the developed LCB-PPs, a series of foaming studies was conducted using polymers prepared with an optimal concentration of MAH and EDA and different DCP loading levels. Figure 7 shows the foam morphology. PP1 foam (Figure 7(a)) shows a rather non-uniform cellular structure with visible interconnected cells with open cell walls. Small amounts of LCBs led to considerable improvement in foam cell uniformity (Figure 7(b)), but some interconnected cells were still present. With higher LCBs, ruptures of cell walls were completely suppressed and the foams of PP12-PP14 exhibited a closed-cell morphology (Figure 7(c) to (e)) with large cell size and thin cell walls. The cells were pentagonal or dodecahedral shaped, the most energetically stable geometry. 32
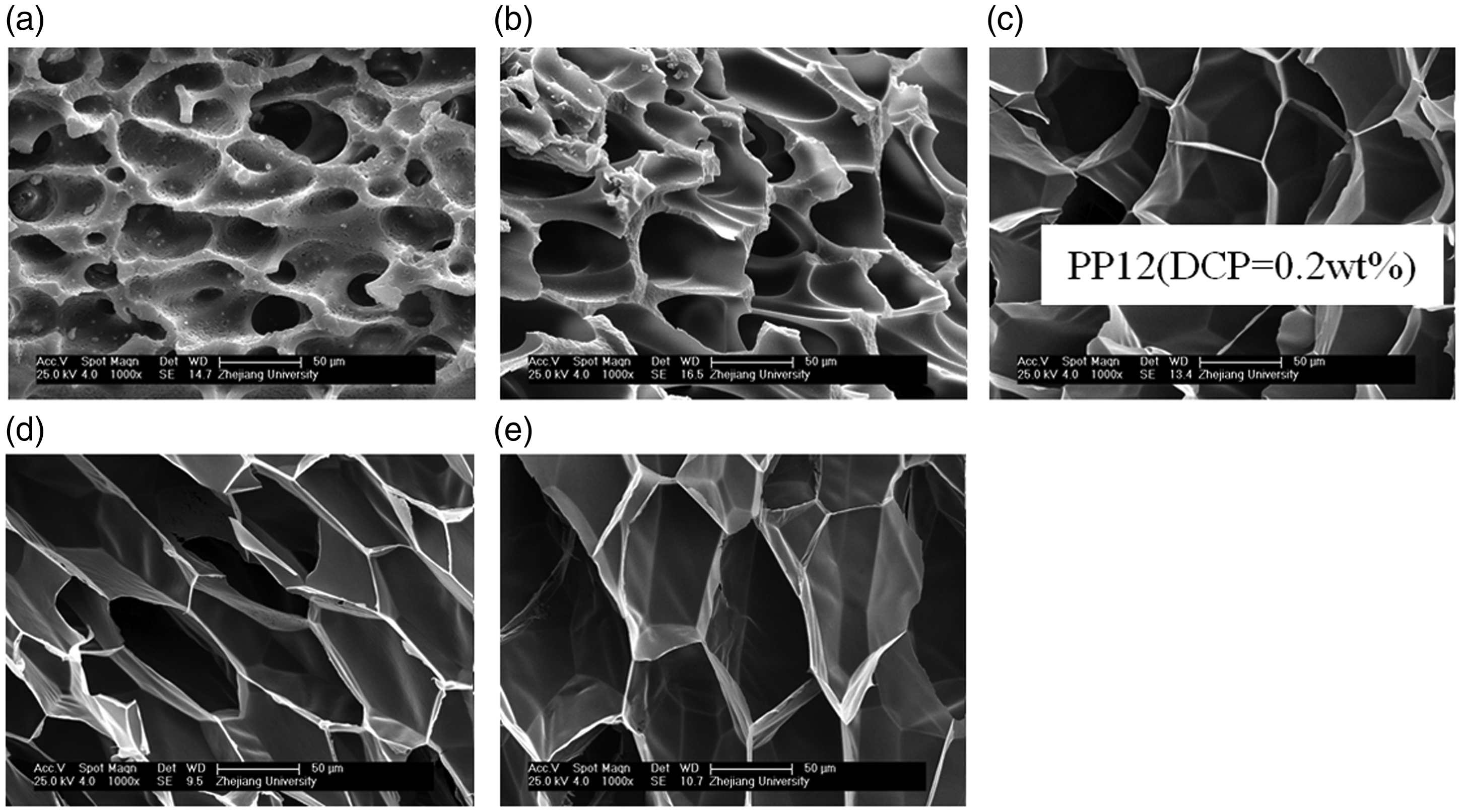
Cell morphology of PP and LCB-PPs foamed at 157 °C and 24 MPa (MAH = 1 wt % and R = 2); (a) PP1, DCP = 0wt%, (b) PP5, DCP = 0.1 wt%, (c) PP12, DCP = 0.2 wt%, (d) PP13, DCP = 0.4 wt%, (e) PP14, DCP = 0.8 wt%.
Figure 8 shows the quantitative comparison of several important characteristics of the prepared foams: cell size and expansion ratio. Compared to the linear PP, which has an expansion ratio of ∼5, the expansion ratio of the LCB-PPs achieve was as high as ∼25, a five times increase. The high expansion ratios were result of the substantial increase in both cell size and cell density of the LCB-PP foams. The increases were most prominent at low DCP concentrations (up to ∼0.3 wt%). At higher DCP concentrations, the cell size stopped increasing, while the cell density slightly decreased, resulting in a small decrease in overall expansion ratio.
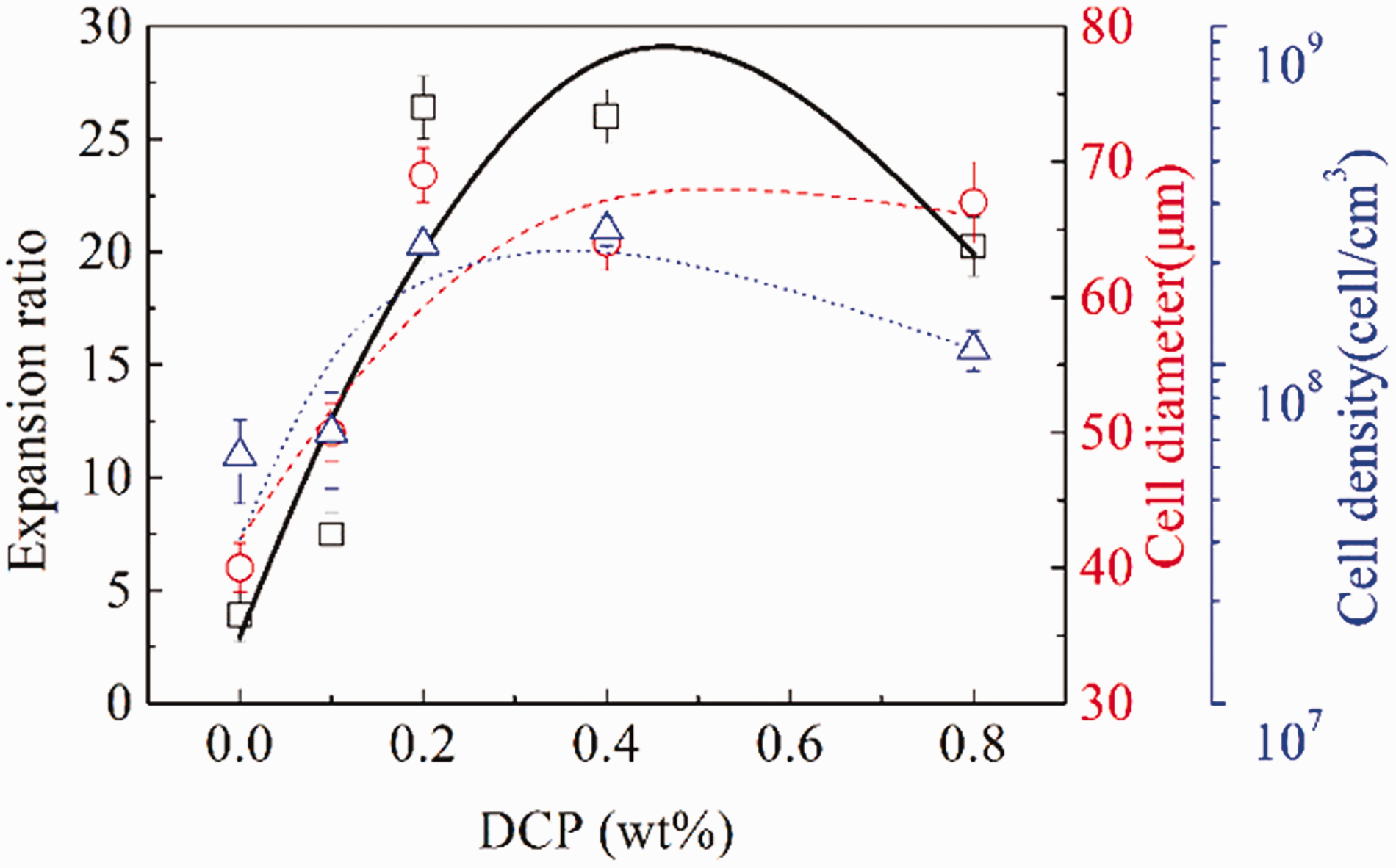
Cell expand ratio, cell diameter and cell density of PP and LCB-PPs foamed at 157 °C and 24 MPa (MAH = 1 wt % and R = 2).
The foaming study unequivocally showed that the significantly improved foamability of the LCB-PPs stems from the increased melt strength and reduction of cell coalescence, wall rupture, and cell collapse. Furthermore, an excessively high degree of branching might not be necessary and even detrimental because of the multitude roles of the LCBs. An excessive amount of LCBs may induce strong strain hardening that decreases the strain-at-break of the polymer melts, resulting in the decrease of foamability. 20 , 21 Optimal foamability was achieved using LCB-PP with an intermediate level of modification (DCP concentration 0.2–0.4 wt% in the present study).19–21, 33
Conclusions
In this work, we successfully synthesized a series of LCB-PPs using a one-step twin-screw extrusion process by combing maleic anhydride grafting and long chain branch formation by amine-anhydride reaction. We further investigated the effects of the reaction agents EDA, MAH and DCP on the structure and rheological properties of the resulting LCB-PPs in order to optimize the synthesis conditions. Detailed molecular weight analysis, rheological characterizations and foaming tests indicated that the concentrations of chemical reagents (MAH and diamine) greatly impacted the chain branching properties. An EDA/MAH ratio of 2 and a MAH concentration of 1–2 wt%, would be suitable to produce LCB-PPs with maximized properties that would improve the melt strength, e.g., molecular weight, branching frequency and degree of branching.
The effects of the grafting initiator DCP was multi-faceted. While the molecular weight of the LCB-PPs decreased with increasing the DCP concentration, the molecular weight between branches also decreased substantially. Together with a greatly increased branching frequency, they inferred a more entangled structure that favored melt strength increase. LCB-PPs prepared with optimal amount of EDA and MAH but different amounts of DCP were foamed using supercritical carbon dioxide. All LCB-PPs exhibited greatly improved cellular morphology and foamability, with up to 5 times increase in foam expansion ratio. The highest expansion ratio was achieved when moderate amount of DCP (∼0.3 wt%) was used.
The “one-pot” direct synthesis of LCB-PPs by reactive extrusion demonstrated in this study can potentially reduce the processing time and complexity, and may present a viable technology to produce LCB-PPs with controlled structure and properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the following: the National Key Research and Development Program of China (No. 2016YFB0302202), the National Natural Science Foundation of China (No. 51673163) and Center of Excellent in Advanced Materials from the State of Florida US.