
Abstract
In this study, blending of poly (vinyl alcohol) (PVA) and sago pith waste (SPW) was prepared by a one-step melt extrusion. The physico-mechanical, Fourier transform-infrared (FT-IR), moisture sorption, rheological, and thermal characterization were conducted. Incorporation of PVA in SPW improved the tensile modulus, whereas the tensile strength reduced. The FT-IR analysis has shown that SPW could be introduced into the PVA network via the formation of hydrogen bonds between the PVA and SPW clusters. The interaction between PVA and SPW macromolecules has shown that there is a noticeable improvement in the water sorption ability. The rheological properties revealed that the PVA/SPW composites exhibited shear-thinning behavior and the blend viscosities increased with the rise in SPW content because of its rigid structure. Thermal analysis revealed that >50 wt% of PVA could induce greater molecular interaction between the PVA and SPW.
Introduction
The blending of plant derived fillers in plastics can be traced back to 1970s in response to the rise of petroleum prices due to petroleum is the prime component of plastic production. 1 In the near decade, there is an increasing interest in polymers derived from renewable origin for application in commodity plastics market. Most of these bio-based plastics rely on the cheap and abundant biomass feedstocks which are the by-products from agro-industry.
One of the potential materials is the sago pith waste (SPW), an agro-industrial byproduct derived from sago palms during sago starch extraction. It is a cheap, starchy, and fibrous material which represents renewable, abundant, and low cost biodegradable filler. Dried SPW contains approximately 60–70 wt% starch, 15 wt% of crude fiber, and the rest are protein, ash, and fat. 2 Malaysia appears to be the world’s largest exporter of sago starch, exporting up to 40 tons of sago starch annually. 3 Every year, a notable amount of agro-residue generated during the processing of sago trunk is destroyed through open burning, channeling into a nearby river or deposited in the factory’s compound. Improper handling and disposal of this agro-waste can endanger the environment.
Generally, biodegradable polymer compounds obtained from the renewable sources have a faster biodegradable rate with relatively hydrophilic in nature and somewhat crystalline structure which tend to cause performance and processing problems. In order to overcome the weaknesses, the natural polymer portion is blended with synthetic polymer for better performance. While each component retains its identity, the new composite material displays macroscopic properties superior to its parent constituents, particularly in terms of mechanical properties and economic value. In this study, SPW is blended with poly(vinyl alcohol) (PVA) as eco-composite. PVA is the largest synthetic water-soluble and biodegradable polymer produced in the world. 4 The outstanding chemical resistance, tensile strength, flexibility, and barrier properties of PVA have led to its broad industrial applications. However, the expensive price of PVA limits it from being substantially applications. 5 Existing study found that the incorporation of starch in PVA can achieve the target of cost saving without sacrificing the properties. 6 PVA which contains vast hydroxyl groups is able to form hydrogen bonding which leads to good compatibility with natural hetero-functional fillers. 7 In previous studies, polymer blends prepared on the basis of PVA containing different kinds of natural starch (corn, potato, and sago starch), 8 – 10 natural fibers (coconut shell powders, corn fiber, and cellulose whisker),7,11,12 and lignocellulosic components derived from agro-industrial waste such as sugar cane,4,13 orange, and apple pomace. 13 Since SPW is a starch enriched biomass, it is suggested blending SPW with PVA can produce a promising eco-composite.
This study aims to investigate the effects of SPW blending with PVA in terms of the physicomechanical, water sorption, rheological, and thermal behavior of the compounds. The studies of physcomechanical and thermal behavior are very important to determine the extent interactions of PVA and SPB. Meanwhile, the rheology information provides valuable data that would be useful in adjusting the processing conditions and in designing processing equipments like injection molding machines, extruders, and dies required for mass production. The water sorption test helps to determine the moisture sensitivity of this composite and subsequently depict the interaction among the blending components. In this study, an attempt has been made to prepare a series of PVA and SPW composites with different composition using the melt extrusion technique. The main objective of this study is to characterize PVA/SPW blends and leads to an idea about designing, end use, and further processing of the eco-composite.
Experimental
Materials
PVA was obtained from Denki Kagaku Kogyo Kabushiki Kaisha and the grade of the PVA used in this project was DENKA POVAL K-17C. The SPW was donated by Ng Kia Heng Sago Industries in Batu Pahat, Johor, Malaysia. Fresh SPW (83.73 wt% water content) was collected wet and placed in an air-dried oven at 60°C for 72 h to achieve constant weight (1 wt% moisture content). After the drying process, this coarse SPW was ground in a grinder to reach a size of approximately 0.5 mm. Glycerol supplied by Fisher Chemicals was used as a plasticizer. Besides that, calcium stearate obtained from Sun Ace Kakoh (M) Sdn. Bhd., Malaysia was used as the release agent and stablilizer in the melt compounding process. Finally, phosphoric acid purchased from Merck Chemicals was added as the thermal stabilizer.
Sample preparation
Composition of PVA/SPW composites
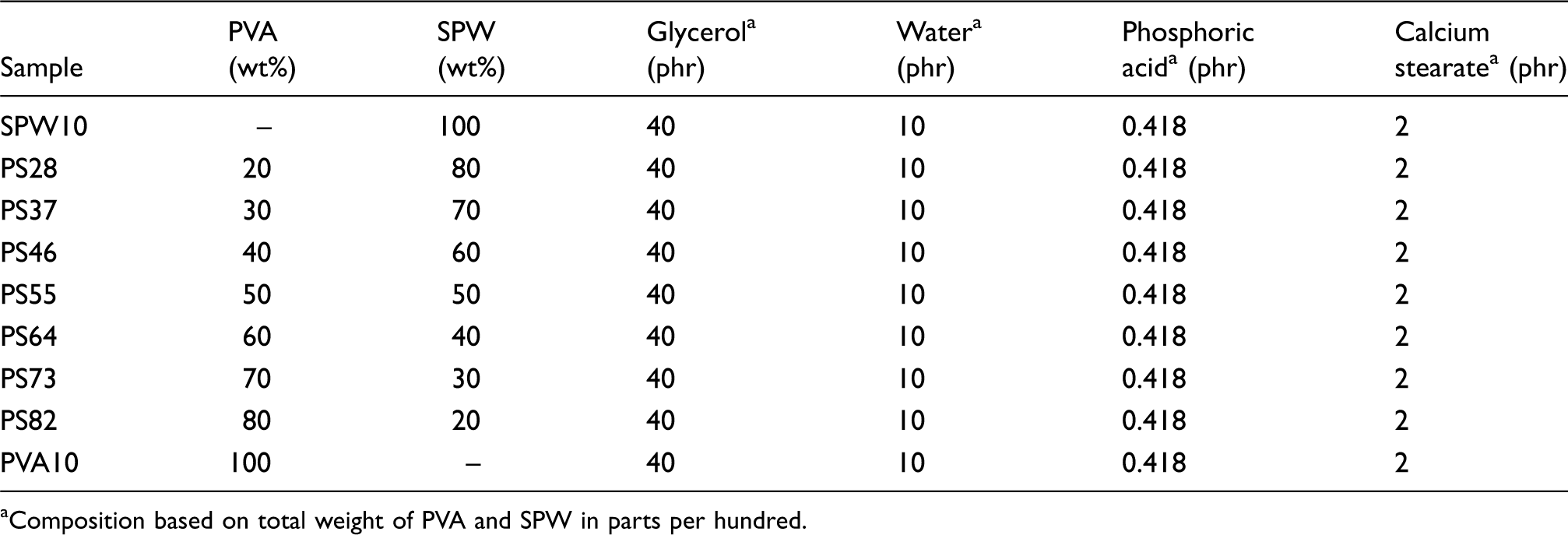
Composition based on total weight of PVA and SPW in parts per hundred.
The second step used a Brabender Plasticorder PL2000 twin-screw extruder operated at 60 rpm to produce the PVA/SPW composite pellets. Water was allowed to evaporate from a vented hole just before the die end. The temperature profile from feeding to die was set at 160/160/160/160°C. These extrudates were cut into pellets for FT-IR, rheological, and thermal characterization. Meanwhile, the pellets were compression molded at 195°C to form sheets of about 0.35 mm thick for moisture sorption test. Initially, these pellets were applied at a contact pressure for 5 min. The full pressure load (20 ton) was applied for another 8 min. Samples were instantly moved to a hydraulic press water cooling machine before they were retrieved. The compression molded specimens were cut into standard shapes for further testing. These samples (76.2 × 25.4 × 3.2 mm3) were dried in an oven for 72 h at 60°C, cooled in a desiccator, and immediately weighted to the nearest 0.001 g. The conditioned specimens were placed in a container of distilled water maintained at temperature of 25°C.
Density measurement
The physical aspect of the material was identified by the composite’s density. The density determination is performed based on Archimede’s principle, using the Mettler Toledo’s density determination kit of the balance. The compression molded composites (20 × 20 × 3 mm3) were dried in an air-dried oven for 72 h at 60°C and kept in a desiccator before the density measurement. The composite samples were weighed in air (A) and then in distilled water (B). The displayed weights were recorded for further calculation when the balance has reached stability (approximate 8 s). From the two weightings, the density (ρ) was calculated using Equation (1).
Due to suspicious that the composite material may contain appreciable amount of water-soluble ingredients, the specimens, after immersion in the auxiliary liquid and weighed, were reconditioned for 72 h at 60°C, cooled in a desiccators, and immediately reweighed. The difference was considered as water-soluble loss during the quick immersion. In the attempts to calculate soluble matter losses, it was concluded to ignore the water absorption that occurred during the quick immersion since only a maximum amount of 1 wt% soluble matter losses has been detected.
Tensile testing
Dumbbell specimens (Type V) were cut out from the molded sheet according to ASTM D 638 and tensile tests were carried out using Tensile Tester EZ 20 kN Lloyd Instrument with a strain rate of 10 mm/min. The specimens were equilibrated under controlled relative humidity (RH) of 53 ± 5 at 25°C for 2 weeks before testing. It was done by keeping the cut specimens in a dessicator containing saturated magnesium nitrate aqueous salt solution. An average of five samples was used for each sample and the results were averaged to obtain mean value and standard deviation (SD).
Fourier transform-infrared spectroscopy
Fourier transform-infrared (FT-IR) spectrums of the PVA/SPW composites were recorded by a Perkin Elmer Spectrum One spectrometer having a wavelength in the range 370–4000 cm−1. Test samples were pulverized with KBr and pressed into transparent discs for analysis.
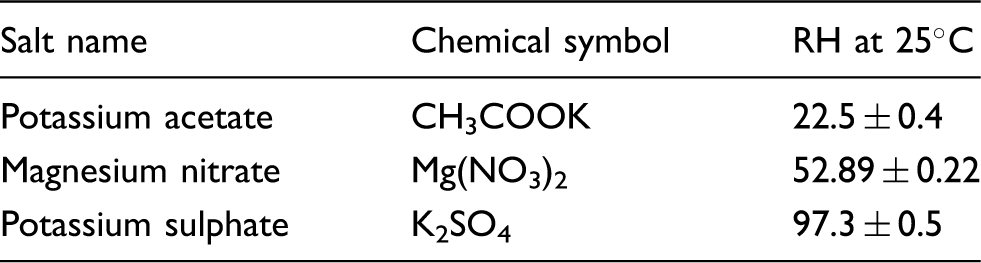
Moisture sorption experiment

Equilibrium RH values for selected saturated aqueous salt solutions
Rheology
The rheological properties of the extruded composites were studied using Gottfert® Rheograph 75 capillary rheometer equipped with a capillary length/diameter ratio (L/D) of 10 and 20. Samples were dried in a dessicator for at least 1 week before testing. The sample melts were extruded at 190°C with an apparent shear rate (ɣ˙) varying from 50 to 1000 s−1 to investigate the melt flow behavior of the composites. The Rabinowitch and Bagley corrections 15 were applied to these experimental data.
Thermal characterization
Differential scanning calorimetry (DSC) measurements was carried out using Perkin Elmer DSC 7 to determine the PVA/SPW composites melting temperature (Tm) and heat of melting. Approximately 10 mg of the PVA/SPW for each composition was used for the DSC measurements. The measurements were conducted in a nitrogen atmosphere with a heating rate of 10°C/min. The temperature range used for these materials was 30–230°C.
Results and discussion
Extrusion processing and physicomechanical characterization
The PVA/SPW composites were successfully extruded using the selected processing conditions. Extrusion instabilities were observed for all the formulations and increased when the higher content of PVA, causing some surface irregularities of the extrudates. These irregularities include ‘shark skin’, die swell, air bubbles, and wave distortion of the extrudates. When the PVA concentration >60 wt%, the wave distortion and die swell became more pronounce. An observation of fine air bubbles in the composites proves that evaporation of water has occurred in the screw. This defect became more obvious when the PVA concentration increased. The air bubbles are defect initiators which cause the composites display non-isotropic strength and thus producing defects during extrusion. 16 The dilation of PVA/SPW composite pellets from extrusion die increased at higher PVA content. This is because at high loading of SPW, most of the water added has been used in the gelatinizaition process of starch granules in the composites. At low concentration of SPW, the SPW granules were probably encapsulated in PVA matrix which impeded proper water removal. The extrudates have retained heat and trapped gases which acted as the main threats for wavy distortion of the extrudates. These observed defects are believed to affect the mechanical properties of the composite and the extent of works can be interested for future study.
Density of PVA/SPW biocomposites and their pure components
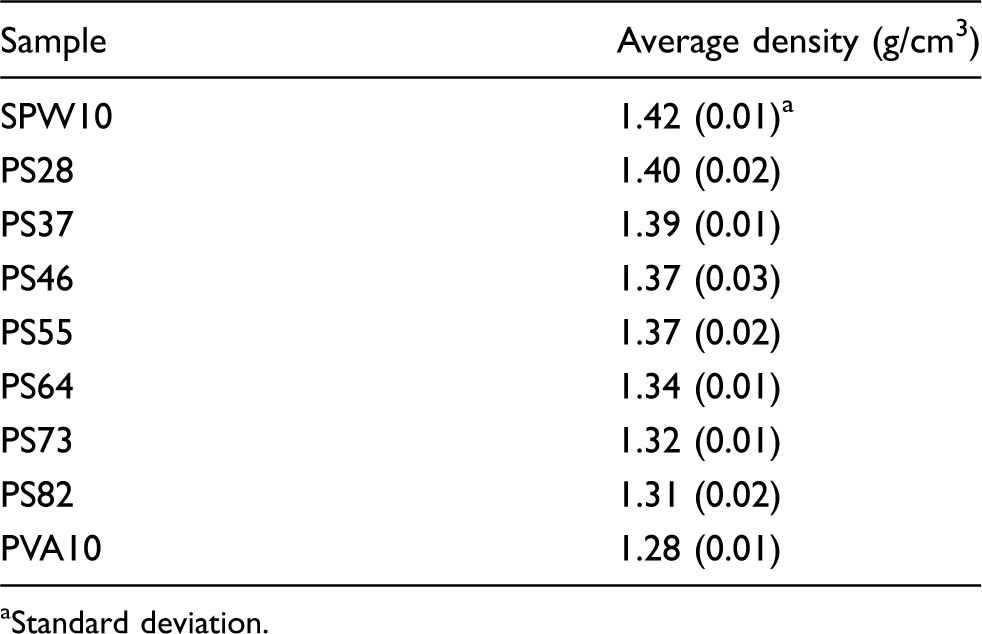
Standard deviation.
Figures 1 and 2 illustrate the plots of Young’s modulus and tensile strength of PVA/SPW composites. Initially, Young’s modulus increased rapidly with increasing SPW content up to 50 wt% of SPW (from 16.98 to 139.45 MPa) and continued to increase gradually thereafter (from 139.45 to 171.79 MPa). As the amount of SPW increased from 50 wt% to 80 wt%, the modulus increased steadily from 139 to 172 MPa while tensile strength reduced slightly from 4.31 to 3.03 MPa. The slight changes in the modulus and tensile strength indicated that presence of optimum interactions between PVA and SPW. When PVA is blended with a starchy and lignocellulosic SPW, a large number of hydroxyl groups remain associated with each others by intermolecular and intramolecular hydrogen bonding between the PVA, SPW, and the plasticizer.13,17 The presence of hydrogen bond has induced stability in the blending system.
Young’s modulus of PVA/SPW composite as a function of different SPW composition. Tensile strength of PVA/SPW composite as a function of different SPW composition.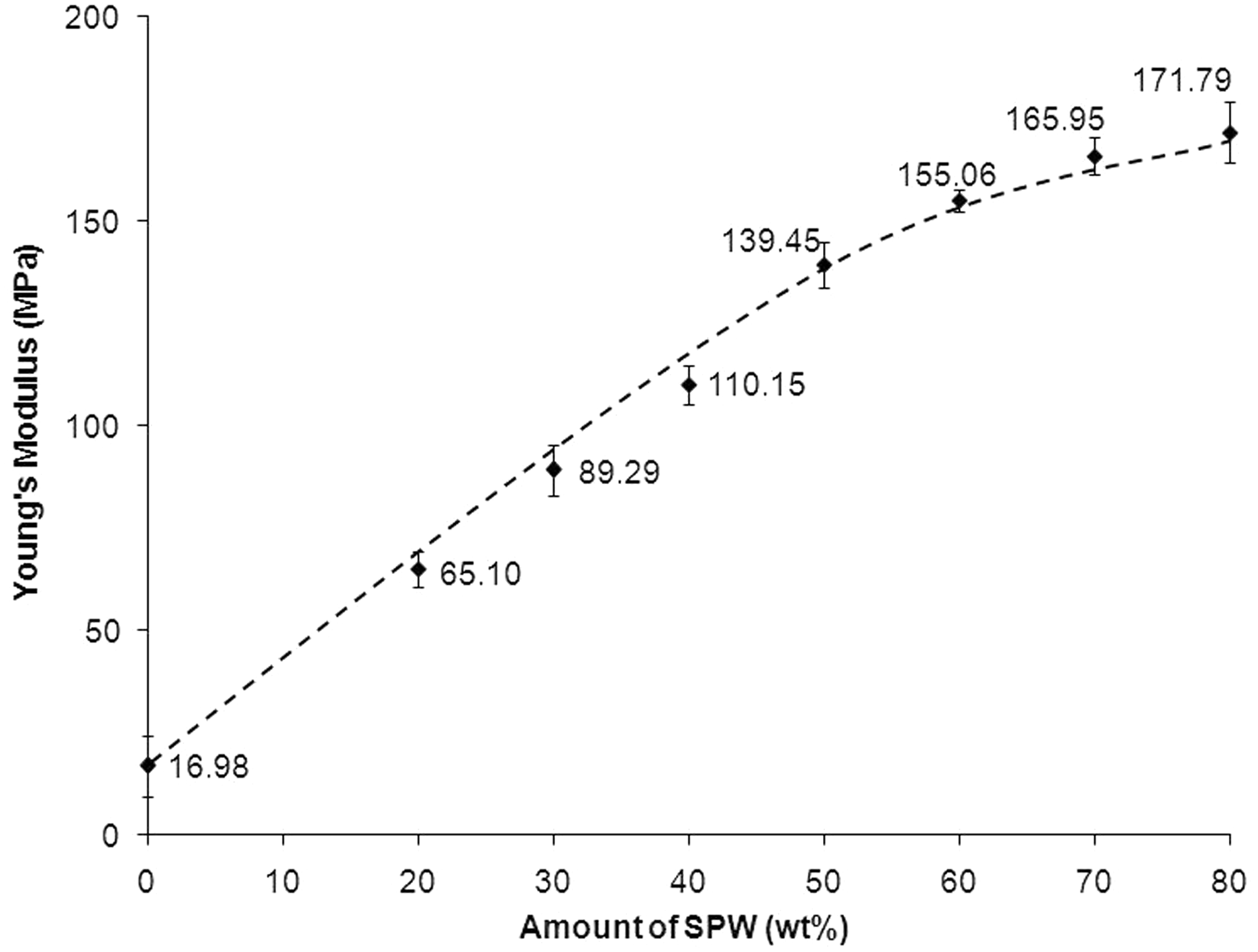
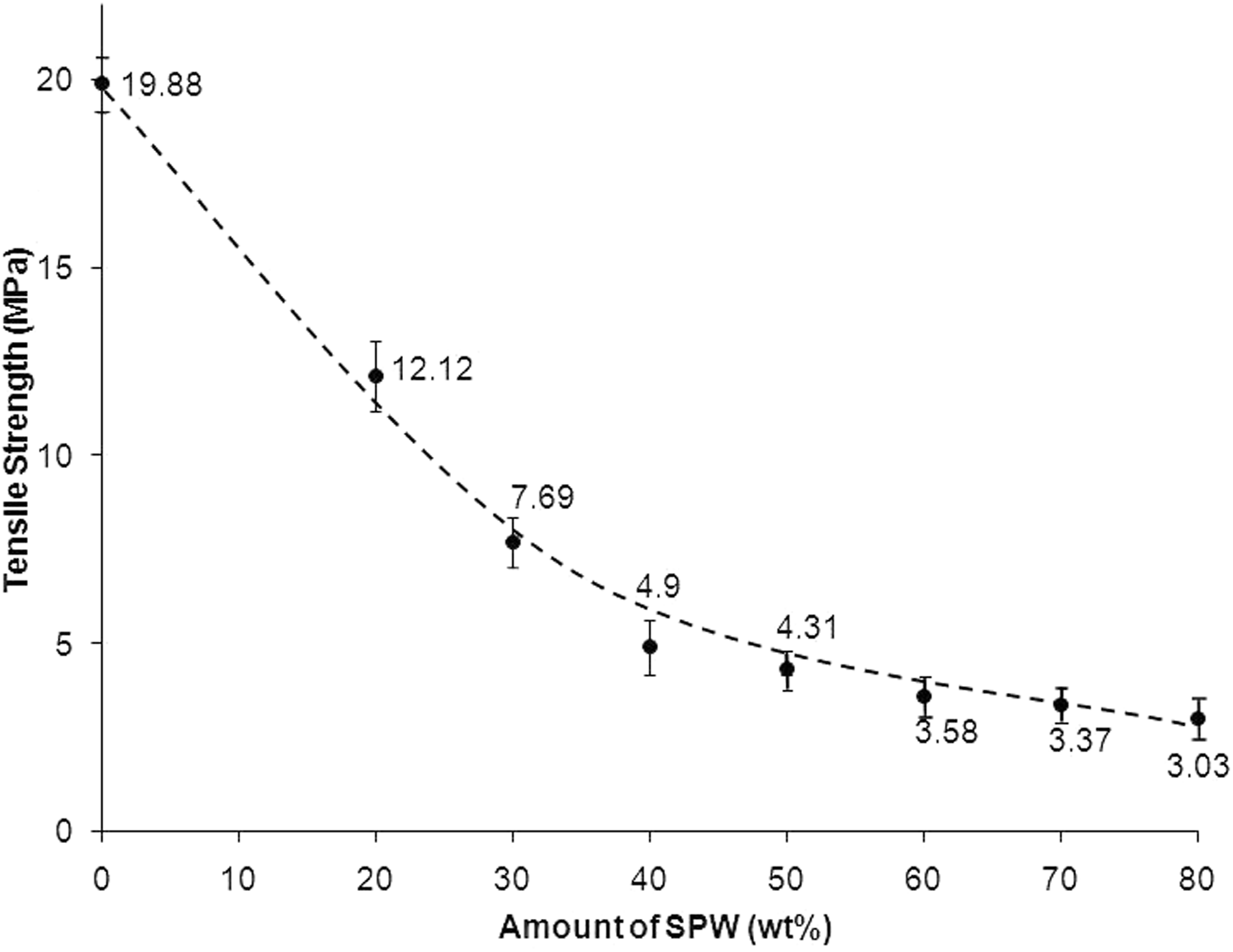
Incorporation of SPW improves the modulus since SPW has higher rigidity than PVA. However, the tensile strength has reduced concurrently. In other words, PVA was embrittled with the incorporation of SPW. Non-reinforcing filler is known to increase modulus and loss of tensile strength.18,19 The addition of SPW acts as a non-reinforcing filler caused reduction of effective polymer chains sliding during deformation when subjected to external forces and thus increases the modulus. Also, a rapid decrease in tensile strength was observed as the amount of SPW increased from 0 to 40 wt% (from 19.88 to 4.9 MPa) and further addition of SPW only decreased the tensile strength on a small scale (from 4.9 to 3.03 MPa). PVA/SPW has low tensile strength due to lack of entanglement and crystallization. This is not unexpected since other studies also indicated that the incorporation of lignocellulosic filler in thermoplastic matrix may not increase the tensile strength of the composite material.7,20 In fact, addition of starch generally results in an increase in stiffness, which corresponds to lower tensile strengths.21,22 Losing of strength with increasing natural fiber content is caused by the poor interfacial adhesion of the components. This means that the incorporation of SPW in the PVA matrix also introduces a new interfacial region that affects the stress transfer in the sample. Moreover, the loss of strength could also be due to variation of filler geometry such as lengths and irregularly shaped particles at different radii. The irregular starch and fiber particles with various granule sizes will not permit close packing of the granules. As a result, the applied stress failed to transfer throughout the samples effectively.
Fourier transform-infrared
The main objective of the FT-IR test is to investigate the extent of hydrogen bonding interactions in the PVA/SPW composites. The spectra of glycerol, PVA and SPW in unplasticized and plasticized states are presented in Figure 3. From the spectra of glycerol (Figure 3(a)), the peak frequencies at 1234 and 1337 cm−1 are the characteristics of C–H deformation vibration of secondary alcohol. The band at 1039 cm−1 is attributed to the strong C–O stretching vibration of primary alcohol in glycerol. Figure 3(b) and (c) illustrate the changes of the frequency in the region of the hydroxyl (−OH) group interactions. The investigation in this region able to detect the formation of hydrogen bonds between the native (unplasticized) SPW and plasticized SPW. The strong and broad absorption peak of the unplasticized SPW at 3392 cm−1 was assigned to the characteristic absorption peak of the stretching of –OH. The peak frequency was transferred to a lower frequency at 3344 cm−1 in the plasticized SPW. This is because the formation of intermolecular complexes within plasticized SPW induces changes in intermolecular vibrations. In other words, the original hydroxyl interaction in SPW was weakened by the formation of new hydrogen bonds between the SPW and glycerol during the plasticization. According to Huang et al.,
23
the wave number increases in relation to the strength of the interaction. This phenomenon was further explained by Griffiths and Haseth
24
that the axial and angular deformation frequencies of the bonds were altered when the formation of hydrogen bonds modifies the force constants of both groups involved in the bond. The intermolecular hydrogen bonding surpasses the ‘free’ hydroxyl groups and reduces the absorption frequencies.
25
Besides that, glycerol could form a more stable hydrogen bond with hydroxyl group in starch and lignocelluloses, thus causing a decrease in the frequency of plasticized SPW. The presence of glycerol decreased the frequency as it ascribed to C–O stretching of C–O–H at 1157 and 1052 cm−1, respectively and a C–O stretching of C–O–C in sago starch with its lignocellulose at 1026 cm−1. These particular three bands observed in unplasticized SPW were reduced to 1154, 1040, and 1020 cm−1 in the plasticized SPW. Such reduction was due to the formation of new and strong hydrogen bond between the SPW and glycerol which has taken place in original interaction in SPW. The new interaction between oxygen and hydrogen decreased the force constant between carbon and oxygen of the polymer when C–O group forms the interaction with other groups.
26
The FT-IR spectra of (a) glycerol, (b) unplasticized SPW, (c) plasticized SPW, (d) unplasticized PVA and (e) plasticized PVA.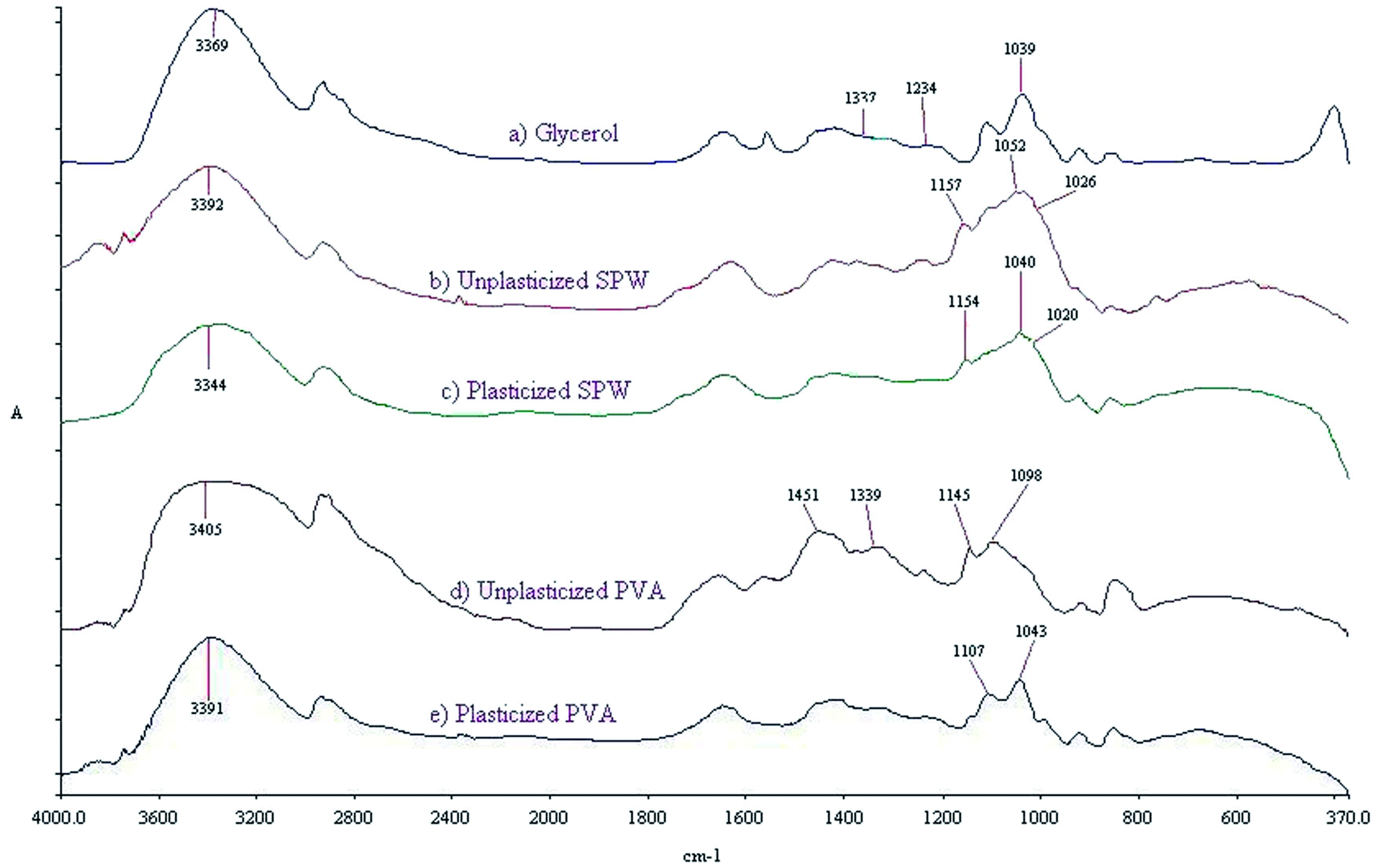
Figure 3(d) shows the spectra of unplasticized PVA. The observed 1145, 1339, and 1451 cm−1 peak frequencies confirm the C–H deformation vibration of secondary alcohol of the unplasticized PVA. Similar peak frequencies were recorded by Yang and Huang 27 in the FT-IR spectra of glycerol and PVA with the exception that the carbonyl peak 1738 cm−1 (carbonyl of vinyl acetate groups in partially hydrolyzed PVA) since the PVA used in this study is a fully hydrolyzed grade. When the PVA was plasticized with glycerol (Figure 3(e)), the broad band at 3405 cm−1 shifted to a lower frequency (3391 cm−1) due to the increase in hydrogen bonding interaction between PVA and glycerol hydroxyl groups. In addition, the glycerol plasticized PVA has a decrease of frequency from 1145 and 1098 cm−1 to 1107 and 1043 cm−1 compared to neat PVA. This indicates that higher hydrogen bond formation between the PVA and glycerol.
Figure 4 shows the FT-IR spectra obtained for the PVA/SPW composites with the PVA concentration varies from 0% to 100%. The SPW (denoted as 0% PVA) spectrum in Figure 4(a) displayed a typical profile of a polysaccharide within the 1200–930 cm−1 range (characteristic peaks attributed to C–O–C bond stretching). The strong peaks observed at 995, 1018, and 1080 cm−1 are the characteristics of the anhydroglucose ring found in starch and lignocelluloses. According to Soest et al.
28
the infrared band at 1018 cm−1 exhibits the characteristic of amorphous starch. The broad band at 3343 cm−1 of 0% PVA was due to hydrogen–bonded hydroxyl groups (O–H) in SPW. There was a shift toward attaining higher frequencies as the PVA concentration increased (3343–3403 cm−1) to 60% PVA. Upon 60–100% PVA, the O–H frequency shifts to a lower frequency (3403–3391), indicating an increase in hydrogen bonding interactions in these polymer composites. In conclusion, a positive interaction between PVA and SPW was found to be occurred for the concentration of above 60% PVA. The composites possesses favorable properties at high concentration of PVA.
FT-IR spectra of PVA/SPW composites with varying PVA content.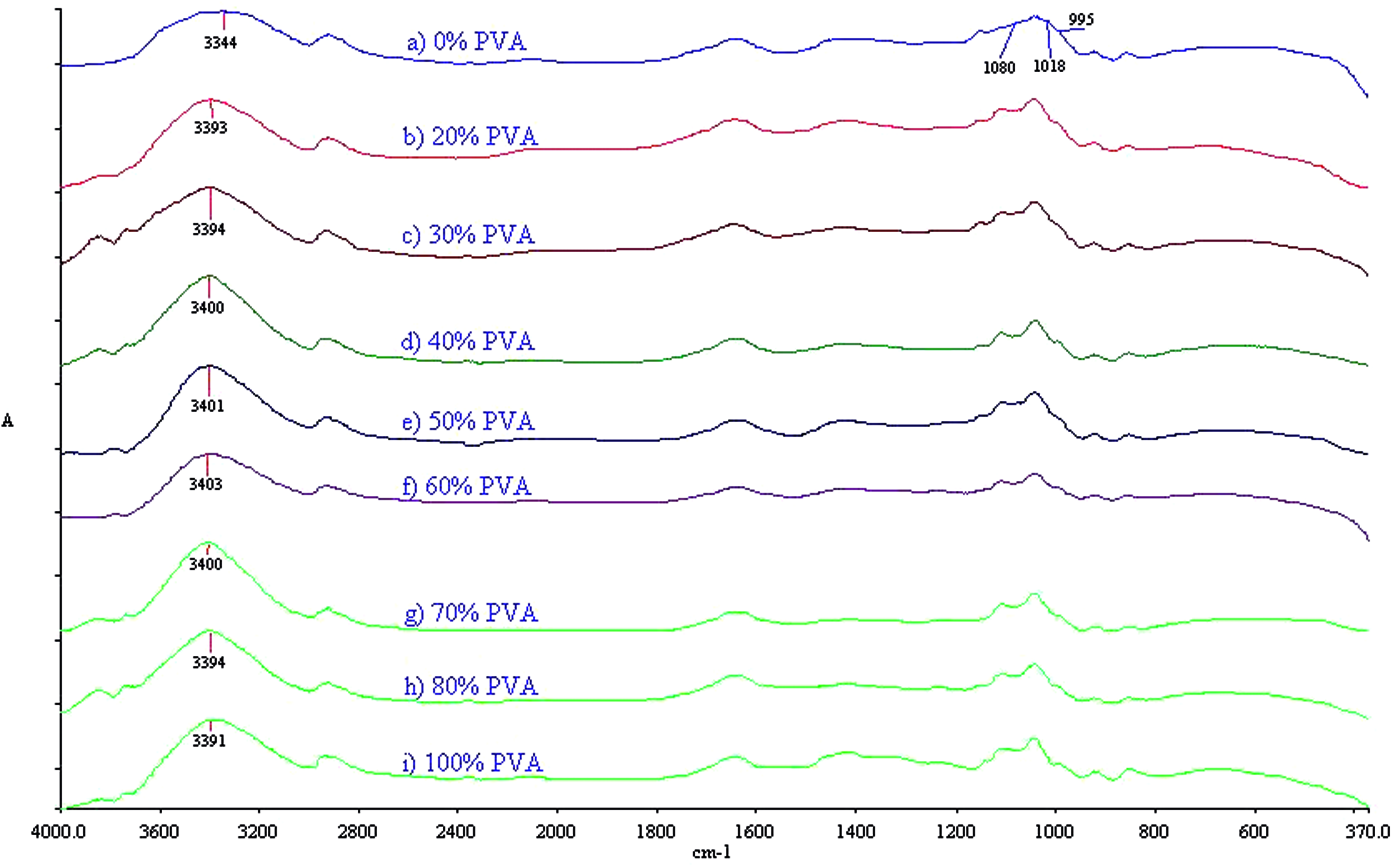
Moisture sorption
Figure 5 shows the moisture sorption behavior of 23%, 54%, and 98% RH of the prepared PVA/SPW composite films after two weeks of storage. By incorporating PVA from 20 to 80 wt%, the reduction in moisture uptake can be observed for all RH. For instance, the addition of 20 wt% PVA has led to a decrease of 33% water uptake of pure SPW. This result indicates a positive interaction between PVA and SPW. The reduction may be due to insolubility and poor swellability of PVA (though it is hydrophilic) in water in comparison to starch. Both PVA and SPW are semi-crystalline polymers consisting of crystalline and amorphous phases. It is known that starch has a lower degree of crystallinity and higher moisture sensitive than PVA. According to Mucha et al.,
29
the blend composition determines the moisture sorption that occurs mainly in the amorphous phase of a polymeric system. Since the amorphous regions of starch in the SPW consist of amylose and amylopectin is also in a disordered conformation, SPW contains higher amount of water binding sites. Furthermore, the formation of hydrogen bonds between PVA and SPW also contributes to the reduction in their ability to absorb water.
30
Besides that, pure PVA and SPW films were also prepared to compare the water sorption properties with the reference systems in the experiment. Pure PVA films gave a much lower water uptake than the SPW films. The differences in water uptake are more pronounced at high RH (98% RH). However, there were only limited freely available hydroxyl groups in the composites at low water vapor. Hydrogen bonding plays an important force against the vapor pressure in the adsorption mechanism at a low RH.
31
At 98% RH, the high water vapor pressure surpasses the hydrogen bonding in the composites, causing an increase in the freely available hydroxyl groups. The results concur with the work of Mucha et al.
29
who also found that the higher water activity has a higher measured moisture sorption. Thus, PVA/SPW absorbs a significantly higher amount of moisture in the higher RH conditions.
Water sorption isotherm for PVA/SPW composite films at 25 ± 2°C as a function of weight fraction of PVA.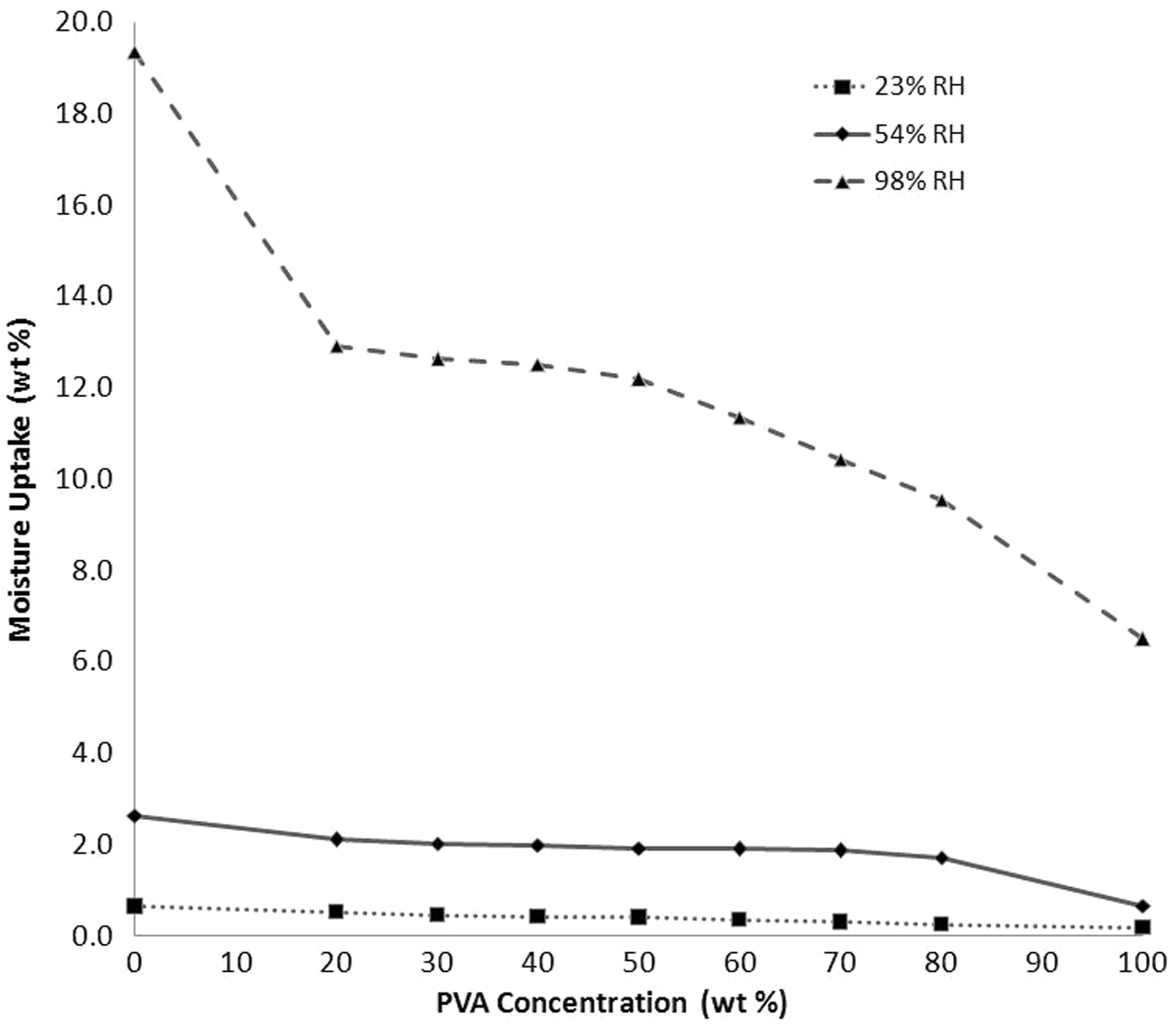
Rheology
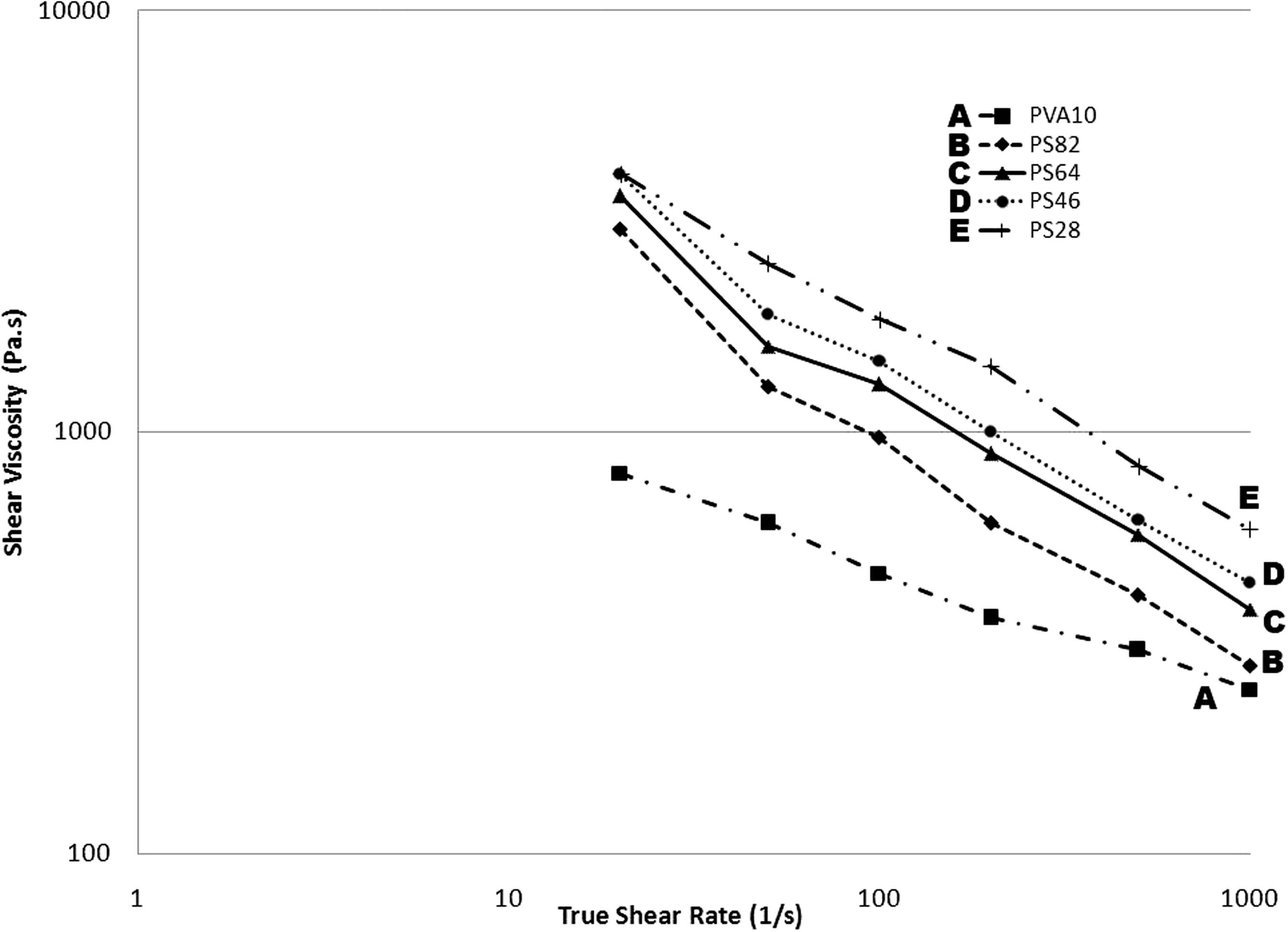
Figures 6 and 7 show the true shear stress and viscosity of molten PVA/SPW correspond to the function of true shear rate at 190°C. The shear stress increased (showing concave nature) while the viscosity decreased (linearly) as at higher shear rate. Obviously, the molten PVA/SPW exhibited a shear-thinning or pseudoplastic nature.
32
Such an observation was ascribed to the gradual destruction of the intermolecular action of starch granule and PVA. When the velocity gradient in the capillary die rises, the internal friction between molten polymer melts become insignificant. The stretching and orientation of the molecular chains along the flow direction has overtaken the polymer internal friction. This has severely damaged the interacting entanglements in the chain molecules.
33
The viscosity of the PVA/SPW composites increased with a higher SPW content. This phenomenon could be due to the rigid starch granules in the SPW of the PVA/SPW composite. In other words, when the SPW content increased, the composite was tightly packed with the higher rigidity SPW. Following this structural orientation, the composite melts were restricted from flowing smoothly in the narrow channel. Nevertheless, the arrangement of the molecules in the composite became more orderly at a higher amount of PVA. Consequently, the flow friction of the melt of the composite was reduced, thus producing a lower viscosity.
True shear stress as a function of true shear rate for PVA/SPW at 190°C for PVA10 and various compositions of PVA/SPW biocomposites. Melt viscosity as a function of true shear rate for PVA/SPW at 190°C for PVA10 and various compositions of PVA/SPW biocomposites.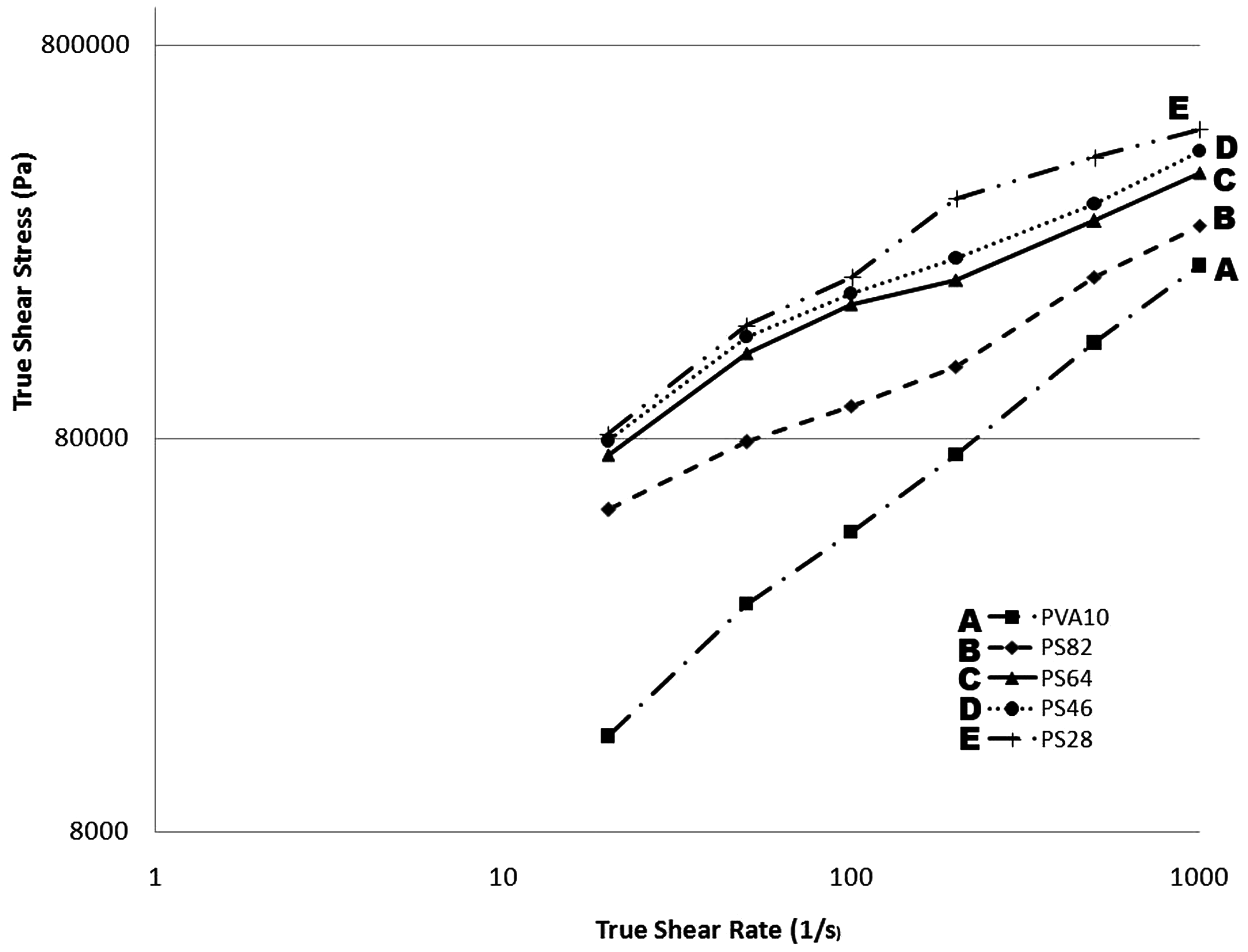
Differential scanning calorimetry
The thermal scans for DSC measurement were conducted from 30°C to 230°C. The particular thermal scanning range was selected to include a melting point of neat PVA at 230°C, but it was lower than 250°C to avoid dehydration of hydroxyl groups. 34 When samples were heated until reaching molten state, extra energy was required to vibrate and break up the bonds from the rigid arrangement. In general, the melting stage can be detected via the presence of endothermic peak in DSC thermograms. Incorporation of 80 wt% SPW in plasticized PVA matrix has caused a reduction of 8.19 J/g enthalpy during melting. The presence of enthalpy during melting indicates strong intermolecular interactions in the PVA/SPW composite, which may be attributed predominantly to the hydrogen bonds between PVA and SPW.
Onset and end-point melting temperature, experimental (ΔHm) and theoretical (ΔHmi) enthalpy of melting of PVA/SPW composite samples
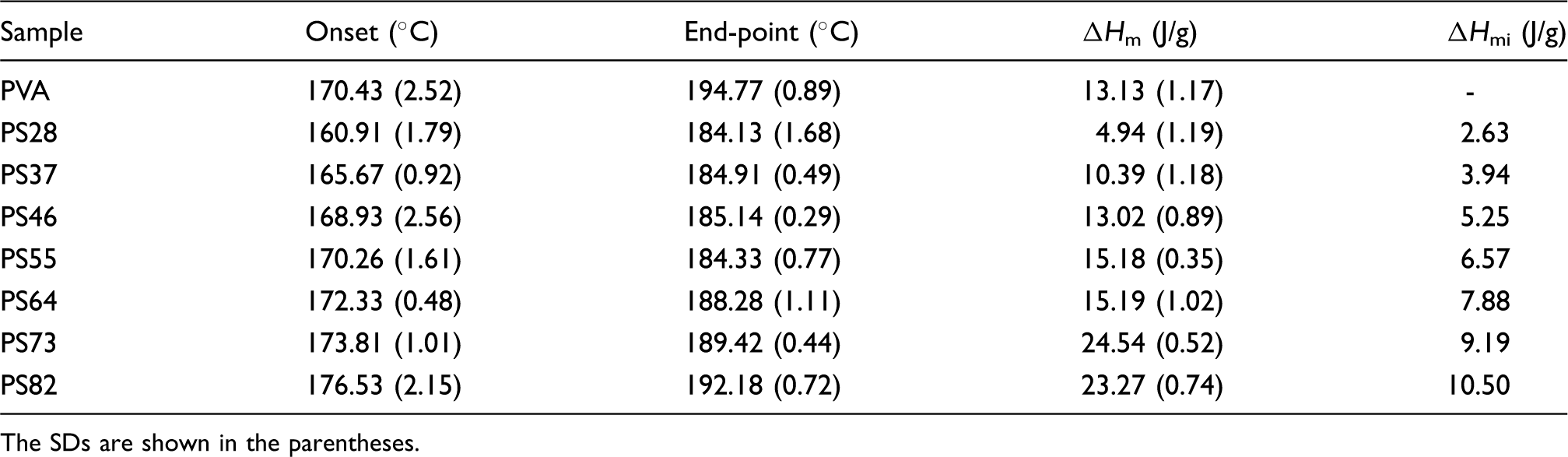
The SDs are shown in the parentheses.
As the amount of PVA in the blend was increased from 20 to 80 wt% (from PS28 to PS82), the onset temperatures were also increased gradually, while end points temperatures remained lower than the plasticized PVA. The increment in these onset temperatures from PS28 to PS55 was due to the composites which tend to react toward the thermal properties of PVA. But, when the loading of PVA exceeded 50 wt%, the increasing onset temperature overtook the neat PVA because of the synergistic effect between PVA and SPW. Blending of PVA and SPW is thermally preferable due to the unique helical structure of natural fibers containing in SPW having many hydroxyl groups directed outside 35 of the ring. The SPW has interacted and formed strong physical bonding with PVA. When PVA was introduced into a blending system containing fibers, the open hydroxyl groups in the PVA chains would interact freely with the hydroxyl groups of fibers. Hence, the interaction between PVA and fibers would be strong enough to produce synergistic effect attaining a higher energy stability hierarchy. Meanwhile, the incorporation of SPW has changed the entanglement structure by loosening the structure packing and thus kinetic energy requirement would be lower than the plasticized PVA itself. In other words, a lower temperature (end point) is required to achieve a fully molten state of the PVA/SPW composite.
The enthalpy of melting (ΔHm) also provides complementary information about physical bonding of the blending.
36
When ΔHm is higher than the theoretical enthalpy of melting (ΔHmi), there is extra physical bonding formation between PVA and SPW compared to neat PVA. This blending interaction is strong and favorable. Since natural fiber does not exhibit a melting stage, SPW has been assumed not to interact within itself and therefore has no impact on ΔHm. On the other hand, SPW molecules would interact intensively with PVA molecules to increase ΔHm as indicated by the results in Table 4. The theoretical ΔHmi increased proportionally with percentage of PVA in the blends. The experimental values of ΔHm follow the trend but tend to be higher than the theoretical ΔHmi. Initially, the PS28 had 2.31 J/g of ΔHmi more than ΔHm but as the amount of PVA increased, ΔHm of PVA/SPW composites started to deviate away from ΔHmi (Figure 8). The interaction between PVA and SPW accelerated rapidly with the increasing concentration of PVA and the ΔHm values of the composites were higher than the neat PVA from 50 wt% of PVA and onwards. The result shows that the molecular force interactions between PVA and SPW was so great that it was able to overtake the PVA itself. These outcomes indicate that the interactions between PVA and starch are reactive to induce synergistic effects with the minimum addition of PVA at 50 wt%.
Plot of experimental (ΔHm) and theoretical (ΔHmi) enthalpy of melting of PVA/SPW samples.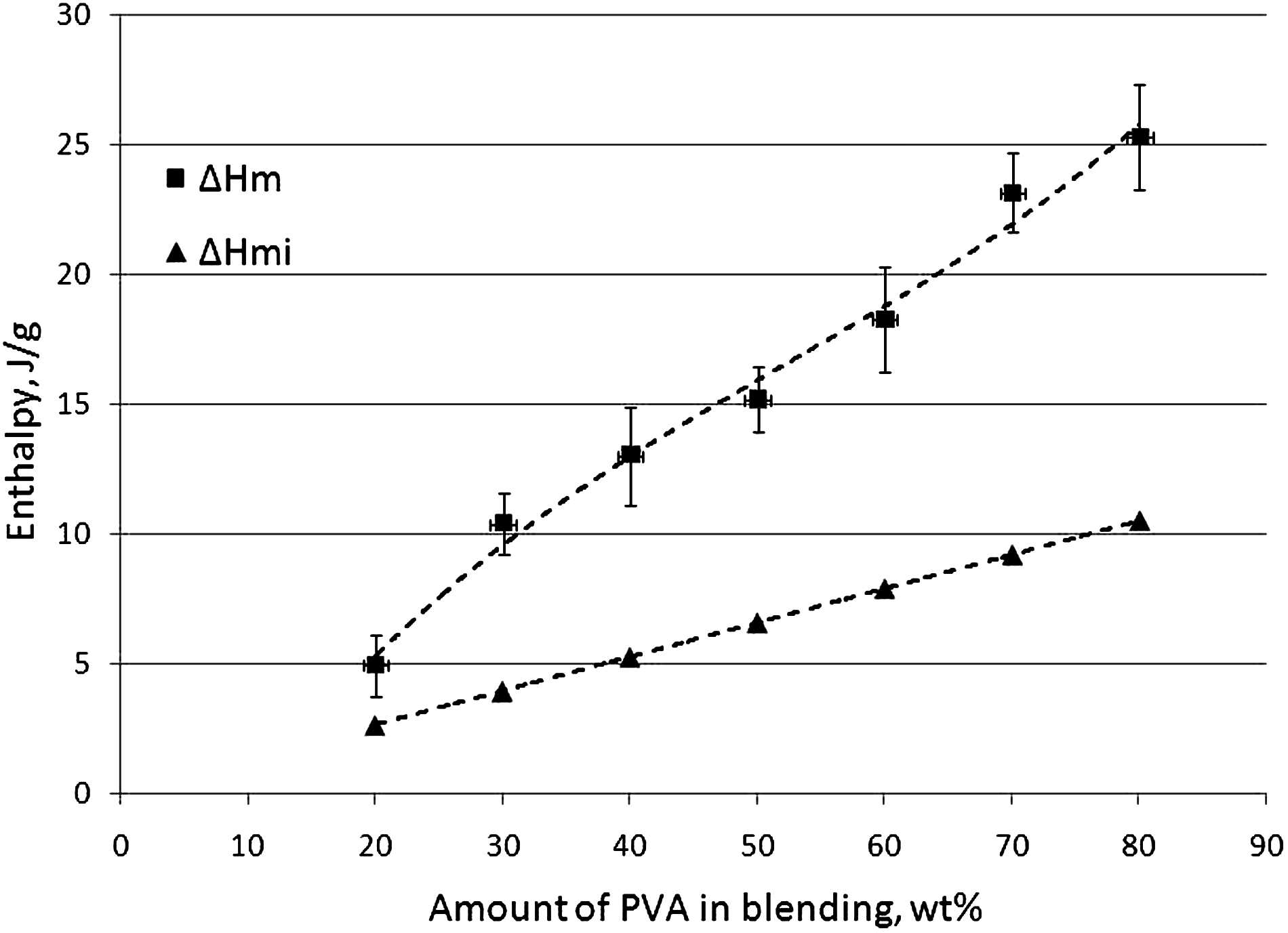
Conclusions
Extrudable PVA/SPW composites were successfully prepared in a twin-screw extruder using a one-step extrusion. Blending of SPW and PVA improved the tensile modulus, whereas the tensile strength reduced. This implies that the SPW has increased the rigidity of PVA. The formation of hydrogen bonds between the components of the composite was confirmed by an FT-IR analysis. The addition of PVA has reduced the water sorption of the composites especially at high RH. The extruded PVA/SPW composite melts resumed thermoplasticity and the melt behaved as pseudoplastic fluid. Moreover, the flow of the composites is greatly facilitated by PVA due to a noticeable reduction in their viscosities. The enthalpy of melting (ΔHm) of PVA/SPW has accelerated rapidly with the addition of PVA, and the ΔHm of PVA/SPW with minimum PVA loading at 50 wt% exceeded the ΔHm of the neat PVA. Also, the onset temperature of the composites has exceeded the neat PVA after 50 wt% of PVA loading. To summarize, the molecular force interactions between PVA and SPW at high loading of PVA are great that they could overtake the PVA itself. These outcomes indicate that the interactions between PVA and SPW are reactive to induce synergistic effects.
Footnotes
Acknowledgment
The authors are grateful for the financial support from Ministry of Science, Technology and Innovations (MOSTI) by The Federal Government of Malaysia-Putrajaya under E-Science Fund 03-01-06-SF0468.