
Abstract
Aluminum alloy reinforced with silicon carbide particles is a favored particulate metal–matrix composite which exhibits qualities like excellent strength-to-weight ratio, high thermal conductivity, hardness, and low coefficient of thermal expansion. Unfortunately, the same properties make them difficult both in manufacturing as well as machining. In this study, stir-cast A356/SiCp metal matrix composite is machined using electrochemical machining. Experiments are conducted by following Taguchi’s L27 orthogonal array design of experiments. Four independent variables, namely applied voltage, electrolyte concentration, electrode feed rate, and amount of reinforcement, are chosen and the metal removal rate is determined. A multilayer artificial neural network with back-propagation technique is employed to model the experimental data. A comparison made between predicted values and experimental values reveals a close matching with an average prediction error of 6.48%.
Introduction
Metal matrix composites (MMCs) find most of their applications in aerospace industries where their high strength-to-weight ratio provides a weight saving alternative to conventional materials. Though MMCs are manufactured with different methods, stir-cast composites are commercially more advanced of these MMCs where either low-cost silicon carbide or aluminum oxide particulate is used as reinforcement. According to Hashim et al., 1 inspite of difficulties encountered in producing MMCs through stir-cast route, the method still seems to be a cost-effective one. Almost any aluminum alloy can be used as a matrix material and the amount of reinforcement can be readily varied from less than 10% to over 30% by volume. But the tendency of the hard and abrasive particles, used as reinforcement, poses machining difficulty. Researches in several aspects are going on to overcome the above problem as many of the industrial components require machining. Different tooling with variety of materials and coating are tried with conventional machining and few reports are available on nonconventional machining of MMCs. While these techniques have some limited utility, each one has its own drawbacks either as tooling deficiency or in sustaining economical viability. Thus, a need exists for a method and apparatus which provides a means for machining MMCs having hard and abrasive particulate together with a soft metal matrix. For any machining operation, the key factor of interest is to know the volume of material removed in the given time. Therefore, it is also necessary to develop a model that helps in predicting the amount of metal removed for the given input conditions.
Background
Among several MMCs, aluminum matrix composites (AMCs) with silicon carbide as reinforcing element are becoming most advantageous because of their low cost. Their applications are limited mainly due to the difficulty encountered in shaping them by metal removal.
Barnes and Pashby 2 have demonstrated that composites containing reinforcement like SiC and B4C cause heavy tool wear and conventional tools are unable to machine. In conventional machining of MMCs, several research works have been done 3 – 7 on tooling systems and on the study of process parameters. Works using nonconventional machining techniques like electro-discharge machining (EDM), abrasive jet machining (ABM), and laser machining (LM) are also found in literature.8,9 From these studies, it is understood that EDM produces relatively low sub surface damage 8 to the work material, whereas ABM results with slotted edge damage and more likely suitable for only rough cuts, while LM causes significant thermal induced microstructural changes in the machined surface. It is believed that electrochemical machining (ECM), in which the metal removal is due to ion displacement, can overcome these difficulties.
Hihara et al. 10 have reported that ECM can be applied to machine MMC. The relative strength of ECM and EDM activities in machining MMC is studied by Liu et al. 11 Their results revealed that high applied current or electrolyte concentration increases the metal removal rate (MRR). But so far, there is no appealing methodology presented to predict the MRR in ECM for various reinforcement volumes. In this study, ECM of AMC is made to develop a model, including process and material characteristics, to predict the MRR. Since the process involves too many variables and that too the work material is a composite material, the theoretical relations will not hold good in predicting the output with reasonable accuracy. Artificial neural network (ANN) which is applied to such kinds of industrial problems is a reliable modeling technique. ANN is comparatively good in judging the tool wear in machining AMC material, especially in nonlinear region. 12 Pendse and Joshi 13 have applied ANN for modeling in machining discontinuously reinforced AMC. An ANN model developed for the prediction of surface roughness during machining of Al/SiCp composites was able to predict surface roughness with an average prediction error of 8.73%. Shang and Sun 14 have demonstrated the capability of feed forward–back propagation neural net in estimating the anode accuracy in ECM with a prediction accuracy less than 10%. The optimal machining parameters, in manufacturing aero-engine blade in ECM, were identified by using ANN back-propagation network. 15 Jerzy Kozak et al., 16 who have developed software for simulation of ECM process with universal spherical tool electrode, have used neural network for machined surface prediction and optimization. Pang et al. 17 have succeeded in applying back-propagation network ANN in ECM for predicting the anode shape from the given cathode shape.
In this study, the work material, particulate-reinforced AMC, prepared by stir-cast method, is machined using ECM setup. The effects of applied voltage, electrolyte concentration, electrode feed rate, and SiC content on MRR are studied. Using the experimental data, an ANN model is trained to predict the MRR.
Experimentation
MMCs can be produced by different methods which are majorly classified as solid-state route, liquid-state route, and spray method. Liquid-state route is an easy production route for manufacturing particle reinforced aluminum alloys that require metal mixing or stirring.
Work material
AMC work materials are prepared with A356 aluminum alloy (See Table 1 for chemical composition) reinforced with 5%, 10%, and 15% SiC by wt using stir-cast method. The modified method of preparing composite materials, studied by Ahmed et al.,
18
have shown that preheating of reinforcing particle decreased the porosity occurrence in the solidified castings for a total of 68%. The processing steps followed for preparing AMC,18,19 used in this study are shown in Figure 1.
Process flow chart of MMC production. Composition of A356 aluminum alloy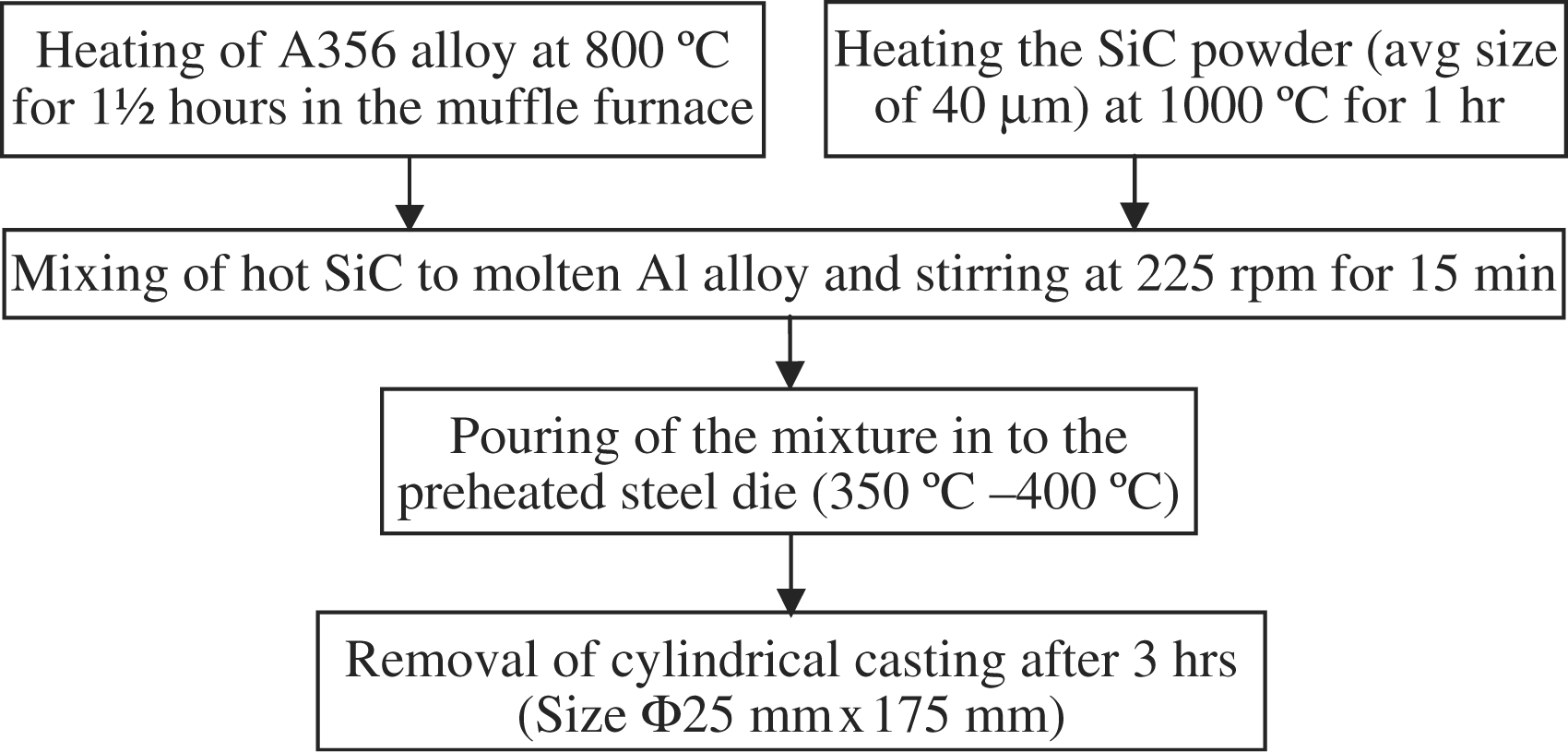

The work material micrographs, obtained through scanning electron microscope (Figure 2(a)–(c)), show the presence of silicon carbide particles in the matrix alloy for different proportions.
Microstructure of AMC with silicon carbide of (a) 5 wt%, (b) 10 wt%, and (c) 15 wt%.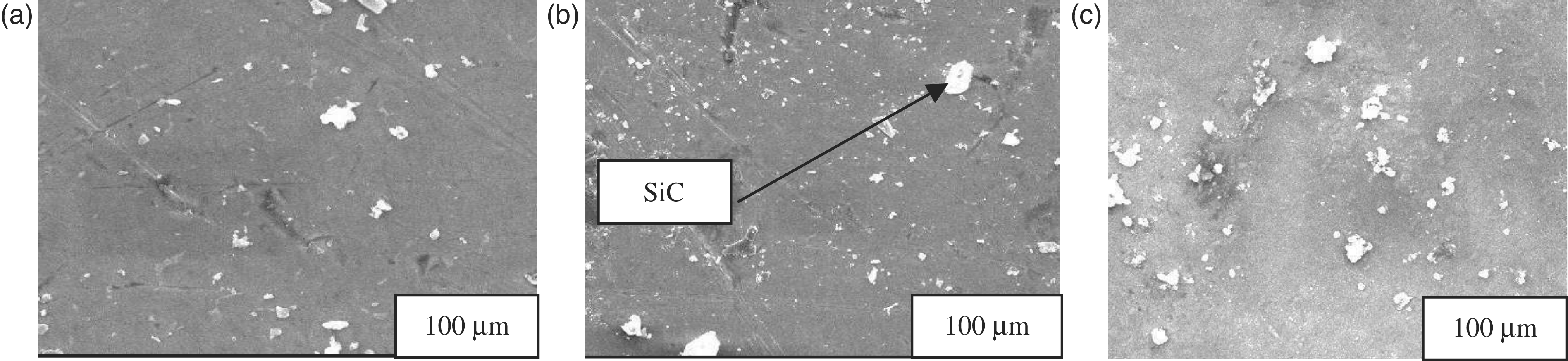
Experimental design
ECM is an appreciable choice where high material removal is needed from high-strength alloys of difficult-to-cut nature. 20 In ECM process, usually, the work piece behaves as anode as the material removal should take place and electrode as cathode. Copper, being the good conductor of electricity and heat, is the common electrode material. The electrolyte may be any organic solution that is electrically conductive, and a means is provided to flow the pressurized electrolyte in the inter-electrode gap (IEG), the gap between electrode and work material surface. In our study, IEG is maintained as 0.3 mm. This small distance, while the tool advances during machining, may produce sparking in the presence of debris and this can be avoided by allowing a flow rate more than 3 lpm. 21
Experiments are planned according to the Taguchi’s L27 orthogonal array
22
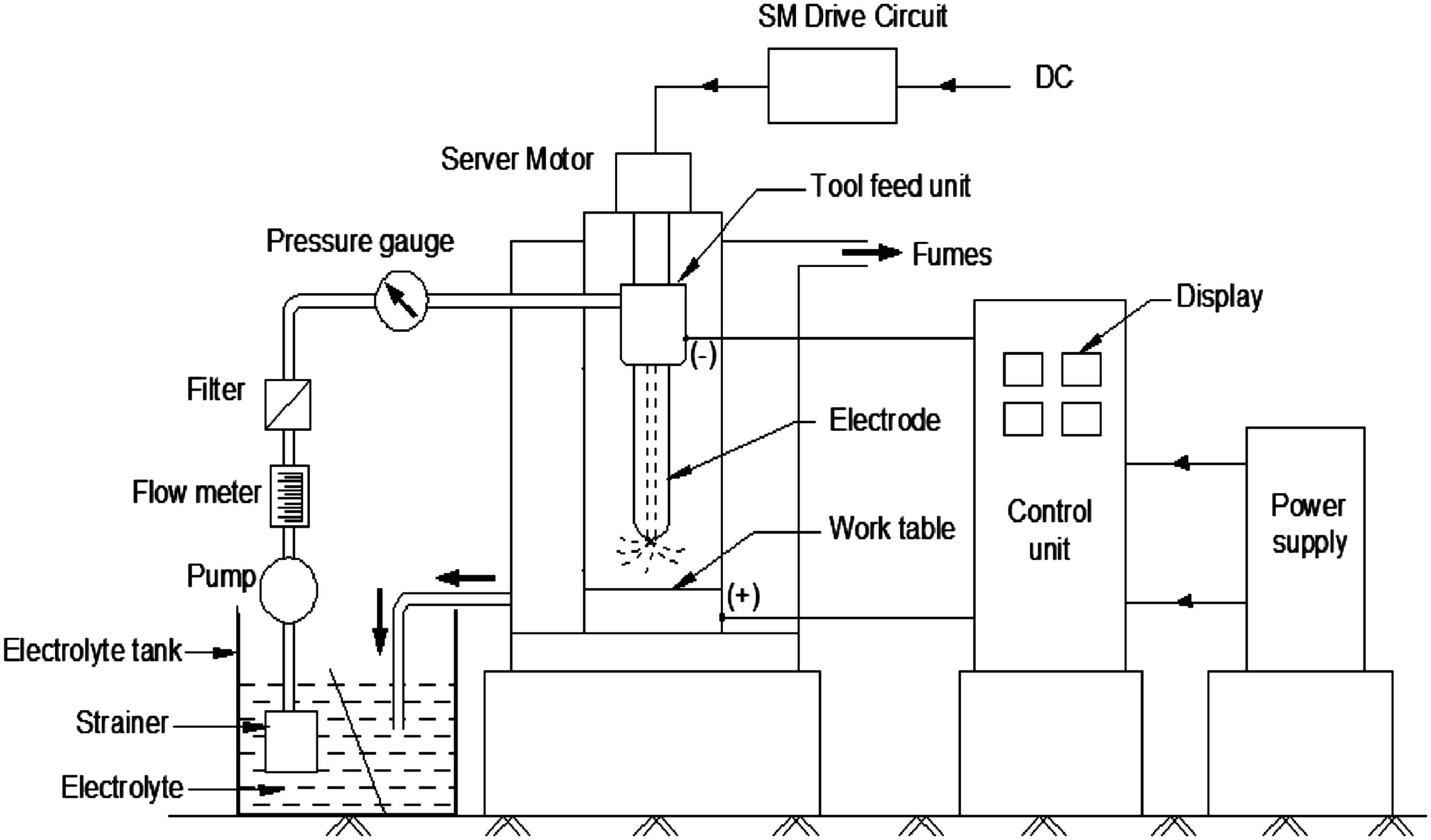
as his parameter design is widely used in conducting and analyzing experiments for optimization.23,24 The method helps in reducing cost, material, and time in conducting experiments and makes the process robust i.e., least sensitive to uncontrolled factors involved in experimentation. Three ECM process parameters namely, applied voltage, electrode feed rate, and electrolyte concentration are chosen based on the past literature.20,25,26 The fourth factor, volume fraction of reinforcing particles, is included upon authors’ intuition. The levels of the selected factors are detailed in Table 2. The columns of L27 (313) orthogonal array are assigned with factors and interactions according to linear graph given in Figure 3. Two replications for each run is conducted on an ECM setup EC MAC-II ECM model (Figure 4) with a machining duration of 10 min per run.
Linear graph for L27 (313) orthogonal array. Schematic view of an ECM setup. Factors and levels used in experiment based on Taguchi’s method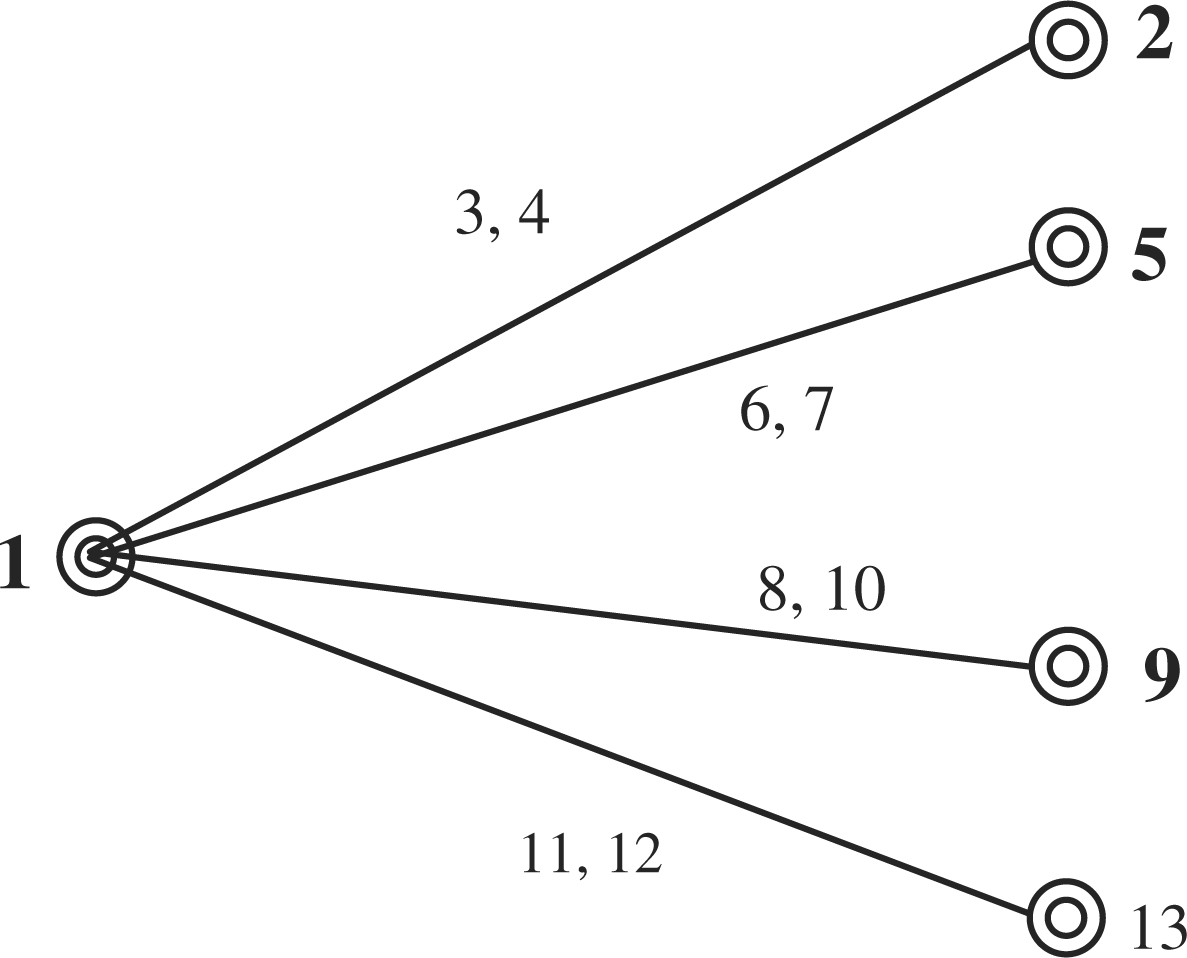

ANN architecture
In training the neural network, back-propagation algorithm, which is built on high mathematical foundation, is a systematic approach that has very high application potential. The method is successfully applied for a wide range of industrial problems. 12 – 15 Using only one input and output layers, it is capable of solving problems of very simple nature and in most of the cases, a single hidden layer is capable of producing good results. 27 There are many ANN learning algorithms available and in this article the feed forward – back propagation algorithm is used for training the neural net. For every set of input data (in this case it is 4), an error between the result at output layer and the actual value is calculated and the weights between the set of nodes are adjusted to minimize this error. This is done by correcting weights from output layer to input layer via hidden layer and hence the name back propagation.
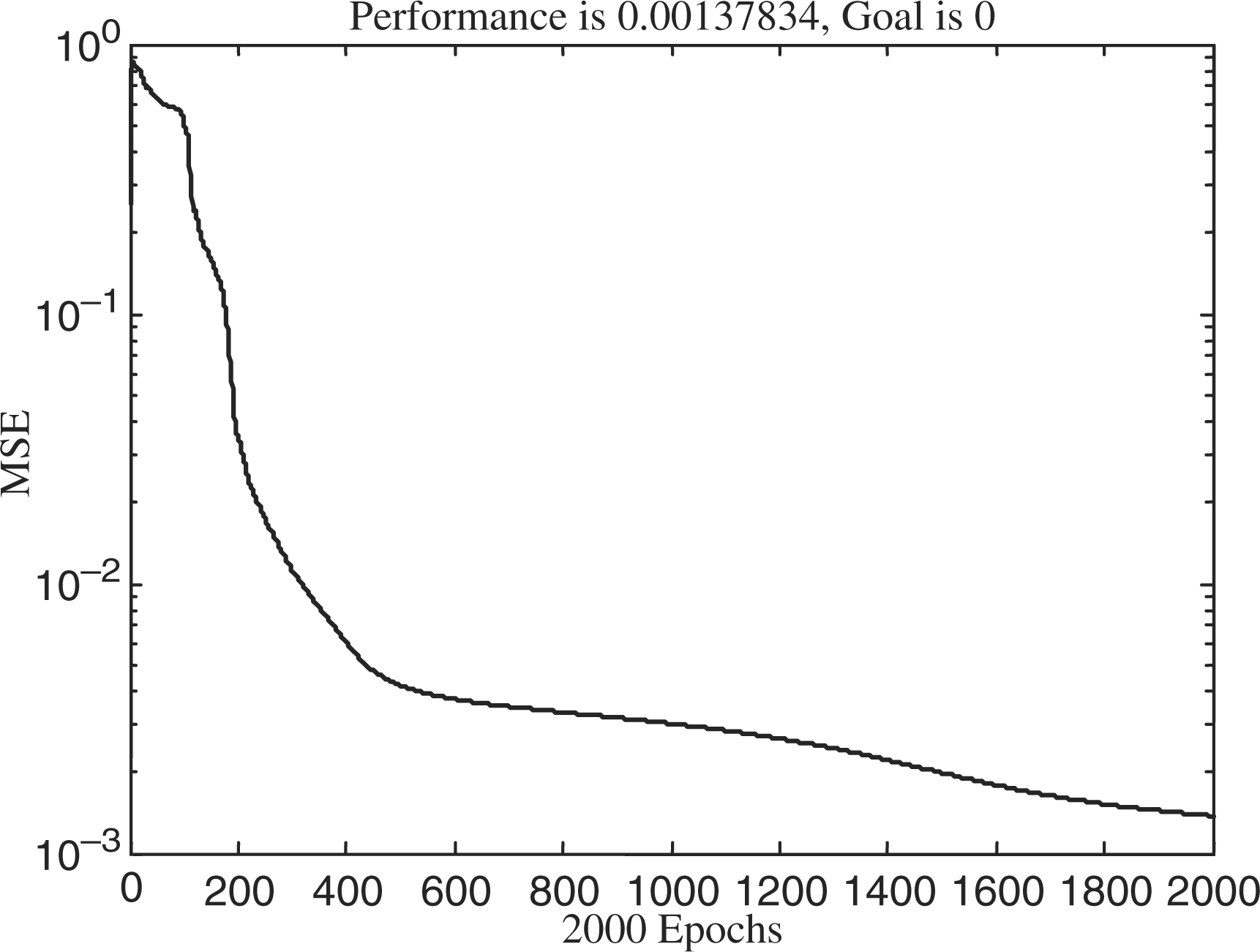
The number of neurons in the input and output layers are decided based on the number of input factors available and output responses, respectively. The number of neurons used in the hidden layer is determined based on trial-and-error method.12,28,29 Here, it is tried with two to nine neurons in the hidden layer and for our experimental data, it is found that hidden layer with seven-neuron structure produced the least mean square error (MSE) of 1.378E-03. Hence, the structure 4-7-1 is finalized.
Typical structure of the ANN system and calculated MSE of the system are respectively illustrated in Figures 5 and 6. The error curve is obtained with learning rate of 0.9 and a momentum coefficient of 0.9.
An ANN structure. An error curve of MSE.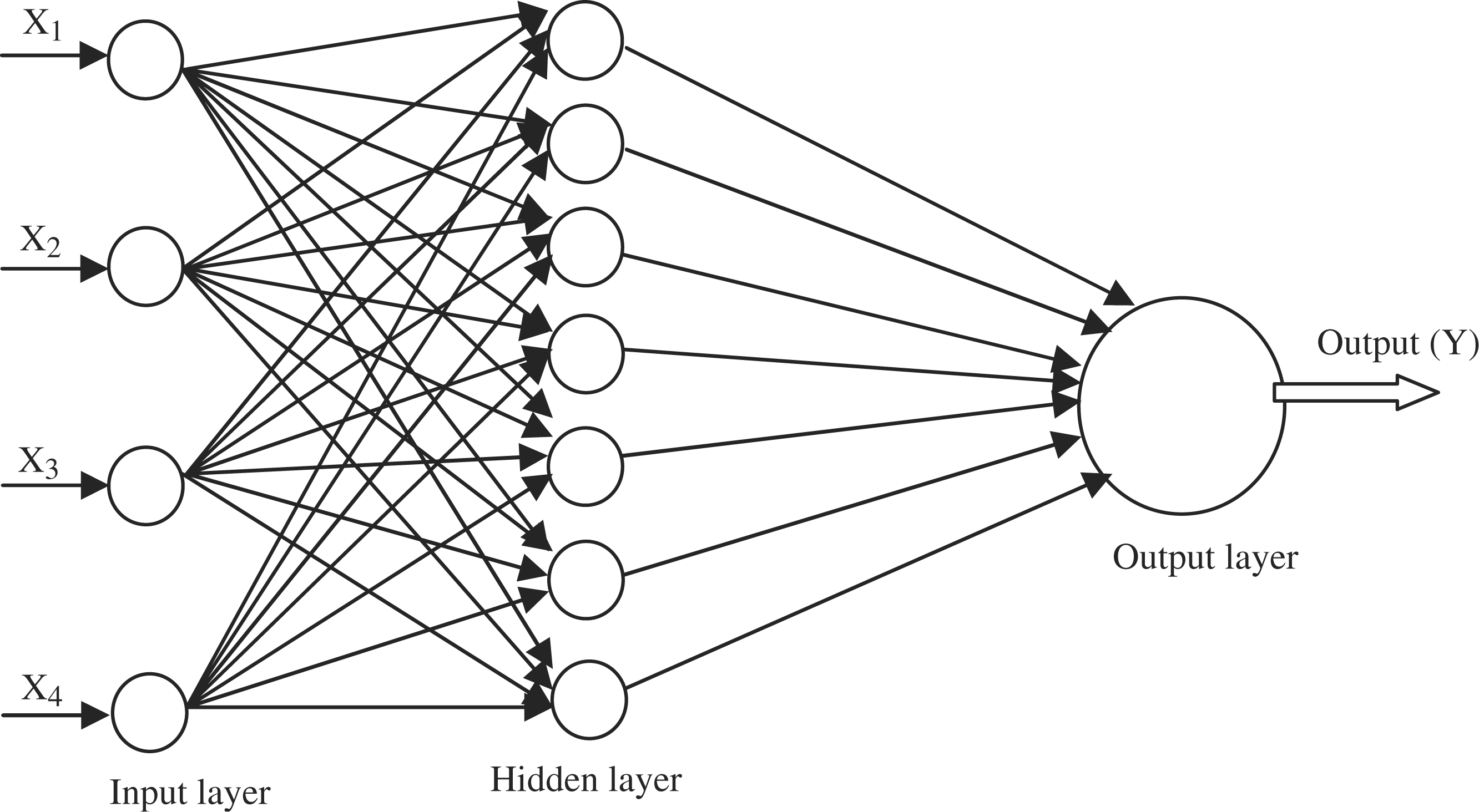
The Equation (1) gives the bipolar sigmoid activation function (with steepness parameter σ), which is used to estimate the output of a neuron that receives input (except neurons in input layer) from other neuron(s) ahead of the network.
29
When a set of input pattern (x) is given to the input layer, the responses of hidden layer (h) and the output layer (o) are computed in this fashion. Suppose M and N are the weights of hidden and output layers, respectively, and the transfer function (bipolar sigmoid) is represented by the symbol F; then, the outputs of the aforesaid layers can be determined, as shown in Equations (2) and (3).

The internal error is first calculated for the output layer and then back propagated to the hidden layer. The weights of the links are adjusted to minimize this error and again the error is calculated with new weights. This is called as an ‘epoch’ and training of the net would stop if any one of the criteria is met. Using Equation (4), the prediction error of the ANN system can be determined.
13

Results and discussions
Experimental results for MRR
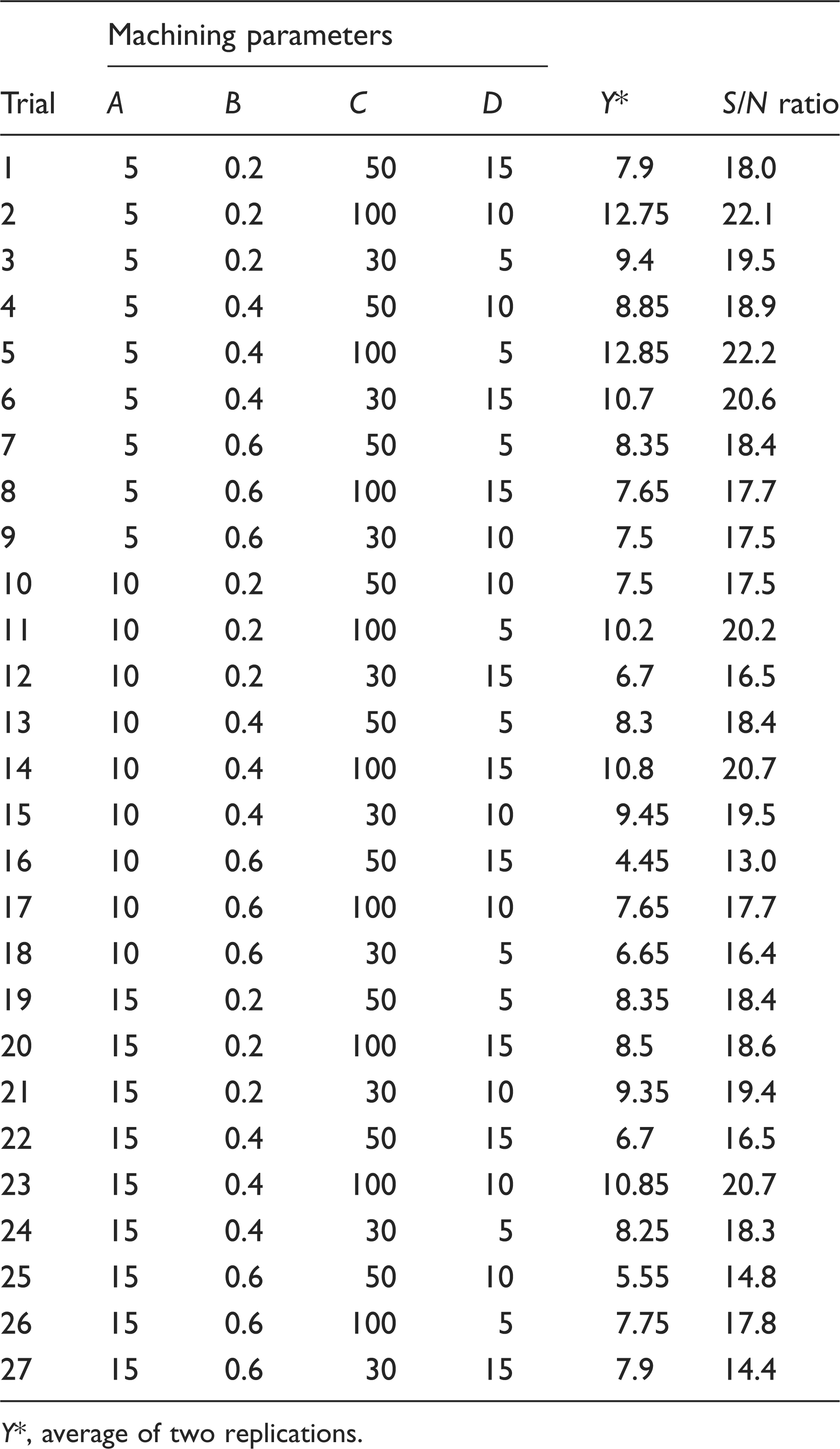
Y*, average of two replications.
Analysis of S/N ratio
Conclusions may be drawn by plotting graphs for mean value of MRR and mean S/N ratios (Figure 7) at each level of the factors. The S/N ratio is calculated in such a manner that the higher value always yields better result.
Response graph for mean value of S/N ratio showing the effects of voltage (A), feed rate (B), electrolyte concentration (C), and SiC content (D).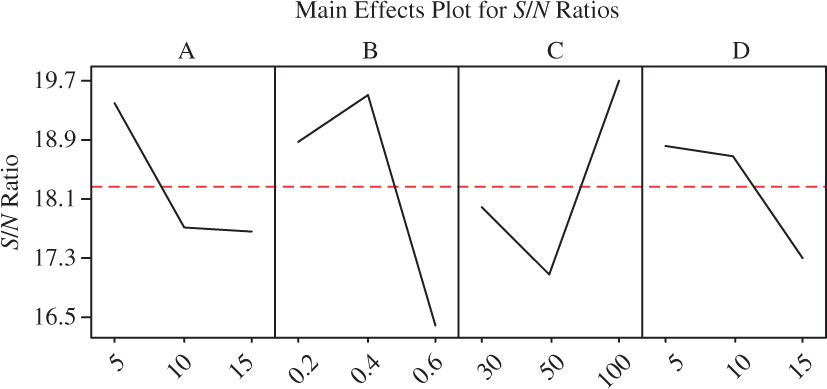
Referring to Figure 7, increase in voltage reduces the MRR. Usually, increasing voltage will enhance the number of active ions evolving in the electrolyte and further the MRR. In this particular case (7A), as the flow rate is maintained at constant level, the unflushed debris present between tool and work may lead to short circuiting and end up with a loss of current. However, the increased flow rate may show some different phenomena. It is seen from response curves for mean S/N ratio (7B) that the electrode feed rate of 0.4 mm/min produces maximum output among the three values.
At higher feed rates, for the given voltage and electrolyte flow rate, the number of active ions generated is not sufficient to maintain the required electrode gap. This causes short circuiting and ends up with reduced MRR. The results also reveal that highest electrolyte concentration removes more metal (7C). This happens because the electrolyte solution is the source from which ions for dissolution process are generated. The number of ions is directly proportional to the electrolyte concentration. Figure (7D) shows that MRR decreases with increase in SiC content. There is no literature available to verify this result. Silicon carbide, being an inactive element during chemical reaction, will not affect the MRR directly. But the presence of this will bring down the area of matrix material exposed to chemical reaction. This may be attributed to explain the phenomenon.
Prediction of MRR
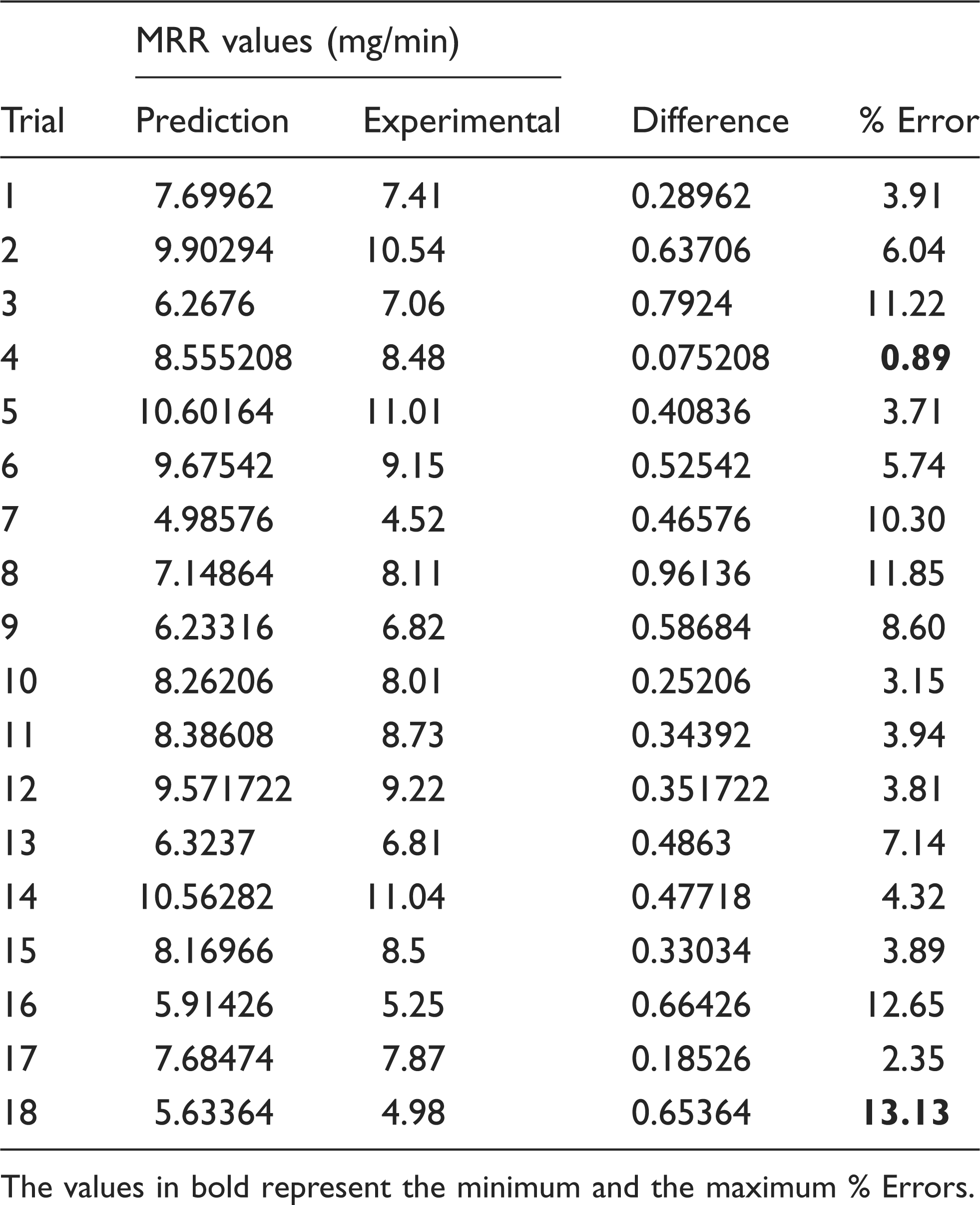
A multilayer ANN model is developed using MATLAB 7 software. Back propagation with a momentum factor is advantageous when some training data are different from the majority data. The total of 54 MRR values (27 trials with each two replica) is randomly divided into two groups. First group, used to train the net, is formed with 2/3 of the total data and second group, comprising of remaining data is used to test the trained model. By doing so, the network’s ability in computing, the output value (MRR) is tested with completely new inputs. From the graphical representation of computed and actual values (Figure 8), it is obvious that the MRR values derived from the trained ANN system are closely matching with the experimental values. From this comparison, the maximum, minimum, and average percentages of prediction accuracies are calculated and known to be 13.13%, 0.89%, and 6.48%, respectively (Table 4). This can still be improved by training the ANN system with more number of experimental results. Using this trained network one can predict the MRR for any combinations of the chosen factors within the range of values.
Comparison of the predicted values with experimental values. ANN prediction error The values in bold represent the minimum and the maximum % Errors.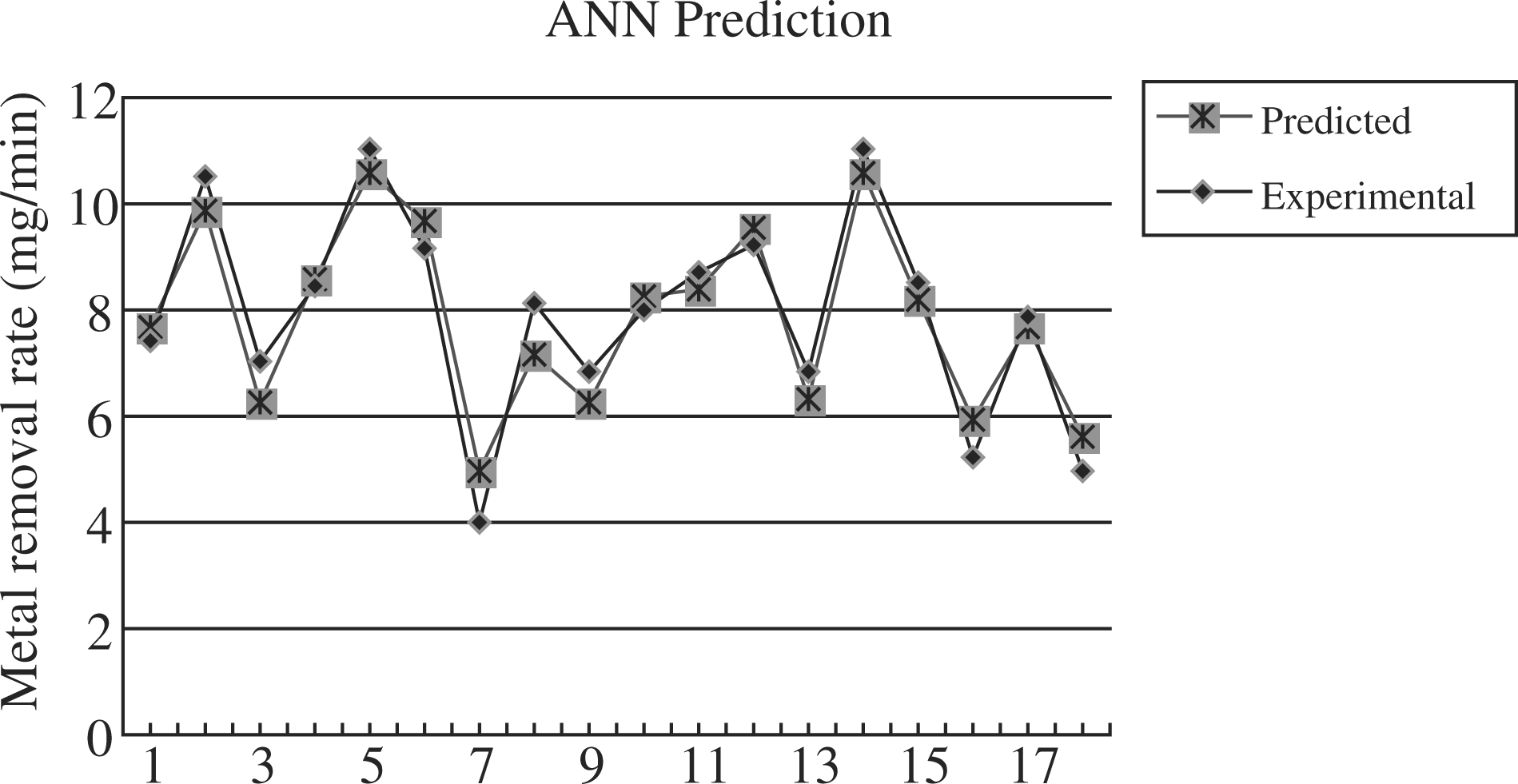
Conclusion
ECM of SiC particulate reinforced A356 AMC material is performed. Experiments are conducted based on Taguchi’s parametric design to reduce the cost and time involved in gathering meaningful data set. Using MATLAB 7 software, an ANN with back-propagation algorithm is trained to predict the output when presented with an input pattern. The outcomes of this research are summarized as follows:
In addition to all the three process parameters used in this study, amount of reinforcement also influences the MRR in machining particulate-reinforced AMCs According to Taguchi’s technique, the maximum MRR is obtained at least values of applied voltage and SiC content, moderate value of the electrode feed rate, and at highest electrolyte concentration within the selected range of parameters ANN system is developed using feed forward–back propagation network and the predictions made by the trained model has very good agreement (with correlation coefficient of 0.995 and average error of 6.48%) with experimental data
Scope for further work
The authors are working toward linking the developed neural network model with an optimization algorithm which will provide the optimum values of control factors in maximizing the MRR.
Footnotes
Acknowledgments
Authors acknowledge Madras Institute of Technology, Chennai and Annamalai University, Chidambaram for extending their facilities to carry out this research study. This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.