
Abstract
Great efforts are being made at Brunel University, UK in attempt to develop natural fiber composites with desired structure and good overall properties for construction. This work focuses on the mechanical and morphological characterization of the pultruded composite rods made from hemp and wool fiber reinforcements. The results showed that the composite using polyurethane resin system has higher specific tensile and compressive strength as well as the Young's and compressive moduli compared with the polyester and vinyl ester composites, while the polyester composite exhibits better flexural strength. The SEM observation of the cross section and layered polyester and polyurethane composites has found defects on the interface of fibers and resin matrix. It is also revealed that fibers are not evenly distributed in the composites and more resin aggregates in areas close to rod surface. Meanwhile, voids have been noticed existing in both composites, but more of them are found in the polyurethane-matrix rod, which correlated to the higher water absorption for this composite.
Introduction
The rapidly growing concern to the environment has led to the extensive development of composites reinforced with natural fibers. 1 – 3 Compared with the fibers traditionally used for reinforcement of polymer-based materials, for example, glass fibers and natural fibers show great advantages in renewability, biodegradability, and low health hazard during handling. In recent years, numerous research programmes have been carried out to develop environmentally friendly composites with desirable properties (e.g., NATCOM, 2007). Natural fiber composites generally consist of two families, namely (i) plant-based fibers, such as wood fibers, hemp, flax, and jute, which are cellulose-based natural resources; and (ii) animal-based fibers, such as wool and silk fibers, in which proteins are the main components. Besides the sustainable availability, many other advantages from the natural fibers may include (i) relatively less energy consumption in the manufacture process; natural fibers are generally non-abrasive to processing equipment; (ii) carbon neutral when incinerated; (iii) good acoustic and thermal insulation properties due to their natural hollow and cellular structure, which also reduces their bulk density and hence provides (iv) higher specific strength. 4 Although natural fibers normally present lower apparent strength than the traditional fibers used in current advanced composites, the natural fibers are strong enough as reinforcements for manufacturing polymer composites as alternatives to common plastic or even metals in packaging, construction, and domestic products. 5 The so-called bio-composites made from biodegradable polymers as matrix and natural fiber as reinforcement have shown great potential in medical applications as well. 6
There are some challenges for the commercialization of natural fiber composites. The significant dependence of dimension and strength of natural fibers on factors such as source, age, retting, and separating techniques gives rise to difficulties in the property control of their composites. Additionally, most natural fibers are moisture sensitive and their strength could change dramatically when they absorb or desorb moisture.4,7 Since theresin (e.g., polymers) matrix acts as binder to bind the fibers together and convey stresses to the fibers, the compatibility between matrix and the fibers becomes crucial for the overall mechanical properties of the composites. In order to increase the strength of the natural fiber composites, some treatments or chemical modifications are necessary for reducing the moisture sensitivity of the fibers and improving their compatibilities with the matrix.8,9 These disadvantages prevent natural fiber composites from large-scale production. This can be overcome by means of better physical/chemical treatments of natural fibers and optimization of fabrication processes of the composites.10,11
Pultrusion technology, developed in 1950 s, is a process of pulling reinforcing fibers through a bath, where they are impregnated with formulated resin, and then through a heated die creating a continuous composite profile. The pultrusion process has been successfully applied in fabricating traditional composites using fiber reinforcement like glass fiber and carbon fiber. 12 There are a number of advantages for pultrusion over other composite making processes. Increased composite strength can be achieved via pultrusion due to the alignment the tension fibers experience during the process. Pultrusion is also a highly automated process with very little manual interface, so that it enables high volume production of constant cross-section parts with consistent quality and excellent structure. Moreover, pultrusion is relatively a cost effective processing system having potential of making composite with high fiber content. Based on its distinct advantages, pultrusion is considered a good choice for manufacturing natural fiber composites to improve the consistency of composite quality and the overall properties by means of better impregnation, distribution, and alignment of the reinforcing fibers.13,14
In this work, hemp and wool fibers combined with three thermosetting polymers were used to produce composites via pultrusion process. The mechanical and structural properties of the natural fiber composites were examined to assess their potentials to be used in construction applications. Meanwhile, the effects of wool fiber as reinforcement on polymer matrix composites were also investigated. The comparison of the results with relevant properties of similar composites made by other processes may help to optimize manufacturing process of natural fiber composites.
On the one hand, the hemp fiber has been chosen because of its outstanding tensile properties among the natural fibers extracted from the stems of plants and wide availability in the UK, wool fiber shows very good elastic and flexural properties with relatively high ignition temperature. On the other hand, the process would provide an economic solution to utilize wool as natural material. In the last few decades, natural wools have been in less favor because of the increased use of synthetic fibers and the difficulties and environmental problems involved in wool processing like scouring andcleaning. Some breeds of sheep produce wool in natural colors such as black, brown, and random mixes involving extra cost for dyeing of the final products. Wool production has therefore become almost nonprofitable.
Experimental
Materials and composites preparation
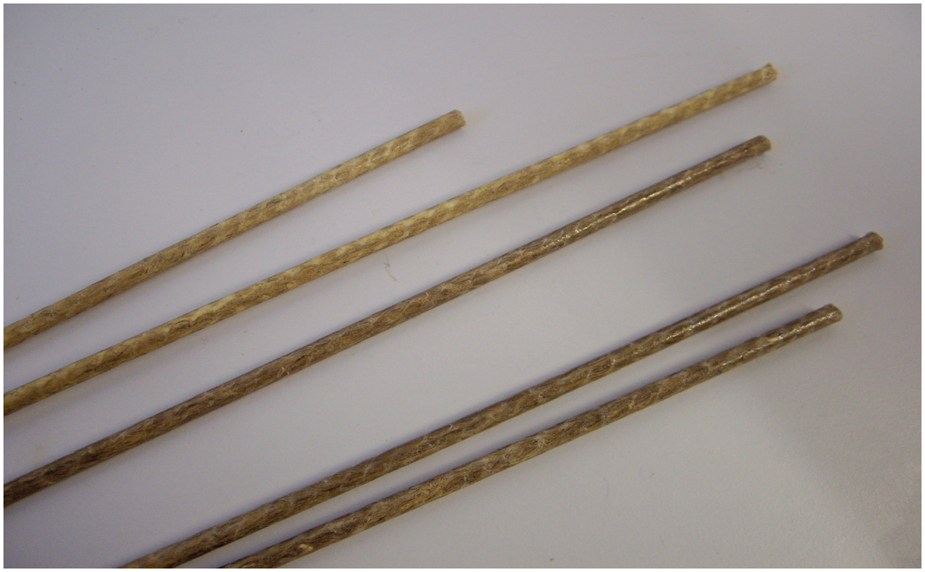
The processed hemp fibers were provided by Springdale Group (UK) in a form of fiber bundles. The fibers were mixed with wool fibers and the mixtures were wound into strand (Figure 1) before being used for making composites. The wool was pre-treated and provided by a Farm in Yorkshire, UK. Commercially available polyester, polyurethane, and vinyl ester resins were used as the matrix respectively. The natural fiber-thermosettingresin composites were made by Exel Composites UK using pultrusion process at a composition of 5% wool, 30% hemp fiber, and 65% resin by weight. The composite rods with a diameter of about 4.8 mm were finally cured at a range of temperatures of 120–190°C depending on the resin used (Figure 2).
Hemp/wool fiber strand for pultrusion. Hemp/wool fiber reinforced composite rods made by pultrusion process.
Measurement of mechanical properties
An Instron 5584 Testing System was used for mechanical testing of the composites. Rod samples were cut into 200, 30, and 100 mm for tensile, compression, and 3-point bending tests respectively in accord with the relevant European and ISO Standards (EN ISO 527-4:1997, EN ISO 604:2003, EN ISO 14125:1998). The tensile test was carried out at a speed of 1 mm/min; the compression and 3-point bending tests were undertaken at a loading seed of 2 mm/min. The top and bottom surfaces of all specimens for compression test were polished on a sample grinder using a 600# grinding paper to ensure the two surfaces were flat and parallel. The ends of tensile test specimens were reinforced with metal tabs using a high-stretch adhesive (Figure 3). Five specimens were tested for each test under the condition of 20–25°C and 45–55% relative humidity.
The reinforced end of sample for tensile test.
Scanning electron microscope
Zeiss Supra 35VP field emission scanning electron microscope (FEG-SEM) was used for the examination of composite microstructure. Cross section and cutting section along the longitudinal direction with different thickness from the rod surface were prepared. Buehler SAMPL-KWICK resin system was used and cast into a plastic cylindrical mold with 25 mm diameter; a piece of composite rod was then immersed into the resin making sure the observation section is in touch with the mold bottom. After fully cured, the observation side of the cured resin was initially ground with Buehler-Met metallographic grinding paper in an order of 600#, 1200#, and 2500# using a Buehler ECOMET grinder. At this stage, the longitudinally cut sections were obtained by grinding the side surface of composite rod (embedded in the resin) at the desired thickness, which were 1/3, 1/2, and whole radius. All the observation sections were finally polished by Buehler METADI diamond polishing compound with the particle size from 6 to 1 and then to 1/4 micrometer, using a Buehler ECOMET polisher.
Water absorbability
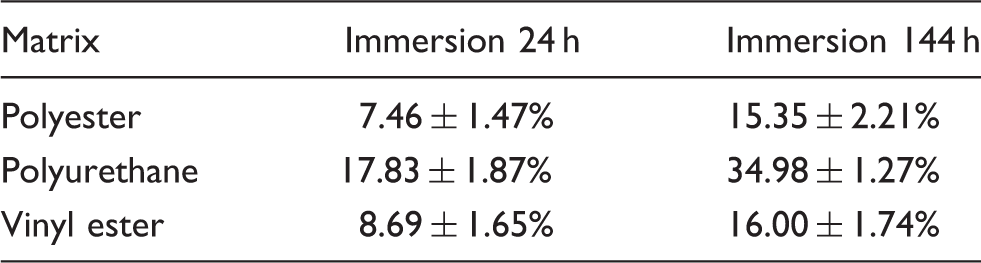
The composite rods made from different resin matrix were cut to 30 mm long and totally five duplicates were prepared. All the samples were immersed into water for24 h and 144 h at 20°C. After that, they were wiped with tissue to get rid of the water on the surface and weighed. The percentage water absorption (PWA) of each sample was then calculated.
Results and discussion
Mechanical properties of the hemp/wool fiber composites
Tensile properties of natural fiber and glass fiber composites

It is apparent that there is slight difference in tensile properties for the hemp/wool composites using different polymer matrix with the polyurethane composite showing the highest tensile strength and Young's modulus. The glass fiber reinforced polyester presents much higher tensile strength and modulus than the natural fiber composites. In terms of specific value, the tensile strength and modulus of the glass fiber composite areabout double that of the natural fiber counterparts. Comparing with some common plastics (LDPE, 0.910–0.940 g/cm3, σ = 30–40 MPa; Polypropylene, 0.855–0.946 g/cm3, σ = 21–40 MPa), 5 Table 1 indicates that the hemp-wool fiber composites show 3 to 6 times higher tensile strength with comparable densities, so that these fiber composites have great potential as substitutes for the commodity polymers based on their strength and weight.
Figure 4 shows that the compressive strength and modulus of the three hemp/wool fiber reinforced composites are also very similar as the case of their tensile properties shown in Table 1, but with much lower values than the corresponding tensile strength and modulus. When taking the density into account, the polyurethane composite once again gives the best specific compressive properties. Relatively, the vinyl ester composite is slightly lower in both tensile and compression strengths, which might be caused by lower intrinsic strength of the matrix and/or poorer bonding between fibers and the resin.
Compression properties of hemp/wool fiber composites.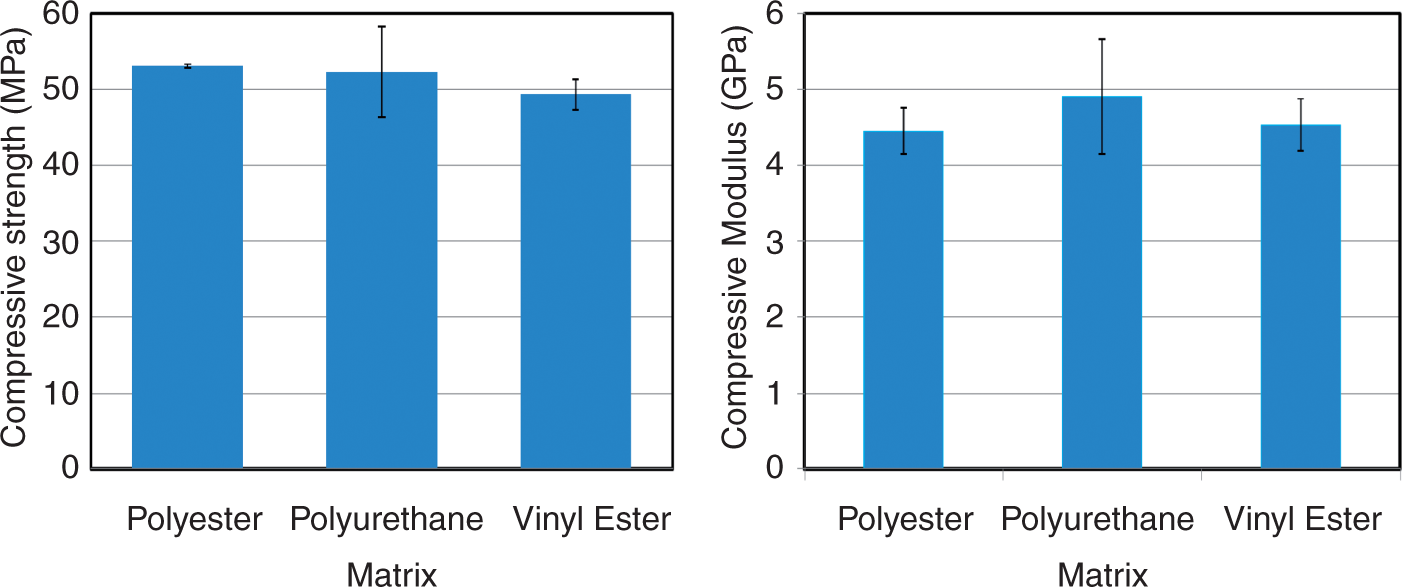
The flexural properties of the hemp/wool composites are illustrated in Figure 5. It can be seen that the composites with different matrix basically have similar flexural modulus which indicates the tendency to bend. It is worth noting that the polyester composite presents a considerably higher flexural strength than the other two composites, implying its better ability to resist flexural deformation under load.
Flexural properties of hemp/wool fiber composites.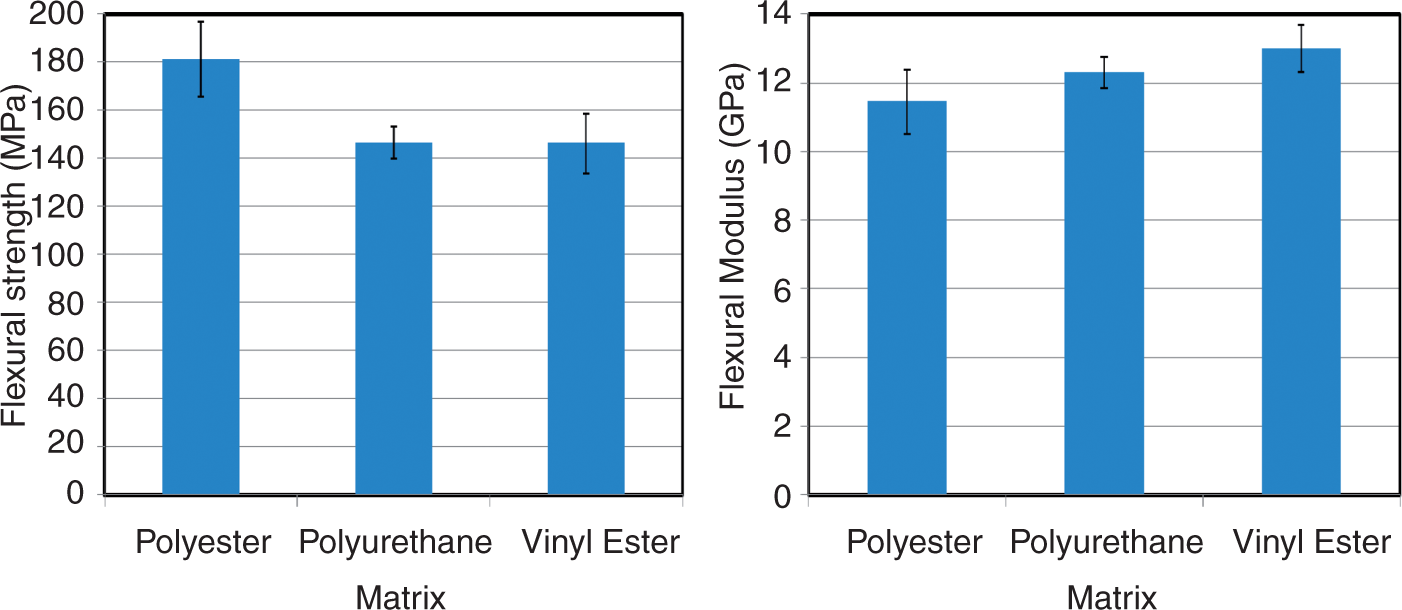
Morphology of the hemp/wool fiber composites
Cross section
The scanning electron microscopy (SEM) shown in Figure 6 depicts the morphology of the cross section of the hemp/wool fiber-polyester composite rod when broken in liquid nitrogen. It can be seen that the hemp fibers are generally aligned with the axial direction of the composite rod and the hemp fiber bundles are much bigger than individual wool fibers (about 20 µm). By giving a clear view of the broken ends of the fibers, Figure 6 shows that hemp fibers have only a little part standing out from the matrix; while, some wool fibers show much longer and curly broken ends out of the resin matrix, suggesting that wool fibers, at least some, were not properly bonded with the polyester matrix. In the mean time, many pores and cavities with various sizes can also be clearly observed in the reinforcement structure.
SEM image of the cross section of natural fiber-polyester composite rod broken in liquid nitrogen.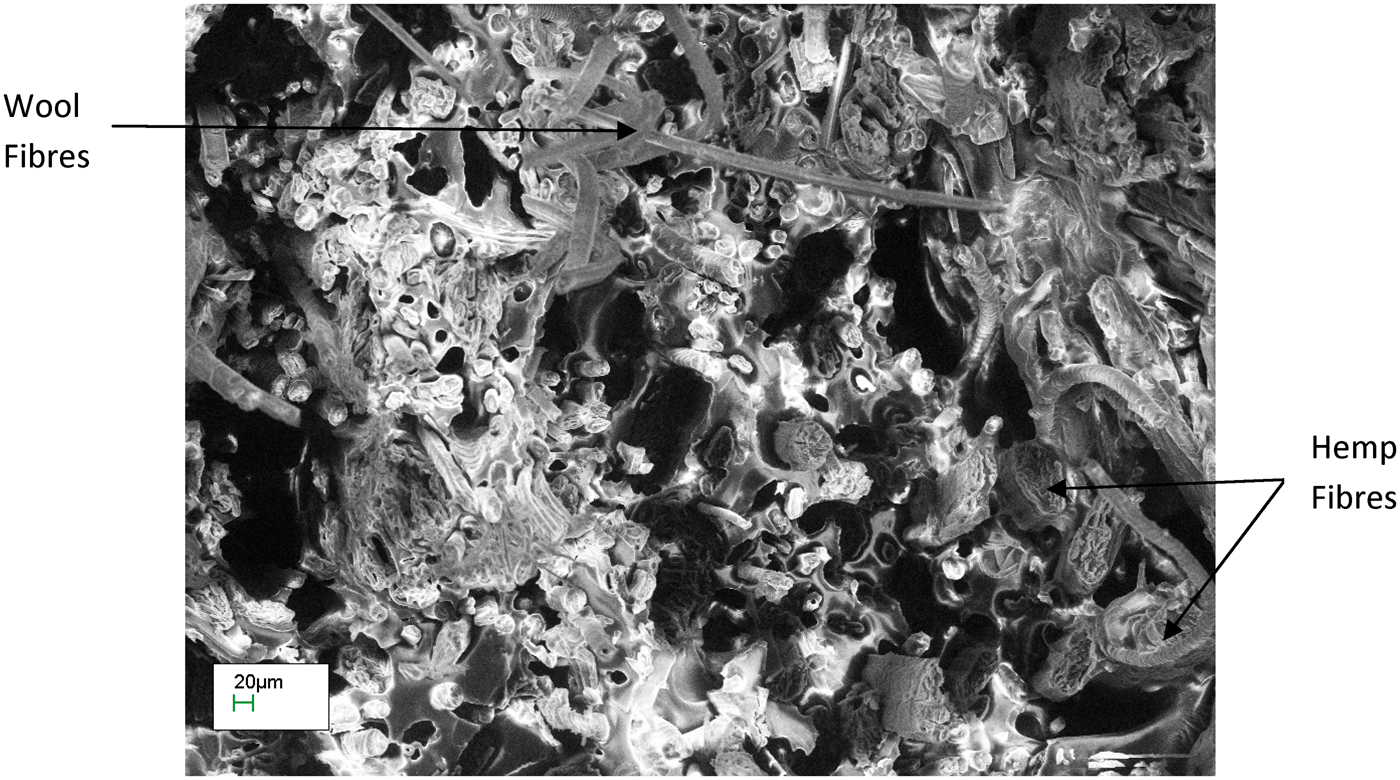
The cross section of the polyester composite rod was also ground and polished using grinding paper and polishing pastes for SEM observation and the image is shown in Figure 7. The irregular grey-dark areas are the hemp fiber bundles and the very dark regions are considered as a result of burning during dry grinding of the sample. Apart from the easily observed hemp fiber bundles, there are white circles around the outer edge of some smaller fibers. Since white polishing compound containing fine diamond particles up to 0.25 µm was used for final polish of the sample's cross section, it isbelieved that the white circles are formed by the polishing compound remained in the interface regions between the fibers and matrix, indicating thepoor adhesion in the regions, which may be either de-bonding or less compact structure. The cross section of glass fiber-polyester composite rod was also polished exactly by the same procedure and the SEM image is given in Figure 8. It is apparent that there is no white circle around the edge of glass fibers. As it is well known that glass fiber has very good bonding ability with polyester resin, the difference in these two SEM figures can further confirm the poor fiber–matrix adhesion noticed in the natural fiber-polyester composite. A scrutiny of Figure 7 shows that there are two main different shapes of components: one is more regular (i.e., round) compared to the other which is less regular. The white circles around the regular shapes are also more noticeable (i.e., the ring is thicker) compared to those around irregular shapes. The elements with regular shapes are considered to be mostly the cross section of wool fibers and those irregular shapes are the cross section of hemp fibers. This means that the compatibility between wool and resin is poorer than that of hemp and resin, giving rise to less effective interface structure.
SEM image of the cross section of natural fiber-polyester composite rod polished using diamond polishing pastes. SEM image of the cross section of glass fiber-polyester composite rod polished using diamond pastes.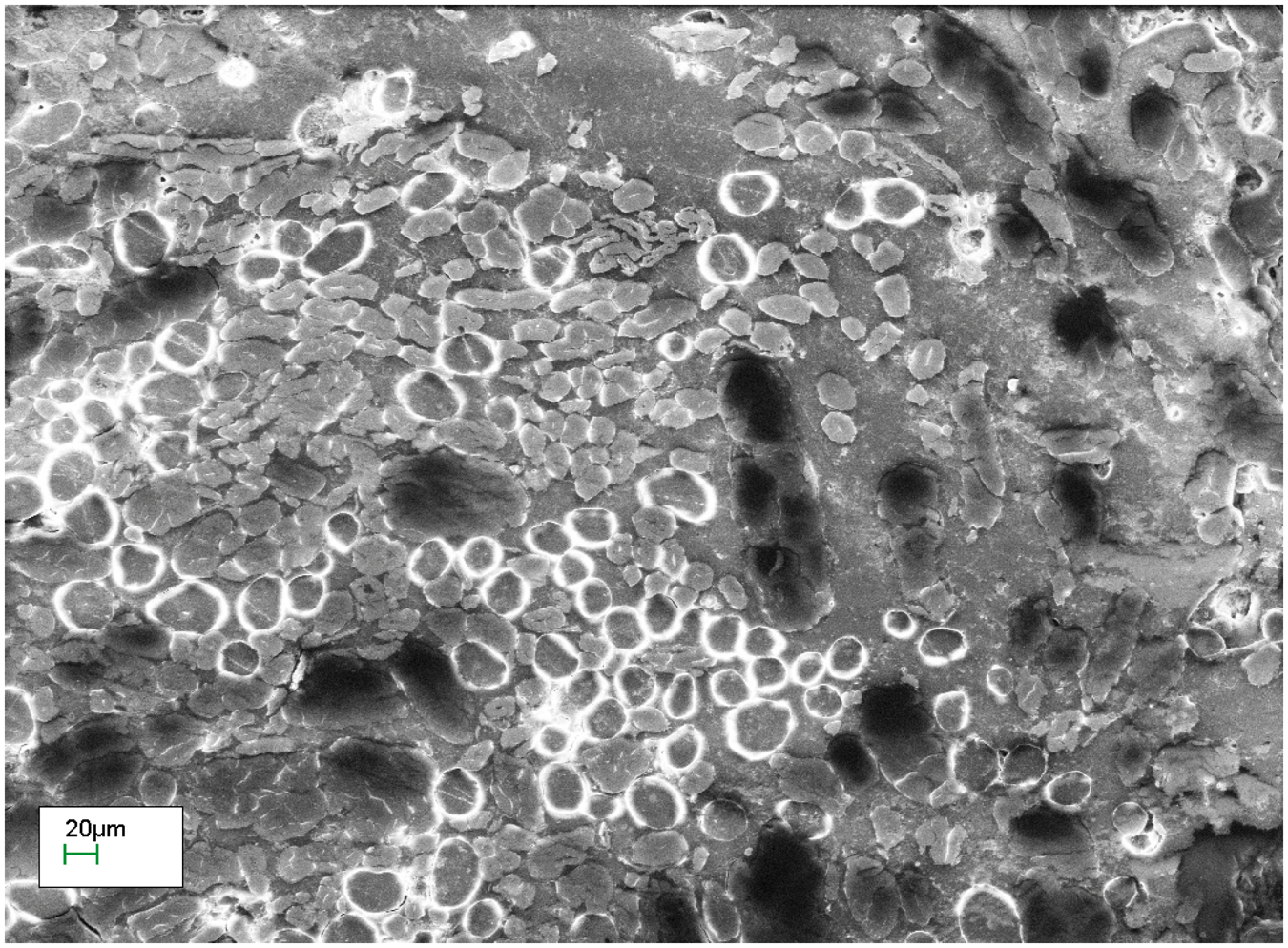
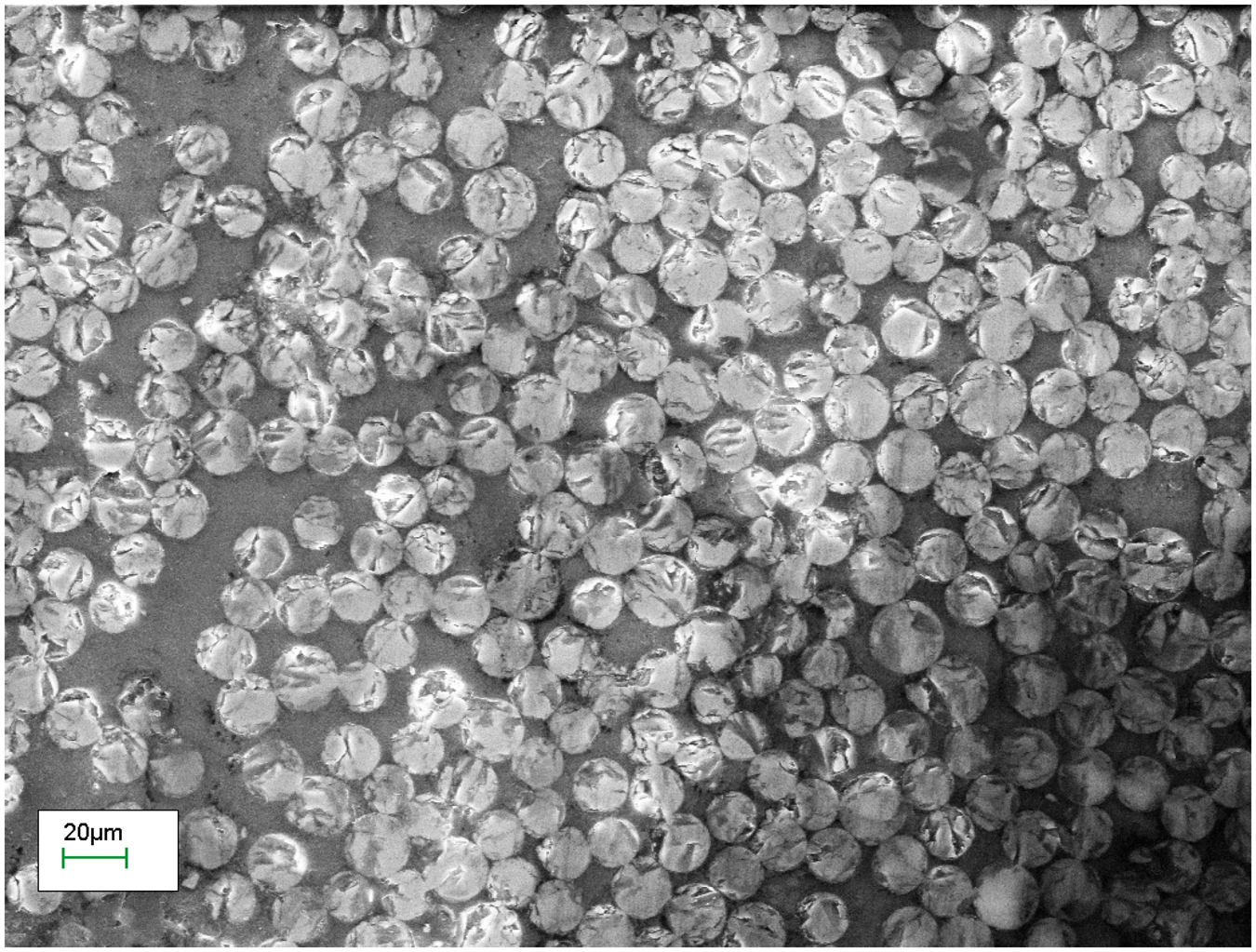
Figure 9 shows the image of polished cross section of polyurethane composite rod reinforced by hemp/wool fibers. In addition to the similar features reflected from Figure 7, some cracks on the cross section surface are noticeable, particularly around the interface between hemp fibers and the resin. The reason for the development of these cracks is not known; the only suspicion is its connection with the compatibility between the fibers and the polyurethane matrix. The presence of these cracks is considered to partially contribute to the relatively low flexural properties compared to the polyester composite (Figure 5).
SEM image of the cross section of natural fiber-polyurethane composite rod polished using diamond polishing pastes.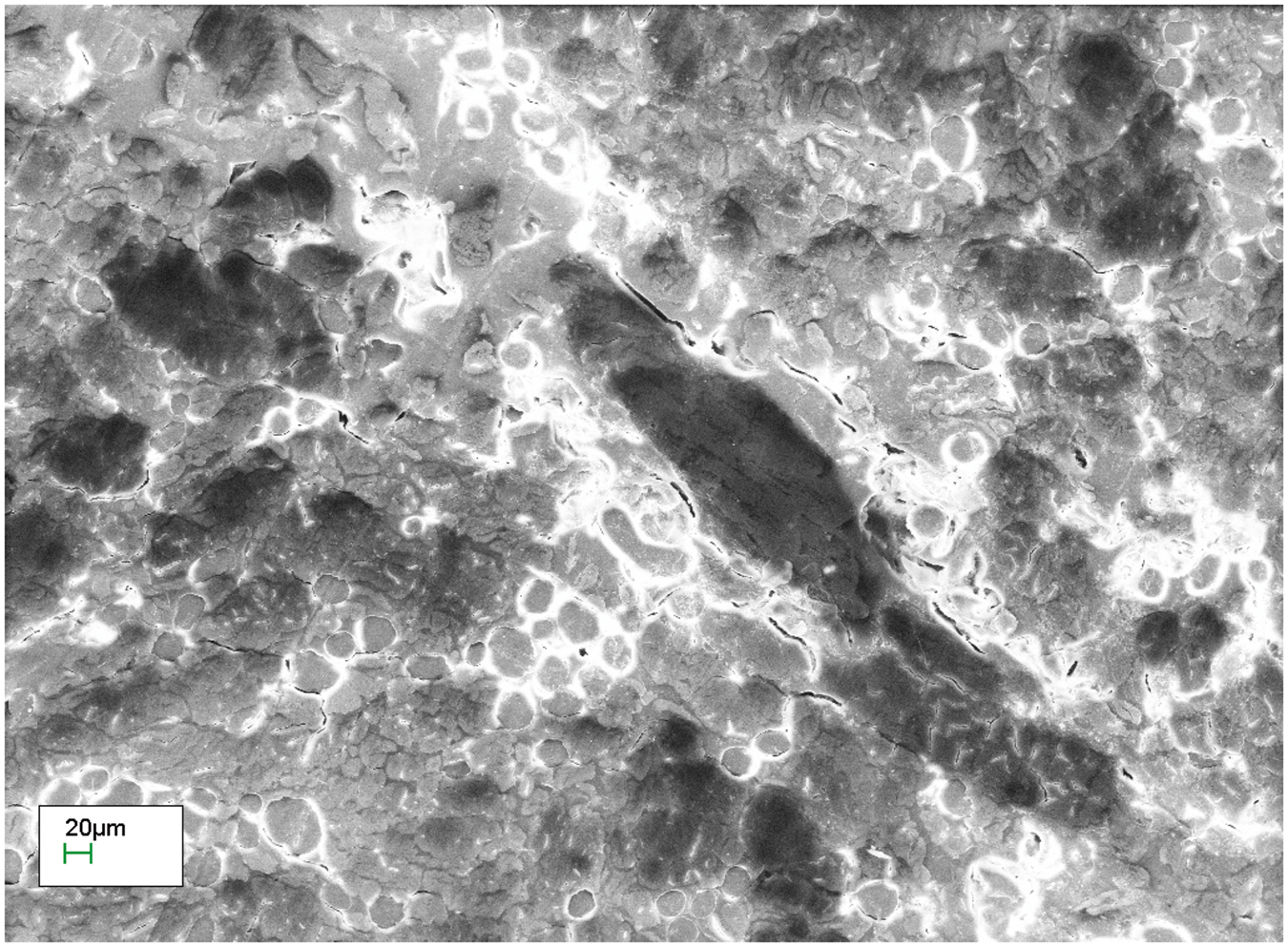
Axial (longitudinal) section
The cutting sections of hemp/wool fiber reinforced composite rods along the longitudinal direction were also polished using the diamond polishing compound. The SEM images of polyester composite cutting at different thickness from the surface are displayed in Figure 10. In general, the fibers on all the three cutting sections are roughly in a unidirectional alignment, although this is presented more clearly in the central cutting section probably due to the dragging experienced by the fiber strands during pultrusion process. It is also apparent that the fibers are more evenly distributed in the central part of the composite rod. With the cut closer to the rodsurface, the fibers and resin tend to concentrate in fiber-rich and resin-rich areas which can be evidently detected on the section cut at one-third radius from the composite rod surface (Figure 10). The appearance of resin concentrated area reflects that the fibers are not equally spread within the composite; closer the fiber to the rod surface, the more the resin formation on the composite structure.
SEM images of natural fiber-polyester composite rod cutting along the longitudinal direction with different thickness from the surface.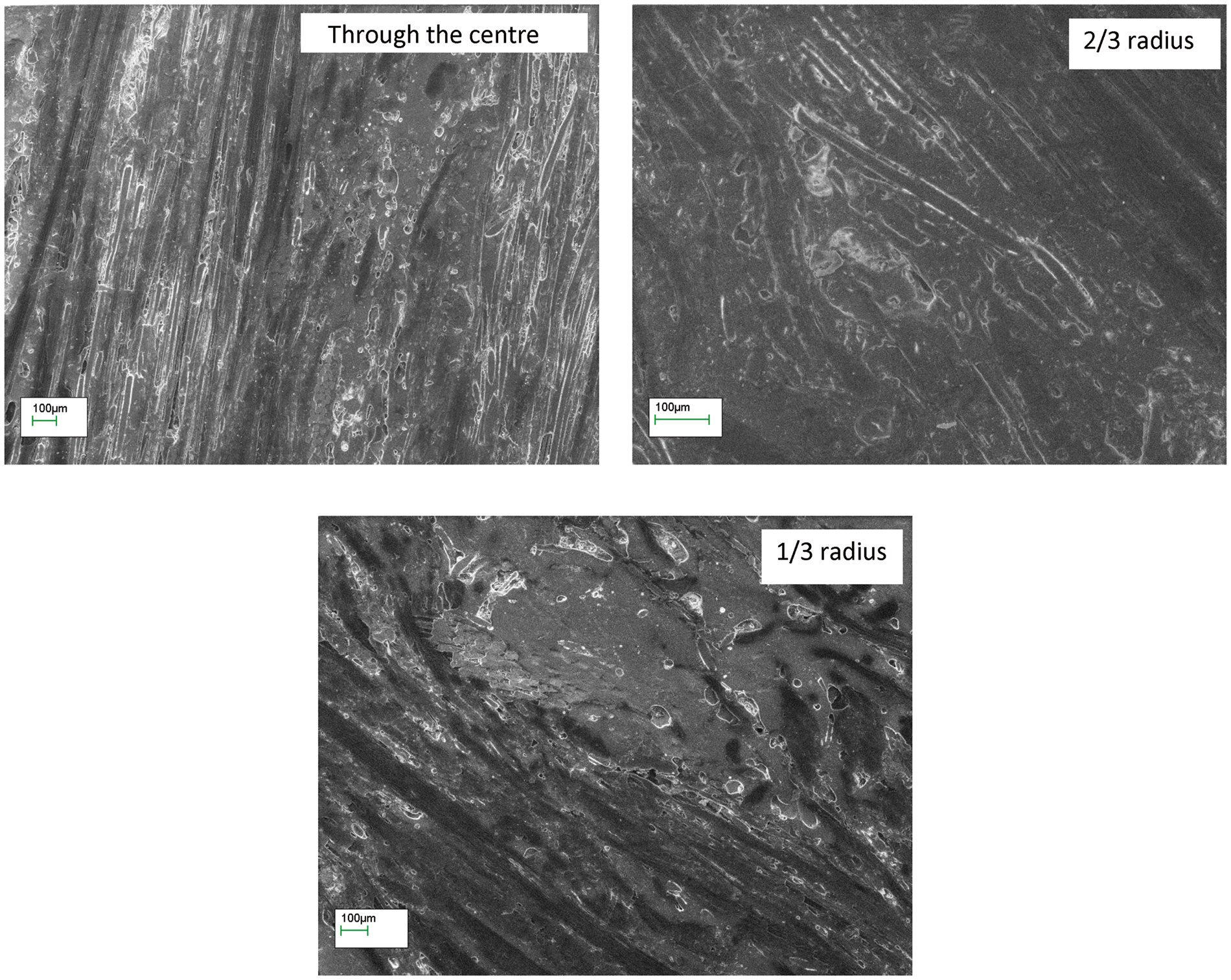
Figure 10 shows that numerous white stripes and circles existed in the section cutting through the rod center, which are made up of the particles from the white diamond polishing compound and basically orientate along the longitudinal direction of the composite rod. These aligned stripes and circles indicate the bonding defects between fibers and the matrix and as discussed before, the fibers surrounding with white boundaries are normally wool fibers. The images of magnified wool and hemp fibers shown in Figure 11 has made it clear that wool fiber has regular shape with a relatively smooth surface, while, hemp fiber is generally a bundle of elementary hemp fibers with irregular and rough surface. When making composites, the rough surface of hemp fiber tends to be favorable for forming a better adhesion with the resin matrix; but for wool fiber, it is apparently not the case. Figure 10 also reveals that these white stripes and circles become much less when the cutting section is closer to the rod surface, suggesting that the wool fibers are generally concentrated on the central part of the composite rod with a little stretching to the outer area.
Images of magnified wool (a) and hemp (b) fibers. (presented in Natural Fiber 2009, 14–15 December, London, courtesy of CNR-ISMAC, Biella, Italy).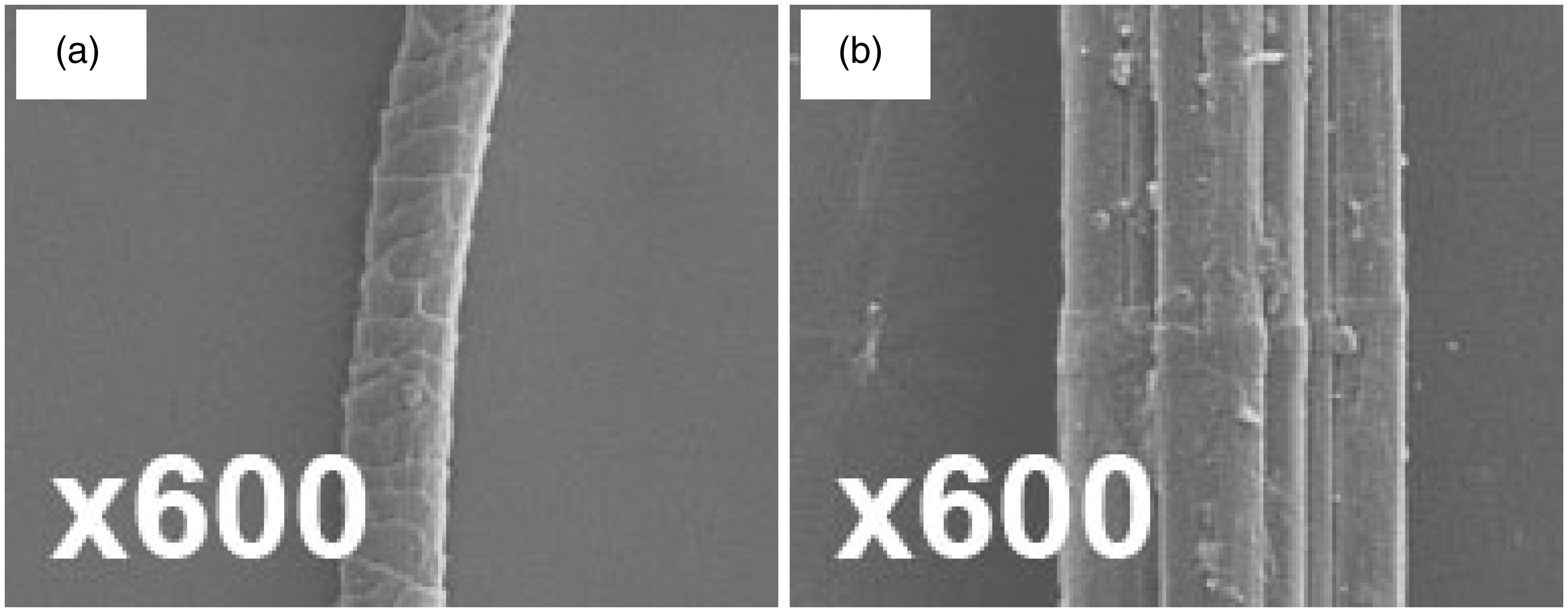
Comparing with Figure 10, the SEM images of the longitudinal cutting sections of polyurethane-based natural fiber composite rod present similarities in fiber orientation and distribution (Figure 12); however, the most significant difference is that more bubbles and cavities are found in Figure 12, particularly in the area close to rod surface, where polyurethane resin tends to concentrate. The existence of these bubbles and cavities contributes to some extent to the lower density of this composite, and would have adverse effects on the composite's mechanical properties. In addition, it is rather noticeable that the white stripes and circles appearing in Figure 10 can be barely seen on the cutting sections of polyurethane-based composite, indicating a better interface bonding between the fibers, especially wool fibers, and the resin matrix.
SEM images of natural fiber-polyurethane composite rod cutting along the longitudinal direction with different thickness from the surface.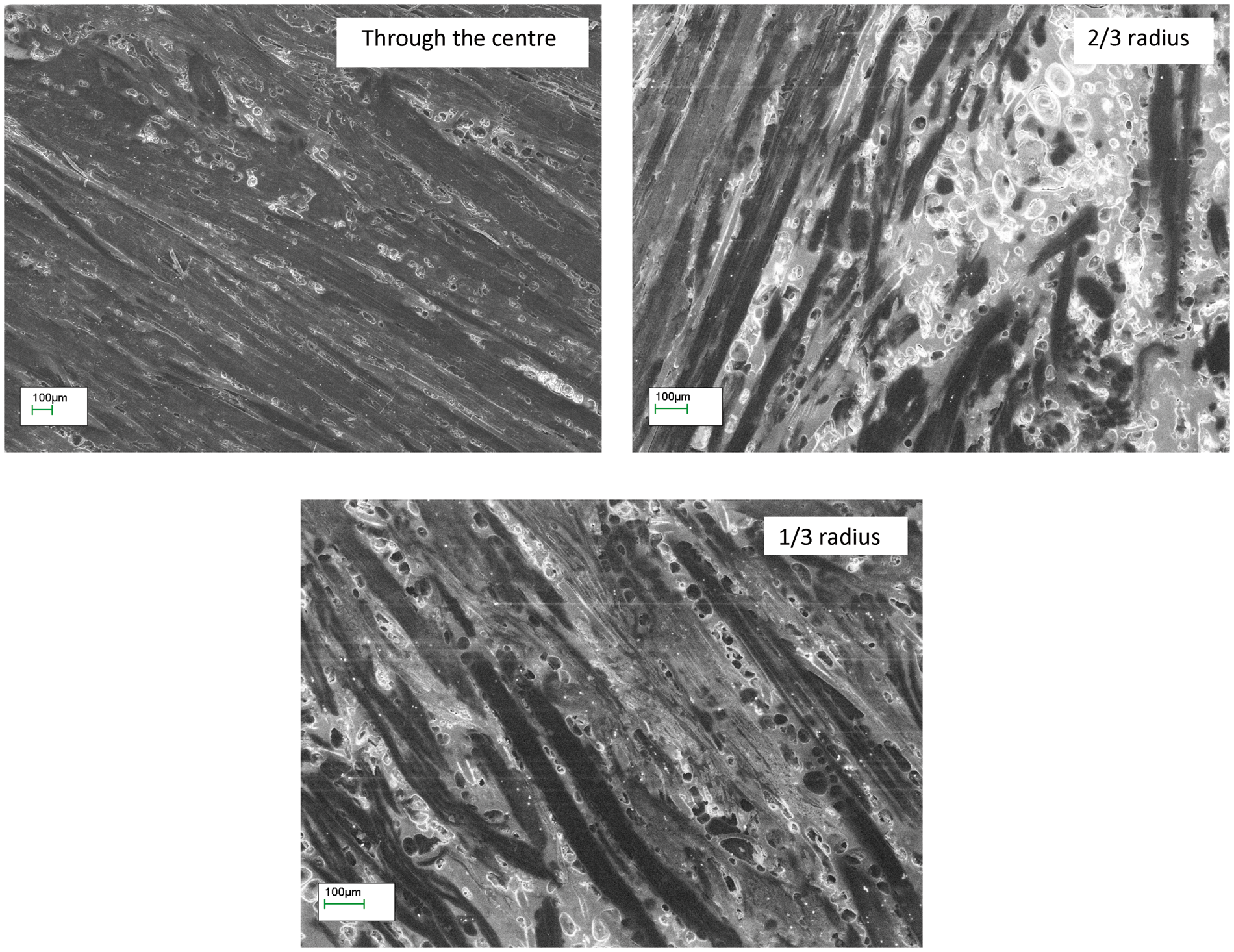
Water absorbability of the hemp/wool fiber composites
Water absorbability of natural fiber composites based on different matrix
Conclusions
The thermosetting polymer-based composites reinforced with hemp and wool fibers have been successfully produced via pultrusion process. Although the tensile properties of the obtained material were not as good as that of the counterpart reinforced with glass fibers, the composites showed much higher tensile strength than some of the common plastics at a comparable density. In general, these natural fiber composites made from different polymer matrix had similar overall mechanical properties, and the polyurethane-based composite had the advantage in terms of specific values. When taking factors like cost, availability, and processing ability into account, the polyester composite would have the greatest potential for commercial manufacture. These composites made by pultrusion process would be a good choice for manufacturing construction board, insulation board, or being used as reinforcement for other structural materials.
The microstructure of polyester and polyurethane composites observed from SEM indicated the uneven distribution of the fibers, which tended to concentrate in the central part of the composite rod. Bonding defects on the interface between polyester matrix and wool fibers have been extensively found in the composite. Meanwhile, a great number of bubbles and cavities have been confirmed to exist in the polyurethane-based composite, and this was an important reason for its much higher water absorbability comparing with that of the composites made from other polymers. Further work would be focused on the improvement of fiber impregnation and fiber–matrix adhesion so that more uniform structure and better mechanical properties of this kind of natural fiber composite can be achieved.
Footnotes
Acknowledgments
This research is part of the project of Optimally Efficient Production of High Strength Natural Fiber Composites (NATCOM), which is funded by the Technology Strategy Board (TSB), Department for Business, Innovation and Skills, UK (Project No. TP/5/CON/6/I/H0565L).