
Abstract
Hybrid Ni-P alloy plating coating containing nano-A12O3 and polytetrafluoroethylene (PTFE) particles on the substrate of 45 steel has been prepared by an electroless plating method. The microstructure, microhardness, and wear resistance of the composite plating coating were analyzed using a microhardness tester, optical microscope, scanning electron microscopy, X-ray diffraction, and friction-wear tester. The results show that the Ni–P–PTFE–nano-Al2O3 composite plating coating with high wear resistance and a low friction coefficient, made by the combination of 3g/L nano-A12O3 and 10 mL/L PTFE particles in plating solution, was responsible for enhancing tribological and lubricating properties on the 45 steel surface. The microhardness of the Ni-P-PTFE-nano-Al2O3 amorphous coating was HV452; its hardness was correspondingly increased and reached HV756 with a heat treatment at 350°C for 1 h, with the PTFE particles in the coating undestroyed. Simultaneously, the wear loss was 1.6 mg and the friction coefficient was 0.11, the cooperative effect of both particles enabled the Ni-P-PTFE-nano-A12O3 composite coating to have highly wear-resistant and lubricating properties.
Keywords
Introduction
In recent years, highly wear-resistant composite coatings, developed using the composite electroless plating technique on metallic matrices, have been extensively studied. In general, the wear resistance of the coatings is improved by adding well-dispersed hard particles into the matrix. The anti-wear properties of the electroless composite coatings are related to the hardness of the additive particles. A significant improvement of the wear-resistant properties of metal coatings has been achieved by the co-deposition of SiC particles with a Ni-P matrix due to the SiC particles’ high levels of hardness and stability.1–3 In addition, the anti-wear properties of a metal matrix containing particles with lower levels of shear strength and hardness, such as graphite or polytetrafluoroethylene (PTFE), can be improved. The fabricated composite coatings were reported to have self-lubricating properties, which can reduce the friction coefficient and wear losses.4–8 Thus, the electroless plating coatings with an alloy matrix containing both hard particles and solid lubricating particles have great wear-resistant properties. 9
Nano-ceramic particles have been widely used for producing nano-particle-reinforced composite coatings, among which the electroless plating coatings with micro-ceramic particles and solid lubricating particles have been extensively studied.10–12 The comprehensive performances of the prepared nano-composite coatings have been significantly increased owing to the effect of reinforcing the wear resistance and refining the coating structure with quantitative nanoparticles such as Ni-P with nano-SiC13,14 and Ni-P with nano-Al2O3 composite coatings.15–17
The 45 steel is one of the widely used materials for preparation of friction parts. Nevertheless, there are few systematical studies on the different additive content of the nano-Al2O3 and PTFE particles in plating solution on microstructure and properties of the composites. In particular, the possible interactions between the two different particles and their effects on the microstructure and properties of the composites after heat treatment need to be studied further. In the present study, the electroless composite plating experiments with different content of single-and double-particle were conducted using electroless Ni-P as the matrix. A new electroless composite plating technology for preparing Ni-P alloy-based composites containing best content of PTFE and nano-Al2O3 particles with reinforced wear resistance on 45 steel was developed.
Experiment
Materials and equipment
The substrate employed was 45 steel with a dimension of 6 × 12 mm. All of the chemicals used in the co-deposition of the experiment were of analytic grade. The diameter of nano-Al2O3 powders ranges between 20 and 50 nm and that of PTFE for the 60% PTFE emulsion is less than 0.5 µm. A 79HW-1 type constant temperature magnetic motor stirrer and glass, a thermometer, and a dryer were used in the experiment.
Composition of plating solution and particle pretreatment
Plating conditions and composition of the composite electroless plating solution.
The powders were pretreated according to the following procedures: (1) Nano-Al2O3 powders were fully immersed in hydrochloric acid with a concentration of 1:1 before plating, then washed to neutral, finally cleaned thoroughly in deionizer water. (2) Nano-particles with certain amounts (concentration 100 mL/L) of surfactant agents (Hexadecyl Trimethyl Ammonium Bromide, C16H33(CH3)3NBr) were stirred thoroughly for 40 min, then, added into the preparing plating solution to be scattered for 20 min, and finally preheated to electroless plating temperature. The pretreatment procedure of PTFE emulsion is identical with that of the nano-Al2O3 particles.
Pretreatment, plating, and heat treatment processes of the samples
The 45 steel samples were first ground with sandpaper to obtain smooth surfaces. Then the samples were chemically degreased using a solution consisting of NaOH, Na2CO3, and Na3PO4 at 80–90°C for 5 min. In order to remove the rust, pickling was performed afterward using a 10% hydrochloric acid solution for 2 min. The residual acid was neutralized with 5 wt% NaOH. The samples were then scrubbed with water and activated with 5 wt% HCl for about 30 s. The plating was conducted according to the recipes listed in Table 1. The samples were hung in the plating bath for 2 h. At the same time, a magnetic motor stirrer was used to stir the electroless plating solution. After plating, the samples were heat treated at 100°C, 200°C, 300°C, 350°C, 375°C, and 400°C for 1 h and then kept cool within the furnace.
The structure and performance of the coating
The thickness of the electroless coating was measured using a spiral-micrometer and a metallographic microscope. Morphology of the coating was observed using an OLYMPUS-GX71 type metallographic microscope and a confocal electron microscope. The surface morphology was analyzed with an SSX-5.5 and a JSM-7001F scanning electron microscope. The composition of the coating was measured using an X-ray energy dispersive spectroscopy (EDS), and the microstructure of the coating was analyzed with an OXFORD X-ray diffractrometer.
The microhardness of the coatings was measured using a 401MVD™ digital Vickers hardness tester at a load of 25 g for 10 s, and the average value of the five measurements from each sample was taken as the final data. The tribological properties were evaluated by a wear test, which was carried out at room temperature for 10 min using an MG-2000 ring and disk wear tester. The ring was composed of GCr15 and had a hardness of HRC 60. A normal load of 20 N was used in the wear test at a rotation speed of 250 r/min. According to ASTM G99-95, the wear losses of the samples were calculated by the weight loss methods.
Results and discussion
The optimization of the additive content of the nano-Al2O3 and ptfe particles in electroless plating solution
The advantage of the electroless composite plating is that the composite coating has excellent particles stable ability. In order to measure the effect of the content of particles in solution on the content of the particles in the plating coating and the performance of the plating coating, we designed the experiments as follows: the additive content of the nano-A12O3 in plating solution is 1 g/L, 2 g/L, 3 g/L, 4 g/L, 5 g/L, respectively; the additive content of the PTFE in plating solution is 5 mL/L, 8 mL/L, 10 mL/L, 12 mL/L, 15 mL/L, respectively.
Based on the statistic results of the plating rate of the samples and the surface scan results of Ni, P, Al, O, and F in plating coating, the plating rate and the relative content of nano-A12O3 or PTFE in plating coating according to different particle concentration in plating solution are shown in Figure 1. It is obvious that the composite content of nano-A12O3 or PTFE particles in plating coatings increased at first and then decreased with the increase of the additive content of the particles in plating solution. And the plating rate had a similar trendline. So, according to the results shown in Figure 1(a) and (b), the best concentration of the nano-A12O3 in plating solution is 3 g/L and 10 mL/L, and the best concentration of the PTFE in plating solution 10 mL/L.
The plating rate and relative content of nano-A12O3 or polytetrafluoroethylene (PTFE) in plating coating according to different particle concentration in plating solution: (a)-nano-Al2O3 and (b)-PTFE.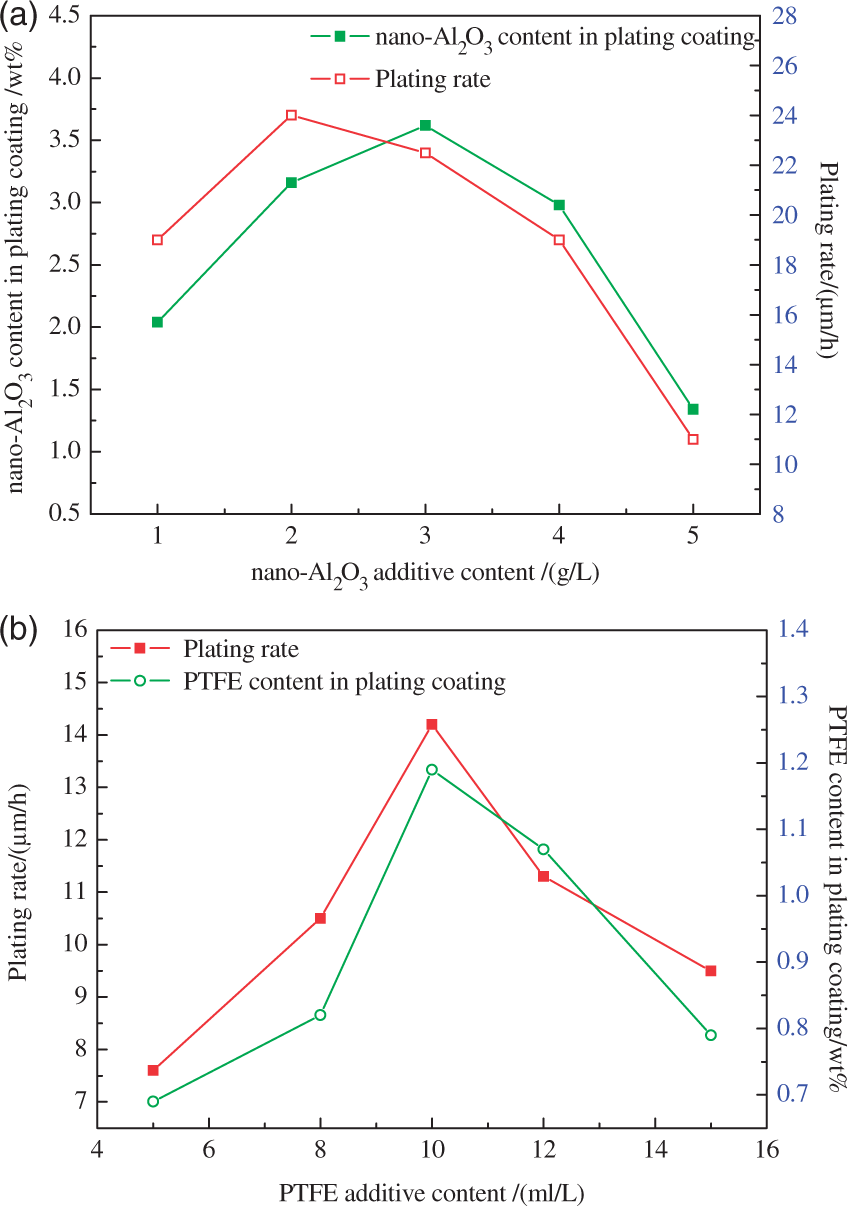
Orthogonal friction test of the plating coating with two particles (without heat treatment).
Microstructures of the composites plating coatings consisting particles
Cross-sectional images of various electroless plating coatings are shown in Figure 2. The results indicate that the thicknesses of the coatings are uniform without any cracks. Figure 2(a) shows the cross-sectional microstructure of electroless Ni-P plating coatings without particles. Figure 2(b) shows the cross-sectional microstructure of electroless Ni-P-nano-Al2O3 composite coatings with 3 g/L concentration of nano-Al2O3 particles, containing some black and small particles which we considered to be Al2O3 particles by using EDS analysis. Figure 2(c) shows the cross-sectional microstructure of electroless Ni-P-PTFE composite coatings containing 10 mL/L PTFE. Figure 2(d) indicates that two kinds of particles with 3 g/L nano-A12O3 and 10 mL/L PTFE coexisting in the electroless composite plating coatings suggests that certain amounts of additive particles are embedded into the coatings.
Cross-section morphology of electroless plating coatings: (a)-Ni-P, (b)-Ni-P-3g/L nano-Al2O3, (c)-Ni-P-10 mL/L polytetrafluoroethylene (PTFE), and (d)-Ni-P-10 mL PTFE-3 g/L nano-Al2O3.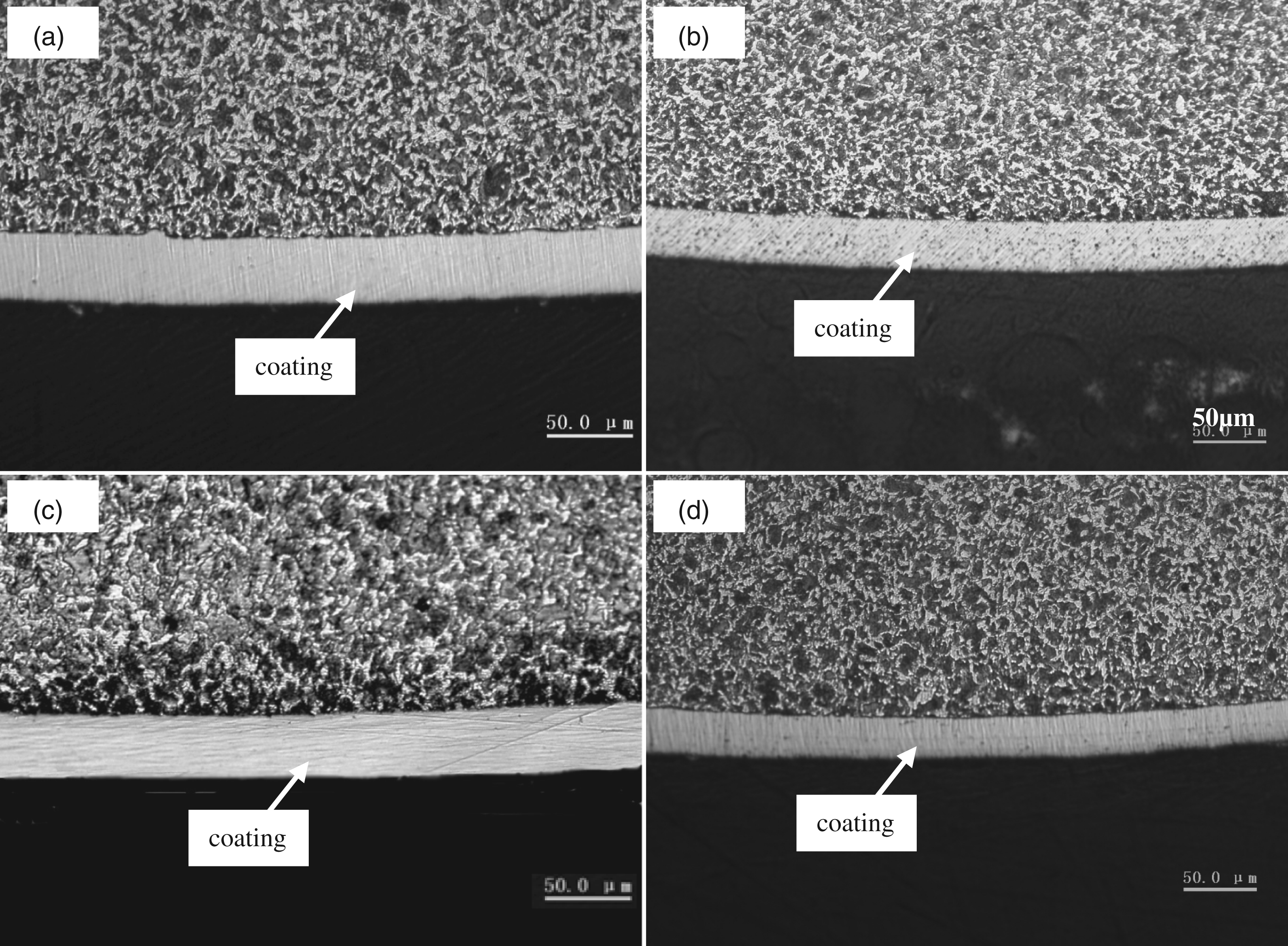
Figure 3(a) shows the surface morphology of the Ni-P plating coating without particles. The coating exhibits an amorphous featured surface that is optically smooth and does not contain obvious surface damage or grain-boundary gaps. The surface morphology of the Ni-P-10 mL/L PTFE composite coating is shown in Figure 3(b). It can be seen that what the arrow points at are PTFE particles which were confirmed by EDS analysis and the uniformly distributed PTFE particles were dispersed in the Ni-P matrix. The surface morphology of the Ni-P-3g/L nano-Al2O3 composite coating is shown in Figure 3(c). It indicates that some white particles are scattered throughout the composite plating coating. Using EDS analysis, we confirmed that they are Al2O3 particles. The size of the particles in the coating is larger because a few nano Al2O3 particles aggregated to the larger one, even to the micro-size particles during the plating. The surface morphology of the Ni-P-10 mL/L PTFE-3 g/L nano-Al2O3 composite coating is shown in Figure 3(d). The image shows that the second phase particles added into the Ni-P matrix are dispersed uniformly. Figure 3(e) is EDS of the Ni-P-10 mL/L PTFE-3g/L nano-Al2O3 composite coating. There are Ni, P, Al, O, and F in the coating, which indicates that certain amounts of the PTFE and nano-Al2O3 particles are embedded into the coatings. The content of P in the Ni-P-PTFE–nano-Al2O3 composite coating is about 11.01 wt%.
Surface morphology of the electroless plating coatings: (a)-Ni-P, (b)-Ni-P-10 mL/L polytetrafluoroethylene (PTFE), (c)-Ni-P–3g/L nano-Al2O3, (d)-Ni-P-10 mL/L PTFE -3 g/L nano-Al2O3, and (e) energy dispersive spectroscopy (EDS) of the Figure 3(d).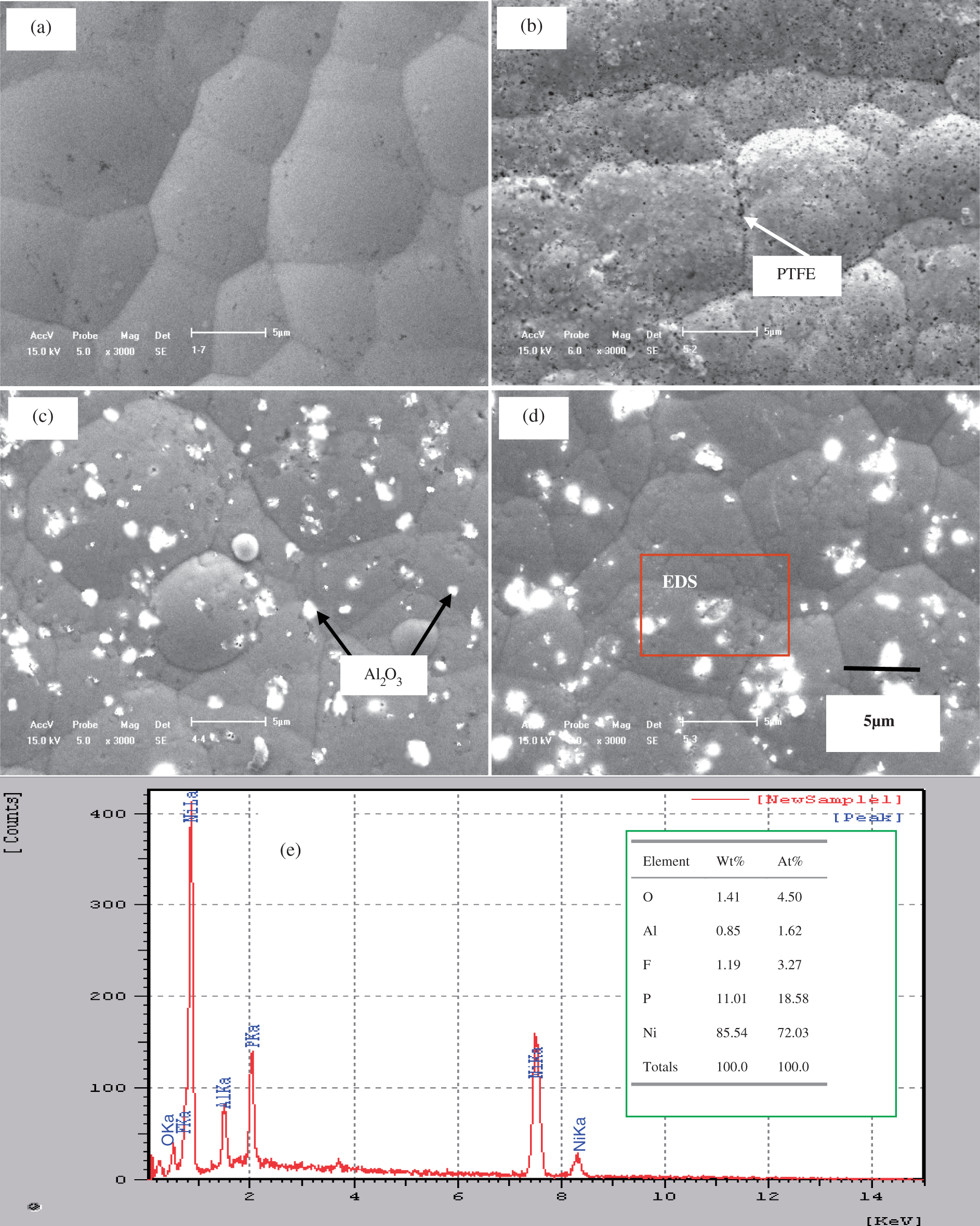
Figure 4 shows the cross-section morphology and EDS of the Ni-P-10 mL/L PTFE-3 g/L nano-Al2O3 coating. There are some particles on the cross-section of the composite coating. In addition, EDS (line scan of the main elements) reveals the different distribution of the Ni, P, Al, and Fe from plating coating to substrate which indicates that the thickness of the composite coating is about 25 µm.
Cross-section morphology and energy dispersive spectroscopy (EDS) of the Ni-P-10 mL/L polytetrafluoroethylene (PTFE) -3 g/L nano-Al2O3 composite coating.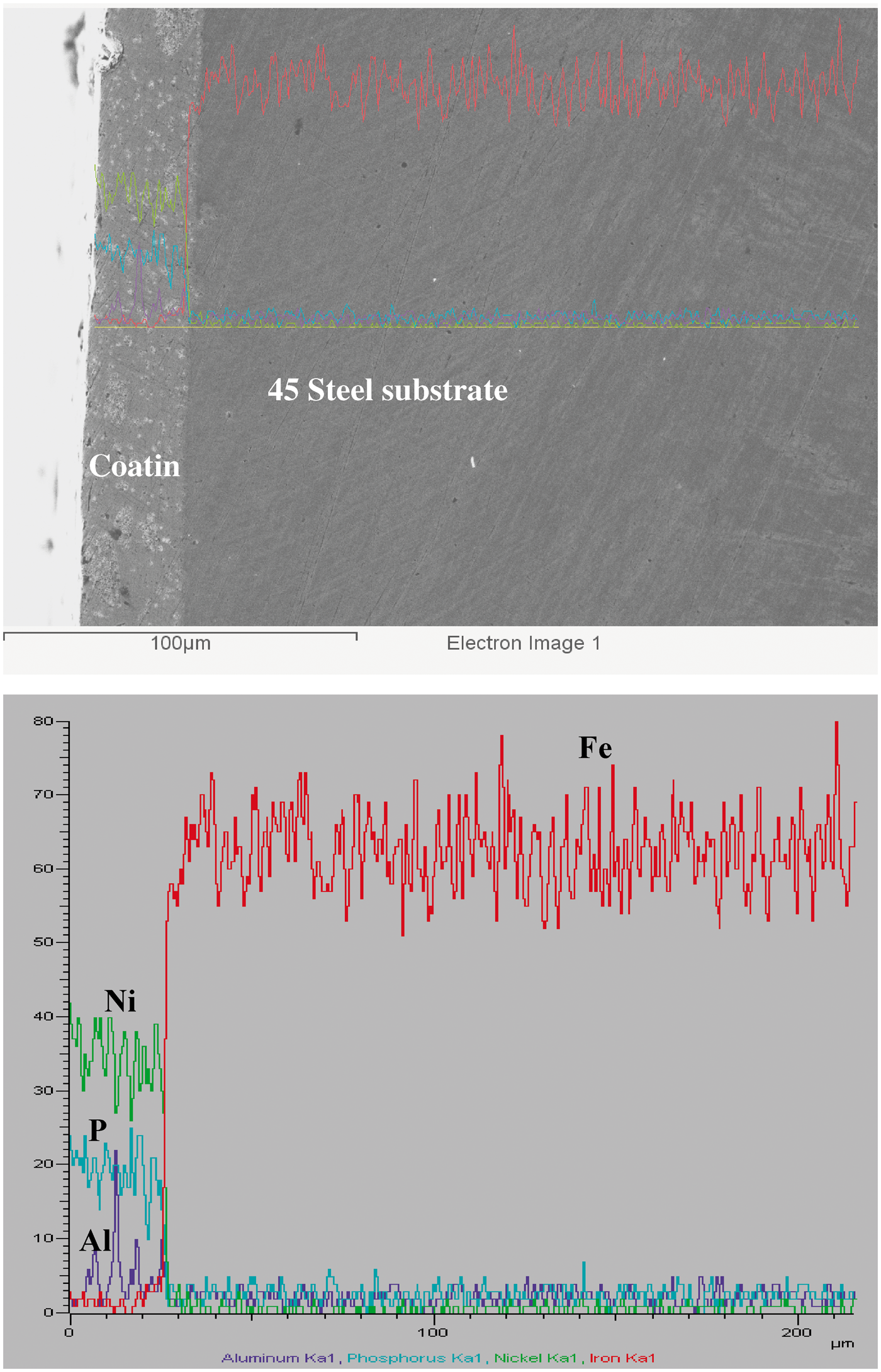
The X-ray diffraction (XRD) patterns of the samples as-plated (a) and after heat-treated at 350°C for 1 h (b) are shown in Figure 5. As shown in Figure 5(a), the diffraction patterns taken from the different composite plating coatings are similar to those taken from the pure Ni-P plating coating, showing amorphous structure features (diffraction angle 2θ=45 degrees). The curves in Figure 5(b) display the characteristics of different crystal structures after heat treatment at 350°C. In addition to Ni, PTFE, and A12O3 phases, Ni2P also formed in the composites. In the condition of plating, the electroless nickel plating layer is the metastable super-saturation alloy whose main phases are pure nickel and the intermetallic compound Ni3P phase.
The X-ray diffraction (XRD) patterns of the samples as-plated deposit (a) and after heat treated at 350°C for 1 h (b).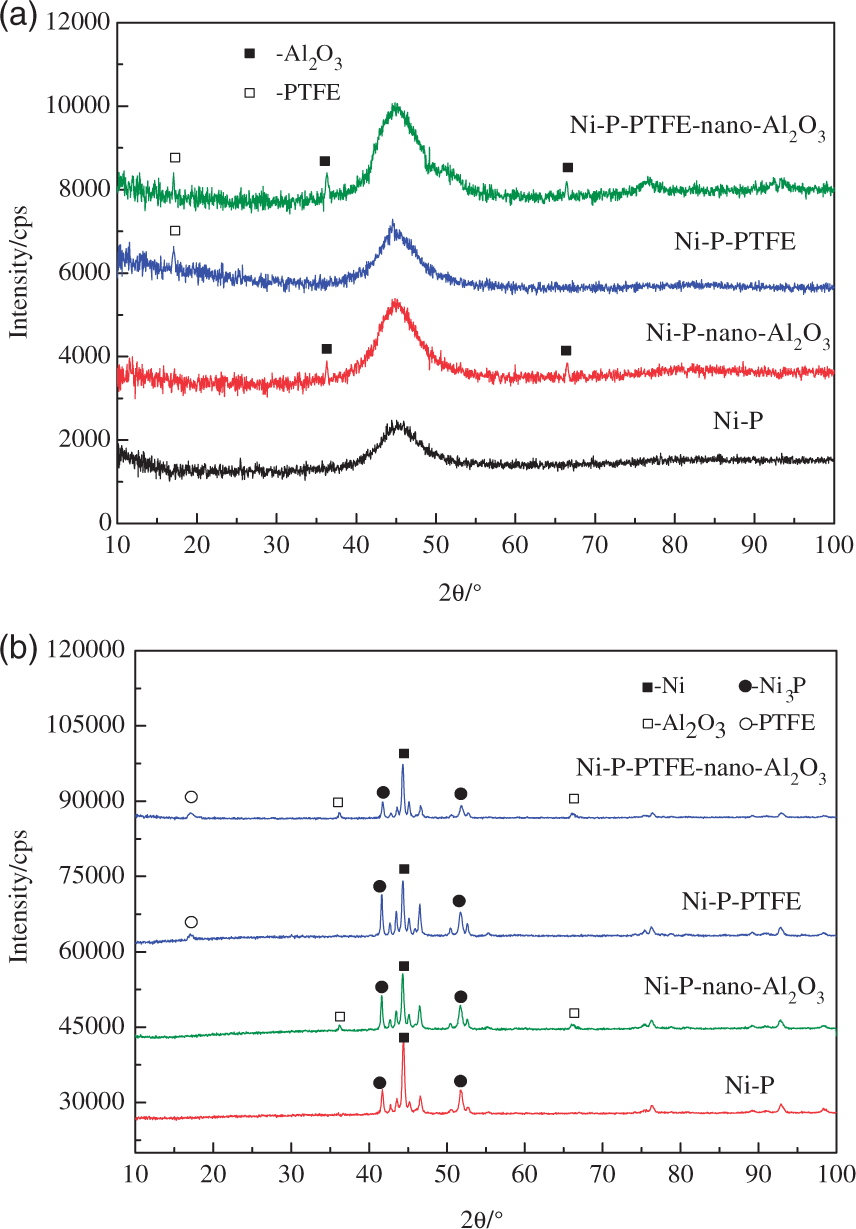
The XRD patterns taken from the Ni-P-10 mL/L PTFE-3 g/L nano-A12O3 coating heat-treated at different temperatures are shown in Figure 6. The structure of the as-plated coating is basically the same as that of the plating state, namely, the amorphous alloy. The coating contains two kinds of crystal phases after heat treatment at 100°C and 200°C. The crystallization of Ni3P occurred after heat treatment at 300°C. After heat treatment at 350°C, the peaks from the PTFE and A12O3 phases are present in diffraction patterns as well as some other sharp diffraction peaks, which can be indexed as Ni, Ni3P, and some metastable Ni12P5.. These metastable phases will transfer into the stable Ni3P and Ni phases under certain conditions. After heat treatment at 370°C, the peaks of Ni and Ni3P are more obvious in the diffraction pattern than the others, and the diffraction intensities become much stronger. In contrast, the diffraction peaks of the metastable Ni12P5 phase become weaker, indicating the gradual transformation of metastable phases to the Ni and Ni3P phases. The residual metastable phases and amorphous phases transformed into crystals when the coating was heat treated at 400°C. Consequently, the crystallization process was finished. Furthermore, the diffraction peak of nano-A12O3 particle embedded in the composite coating did not change all the time in the crystallization process. Whereas, PTFE particles intenerated at the temperature over its softening point (327°C), this was equivalent to the increase of spaces in the plating structure, which would lead to a decrease in the coating hardness. If the temperature of heat treatment is higher, it will cause the decomposition of PTFE (as shown in the XRD curve of the composite coating at 400°C—the PTFE peak has disappeared). This proves that PTFE gasified and escaped from the coating when the heat treatment reached 400°C, which means that the heat treatment temperatures of as-deposited plating coating should be controlled under 370°C. The final stable phases of this composite coating are Ni, Ni3P, A12O3, and PTFE.
The X-ray diffraction (XRD) patterns of the Ni-P-10 mL/L PTFE -3 g/L nano-Al2O3 composite coating after heat treatment at different temperature.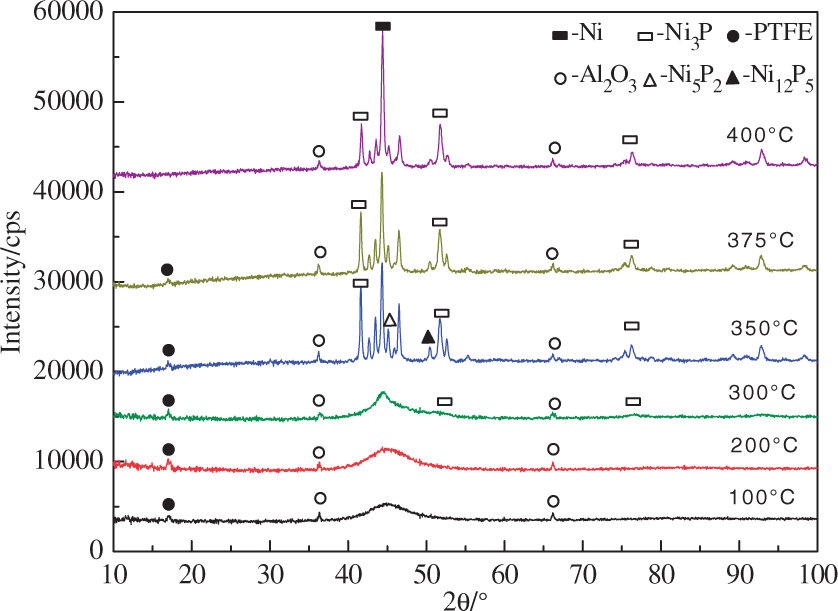
Hardness and friction properties of the composite plating consisting particles
The hardness of the different as-plated coatings and those that were heat treated at 350°C for 1 h are shown in Figure 7. For the as-plated coating, the hardness of the Ni-P-3 g/L nano-A12O3 composite coating is 684HV, while the Ni-P alloy coating has a moderate hardness (516HV) and the hardness of the Ni-P-10 mL/L PTFE coating is 380HV. The hardness of the Ni-P-10 mL/L PTFE-3 g/L nano-A12O3 composite coating is 453HV, owing to the existence of PTFE. After heat treatment, the Ni-P-3g/L nano-A12O3 composite coating had the highest hardness, reaching HV957. The hardness of the Ni-P-10 mL/L PTFE composite coating was the lowest, only HV526, and those of the Ni-P alloy coating and the Ni-P-10 mL/L PTFE-3 g/L nano-A12O3 composite coating were HV680 and HV756, respectively. This is because nano-A12O3 particles are hard phase and play a role of dispersion strengthening when they are added into the Ni-P plating coating. However, the hardness of the coating containing PTFE is low because of the soft phase of PTFE. For multiple compound coating, the hardness is determined by the corporate affect of the two different particles.19
The comparison of hardness of the different plating coatings and after heat-treated at 350°C for 1 h.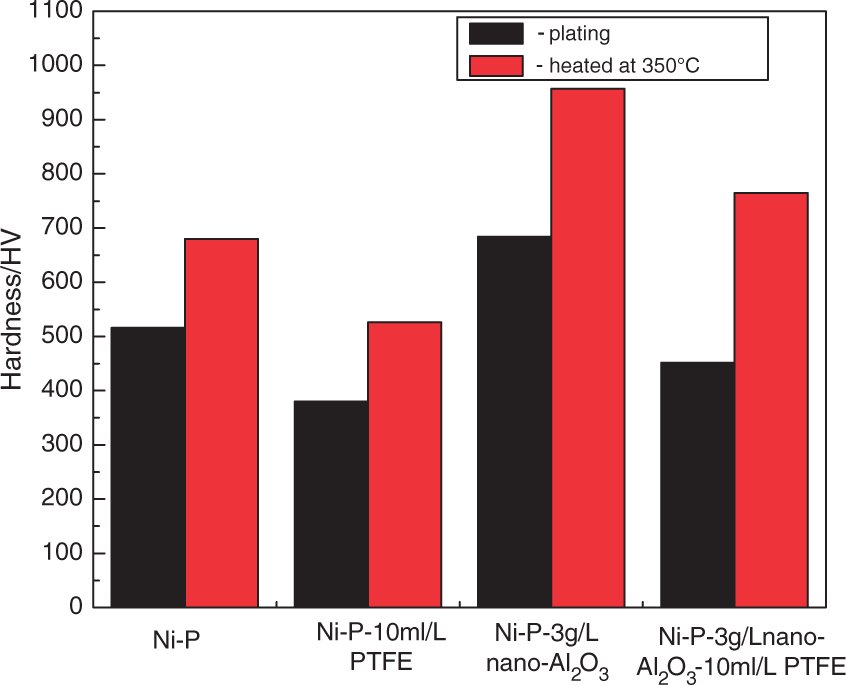
Figure 8 shows the hardness curve of the Ni-P-10 mL/L PTFE-3 g/L nano-A12O3 composite coating. It indicates that the hardness increases with the increase of the heat treatment temperature; below 200°C the hardness changes very gently, and then increases significantly over 300°C, then finally reaches its maximum value at 400°C. The hardness after heat treatment at 375°C is HV894 and after heat treatment at 400°C is HV1187. The hardness of the plating coating greatly increased when treated at temperatures higher than 400°C, which proves the gasification and escaping of PTFE from the coating. So, the proper heat treatment temperature should be below 375°C. In this experiment, we were able to achieve a relatively high hardness (about HV765) after heat treatment at 350°C for 1 h, with the PTFE particles in the coating undestroyed.
The curve of hardness of the Ni-P-10 mL/L polytetrafluoroethylene (PTFE)-3 g/L nano-Al2O3 composite coating at different heat treatment temperature.
The wear loss and friction coefficients of different samples as plating are shown in Figure 9. Under the same condition, the wear loss and friction coefficient of the 45 steel are the highest and the friction coefficient of the Ni-P-10 mL/L PTFE composite coating is relatively low. This is because the PTFE particles added into the composite coating play a lubricating role and reduce the friction coefficient of the coating. The wear loss of the Ni-P-nano-Al2O3 composite coating is relatively small due to the incorporation of nano-Al2O3 particles into the composite coating, which can improve the hardness of the coating and reduce the wear loss. The friction coefficient and the wear loss of the Ni-P-PTFE-nano-Al2O3 composite coating have the best combination.
The comparison of wear losses and friction coefficient of the 45# steel and the different samples as plating.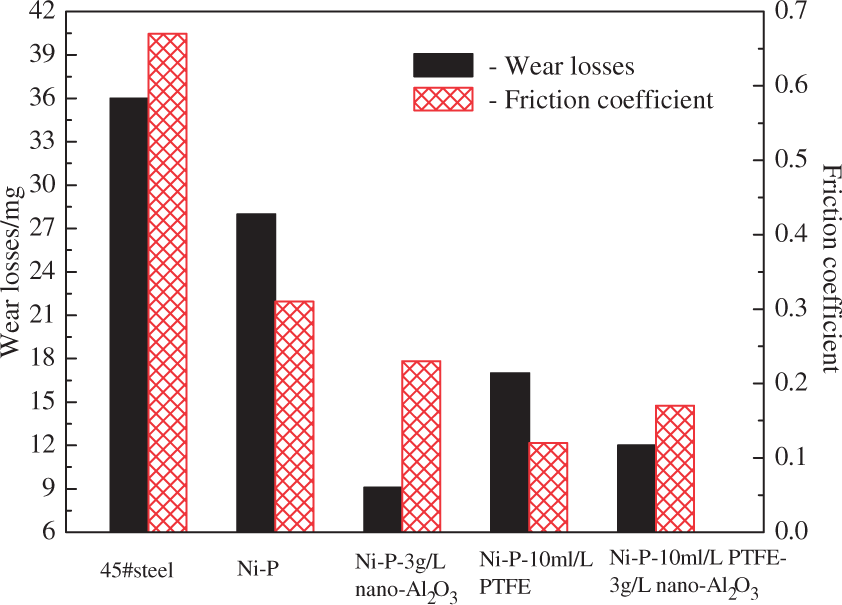
Figure 10 displays the morphologies of the worn surfaces of the different as-plated samples. The worn surface of the 45 steel has serious deformation with apparent adhesive wear features. The surface morphology of the electroless Ni-P alloy suggests that the alloy has greater wear resistance than the 45 steel, with the plating coating having obvious spalling phenomenon. Figure 10(c) shows the surface morphology of the Ni-P-nano-Al2O3 composite coating with fewer scratch marks observed. The features shown in Figure 10(d) indicate that the Ni-P-PTFE composite coating has better wear resistance than that of the electroless Ni-P alloy. The wear morphology of the Ni-P-nano-Al2O3 composite coating shown in Figure 10(e) proves that the wear performance of the coating is the best with very shallow grinding marks. This is attributed to the anti-wear property of the nano-Al2O3 particle and the lubricating property of the PTFE particle.
Morphology of the worn surface of the different samples as plating: (a)-45# steel, (b)-Ni-P, (c)-Ni-P-3 g/L nano-Al2O3, (d)-Ni-P-10 mL/L PTFE, and (e)-Ni-P-10 mL/L PTFE-3 g/L nano-Al2O3.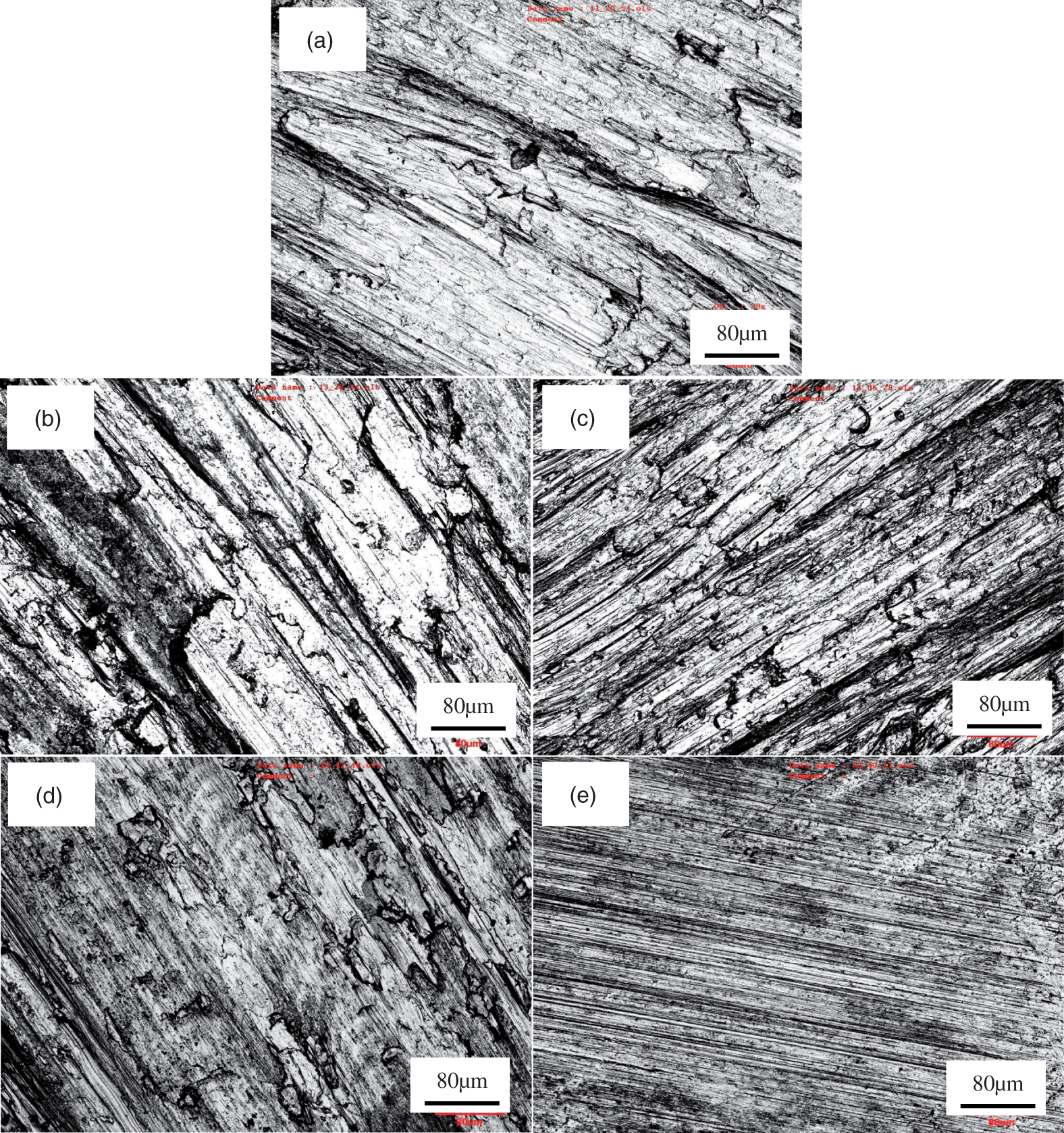
Figure 11 displays the wear loss and friction coefficients of the Ni-P-10 mL/L PTFE-3 g/L nano-Al2O3 plating coating heat-treated at different temperatures. After heat treatment, the coating’s wear resistance performance was improved. The friction coefficient of the coating first decreases with the increase of the heat treatment temperature and then reaches to the minimum value at the temperature of 350°C. Above that temperature, the friction coefficient increases with the increase of the heat-treatment temperature. This is probably because the growth of the grain causes the reduction in hardness. Yet, the structural integrity of crystal lattice was much higher, the plasticity and toughness of the coating were improved, and the bonding force with the substrate was better.
Wear performance of the Ni-P-10 mL/L polytetrafluoroethylene (PTFE)-3 g/L nano-Al2O3 composite plating coating according to heat-treatment temperature.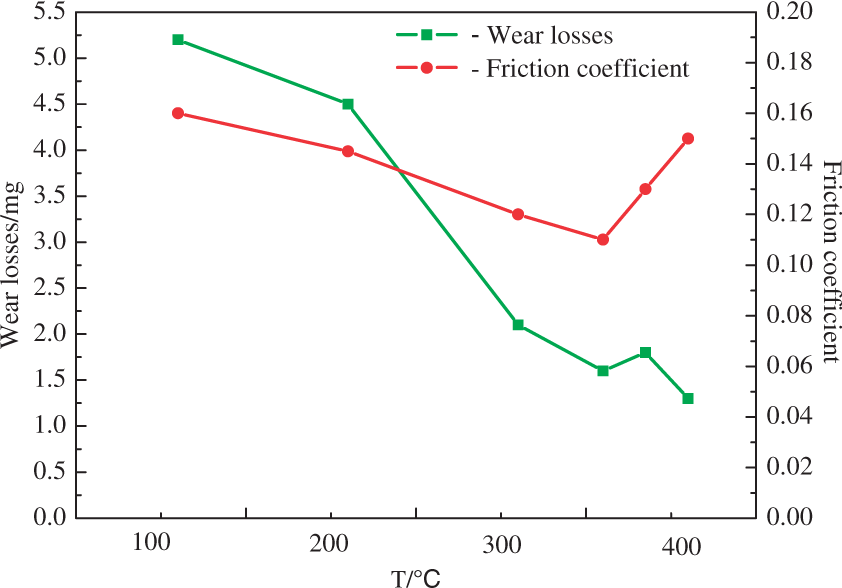
The wear loss of the coating changes with the heat treatment temperature in the same way as the friction coefficient when the temperature is below 350°C. Above that temperature, the change of the wear loss is not obvious. This can be understood because the heat treatment improves the hardness and adhesion force of the coating with substrate, and heat treatment also has a direct relation with the change of the coating hardness. In addition, the mechanical quantity of the friction decreases subsequently, which leads to the reduction of the friction and friction coefficient.
Morphologies of the worn surface of Ni-P-PTFE-nano-Al2O3 plating coating heat-treated at different temperatures are shown in Figure 12. This image shows that after wear, the surface of the coating looks pretty rough after having been heated at 100°C. When treated at 350°C, scratch marks are shallower and no bad furrows appear (b). Because the gasification of the PTFE particles has a certain effect on the friction and wear properties, deeper grinding marks appear when the sample is treated at 400°C.
Morphology of the worn surface of the Ni-P-10 mL/L PTFE-3 g/L nano-Al2O3 composite plating coating at different heat treatment temperature: (a) 100°C, (b) 400°C, (c) 350°C.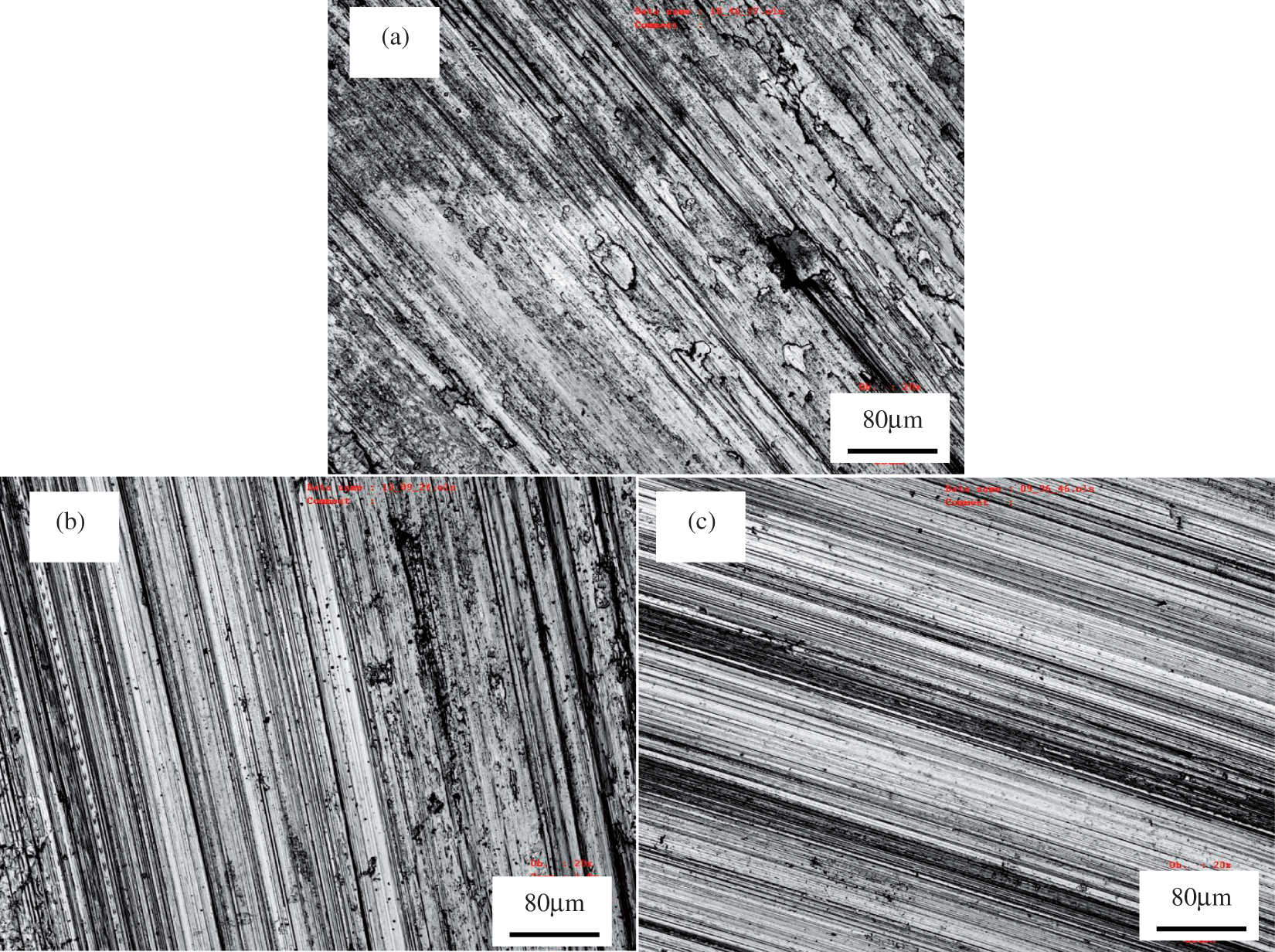
The above analysis indicates that the Ni-P-PTFE-nano-Al2O3 composite plating coating does not have the highest hardness but does have the lower wear loss under the same friction environment. Because PTFE is a soft phase in this composite plating coating, the hardness of the Ni-P-PTFE-nano-Al2O3 composite plating coating is lower than that of the sample without PTFE. However, PTFE is such a good lubricating phase that the friction coefficient of the Ni-P-PTFE-nano-Al2O3 composite plating coating is lower than the other coatings except the Ni-P-PTFE coating. So, the Ni-P-PTFE-nano-Al2O3 composite plating coating provides better anti-friction properties than other coatings. This is due to the fact that the PTFE and nano-Al2O3 particles have been wrapped uniformly in the coating and will play a cooperative effect on the property of the coating. PTFE has a low friction coefficient with excellent anti-friction performance. And the PTFE particles on the friction surface will soften and will distribute uniformly throughout the uneven friction surface as a result of the friction movement. Moreover, a uniform layer of PTFE membrane will form on the contact surface, which plays a good solid-lubricating role. As a result, the Ni-P-PTFE-nano-Al2O3 composite plating coating has the lower wear loss under the same friction environment. On the other hand, the friction coefficient of the Ni-P-PTFE-nano-Al2O3 composite plating coating will be reduced greatly and the friction surface will be smooth, while the nano-Al2O3 particles with much higher hardness can resist plough cutting strongly and endure the abrasion at high loads.
The nano-Al2O3 particles embedded in the Ni-P alloy substrate can play a dispersion strengthening role that will increase the ability of plastic deformation resistance in the coating surface without leading to the loss of material with the main mechanism as plastic flow in the wear process. Two kinds of particles, one of which had wear resistance property and the other had anti-friction property, made Ni-P-PTFE-nano-Al2O3 composite coating present a good wear resistance and self-lubrication performance.
Conclusions
An optimized electroless plating process has been established for the preparation of Ni-P alloy-based composites containing nano-Al2O3 and PTFE-particles that have good anti-wear properties and a low friction coefficient. The best additive content of the nano-Al2O3 and PTFE in the plating solution is 3 g/L and 10 mL/L, respectively. The as-deposited platings have an amorphous structure. After being heated at 300°C, the coatings start to crystallize and they are entirely transformed into a crystal at 400°C. The hardness of the Ni-P-PTFE-nano-Al2O3 amorphous plating was HV452; however, its hardness was correspondingly increased and reached HV756 with a heat treatment of 350°C for 1 h. Simultaneously, the wear loss was 1.6 mg and the friction coefficient was 0.11. Two kinds of particles, one of which had wear resistance property and the other had anti-friction property, made Ni-P-PTFE-nano-Al2O3 composite coating present a good wear resistance and self-lubrication performance.
Footnotes
Acknowledgment
This research was financially supported by the Program for Changjing Scholars and Innovative Research Team in the University (IRT0713), supported by Educational Commission of Liaoning Province of China (LT2010031), and supported by Science and Technology of Shenyang (2011).