
Abstract
Palm olein-based polyol (PP) was used as a partial replacement for commercial sucrose/glycerine initiated polyether polyol (GP) for the production of low density rigid polyurethane foams (RPUFs). The hydroxyl value (OHV) of the GP was 380 mg KOH/g, whereas the OHV for PP was 360 mg KOH/g. The RPUFs were prepared by replacing the GP with PP up to 50 parts per hundred parts of polyols (pph). Characterisation of the RPUFs, including density, compressive strength and strain, cell morphology and thermal conductivity (k-value), were conducted. The dimensional stability of the foams was also evaluated. The study showed improvement in the compressive strength and strain for palm-based RPUFs with the incorporation of up to 30 pph PP as compared to GP foams. The lowest k-value (0.0232 W/m.K) of RPUF with density below 30 kg/m3 was obtained with the incorporation of 10 pph PP. This was due to the smallest and uniform pore size distribution observed using SEM images. The dimensional stability of the RPUF prepared from PP was within the acceptable range. Thus, the RPUFs made from PP are potential candidates to be used as insulation for refrigerators, freezers and piping.
Keywords
Introduction
Rigid polyurethane foams (RPUFs) are known for their high performance properties including remarkably strong yet lightweight, low moisture permeability and dimensionally stable.1,2 Additional to that, RPUFs are also associated with low apparent density, high content of closed cell, rigidity, high chemical resistance and excellent insulation properties. 3 Rastegarfar et al. 4 highlighted other unique characteristics of RPUFs which include adherence to materials such as steel, wood, thermosetting resins and fibres, resistance to petroleum, oils and other non-polar solvents. Due to its outstanding properties, RPUFs are extensively used as insulating materials in the construction industry, refrigerators and freezers. RPUFs are also suitable for applications in automotive and aerospace industries. 5 Some literature also emphasised on the usage of RPUFs for acoustic insulation, core materials for sandwich panels, fabrication of furniture and flotation materials due to its light weight and versatility. 6
High thermal insulating capability of a material can be designated by its low thermal conductivity (k). RPUFs present excellent thermal insulation properties in temperature range of −196°C up to 130°C. 7 The k-value of polyurethane foam is established to be between 0.02 W/m.K to 0.03 W/m.K, 5 which is among the lowest compared to the other thermal insulation materials. Commonly used insulation materials are mineral wool, expanded polystyrene, extruded polystyrene, cellulose and cork with k-value reported in the range of 0.03 W/m.K to 0.05 W/m.K. 8
More importantly, RPUFs derived from vegetable oil polyols are one of the efforts to encourage the utilisation of sustainable and renewable raw materials for insulation products. Traditionally, RPUFs are synthesised from petroleum feedstocks. Typically, the process to make polyether polyols often utilises bio-materials initiators such as sucrose or glycerol to react with petrochemical derived propylene oxide, which is the monomer of polyether polyol. As the polymerisation reaction progresses, more propylene oxide units are added to the polyol chain until the desired molecular weight is reached. 9 Therefore, the major composition of the polyether polyol is propylene oxide that could be as high as 80% of the polyol, which makes it principally a petrochemical-based polyol. Due to environmental concerns and the necessity of bio-based products that can offer substantial economic and environmental benefits, many studies on the vegetable-based polyols10–14 and subsequently the bio-based polyurethanes have been initiated. Various types of polyurethane foams have been successfully produced from castor, rapeseed, soybean and canola oils.15–22 Moreover, partial replacement of petroleum-based polyols with bio-based polyols is an alternative approach for the preparation of polyurethane for applications such as coatings, adhesives, sealant, elastomer, as well as flexible and rigid foams.23–35
The possibility of utilising castor oil and crude glycerol to produce bio-based polyols and subsequently RPUFs was explored by Carrico et al. 5 Different amounts and types of blowing agent (water, pentane and cyclo-pentane) and catalyst (DBTDL) were examined in the study. Increase amount of water content resulted in a decrease in density, thermal conductivity, compressive strength and Young’s modulus. It was suggested that the increment of CO2 production contributes to the formation of larger cells. Greater quantities of catalyst caused a slight decrease and a small increase of thermal conductivity, compressive strength and Young’s modulus values.
Kuranska et al. 2 synthesised RPUFs from partial replacement of petrochemical polyol with rapeseed based polyols of up to 30 wt. %. It was established that rapeseed based polyols decreased the compressive strength of the obtained RPUFs. However, the bio-polyols did not show any significant influence on the thermal conductivity coefficient as compared to reference foams, which was around 0.023 W/m.K. A replacement of up to 50 wt. % soybean oil based polyol slightly elevated the k-value from 0.0234 W/m.K (reference) to 0.0240 W/m.K. Interestingly, the soy based foams maintained a common cell structure and had even smaller average cell size than the control. 18
The potential of palm olein-based polyols as feedstock for the production of polyurethane has not been fully explored, especially in the low density rigid foam segment for insulation purposes. Thus, the aim of this study was to examine the effect of palm olein-based polyol on the thermal conductivity and mechanical properties of RPUFs.
Experimental
Development of low density reference and palm-based rigid PU foams
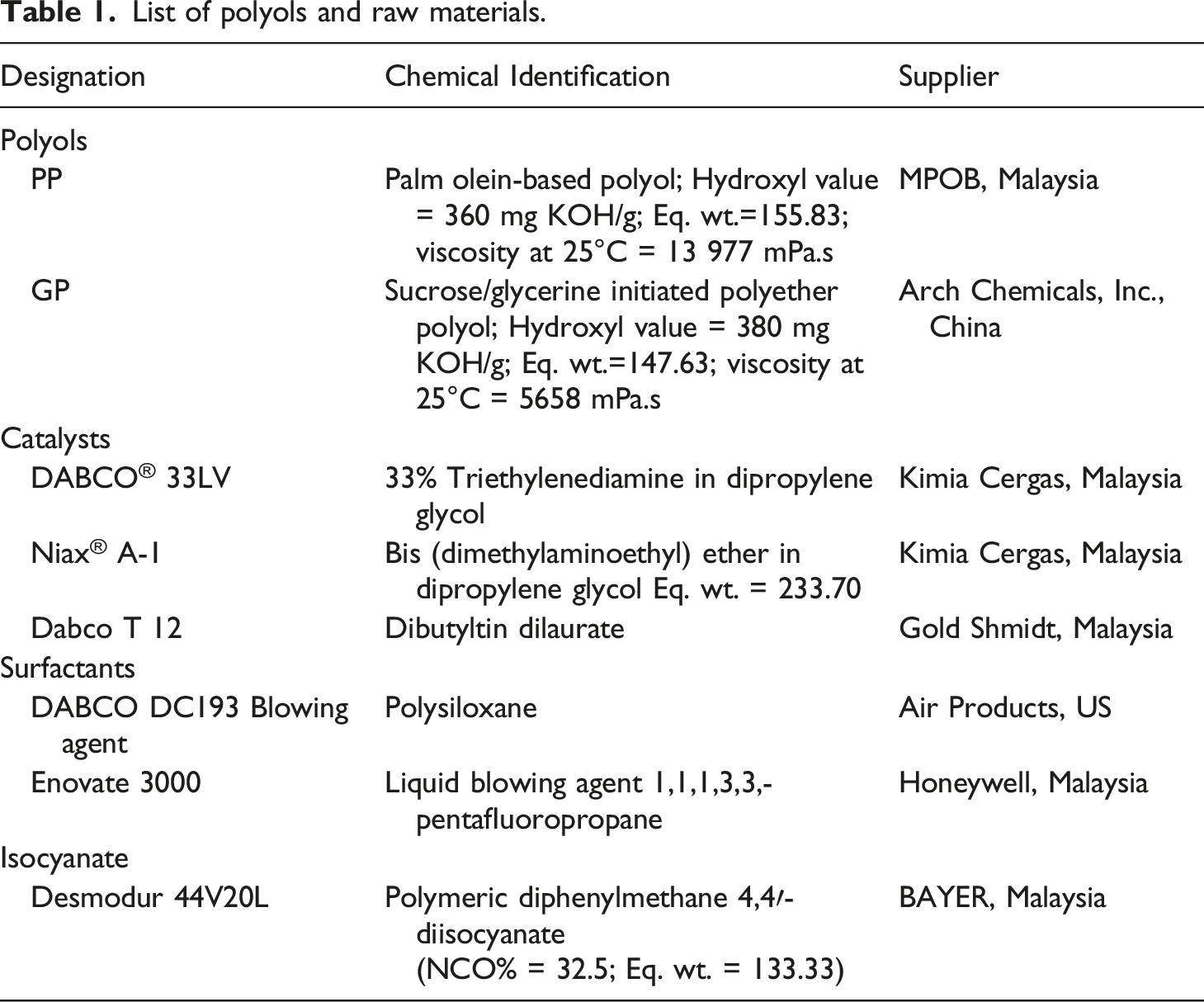
List of polyols and raw materials.
Formulations of F-Ref and RPUFs incorporated with PP (G10 – G50) from 10 pph to 50 pph
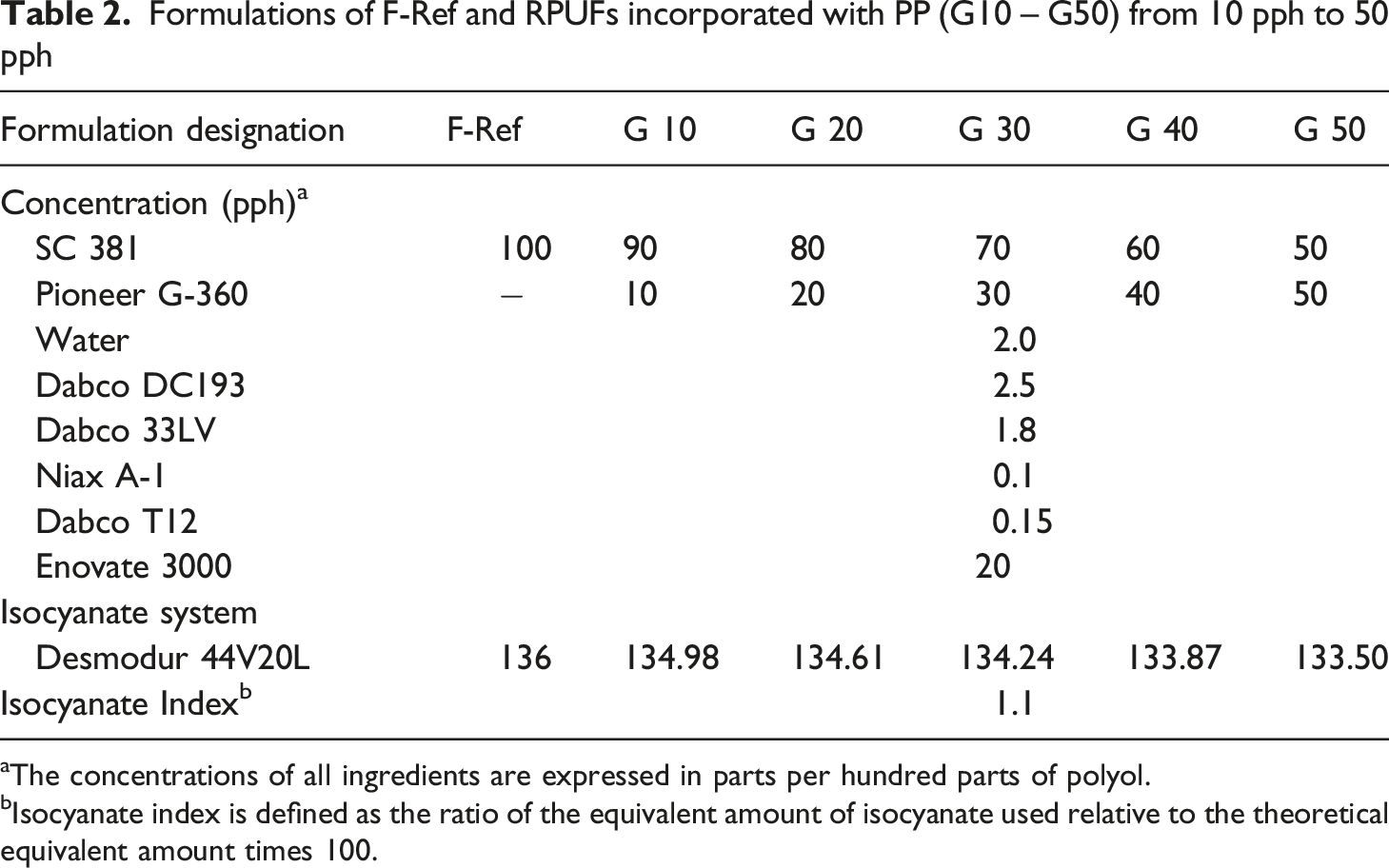
aThe concentrations of all ingredients are expressed in parts per hundred parts of polyol.
bIsocyanate index is defined as the ratio of the equivalent amount of isocyanate used relative to the theoretical equivalent amount times 100.
The raw materials for RPUF containing polyols, amine catalysts, tin-based catalyst, silicone surfactant and blowing agent were mixed in a plastic cup. The mixture was stirred under high shear rate with a mechanical stirrer (AC Tech., Model MC Series) equipped with a 3” diameter mixing blade at 2500 r/min for a minute. Then, appropriate amount of polymeric methylene diphenylmethane diisocyanate was poured into the mixture. The amount of isocyanate used relative to the theoretical equivalent amount is known as the Isocyanate Index (equation (1)).
36

Excess amount of isocyanate was applied in the study to ensure complete reaction between isocyanate and polyol. The stirring was continued and stopped just before the creamy mixture started to rise. The mixture was then quickly poured into a plastic container (20 × 20 × 10 cm). Finally, the foam was allowed to rise and cured at 80°C in an oven for 10 min.
Characterisation of rigid polyurethane foams
Apparent density
The density of prepared rigid polyurethane foams (RPUFs) were measured according to ASTM 1622-03. The test specimens (50 mm × 50 mm × 25 mm) were weighed to determine the density in kilograms per cubic metre. Three specimens were tested and the average value was recorded.
Fourier transform infrared
Fourier transform infrared (FT-IR) spectra of RPUFs were recorded using a Perkin Elmer FTIR Spectrum 100 equipped with Universal Attenuated Total Reflectance (ATR) attachment (Llantrisant, UK). The spectras were obtain in a range of 650 cm−1 – 4000 cm−1 wavenumbers with average value of eight repeated scans and 4 cm−1 resolution.
Compressive properties
Compressive strength and strain were tested at 15% deformation with a Hounsfield S-Series Machine (Surrey, UK). Foams with the size of 50 mm × 50 mm × 25 mm (triplicate specimens) were compressed between two flat plates at a speed rate of 10 mm/min. The test was conducted based on a modified ASTM D 1621-00.
Thermal conductivity value
Thermal conductivity (k) values of RPUFs were measured according to ASTM C 518-02 using heat flow metre HFM 436 Lambda (Netztech, Germany). The k-value was measured perpendicular to foam rise of the samples with 300 mm × 300 mm × 25 mm dimension.
Scanning electron microscopy
Morphology of RPUFs were observed using Zeiss, Leo 1450 VP Scanning Electron Microscopy (Oberkochen, Germany). A thin piece of foam was carefully sliced with a sharp blade and stuck to aluminium stubs. The samples were then sputter-coated with a total of 15 nm of Au/Pd and observed under the microscope employing an accelerating voltage of 10 kV and a probe current of 6 × 10−11 amps.
Dimensional stability
Dimensional stability of RPUFs were measured according to ASTM 2126-99. The samples were cut to dimension of 50 mm × 50 mm × 25 mm. The length, width and thickness of the sample were measured using a vernier caliper. The samples were placed in the controlled temperature chambers at 70°C and −30°C for 14 days. Three specimens for each sample were tested and the average values were recorded.
Water absorption test
The water absorption test is the determination of water absorption of RPUFs by measuring the changes in buoyant force resulted from immersion under water for a specified period of 96 h. This test method was conducted based on ASTM D 2842-01. In order to have more representative results, sample size of 50 mm × 50 mm × 25 mm was used in the water absorption test instead of 150 mm × 150 mm × 75 mm. Three specimens per sample were tested and the mean values were reported.
Results and discussion
Preparation of palm-based rigid polyurethane foams
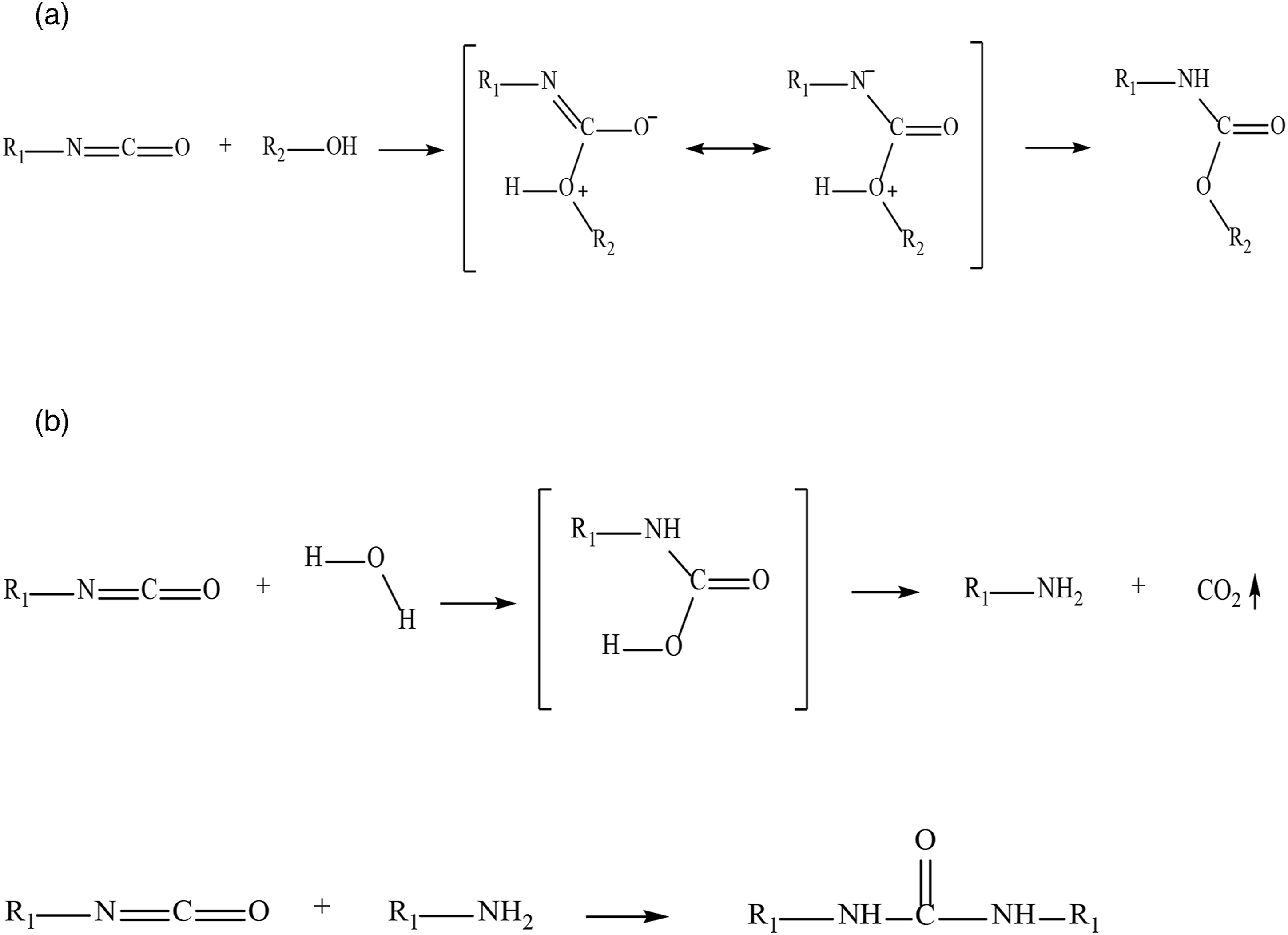
Palm-based RPUFs were prepared by drop-in replacement of GP with PP as shown in Table 2, in which a set of palm-based RPUFs was prepared using PP with incorporation of 10 pph–50 pph. All of the RPUFs exhibited uniform cell structures as demonstrates in Figure 1. In the process of making RPUF foam, two major chemical reactions occurred simultaneously that can be represented by Figure 2 (a) and (b), which show general reaction mechanism between polyol and isocyanate to form urethane group and reaction between isocyanate and water to form urea group as well as CO2 gas, respectively.
37
The formation of CO2 gas is crucial for the foaming process as it is the blowing agent that pushes the PU polymer matrix to form cellular structure. Therefore, it is imperative to have a good balance between the rate of polymerisation and rate of foaming by using appropriate polyol with the right reactivity and proper formulation. Physical appearance of reference RPUF and palm olein-based RPUFs incorporated with PP (G10–G50) from 10 to 50 pph. (a) Reaction mechanism between isocyanate and polyol in non-catalysed urethane formation. (b) Non-catalysed urea and CO2 formation reaction between isocyanate and water.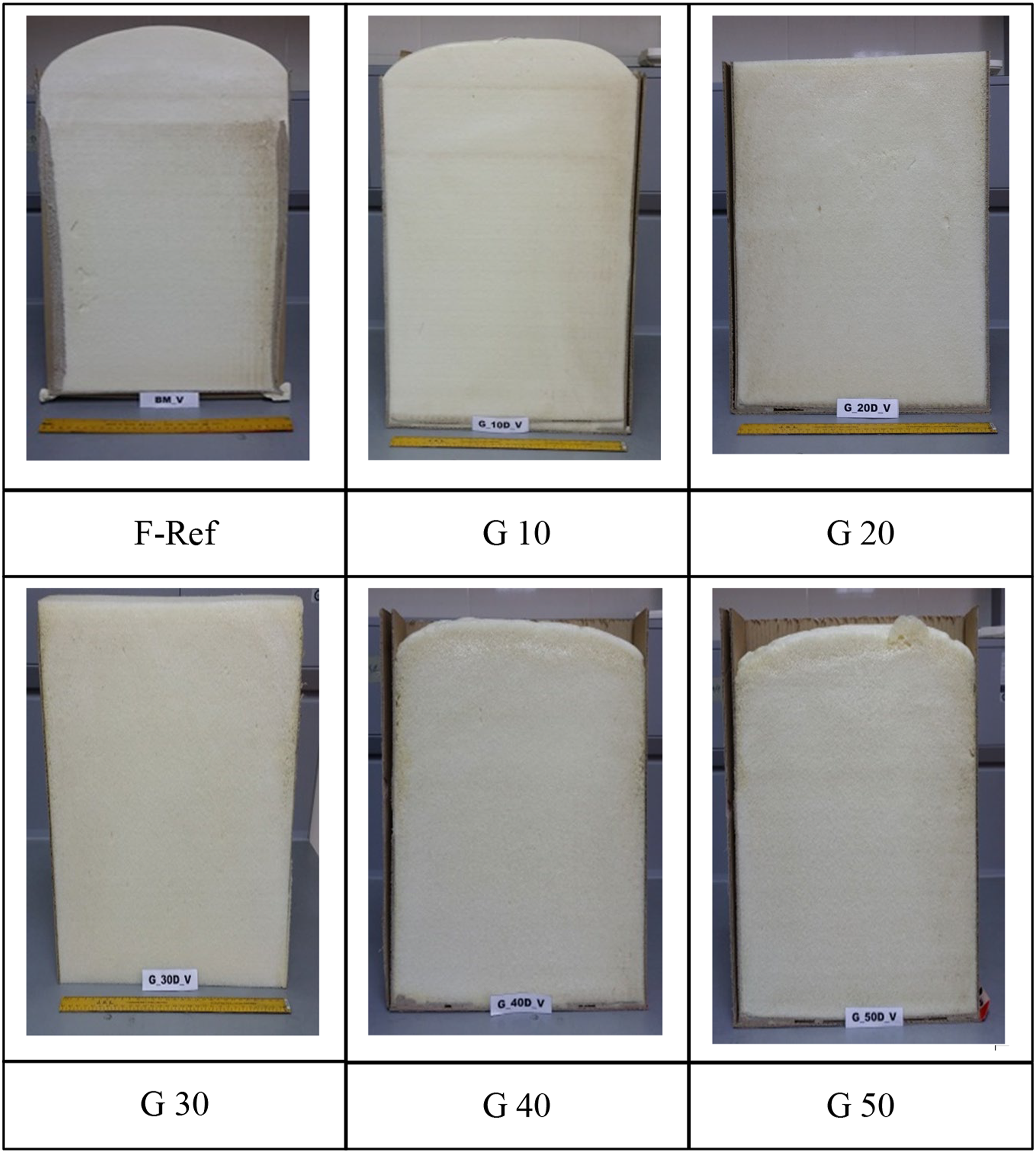
According to Kosheela Devi et al.
37
natural oil polyols (NOPs) showed higher reactivity with isocyanate at low temperature in the non-catalysed reaction. The study indicated that relative reactivities of NOPs compared to polyether polyols are not necessarily lower in urethane forming reactions and can be higher under certain conditions. Thus, incorporation of NOPs with pendant reactive hydroxyls could achieve a good balance between the rate of polymerisation and the rate of foaming reactions which resulted in small and uniform cell structures. Figure 3 (a) and (b) illustrate idealised structure of reaction mechanism between GP with primary hydroxyl groups and polymeric MDI and reaction mechanism between PP with primary and secondary hydroxyl groups and polymeric MDI, respectively. (a) Idealised structure of reaction mechanism between GP with primary hydroxyl groups and polymeric MDI. (b) Idealised structure of reaction mechanism between PP with primary and secondary hydroxyl groups and polymeric MDI.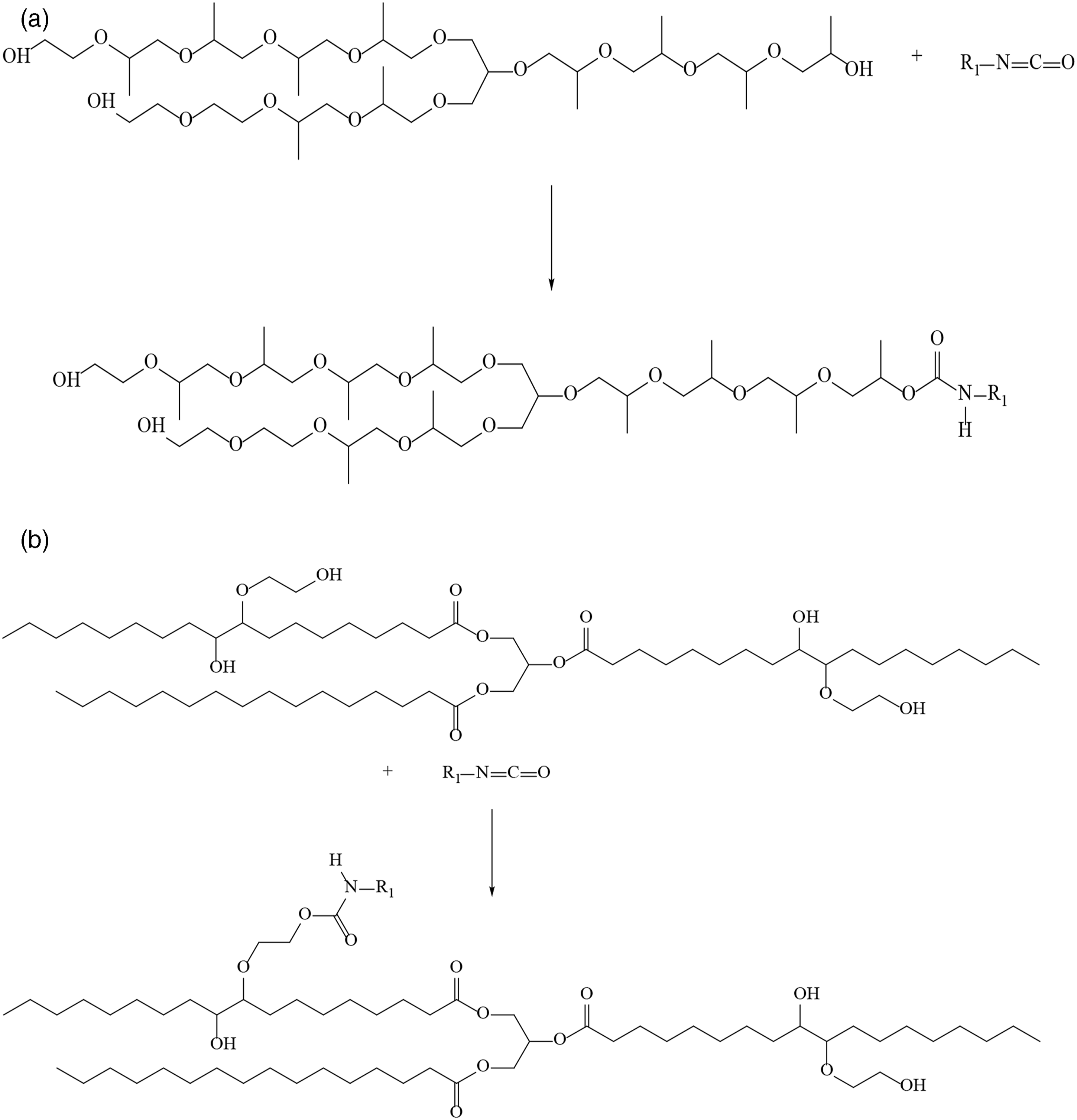
Chemical properties of the rigid polyurethane foams
The formation of polyurethane foams has been studied extensively with same general reaction of isocyanate with polyol.
32
In general, the reaction demonstrates the fundamental group of the polyurethane polymer including urethane and urea linkages, uretoneimine ring structure and unreacted isocyanate. Identification of functional groups of commercial and palm-based RPUFs are demonstrated in Figure 4. All of the FTIR spectra indicated hydrogen-bonded urethane, N–H at 3400 cm−1, urethane carbonyl (OC=O) vibration at 1703 cm−1, O-CO stretching at 1220 cm−1 and C-O vibration at 1060 cm−1. Furthermore, the characteristic peaks of hydroxyl groups in PP between 3400 and 3500 cm−1 were not observed, indicating that the quantity of isocyanate used was sufficient to completely react with all of the –OH groups in the polyol system, as would be expected at an isocyanate index of 1.1.
9
FTIR of reference RPUF and palm olein-based RPUFs incorporated with PP (G10–G50) from 10 to 50 pph.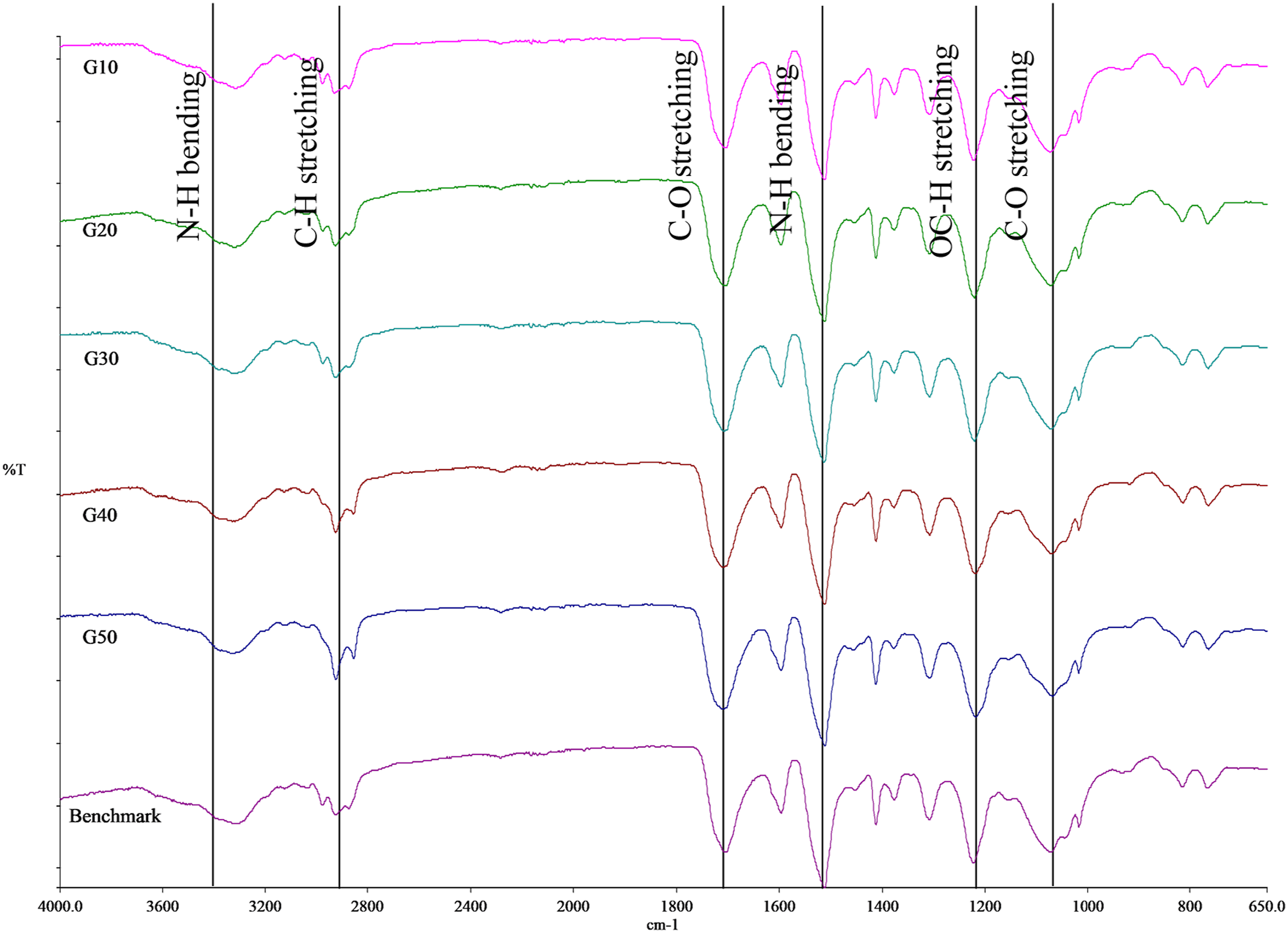
Morphology of rigid polyurethane foams
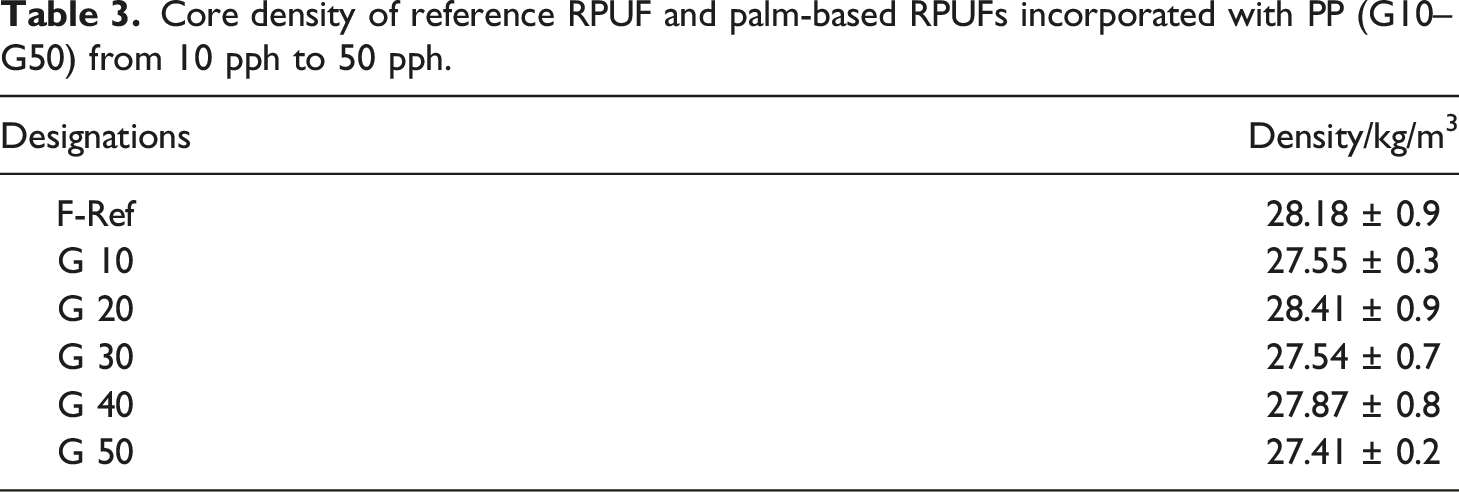
Core density of reference RPUF and palm-based RPUFs incorporated with PP (G10–G50) from 10 pph to 50 pph.
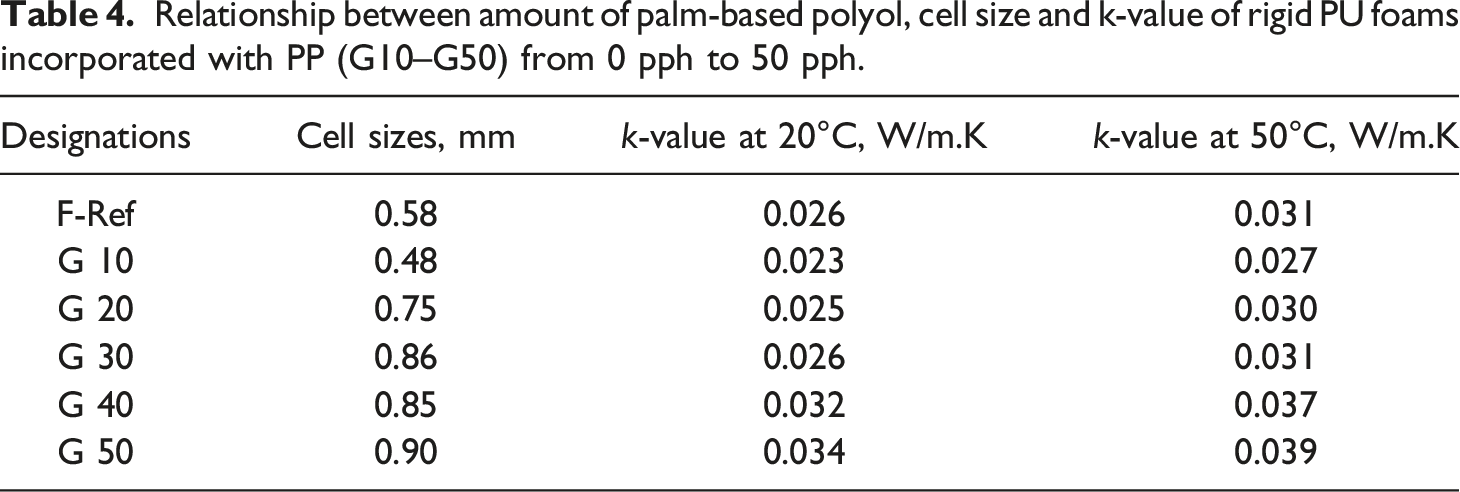
The cell morphology of the RPUFs were examined using SEM. SEM images of RPUFs prepared with the incorporation of GP and PP are shown in Figure 5. SEM images revealed that palm-based RPUFs prepared with PP was composed of polygon cell geometry. The most uniform pore size distribution was observed for foams with the incorporation of up to 20 pph–30 pph of PP. The analysis showed that the average cell sizes of rigid foams produced with PP was in the range of 0.48 mm–0.90 mm (Table 4). SEM images of reference RPUF and palm olein-based RPUFs incorporated with PP (G10–G50) from 10 to 50 pph at 50X mag. Relationship between amount of palm-based polyol, cell size and k-value of rigid PU foams incorporated with PP (G10–G50) from 0 pph to 50 pph.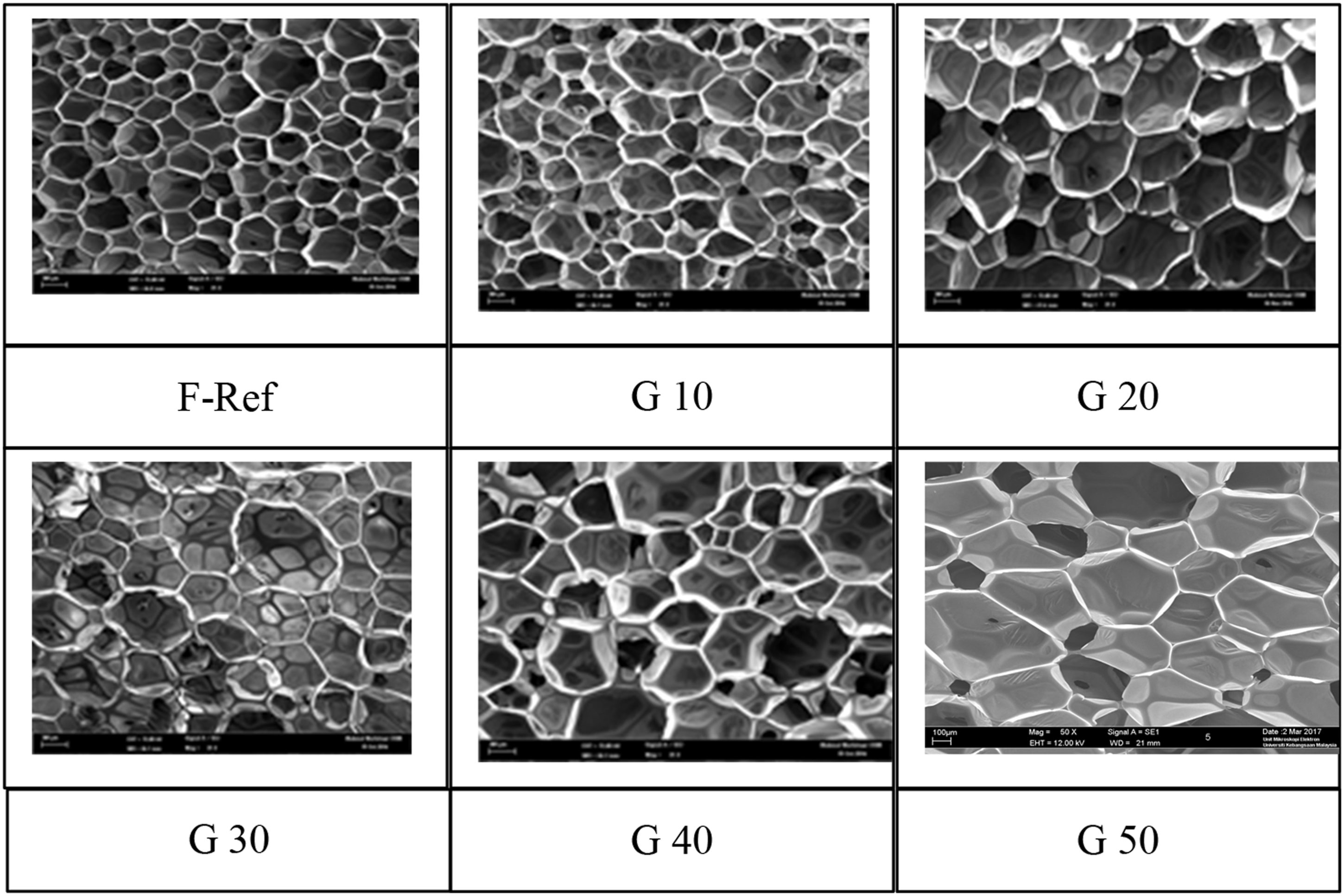
Cell, shape and uniformity of cell structures in polyurethane foam are influenced by several factors including the amount of blowing agent, rate of polymerisation and viscosity of reactants. It is known that the cell size of polyurethane foam increases with increasing level of blowing agent. Higher polymerisation rate resulted in smaller cell sizes. 9 Addition of a surfactant lowers the surface tension. Hence prevented the coalescence of the cell and reduced the cell sizes. 7 At a very high viscosity, formation and growth of bubbles are suppressed leading to heterogeneity in the morphology of foam meanwhile larger cell sizes were observed when the viscosity of the reactants reduced.9,38
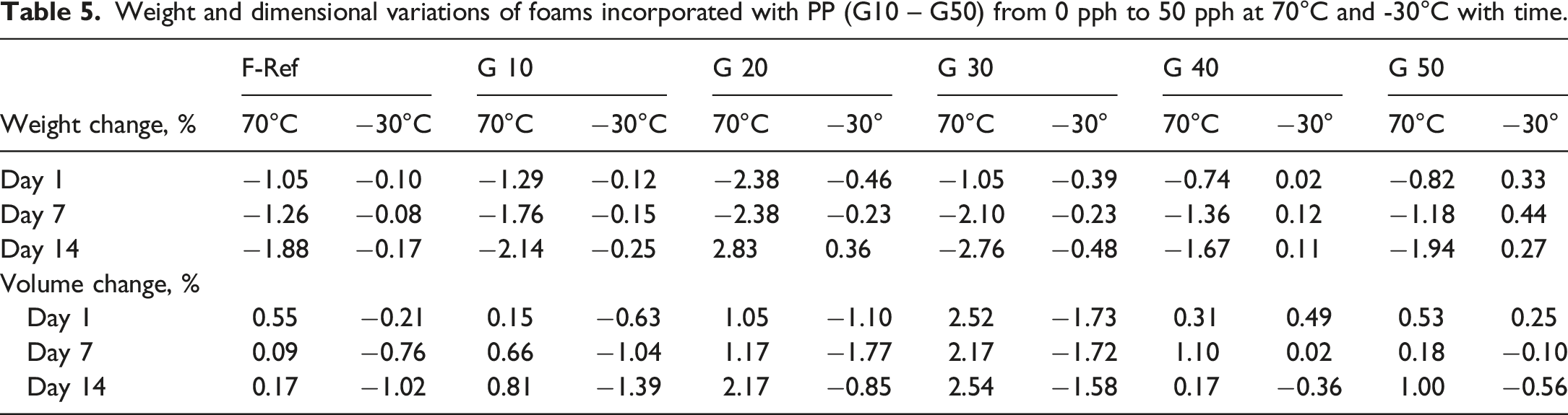
Dimensional stability of rigid polyurethane foam
Weight and dimensional variations of foams incorporated with PP (G10 – G50) from 0 pph to 50 pph at 70°C and -30°C with time.
Water uptake of PU foams depends on several factors, such as the geometry of cell structures and glass transition of the foam. Volume changes of RPUFs after immersion in water for 96 h are illustrated in Figure 6. Overall, the water absorption gave favourable results with less than 3% volume change in 28 days for palm-based RPUFs prepared with PP which might be due to the hydrophobicity nature of the polyol. It is an indication of the presence of mainly uniform cell geometry and closed pores of the palm-based RPUFs. Water absorption of reference RPUF and palm olein-based RPUFs incorporated with PP (G10–G50) from 10 to 50 pph.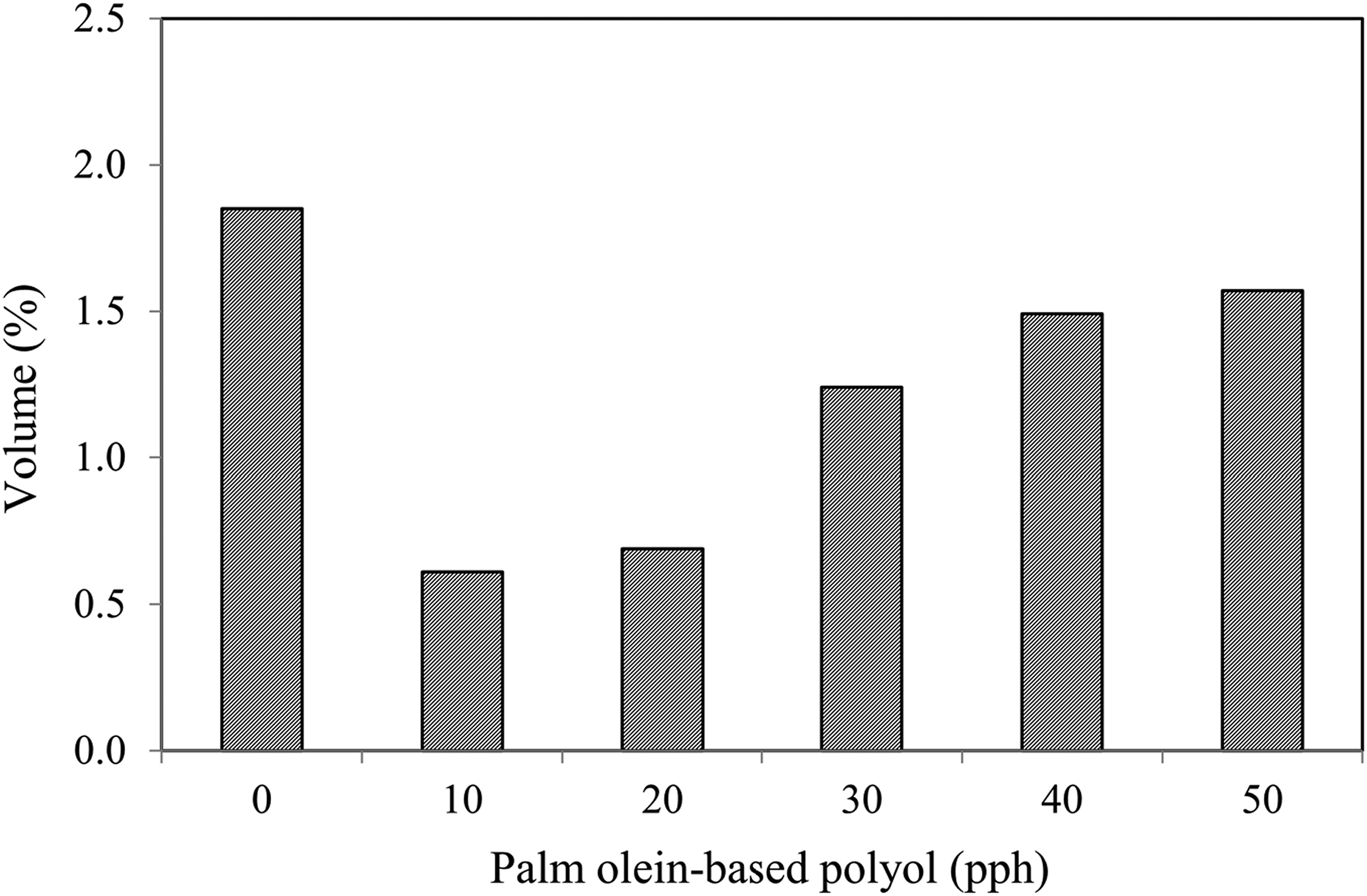
Thermal conductivity of rigid polyurethane foam
Apparent thermal conductivity (k-value) of foam is described as the rate of heat flux per unit thickness of the foam for the unit difference in temperature. Thermal conductivity is an important parameter for the rigid foams to be used for thermal insulation material. As the insulating capacity of a foam increases, its k-value decreases. 40 In general, the thermal conductivity of RPUFs is influenced by several factors such as foam density, cell size, closed cell content and the thermal conductivity of gases trapped in the foam cells.18,20,43
The thermal conductivity values measured at 20°C and 50°C for the RPUFs with the incorporation of up to 50 pph PP are summarised in Table 4. The palm-based RPUFs produced with the incorporation of up to 30 pph PP showed lower k-values in the range of 0.023 W/m.K to 0.025 W/m.K and 0.027 W/m.K to 0.030 W/m.K at 20°C and 50°C, respectively. It slightly increased with the incorporation of a higher amount of PP. This would be expected as there is a direct correlation between cell sizes and thermal conductivity value, as shown in Table 4. Thermal conductivity value decreases proportionately with the cell sizes of the RPUFs as reported by literature.44,45 According to Piszczyk et al., 46 smaller and uniform cell sizes improve thermal conductivity of RPUFs. Other factors that may contribute to thermal conductivity value are content of open cells and chemical structure of the bio-based components. Most of palm-based RPUFs produced in this study had 95% open cell content. Even though the open cell content is considered as high, the k-value is comparable or better than benchmark foam. Similar findings was reported by Kuranska et al. 47 where used cooking oil (UCO) was utilised to prepare rigid polyurethane foams, the closed cells of the foams was less than 5% but its conductivity value was low, ranging from 0.038 to 0.069 W/m.K. Furthermore, the addition of long dangling chain-end in the polymer network with triglycerides polyol allowed for better diffusion of heat in the material.48,49
Mechanical properties of rigid polyurethane foam
Mechanical properties of RPUFs are influenced by several parameters, including density, crosslinking density and cell geometry.
50
The compressive strength of foam is defined as the maximum compressive stress level a foam can withstand for a concise time at a fixed point in the compression loading cycle.
51
Analysis results from all samples are normalised with respect to a density of 28 kg/m3. It is well known that the mechanical properties of RPUFs are strongly related to their density. The normalisation equation for compressive strength is (equation (2))
52
Compressive strength and strain of RPUF and palm olein-based RPUFs incorporated with PP (G10–G50) from 10 to 50 pph.
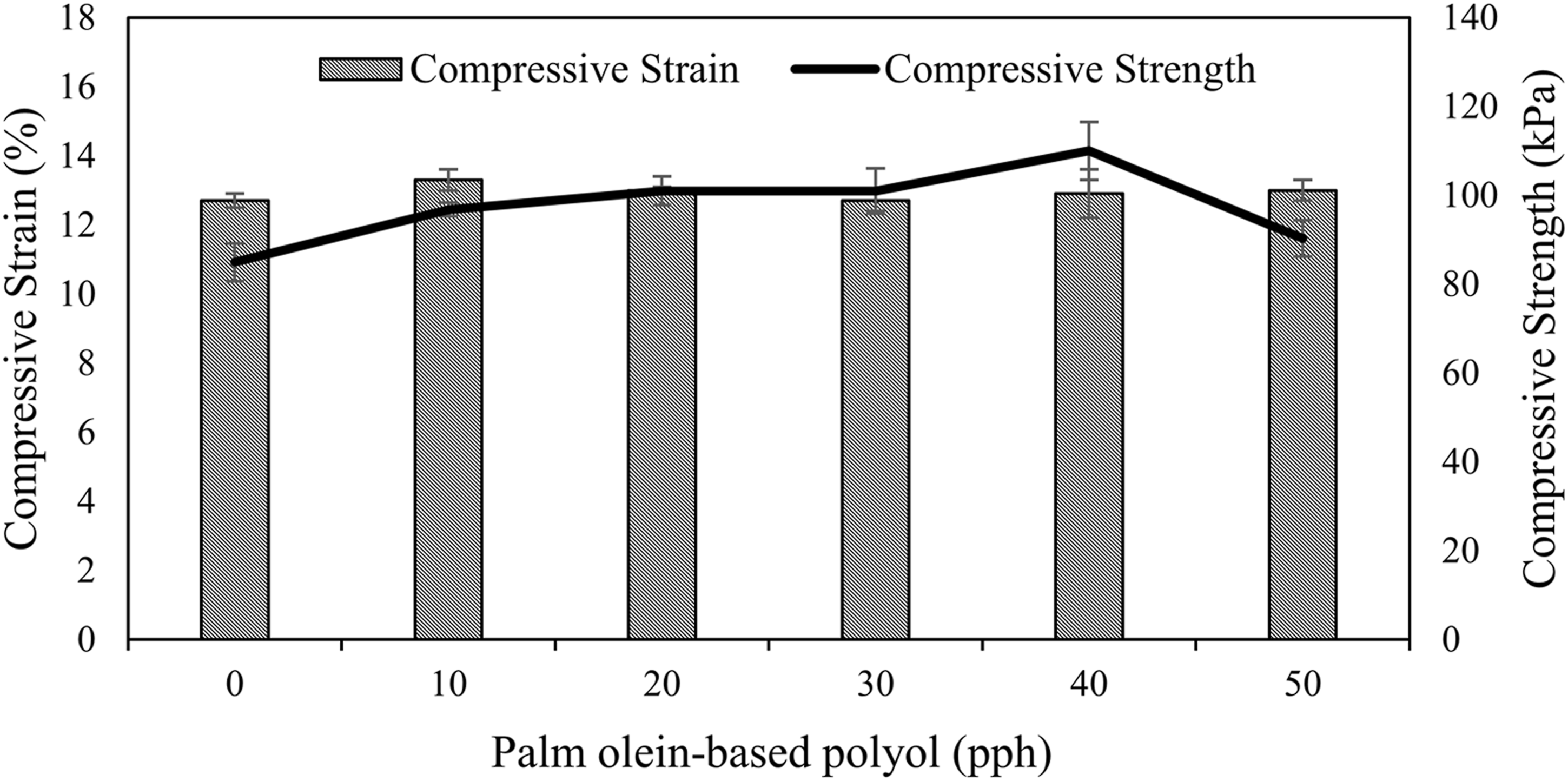
Further increment of PP up to 50 pph resulted in decreased compression strength of RPUF and this could be due to lower cross link density in the polymer. Similar study has reported that substituting polyether polyol with palm kernel oil up to 50% exhibited lower compressive strength as compared to control formulation due to lower cross link density and larger cell size. 9 In general, compressive strain of palm-based RPUFs were slightly increased about 5% compared to reference foam.
Conclusion
Palm olein-based polyol (PP) could be incorporated in low density RPUF by drop-in replacement of commercial sucrose/glycerine initiated polyether polyol (GP) without any adjustment in additive package of the formulation. Low density palm-based RPUFs were successfully produced with a density below 30 kg/m3. Generally, the best overall properties of palm-based RPUFs including the lowest thermal conductivity could be achieved with incorporation of 10 pph PP. Moreover, compressive strength and thermal conductivity of palm-based RPUFs up to 30 pph of PP are comparable to the F-ref. This is due to high crosslinking density, fine cell structures and uniform pores size. In addition, the unique structures of vegetable oil polyols also contribute to the improvement of the properties. Dimensional stability results were within the acceptable range for RPUF, while low water absorption of the prepared palm-based RPUFs was observed. Thus, RPUFs prepared with incorporation of PP could be a potential raw material in the production of insulation materials.
Footnotes
Acknowledgements
The authors would like to thank the Director-General of MPOB for the permission to publish this article. We gratefully acknowledge support from collaborators at Troy Polymers Inc., USA. The supports from the assistant research officers of Polymer and Composite group and valuable contributions from Ramli MR are highly appreciated.
Declarations of conflicting interests
The authors declared no potential conflicts of interest with respect to the researcher, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.