
Abstract
It is an efficient method to prepare polymer materials with wood-like microstructure by using supercritical CO2 foaming combined with solid-state stretch. In this study, PBS/cotton stalk cellulose (CSC) biodegradable microcellular foam was prepared via supercritical CO2 extrusion foaming, yielding a fully degradable material with 3-4-fold expansion. Subsequently, forced solid-state stretching above the glass transition temperature (Tg) but below the melting temperature (Tm) of PBS deformed spherical cells into “tubular pore structures”. SEM imaging confirmed transformation from quasi-spherical pores to tubular structures aligned with the stretching direction (aspect ratio: 13.12:1 at 500% stretching); additionally, fluorescence staining with Calcofluor White (CFW) demonstrated oriented alignment of cellulose along the stretching direction post-stretching. The results showed that the tensile strength and tensile modulus of materials reached 47.31 MP and 503.13 MPa respectively, markedly surpassing pure PBS foam performance, similar to the performance of poplar.
Introduction
Wood is the foundation and cornerstone of human civilization. Since the emergence of humankind, wood has remained an indispensable companion. As a critical resource supporting human survival and development on Earth, wood is globally recognized as one of the world’s four most versatile raw materials (wood, steel, cement, plastic), permeating every aspect of human life across economic, social, cultural, and ecological domains for millennia. The lignified tissue structure of wood primarily consists of longitudinal channels (along the growth direction) formed by vessels, tracheids, and cell walls with oriented cellulose microfibrils (along the growth direction), creating a structure of “tubular pore structures aligned with the growth direction and alternately ordered arrays of oriented fibers.” Consequently, wood exhibits characteristics such as light weight, high strength, impact resistance, low thermal conductivity, ease of processing, and aesthetic appeal. Engineered wood products and wood-plastic composites (WPCs) are the primary industrial alternatives to natural wood today. However, their low mechanical strength, high density, poor durability, and formaldehyde emissions hinder comprehensive substitution. The fundamental reason lies in their inability to replicate the “tubular pore structures and alternately ordered oriented fiber arrays aligned with the growth direction”.1–6
In prior work, biodegradable PBS foam was prepared via supercritical CO2 extrusion foaming and solid-state stretching, achieving a wood-like pore structure and major property gains: tensile strength rose from 7.3 MPa to 30.7 MPa and modulus from 67.3 MPa to 178.8 MPa, due to pore transformation, higher crystallinity, and molecular orientation. To further improve performance, blending modification is proposed to enhance intrinsic properties. Lin Xiang et al. showed solid-state stretching near the melting point effectively breaks CNT agglomerates and orients PP matrices, improving composite performance—supporting the use of stretching to optimize dispersion in blends.7–9
Li Dan’s team modified sisal fiber with TiO2 via sol-gel, improving fiber strength by 29.5% and enhancing PLA composite properties. Jiang Feng’s group used ESEM to show MFC/CNF/Al3+ foams exhibit microcrack bifurcation and deflection, tripling fracture energy via dynamic coordination bonds, mimicking wood’s toughening mechanism.10–13 Processing innovations are key. Pre-dispersion and in-situ foaming improve CNF distribution in PU, increasing compressive modulus by >40%. TiO2-modified sisal/PLA foams show low thermal conductivity (0.025 W/(m·K)) and self-cleaning function, with LCA confirming 50–70% lower carbon footprint versus glass fiber foams. Controlled saturation pressure (20–35 MPa) and depressurization yield uniform PLA/CNF foams (50–200 μm cells), with CNFs reinforcing thick wall regions.14–17
Inspired by these findings and building upon the author’s previous research on enhancing foam materials via solid-state stretching technology to prepare high-performance wood-like materials, this study aims to further improve the tensile properties of solid-state stretched PBS foam wood-like materials by incorporating reinforcing additives. Given the orientation tendency of cell wall structures along the solid-state stretching direction induced by the stretching process, fiber-like structures are selected as reinforcements to observe their distribution within cell walls and morphological changes.
Therefore, this study employs recyclable cotton stalk cellulose (CSC) sourced locally in Xinjiang as blending reinforcements. CSC/PBS biodegradable foams were prepared via supercritical CO2 extrusion foaming. Subsequently, forced solid-state stretching above the glass transition temperature (Tg) but below the melting temperature (Tm) of PBS deformed spherical cells into “tubular pore structures.” Simultaneously, semi-relaxed cell wall polymers underwent high orientation, crystallization rearrangement, and growth along the tubular pore direction, with this structure being stabilized. This process successfully fabricated lightweight, high-strength, biodegradable wood-like materials.
Experimental
Raw materials
The materials used in this study include Polybutylene succinate (PBS), which was sourced from Blue Ridge Tunhe (TH803S, China), and a nucleating agent, specifically talc, which was obtained from Qixuhuagong Reagent Co., Ltd, China. Carbon dioxide (CO2) with a purity of 99.9% was supplied by Urumqi Jinshan Chemical Co., Ltd, China. Calcofluor white (CFW, G3235) was supplied by Beijing Solarbio Science & Technology Co., Ltd.Cotton stalk cellulose (CSC NO.1) was supplied by Zhongmianfeng, Jiangsu, China.
Preparation of CSC/PBS foam material
The supercritical carbon dioxide extrusion foaming process operates as follows: Pre-mixed materials are fed into a twin-screw extruder via a gravimetric feeder, with gas injection positioned at the 6th screw zone. The gas flow ratio is set between 0.1 kg/h-0.2 kg/h, while the feeder ratio is maintained at 2 kg/h. The twin-screw system operates at 100 rpm, with the single-screw extruder rotating at 5–20 rpm. The twin-screw system temperature is maintained at 150°C to ensure stable melt processing, whereas the single-screw system temperature is regulated between 110°C and 115°C to enhance melt pressure and control pressure drop. After gas injection, PBS and ScCO2 mix uniformly within the screw system. Upon extrusion through the die, rapid pressure reduction induces thermodynamic instability in the polymer/ScCO2 system, triggering bubble nucleation and growth. As the extrudate passes through the die, instantaneous pressure collapse causes ScCO2 bubbles to rapidly expand at nucleation sites. These bubbles subsequently solidify at room temperature, ultimately forming cylindrical PBS foam products.
Solid-state stretch
The PBS foam material was cut into 150 mm-long strips as solid-state tensile specimens, which were secured in a tensile fixture (Instron 5967 universal material testing machine,USA) with the central 50 mm region designated as the tensile zone. The specimens were then heated to the preset temperature using an environmental chamber and maintained at this temperature for 5 min. The study employed foaming ratios ranging from 3 to 12 times, with tensile temperatures primarily set between 80 and 105°C and stretching ratios maintained at 2.5–20 mm/min. After completing the solid-state tensile test, the specimens were held at the same temperature for 1 min. The environmental chamber was subsequently opened to allow cooling and solidifying for 5 min while preserving the tensile length, ultimately yielding the final solid-state tensile specimens.
Characterization
Foaming ratio test
For the foaming ratio test, the homogeneous density of the PBS foam products was measured using an electronic solid density meter (Electronic Density Meter PMMD-A, Beijing Gu, China). The measurement principle involved determining the material’s mass and the mass in air and the apparent mass in water, and the material’s density was calculated using the formula: material density ρ1 (g/cm3) = (mass in air)/(mass in air - mass in water), and the foaming ratio of the foamed material was calculated using the formula: expansion ratio = density of raw material ρ0/density of material ρ1.
Scanning electron microscopy testing (SEM)
During the characterization phase, scanning electron microscopy (SU8220, Hitachi, Japan) equipped with an acceleration voltage of 5 kV was primarily utilized for observing the microscopic morphology of foam cross-sections. Prior to observation, each sample was crushed and cut to appropriate dimensions in liquid nitrogen, followed by sputter coating with a current of 30 mA for 90 s. Subsequently, the changes in bubble structure within foam cross-sections and longitudinal sections before and after solid-state stretching were examined at magnification ranges of 50×–400×.
Differential scanning calorimetry (DSC)
The temperature-heat flux relationship of the material was determined using a differential scanning calorimeter (DSC2500, TA Instruments, USA). Foam samples were cut into small pieces weighing 5–10 mg and placed in the sample crucible of the DSC apparatus. The samples were heated from 40°C to 150°C at a ratio of 5°C/min under an argon atmosphere to obtain the melting endothermic peak, and the crystallinity of the material was calculated based on this heat of fusion.
Fluorescence staining
The foam samples to be stained and observed were cut into thin sections approximately 0.1 mm thick along the stretching direction (i.e., the lateral longitudinal section of the foam strip). These sections were placed on a glass slide, immersed in pre-prepared CalcofluorWhite (CFW) staining solution for 1 min, and then covered with a coverslip. Subsequently, observation was performed using an upright fluorescence microscope (Ci-E, NIKON, Japan) under 355 nm blue light excitation.
X-ray diffraction (XRD)
PBS samples with varying CSC ratios were compounded using a twin-screw extruder for pelletization. Subsequently, 1mm-thick sheets were prepared via hot press, cut into 20 mm × 20 mm specimens, and subjected to X-ray diffraction analysis using an X-ray powder diffractometer (D8 advance, Bruker, Germany) over the angular range 5 ° < 2θ < 80°.
Results and discussion
Dispersion of CSC in PBS substrate
The results of SEM observations of CSC powder and PBS sheet sections with CSC addition are shown in Figure 1. (a–c) SEM images of CSC used in experiments; (d–f) SEM images of PBS sheet sections with 6% and 3% CSC addition, respectively, and without CSC addition.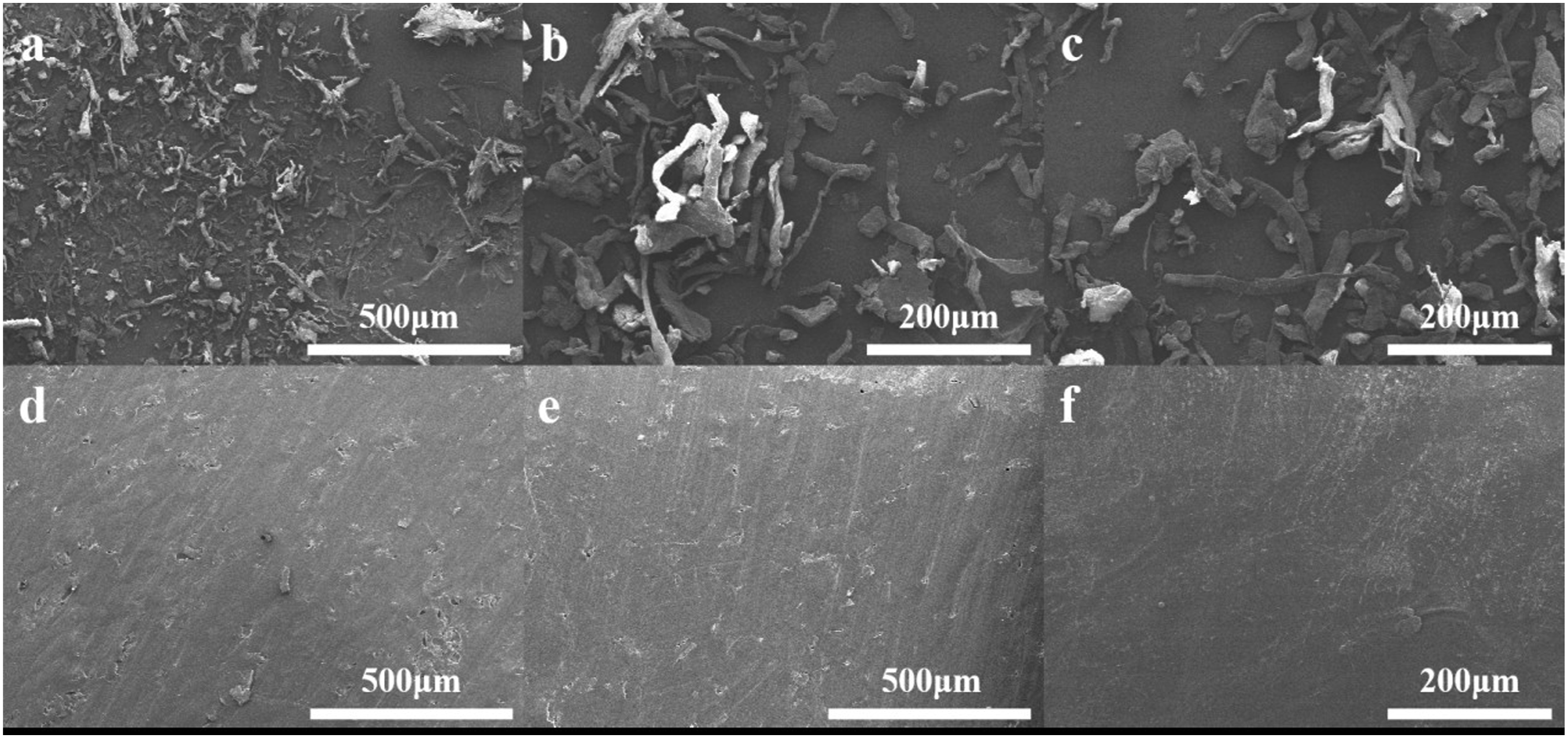
As shown in Figure 1(a)–(c), statistical analysis indicates that the cotton stalk cellulose (CSC) used in this experiment exhibits an aspect ratio of 7.47. As shown in Figure 1(d)–(f), cross-sections of PBS sheets with 6% CSC addition show apparent agglomeration of CSC. Such agglomeration may introduce stress weak points in the PBS material, thereby negatively affecting its tensile properties, and these effects would be further amplified at scales much smaller than PBS cell walls. In contrast, PBS sheets with 3% CSC addition demonstrate relatively uniform CSC distribution without significant agglomeration.
XRD result
As shown in the wide-angle X-ray diffraction patterns of unstretched and 3%CSC-added PBS sheets in Figure 2, comparison of XRD diffraction peaks before and after CSC addition reveals that peak heights and areas corresponding to (020) and (021) crystal planes decreased relative to pure PBS, while those of (110) crystal planes increased. These results indicate partial transformation of α-crystal type (020) and (021) planes into β-crystal type (110) planes in CSC-modified PBS. The β-crystal possesses tighter molecular chain packing and higher crystalline density, enabling more efficient stress transfer. Consequently, this change enhances tensile strength and modulus of PBS while reducing its elongation at break, introducing complicating factors for CSC-reinforced PBS systems. Additionally, β-crystals exhibit lower crystallization temperatures than α-crystals, potentially influencing the performance of PBS foams under solid-state stretching conditions.
9
XRD patterns of PBS materials without CSC and with 1.5%, 3%, 4.5%, 6% CSC additions.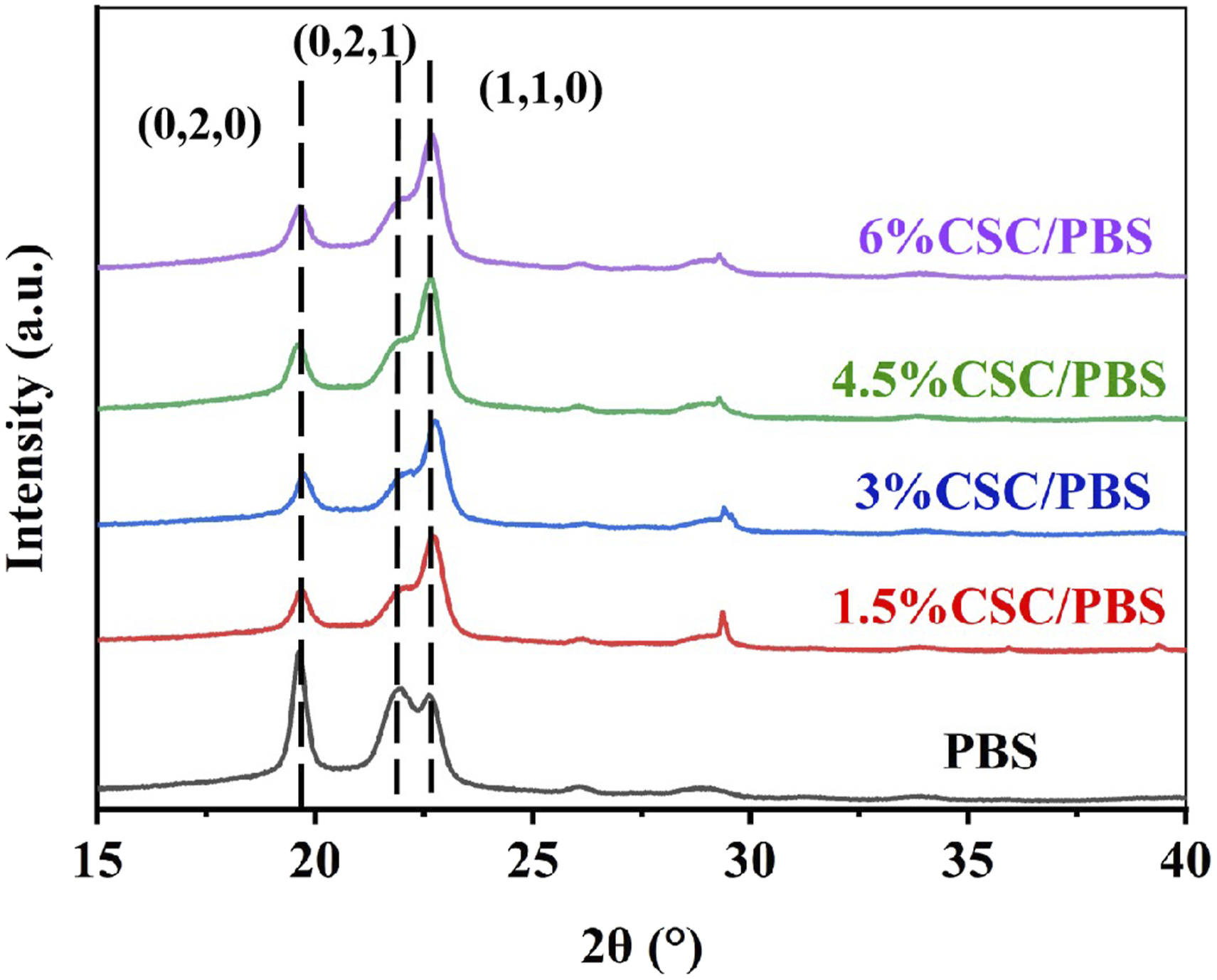
Tensile properties of CSC-reinforced PBS materials
Dumbbell-shaped specimens of pure PBS and PBS with 1.5%, 3%, 4.5%, and 6% CSC were prepared using a micro-injection molding machine and subjected to tensile property testing, with average performance results shown in Figure 3. Tensile properties of PBS materials without CSC and with 1.5%, 3%, 4.5%, and 6% CSC additions.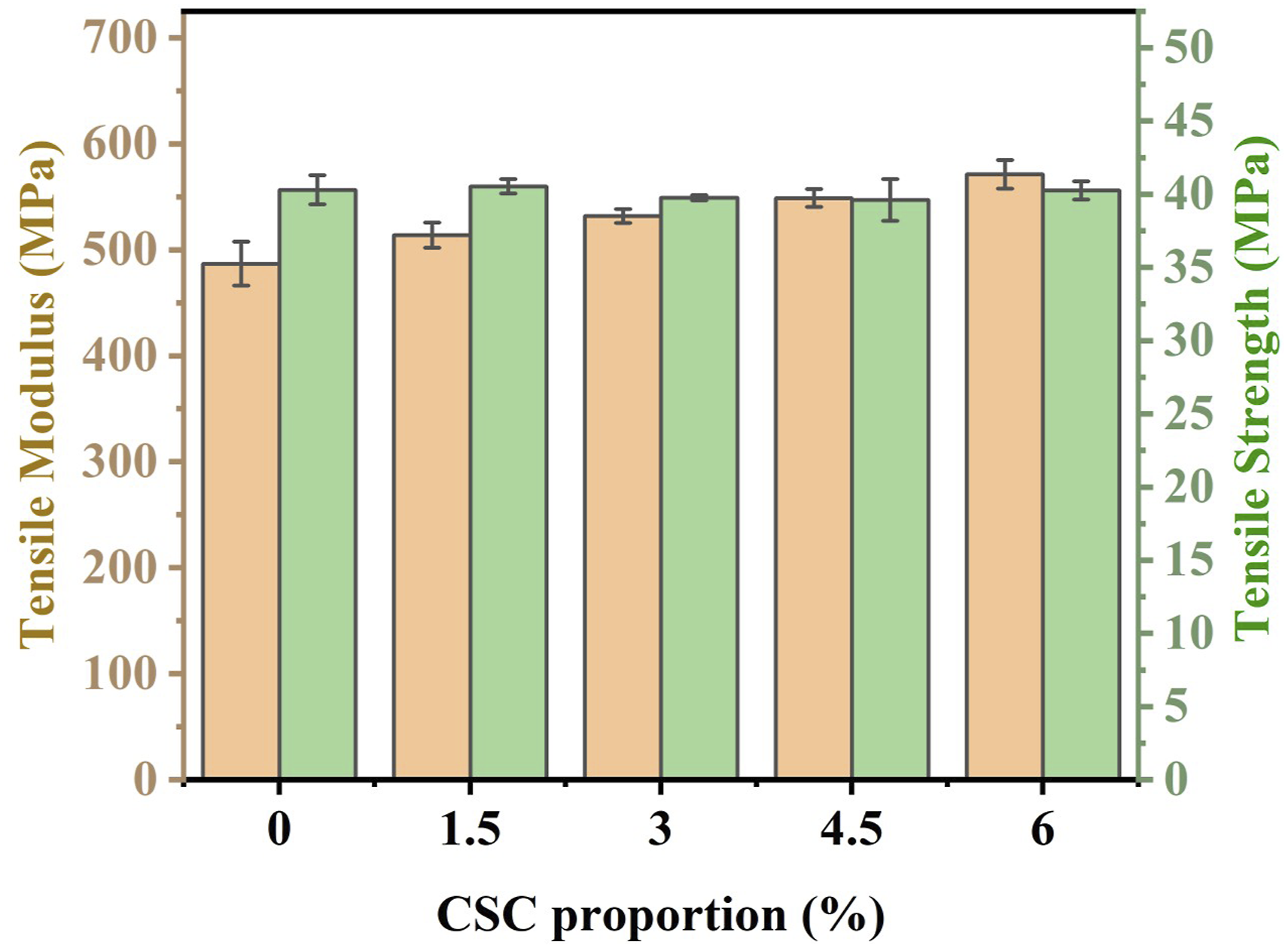
As shown in the tensile performance comparison in Figure 3, after CSC addition, the tensile modulus of PBS materials gradually increases with higher CSC ratios, the tensile strength increased from 474.71 MPa in the original PBS material to 571.17 MPa at 6% CSC content, representing a 20.32% improvement; but the tensile strength shows no significant improvement, the tensile modulus increased from PBS’s original 40.30 MPa to the maximum value of 40.54 MPa. and no clear correlation exists between tensile strength trends and CSC ratios across different formulations.
Analysis of microstructure of products
The 3.5-fold expanded PBS foam with 3% CSC underwent 300% solid-state stretching at 100°C with a 10%/min ratio. Subsequent tensile testing, DSC analysis, and SEM characterization were performed on both stretched and original foam samples, with results shown in Figure 4. (a) Original PBS foam cross-section; (b) Original PBS foam longitudinal section; (c) Stretched foam cross-section; (d) Stretched foam longitudinal section; (e) DSC results before/after stretching; (f) Tensile properties before/after stretching.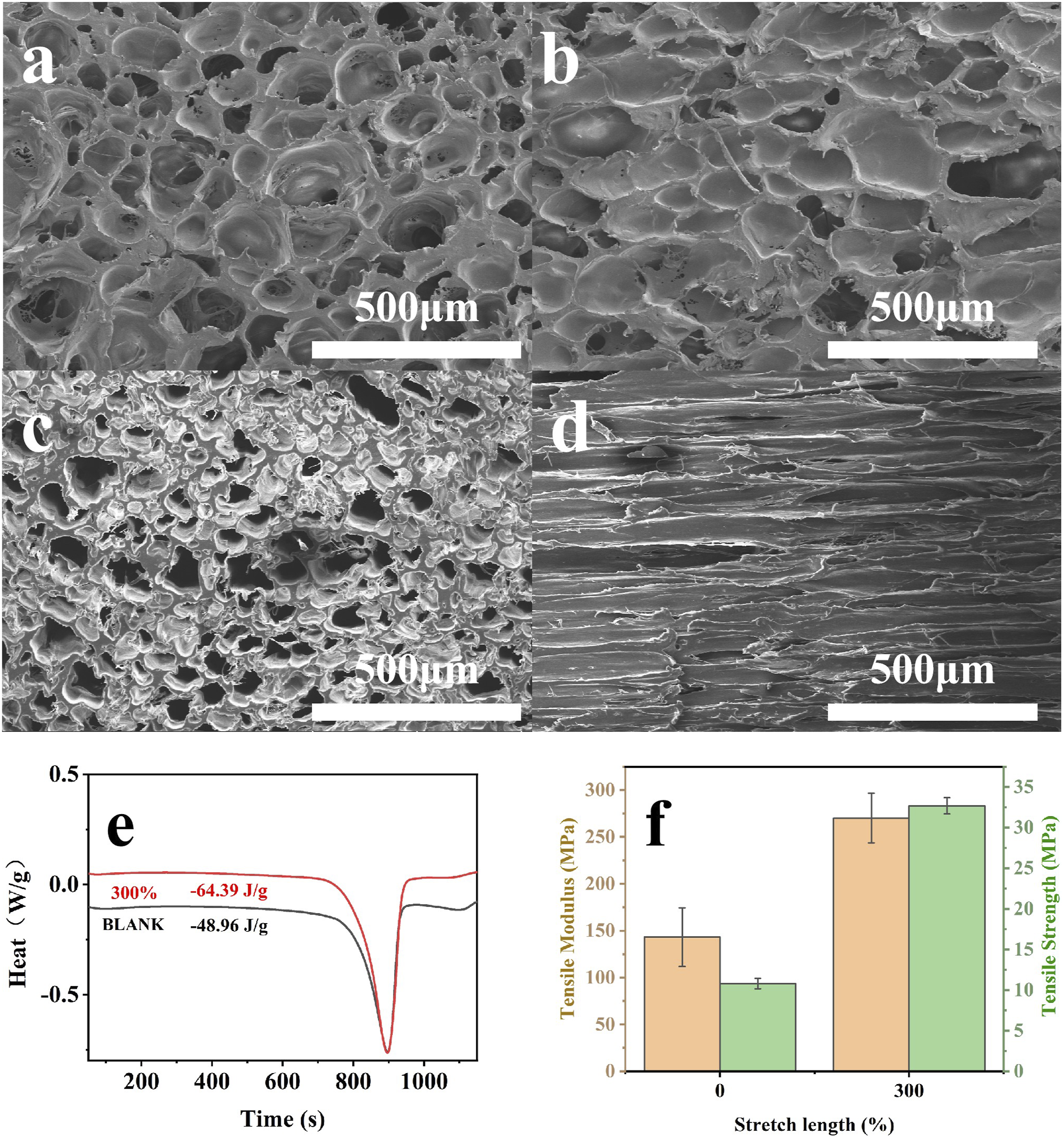
As shown in Figure 4, the cell structure of CSC/PBS foam transformed from an original quasi-spherical pore configuration to a wood-like tubular arrangement aligned with the stretching direction. Original spherical pores exhibited an average diameter of 130.84 μm, while post-stretching foam demonstrated a cross-sectional equivalent diameter of 69.37 μm perpendicular to the stretching direction and an average cell length of 380.90 μm, yielding tubular pores with an aspect ratio of 5.58:1. DSC results revealed crystallization melting heat increased from 48.96 J/g (original foam) to 64.39 J/g (stretched foam), representing a 31.51% enhancement. Calculated crystallinity using the reference value of 213 J/g for 100% crystallization rose from 22.99% to 30.23%, attributable to stretching-induced orientation of PBS molecular chains. Tensile strength increased from 10.79 MPa to 32.67 MPa, while tensile modulus elevated from 143.22 MPa to 270.17 MPa. This mechanical enhancement primarily stems from synergistic effects of three factors: pore structure transformation, crystallinity improvement, and molecular orientation enhancement. Additionally, the potential contribution of cellulose’s structural rearrangement merits further investigation. 7
Fluorescence staining observation
As shown in Figure 5, images (a, b) reveal that CSC primarily exhibits a curled/agglomerated spatial structure with irregular distribution in cell walls, demonstrating an isotropic distribution tendency. In contrast, images (c, d) demonstrate that after solid-state stretching, CSC within cell walls not only displays an extended spatial structure along the stretching direction but also exhibits a spatial arrangement with orientation tendency parallel to the stretching direction.
18
(a, b) Fluorescence staining images of unstretched foam; (c, d) Fluorescence staining images of foam after 500% solid-state stretching.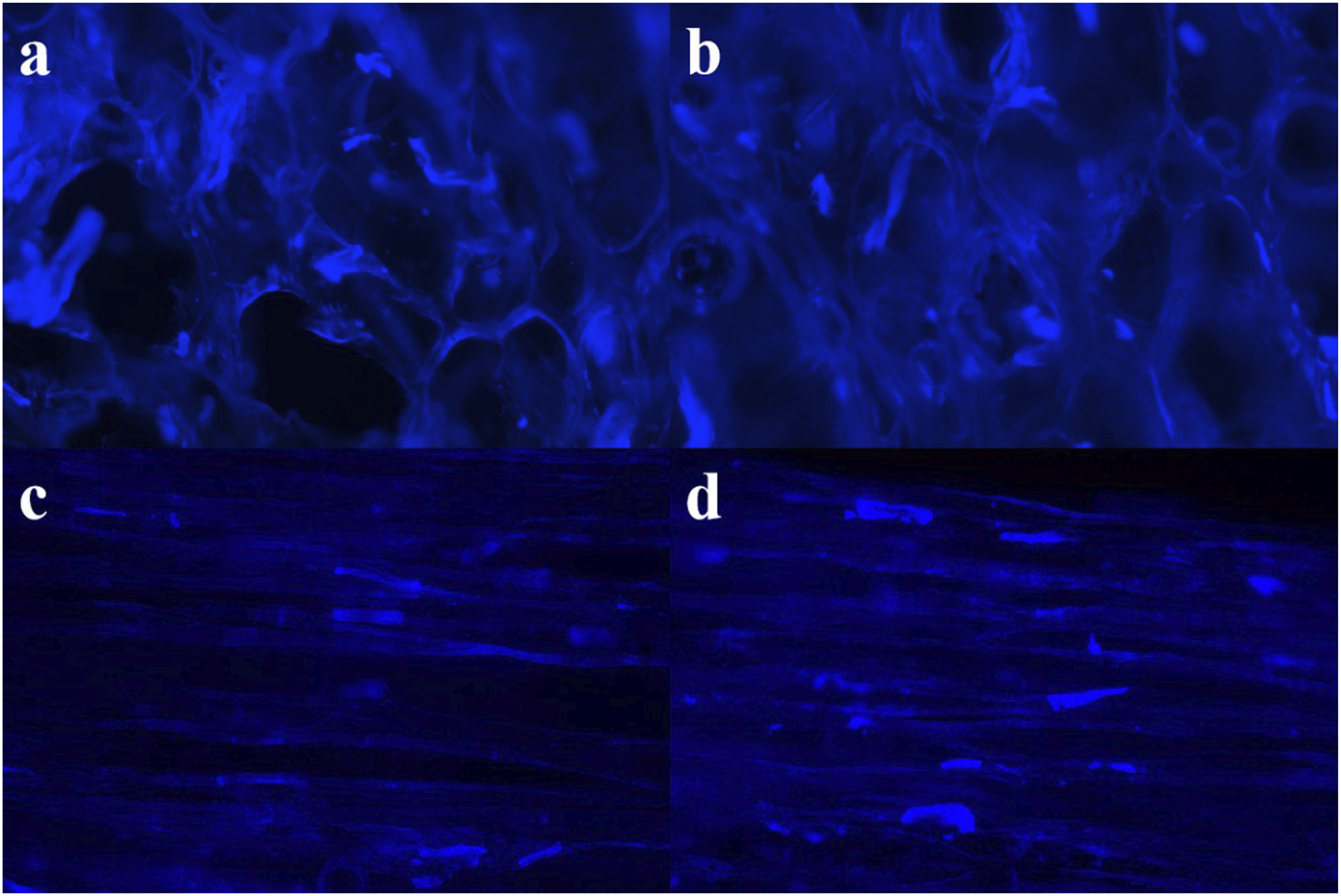
Preliminary analysis suggests this transformation in CSC’s spatial structure and orientation distribution primarily results from solid-state stretching at temperatures above Tg but below Tm. Under tensile stress, PBS crystalline regions and molecular chains in cell walls gradually develop orientation, subsequently inducing adjacent CSC to extend and align along this direction. This structural evolution is preliminarily attributed to enhancing the foam’s tensile properties and forming an interconnected CSC network throughout cell walls, providing reinforcement during solid-state stretching, enabling 500% stretching ratio for CSC-enhanced foam, and further elevating the performance ceiling of stretch-enhanced foam materials.19–21
Solid-state stretching factors
To explore optimal solid-state stretching factors for 3% CSC-reinforced PBS, single-factor tests were conducted focusing on three primary influencing factors: stretching length, temperature, and ratio. While maintaining consistent other conditions, each factor was varied individually during 300% solid-state stretching, followed by tensile property testing after cooling. Experimental data and comparisons for these three factors are presented below.
Different CSC ratios
Five formulations of PBS foaming powder raw materials with CSC ratios of 0%, 1.5%, 3%, 4.5%, and 6% were prepared. Foam strips were fabricated via supercritical CO2-based foaming, and strips with approximately 3.5-fold expansion were selected as original specimens for solid-state stretching. These underwent stretching at 300%, 400%, and 500% (note: 0% CSC specimens could not achieve 500% stretching, thus only 300% and 400% were performed) under 100°C ambient temperature at a 10%/min stretching rate. Tensile properties of stretched specimens were tested, with resulting tensile strength and modulus data shown in Figure 6. Comparison of tensile properties after solid-state stretching for five types of PBS foam with CSC ratios of 0%, 1.5%, 3%, 4.5%, 6%.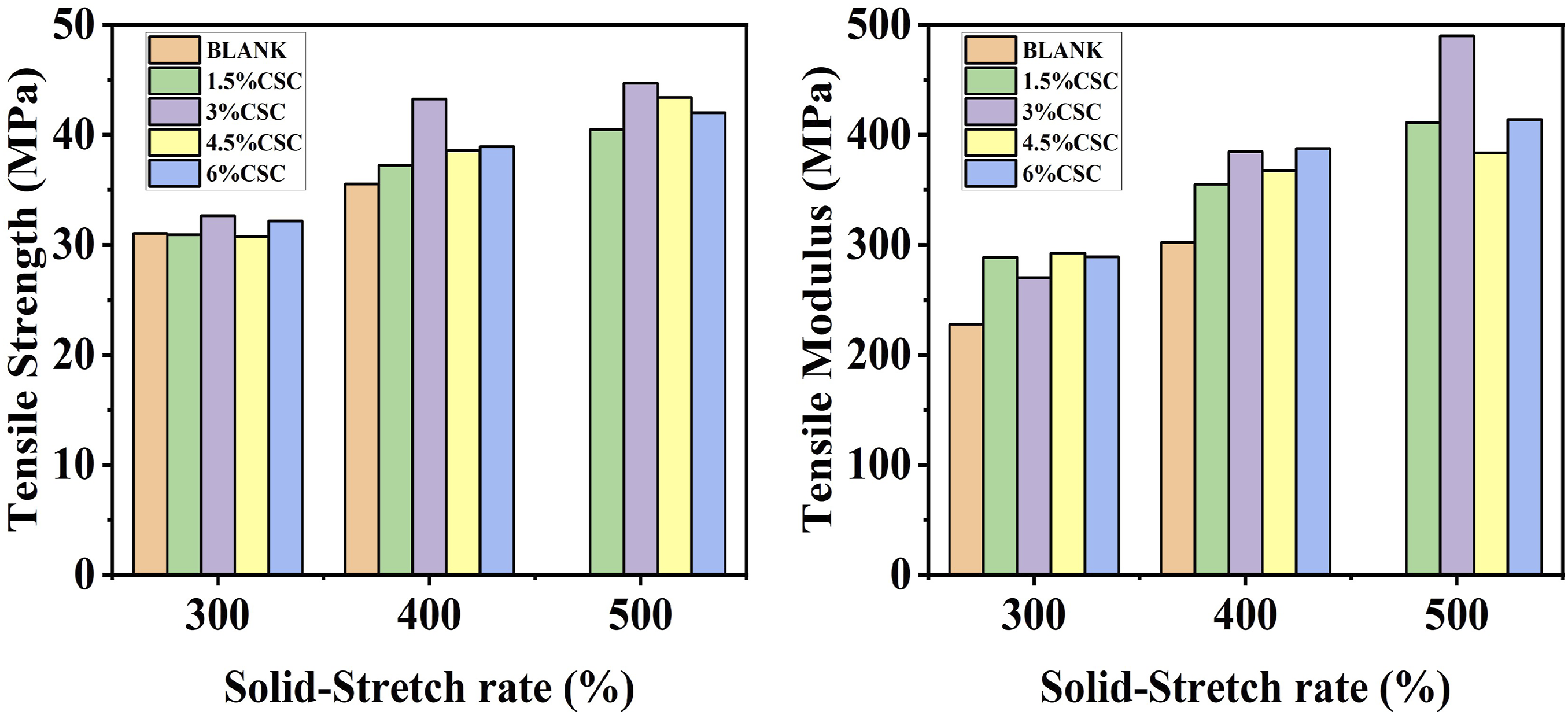
As shown in Figure 6, with increasing CSC addition ratio, the tensile properties of solid-state stretched foam specimens progressively improved. At 3% CSC content, optimal tensile strength and modulus were achieved across various stretching levels, reaching 44.71 MPa (surpassing neat PBS material) and 490.06 MPa (comparable to neat PBS), respectively. Specimens with 4.5% and 6% CSC exhibited inferior performance after identical stretching, preliminarily attributed to CSC agglomeration within cell walls creating stress concentration points and defects.
Notably, neat PBS foam couldn’t achieve 500% solid-state stretching, whereas CSC-reinforced PBS accomplished this stretch ratio. This difference stems from CSC acting as reinforcement: (1) providing skeletal support during stretching through hydrogen bonding with PBS matrix, (2) enhancing cell wall elongation at break, and (3) partially counteracting reduced ductility caused by α-to-β crystal transformation. Collectively, these effects enable higher achievable stretch ratios and elevate performance limits for modified PBS foams. 22
Length of solid-state stretch
Under conditions of 100°C ambient temperature and 10%/min solid-state stretching ratio, 3%CSC-reinforced PBS foam strips with 3.5-fold expansion underwent solid-state stretching at 200%, 300%, 400%, and 500% ratios (four strips per group). These stretched specimens and unstretched original foam strips were subjected to tensile property testing and DSC analysis, with the resulting mechanical performance data shown in Figure 7. (a–d) SEM images of CSC/PBS foam under different solid-state stretching lengths; (e) Comparison of tensile properties of CSC/PBS foam under different solid-state stretching lengths; (f) DSC curves and crystallization melting heat of CSC/PBS foam under different solid-state stretching lengths.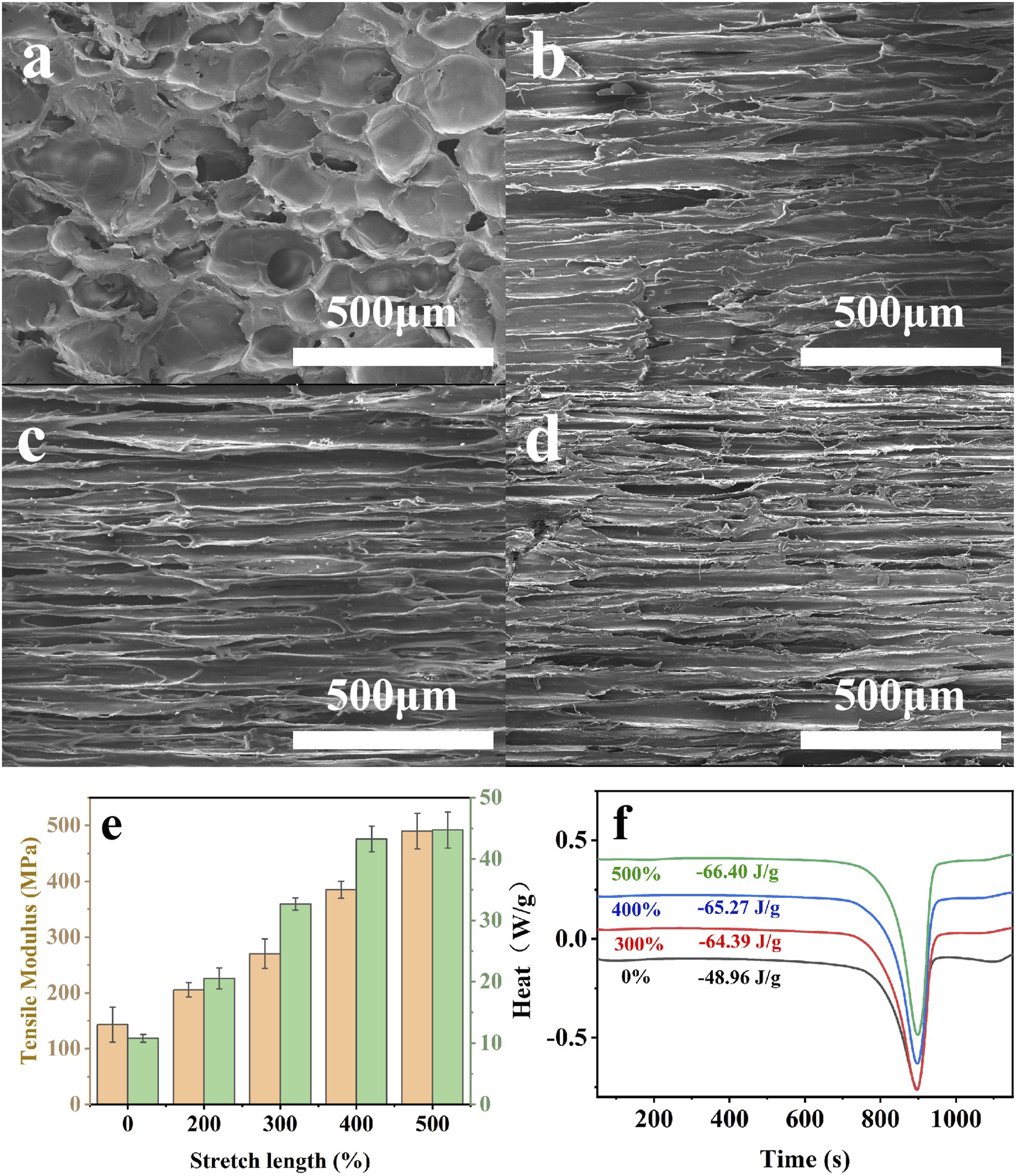
As shown in Figure 7(e), tensile performance comparison reveals that both tensile strength and tensile modulus peak in specimens stretched to the maximum 500% length, with tensile strength reaching 44.71 MPa and tensile modulus 490.06 MPa. Mechanical properties exhibit an increasing trend with greater stretching lengths, consistent with crystallization melting heat values from DSC tests in Figure 7(f). At 500% stretching, crystallization melting heat reached 66.40 J/g. Based on the documented 100% crystallization melting heat value of 213 J/g, calculated crystallinity was 31.17%—a 35.76% increase over unstretched foam crystallinity (22.96%). SEM images (Figure 7(a)–(d)) demonstrate spherical pores in unstretched foam transforming into elongated tubular structures after stretching, with spatially dense orientation resembling wood’s tubular pore architecture, the unstretched foam exhibits an average pore diameter of 136.32 μm, while the foam cell aspect ratios after 300%, 400%, and 500% solid-state stretching are 5.577, 7.973, and 13.121 respectively, indicating that the cell aspect ratio increases with greater solid-state stretching lengths. This structural evolution contributes significantly to enhanced tensile properties. Furthermore, prior research confirms that molecular chain orientation within cell walls during stretching additionally boosts overall performance.23–25
Temperature of solid-state stretch
Under conditions of solid-state stretching at 300% length and 10%/min stretching ratio, 3%CSC-reinforced PBS foam strips with 3.5-fold expansion underwent solid-state stretching at ambient temperatures of 80°C, 85°C, 90°C, 95°C, and 100°C. Post-stretching tensile property testing and DSC analysis were performed, with mechanical performance results shown in Figure 8. (a–d) SEM images of CSC/PBS foam under different solid-state stretching temperatures; (e) Comparison of tensile properties of CSC/PBS foam under different solid-state stretching temperatures; (f) DSC curves and crystallization melting heat of CSC/PBS foam under different solid-state stretching temperatures.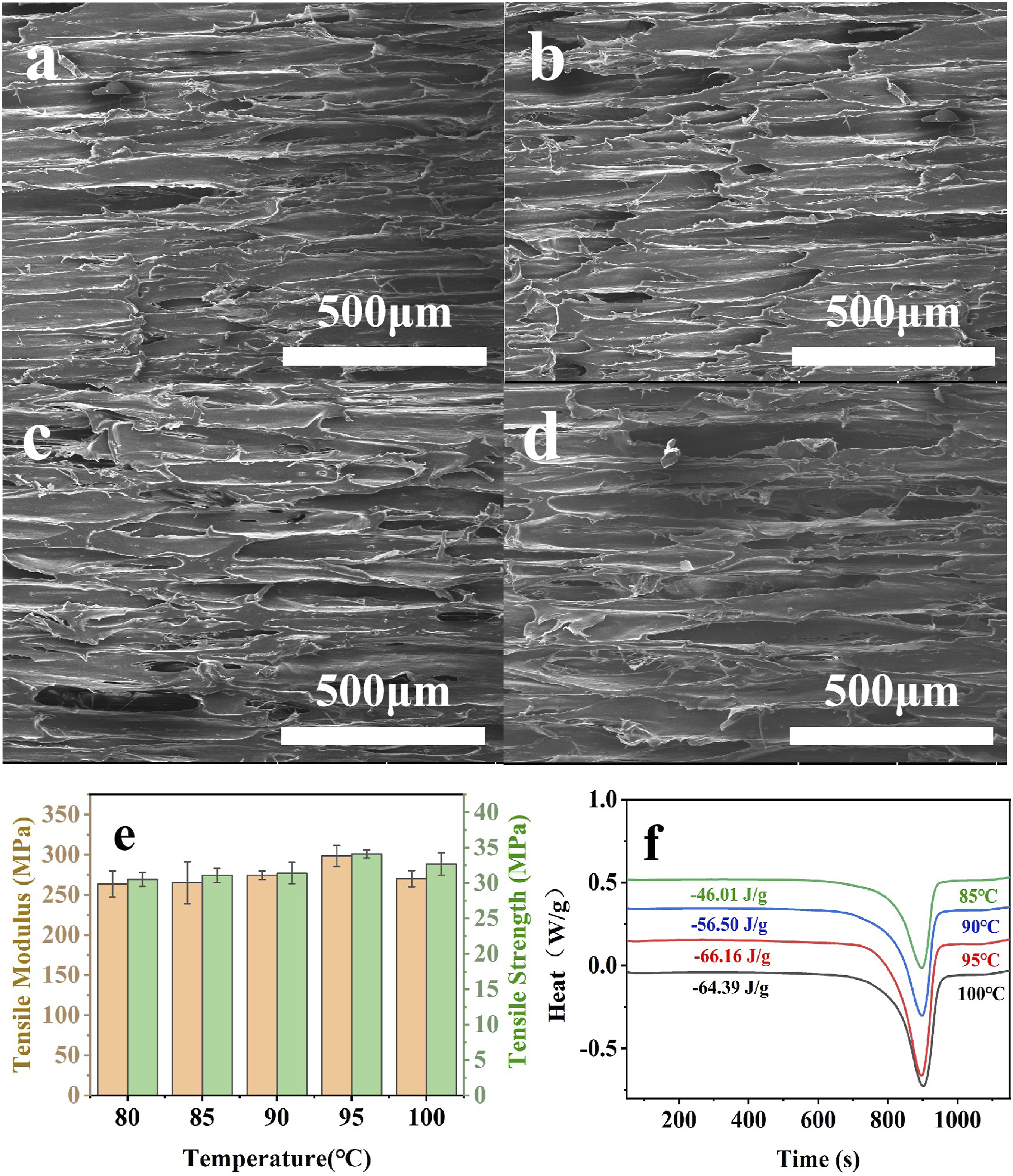
As shown in Figure 8(e), tensile performance comparison reveals that both tensile strength and tensile modulus peak at 95°C, aligning with crystallization melting heat values from DSC tests in Figure 8(f). After 300% solid-state stretching at 95°C, the crystallization melting heat reached 64.39 J/g. Based on the documented 100% crystallization melting heat value of 213 J/g, the calculated crystallinity was 30.23%. At 85°C, the crystallization melting heat after 300% stretching measured 46.01 J/g, nearly identical to unstretched foam crystallinity, indicating insignificant crystallinity changes from low-temperature stretching. SEM images (Figure 8(a)–(d)) confirm elongated tubular structures after stretching, the foam cell aspect ratios at solid-state stretching temperatures of 85°C, 90°C, 95°C, and 100°C are 5.194, 5.380, 5.691, and 5.577 respectively—consistent with mechanical performance trends.23–25
Ratio of solid-state stretch
Under conditions of solid-state stretching at 300% length and 100°C ambient temperature, PBS foam strips containing 3% CSC with 3.5-fold expansion were subjected to solid-state stretching at ratios of 5%/min, 10%/min, 15%/min, and 20%/min, with four strips per group. Tensile property testing and DSC analysis were conducted post-stretching, with the resulting mechanical performance data shown in Figure 9. (a–d) SEM images of CSC/PBS foam under different solid-state stretching ratios; (e) Comparison of tensile properties of CSC/PBS foam under different solid-state stretching ratios; (f) DSC curves and crystallization melting heat of CSC/PBS foam under different solid-state stretching ratios.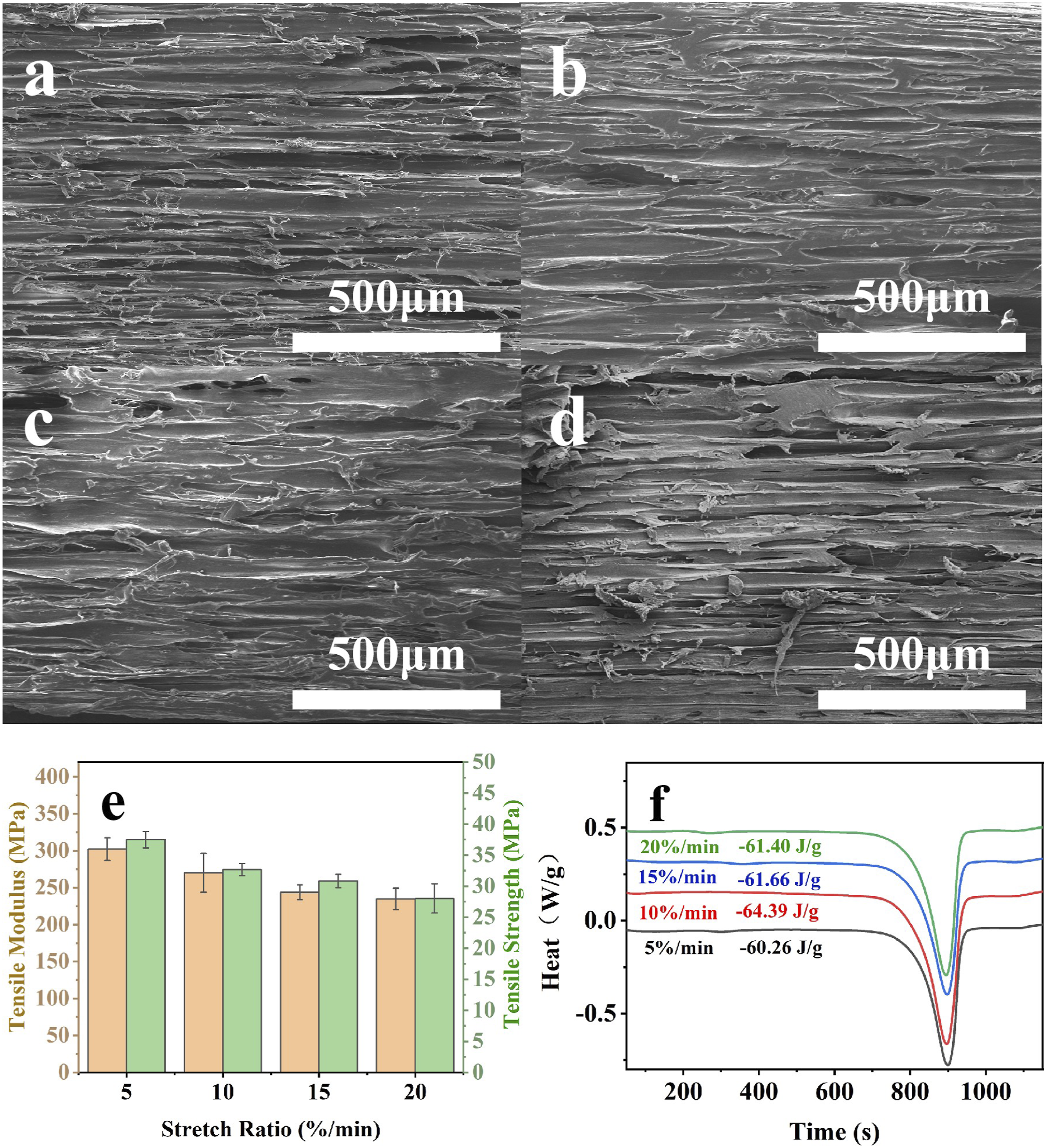
As shown in Figure 9(e), tensile performance comparison reveals that both tensile strength and tensile modulus peak at 95°C, which diverges from the crystallinity trend in DSC results (Figure 9(f)). The DSC data indicates a maximum crystallization melting heat of 64.39 J/g at 10%/min stretching ratio, contrasting with the optimal 5%/min ratio for mechanical properties. Preliminary analysis suggests that although lower stretching ratios yield slightly reduced crystallinity, they allow sufficient deformation relaxation time for cell walls and more complete CSC orientation alignment, compensating for the crystallinity deficit. SEM images (Figure 9(a)–(d)) demonstrate spherical pores before stretching transforming into elongated tubular structures after stretching. Notably, the aspect ratios of foam cells under solid-state stretching ratios of 5%/min, 10%/min, 15%/min, and 20%/min are 5.922, 5.577, 5.433, and 5.310 respectively, indicating that as the solid-state stretching rate decreases, the cell aspect ratio increases, aligning with the observed mechanical performance trends.23–25
Comparison of tensile properties of the best products
Through the exploration of solid-state stretching factors, it is observed that 3%CSC/PBS foam stretched at 95°C with a 5%/min ratio to 500% achieves the highest tensile performance. Therefore, solid-state stretching was conducted under these conditions, and its tensile properties were compared with previously studied PBS foams, as shown in Figure 10. (a) Comparison of optimal tensile strength between PBS foam (before and after solid stretching) and CSC/PBS foam (before and after solid stretching); (b) Comparison of optimal tensile strength between PBS foam (before and after solid stretching) and CSC/PBS foam (before and after solid stretching).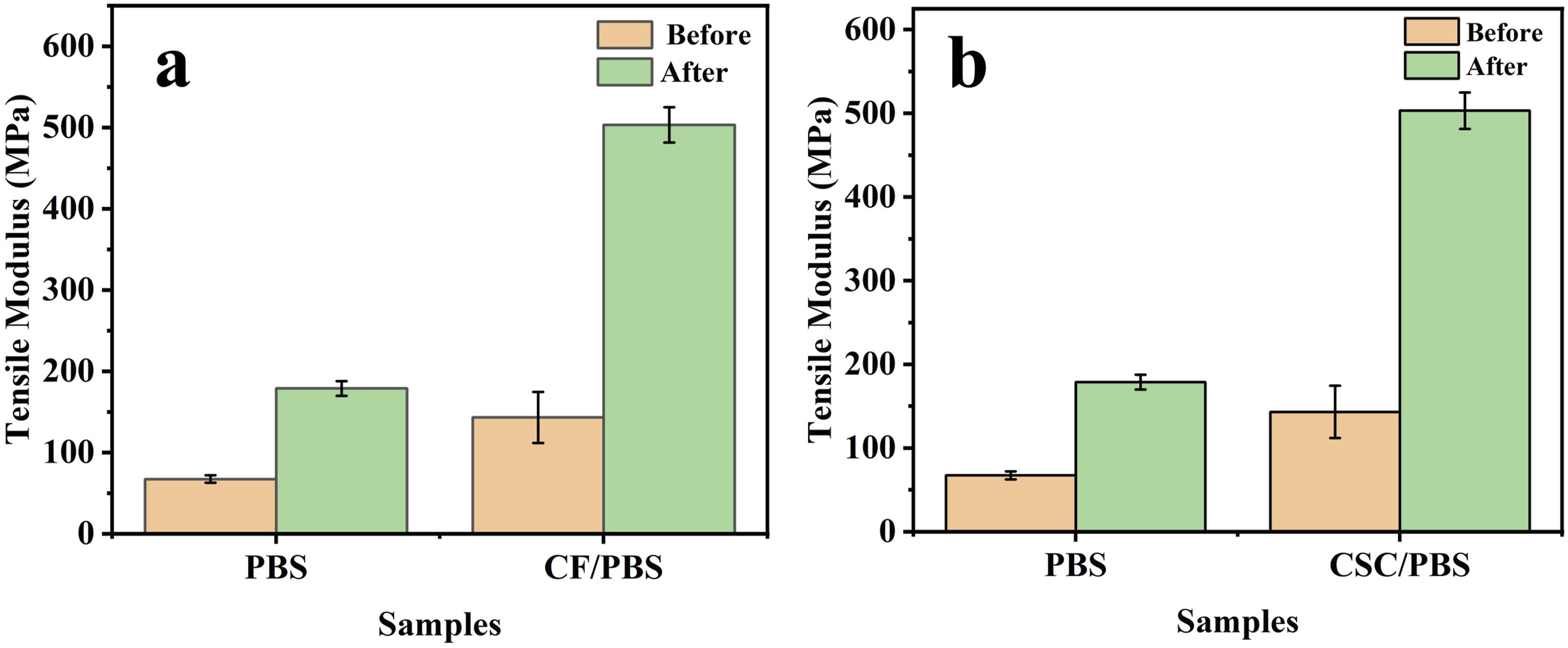
As illustrated in Figure 10, compared to pure PBS foam, CSC/PBS foam achieves greater stretch lengths, with base tensile modulus increasing from 67.3 MPa to 143.2 MPa and base tensile strength rising from 7.3 MPa to 10.8 MPa. This enhancement is preliminarily attributed to α-crystal transformation to β-crystal transformation and CSC skeletal support, elevating the performance ceiling of stretched foam. CSC/PBS foam exhibits higher maximum stretch ratios (500% vs 400% for pure PBS), further amplifying property enhancement. Ultimately, under optimal conditions, CSC/PBS foam achieves tensile strength of 47.31 MPa and tensile modulus of 503.13 MPa, showing significant improvement over pure PBS foam’s best values.
Notably, optimal stretching parameters differ: CSC/PBS foam peaks at 95°C (vs 100°C for pure PBS), potentially due to CSC-induced β-crystals having lower crystallization temperatures. Thus, slightly lower temperatures promote β-crystal formation for higher crystallinity. For stretching ratios, pure PBS foam performs best at 10%/min, while CSC/PBS foam excels at 5%/min. This discrepancy may relate to CSC dispersion–slower ratios facilitate better fiber distribution and orientation while reducing stress concentration points.7,9
Conclusion
The tensile strength of PBS foam enhanced with CSC blending modification reached a maximum of 44.71 MPa after solid-state stretching, while the tensile modulus increased to 490.06 MPa. These improvements stem from two key mechanisms: CSC acts as a skeletal reinforcement providing mechanical support to the cell walls of PBS foam, enhancing both tensile properties and achievable solid-state stretch length, while partial crystal transformation from α-form to β-form of PBS occurred at the crystalline level, further augmenting material performance. SEM imaging confirmed that cell morphology transitioned from quasi-spherical structures to regularly aligned tubular structures along the stretching direction; additionally, fluorescence staining with CFW revealed oriented and extended alignment of CSC within the foam parallel to the stretching direction after solid-state stretching.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Young Scientists Fund (Category C) of the National Natural Science Foundation of China (Project No. 52503350).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.