
Abstract
Study on phenolic hollow microspheres (PHMS)-filled vinyl ester (VE) composites has been carried out. Effect of adding PHMS fillers at different filler loading on flexural, impact, and thermal properties were studied. The impact strength increased with the addition of PHMS fillers but at the expense of flexural strength, flexural modulus, and thermal stability of the composites. The second stage of this article aims to study the effect of adding silica as second filler in PHMS-filled VE composite system, and the influence of silane treatment on the mechanical properties of silica/PHMS/VE hybrid composites. PHMS/VE composites filled with silane-treated silica were found to show an increase in flexural modulus with increasing filler content. On contrary, the untreated silica fillers were observed to provide reinforcing effect in PHMS/VE composites at rather low filler concentration. The flexural strengths of silica/PHMS/VE hybrid composites were found to decrease with addition of silica content in the composites, and further decreased with increasing in silica content for both untreated and treated silica/PHMS-filled VE composites. Addition of silane-treated silica in the composites also provided an increase in the impact resistance of the PHMS/VE composites. Interestingly, the addition of silica and PHMS fillers in VE matrix has resulting in low density composites with improved flexural modulus and impact resistance.
Introduction
Hybrid composite is formed with a combination of two or more fillers in the matrix resin. The term hybrid composite is used to imply the incorporation of different types of fiber/filler, in a resin matrix. The aim of hybridization is to generate a new material that will retain the advantages of its constituents, thus compensating what are lacking in the other.
Hollow microspheres are fillers with extremely low density. The inclusions of hollow microspheres in the polymer composites give rise to a much lighter composite. Light polymer composites will lead to reduction in cost production. 1 On the other hand, addition of inorganic fillers were known to enhance tensile and flexural modulus, improve the rigidity and heat resistance of polymer composite depending on the shape, dimensions, and characteristics of the inorganic fillers. 2
Several studies have been carried out aiming to enhance the mechanical properties of microspheres filled polymer composites via inclusion of other type of reinforcing materials such as nanoclay, 3 chopped glass fibers, 4 and short carbon fibers. Inclusion of inorganic mineral particulate fillers in composites has been widely practiced in polymer composites field. 5 Combination of rigid and thermally stable inorganic fillers with the advantages of flexibility and ductility of polymer brought to a good improvement in mechanical properties of the inorganic mineral filled composites. 6 In addition, the volume of resin can be reduced by replacing it with addition of mineral fillers, which is cheap and well abundance. Wouterson et al. 3 in their study of hybrid nanoclay and hollow microspheres, have observed that the Young’s modulus and the fracture behavior of the hollow microspheres filled epoxy composites increased with the addition of 2 wt% nanoclay.
However, inadequate interfacial interaction between polymer matrix and inorganic mineral filler such as silica has been a problem known to cause phase separation between the polymer matrix and the inorganic mineral fillers. 6 The incompatibility of both matrix and mineral fillers led to poor mechanical properties of the mineral fillers filled polymer composites. Most recent studies are focusing on the methods to improve the compatibility between polymer matrix and mineral fillers via chemical modification using surface modifying agents such as silane, and grafting polymers on the surface of the mineral fillers.
This study aims to employ a combination of silica inorganic mineral fillers with phenolic hollow microspheres in VE composites. The effect of adding silica in PHMS-filled VE composite system and also the effect of using silica-treated silane fillers on the mechanical properties of the PHMS/silica/VE hybrid composites were the subject of this study.
Experimental
Materials
Type and properties of PHMS and silica particulate fillers

Sample preparation
Surface treatment on silica fillers using silane coupling agent
The silica fillers were oven dried at 80°C for 24 h prior to surface treatment. The 1 wt% 3-APTES silane was diluted in ethanol solution of 95% ethanol and 5% deionized water. The pH of silane and ethanol solution mixture was adjusted to pH 4.5–5.5 with acetic acid, and left for 1 h for the silane to pre-hydrolyze. Silica fillers were added gradually while stirring the mixture using mechanical stirrer. The stirring was carried out for another 1 h to ensure hydrolysis reaction has completed. The silane-treated silica fillers were then oven-dried at 110°C for 24 h. Dried silane-treated fillers were rinsed with ethanol and re-dried using the same oven drying method.
Preparation of composites
Composition of each constituent material in composites formulation
Testing and characterization of composites
Three-point bending tests were carried out according to the standard method used for flexural properties (ASTM D790) using Instron 3366 with the cross-head speed set at 1.28 mm/min. The span-to-depth ratio of all specimens were fixed at 16:1. The unnotched Izod impact tests were carried out according to ASTM D-256 using a Galdabini 1890 impact tester. The experimental density of the composites is measured by dividing volume over weight of the samples. Theoretical density can be obtained using equation (1)
The void contents of the composites were determined by calculation using equation (2)

The morphological study on fracture composite surfaces was observed using a field emission scanning electron microscope (FESEM) ZEISS model SUPRA 35VP instrument. Thermogravimetric analysis (TGA) was performed using a Perkin Elmer Pyris Diamond TG/DTA Analyzer under nitrogen atmosphere at a heating rate of 10°C/min from 30°C to 600°C.
Results and discussion
Density and void content
Figure 1 illustrates the theoretical and actual density of PHMS-filled VE composites at different filler loading with their related void contents. In general, the measured densities of PHMS-filled VE composites are lower than their corresponding theoretical densities. This is related to the hollow volume enclosed within the PHMS fillers, and also voids, which formed from entrapped gas during processing of the composites. Hollow microspheres filled composites often regarded as three-phase system as they contained hollow microspheres, matrix as binder, and interstitial voids.
8
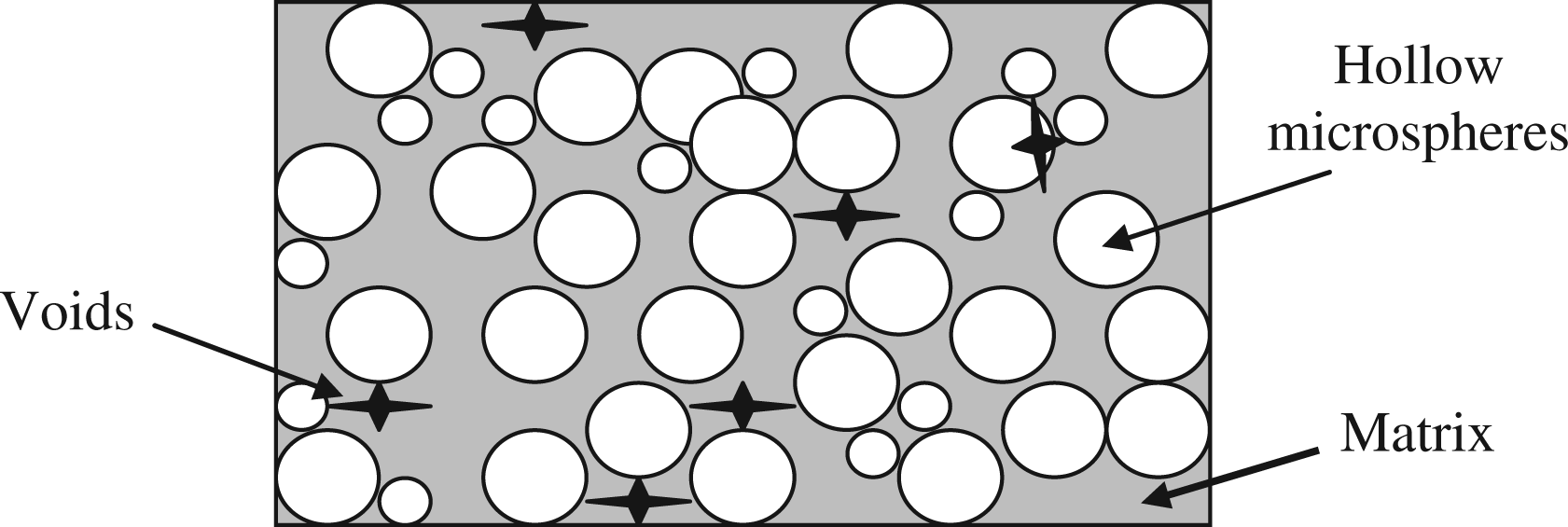
PHMS fillers are very light in weight because they are gas containing hollow particles. The hollow space in PHMS fillers has created closed-cell porosity in the matrix, which contributes to the decrease in density of the composites. Therefore, as more PHMS are incorporated into the matrix, more closed cells are created within the matrix, hence, the density of the composites will be reduced. Figure 2 illustrates the schematic of syntactic foam containing hollow microspheres and voids. Inclusion of hollow microspheres created closed-cell porosity in the matrix, which contributes to lowering of the density of the VE matrix.
9
Increasing in filler content will cause difficulty in stirring during processing due to increase in viscosity and hence it is believed to be responsible in increasing trapped gas within the composites.
10
This subsequently results in unfavorable significant increase in void with addition of PHMS fillers in VE composites.
Relation between density and void content of neat VE and PHMS-filled VE composites. Schematic morphology of hollow microspheres filled composites.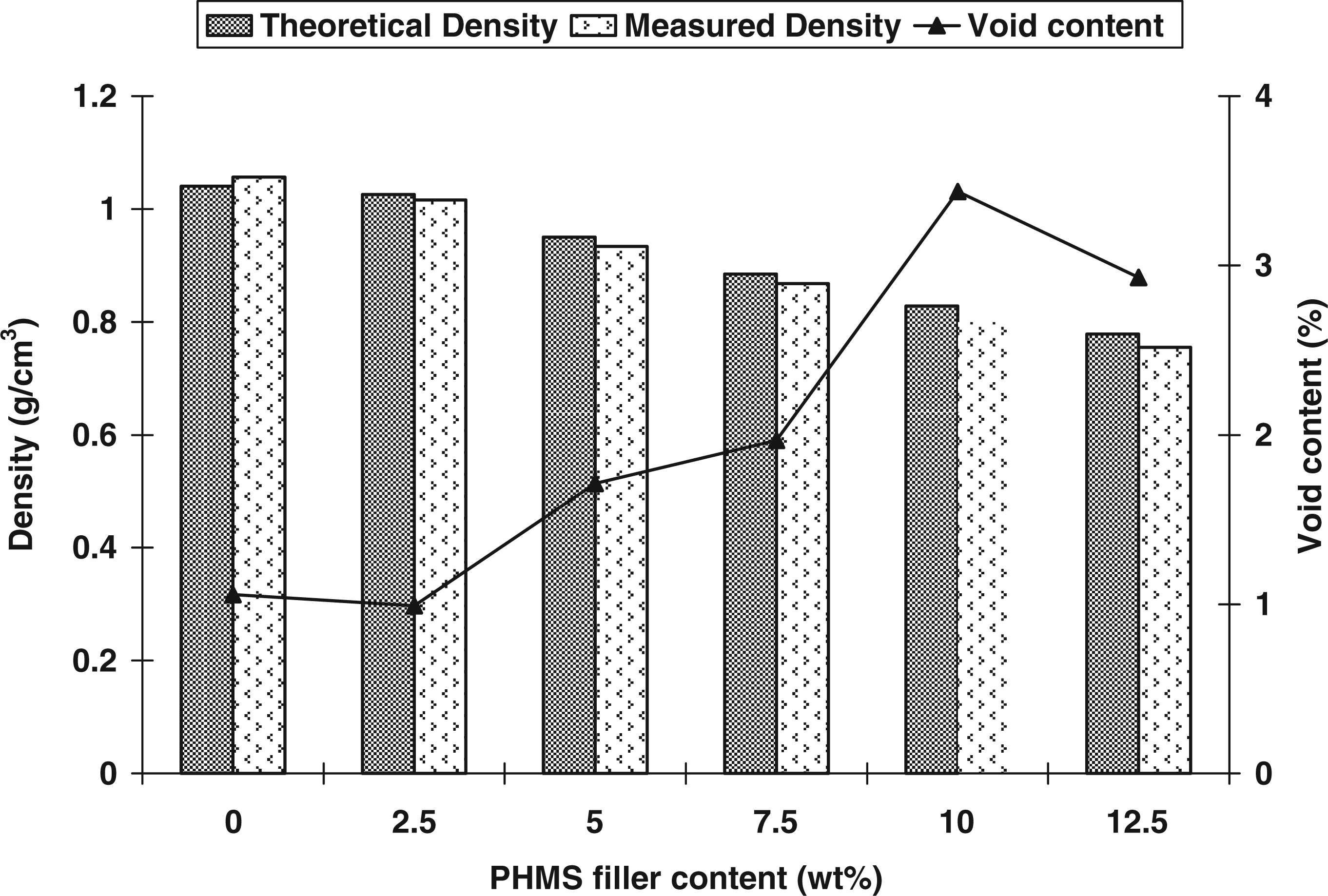
Flexural properties
Figure 3 showed the analyzed flexural strength and specific flexural strength results of neat VE and PHMS-filled VE composites at different filler loadings. The flexural strengths of VE were expected to decrease with the addition of PHMS fillers due to the increasing void content in the composites as presented previously in Figure 1. Interestingly, the specific flexural strengths were observed to be slightly higher than that of flexural strengths of the composites at all filler loading, owing to the low density PHMS fillers. The specific flexural strengths were also found to show similar decreasing trend with the increasing filler content.
Comparison of flexural strength and specific flexural strength of neat VE and PHMS-filled VE composites at different filler loading.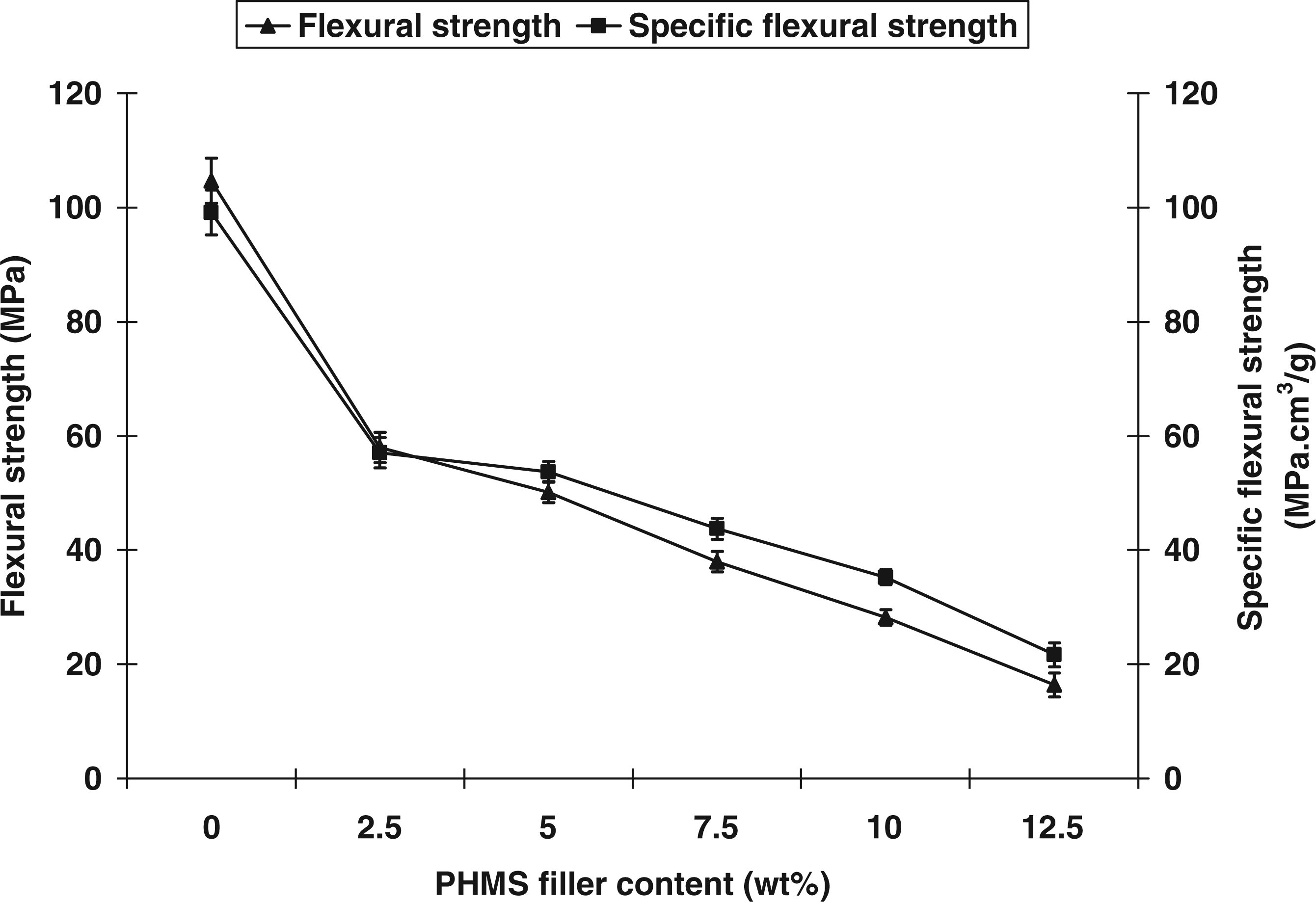
Deterioration of flexural strengths in PHMS-filled composites could be initiated from voids formed within the matrix which is contributed from trapped gases during mixing of the resin. Similar trend was also reported by Zhang and Ma 11 where the flexural strength of carbon hollow microspheres filled phenolic composites were lower than that of neat phenolic resin, and further decreased with increasing filler content. Studies on mechanical properties of hollow microspheres filled epoxy composites by Kim et al. 12 showed that addition of hollow microspheres reduced not only the modulus and the composites’ strength, but also the specific flexural modulus of the hollow microspheres filled composites.
The flexural modulus of neat VE and PHMS-filled VE composites at different filler loading are shown in Figure 4. It was noted that the flexural modulus of the PHMS-filled VE composites decreased significantly with the increase in PHMS content. Slightly higher trend was shown by specific flexural modulus when compared to those of flexural moduli. The trend of flexural modulus is different with that of the Rule of Mixture where generally the flexural modulus increased with increasing filler loadings. Same observations were reported by Wouterson et al.
13
where the flexural modulus of the hollow phenolic microspheres filled epoxy composites were observed to decrease with increase in phenolic hollow microspheres content. This is owing to the low modulus of the phenol–formaldehyde, which is the material of the phenolic hollow microspheres made of.
Comparison of flexural modulus and specific flexural modulus of neat VE and PHMS-filled VE composites at different filler loading.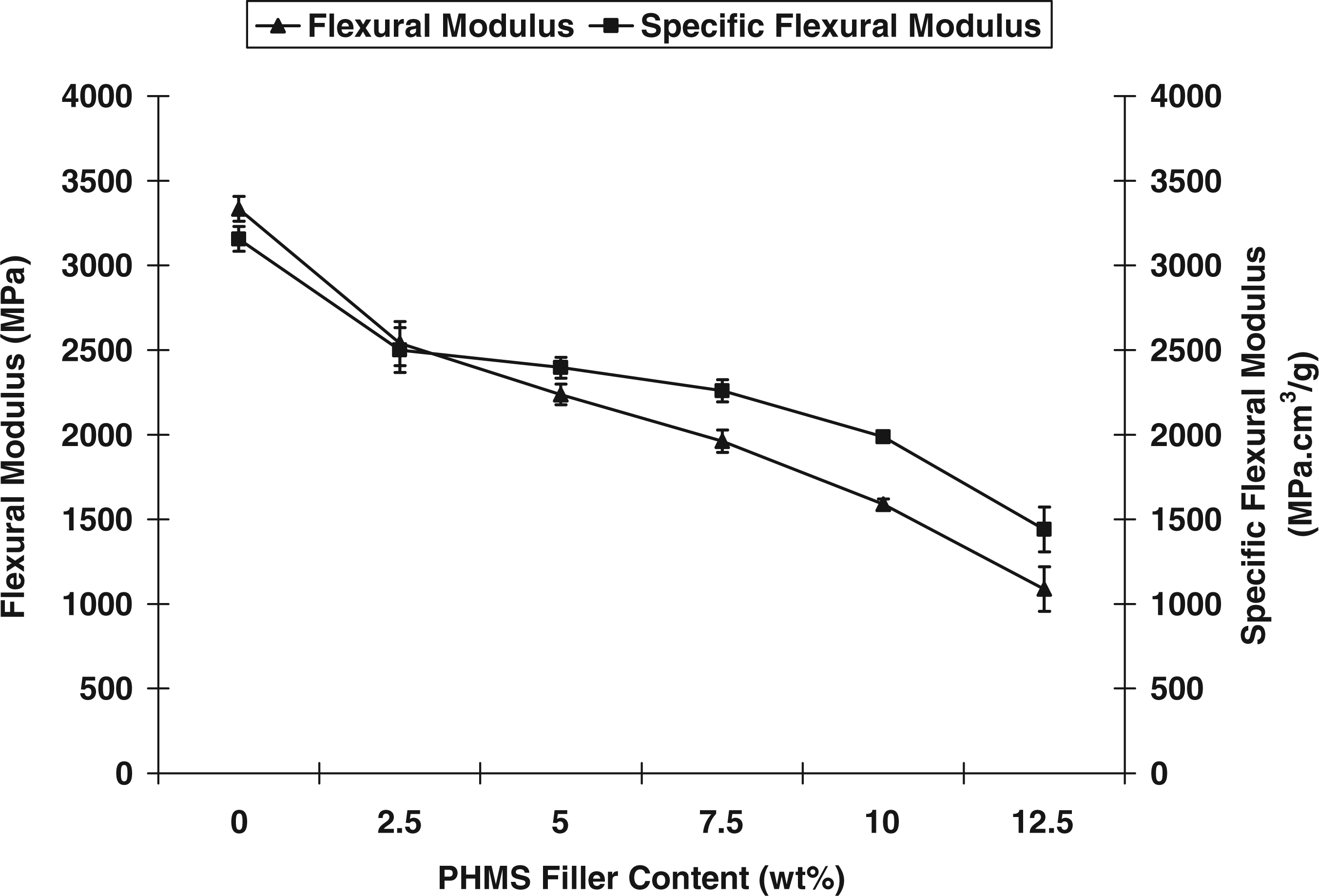
However, despite the unattractively low flexural strength and flexural modulus of PHMS-filled VE composites, these factors do not limit the applicability of PHMS-filled polymer composites as this type of composites have merits in insulating purposes such as soundproofing materials and thermal insulator owing to the porous structures of the composites. 14 The use of hollow microspheres as fillers in polymer composites provide an ease in tailoring the density of the filled polymer composites, which is the highlighted criteria for the hollow microspheres filled composites to be used as sandwich core. 15
Impact properties
The impact strength and specific impact strength of PHMS/VE composites versus PHMS content are plotted in Figure 5. The figure shows that the impact strength of VE composites increased with the addition of PHMS fillers in the VE matrix up to 10 wt% before a sudden decrease with further increase 12.5 wt% of PHMS content. The sudden drop in impact strength for PHMS-filled VE composites at the highest filler loading is attributed to the less matrix content in the composite system, which reduced the ability of the matrix to absorb the impact stresses, hence influenced the stress transfer between matrix and fillers.
Comparison of impact strength and specific impact strength of neat VE and PHMS-filled VE composites at different filler loading.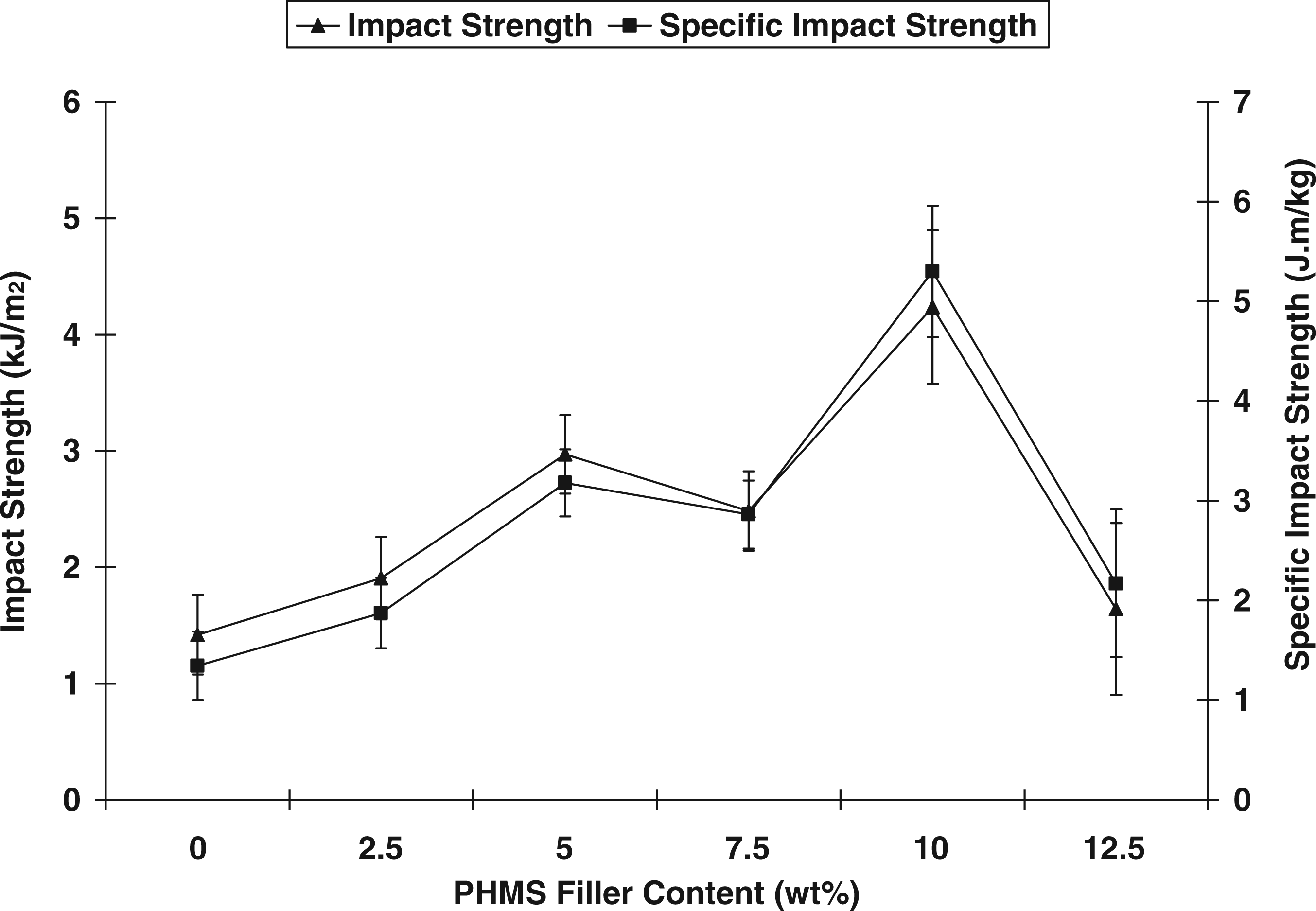
Modification of brittle thermosetting matrix such as epoxies, unsaturated polyester, and vinyl ester via inclusions of particulate fillers has become an attractive alternative to improve the properties of thermosetting composites. Kim and co-workers 12 have suggested that inclusion of hollow microspheres in the thermosetting matrix would help in improving impact strength of the thermosetting composites and reducing the density of the composites as well.
The positive increase in specific impact strength values corresponding to the SEM observations indicates that inclusion of PHMS fillers in the matrix gives rise to the modification of the matrix. Figure 6 shows the SEM micrographs of fracture surfaces of neat VE and PHMS-filled VE composites at different filler content under impact loading. Judging from the SEM micrographs, multiple step marks were observed around the PHMS fillers embedded in the matrix. These step marks proved that the PHMS fillers absorbed the impact energy transferred from the matrix. There are also branches of small cracks observed in the matrix, which are believed had contributed in preventing the composites to undergo catastrophic failure when subjected to impact load.
Fracture surface of (a) neat VE, PHMS-filled VE at (b) 2.5 wt% (c) 5 wt% (d) 12.5 wt% filler content.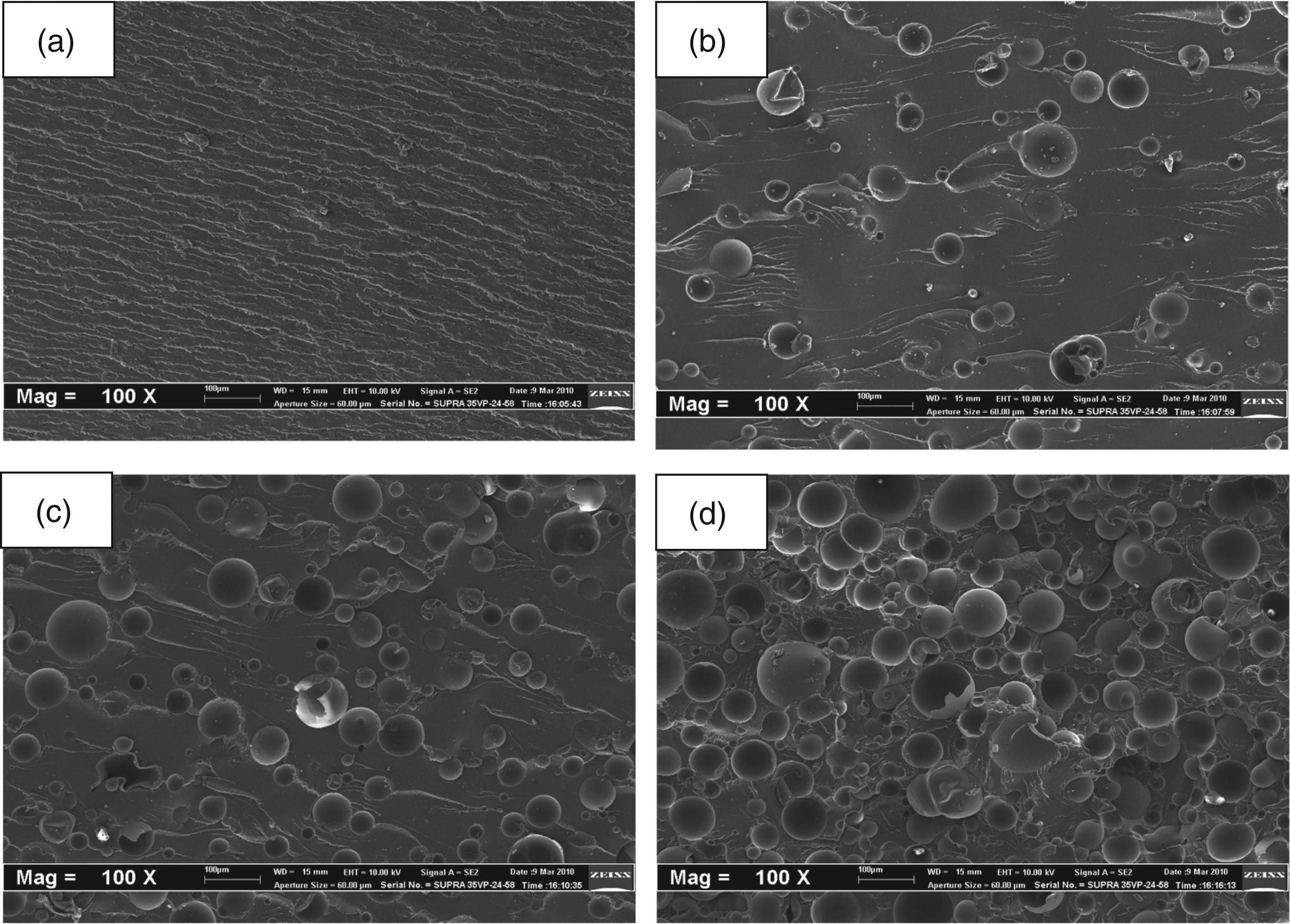
On the other hand, tailing structures observed in PHMS-filled VE composites indicate pinning mechanism occurred in the composites. As reported by Wouterson et al., 3 pinning mechanism or crack front bowing mechanism is a well-known toughening mechanism in filled composites, which explains the improved in impact strength of VE matrix with the addition of PHMS fillers. 3 Addition of PHMS fillers in VE matrix pinned the propagating cracks and secondary crack fronts will appear between the PHMS fillers. Based on the SEM micrographs, several deformed, debonded, and fractured PHMS fillers are observed and this results in improved plastic deformation of the matrix.
The decrease in impact strength is more pronounced at the highest PHMS content. This is mainly owing to lowering of matrix content in the composite systems. In the hollow microsphere filled polymer composites system, the matrix serves as stress-bearing phase. 13 As the content of the PHMS increased, the matrix content reduced which resulted in less of the overall stress supported by the matrix. At high filler content, it is believed that most of the stresses are supported by PHMS fillers due to the lacking of matrix amount in the composites system. This is proven by extensive breakage of PHMS fillers in PHMS-filled VE composites at high filler content as revealed in SEM micrographs in Figure 6(d).
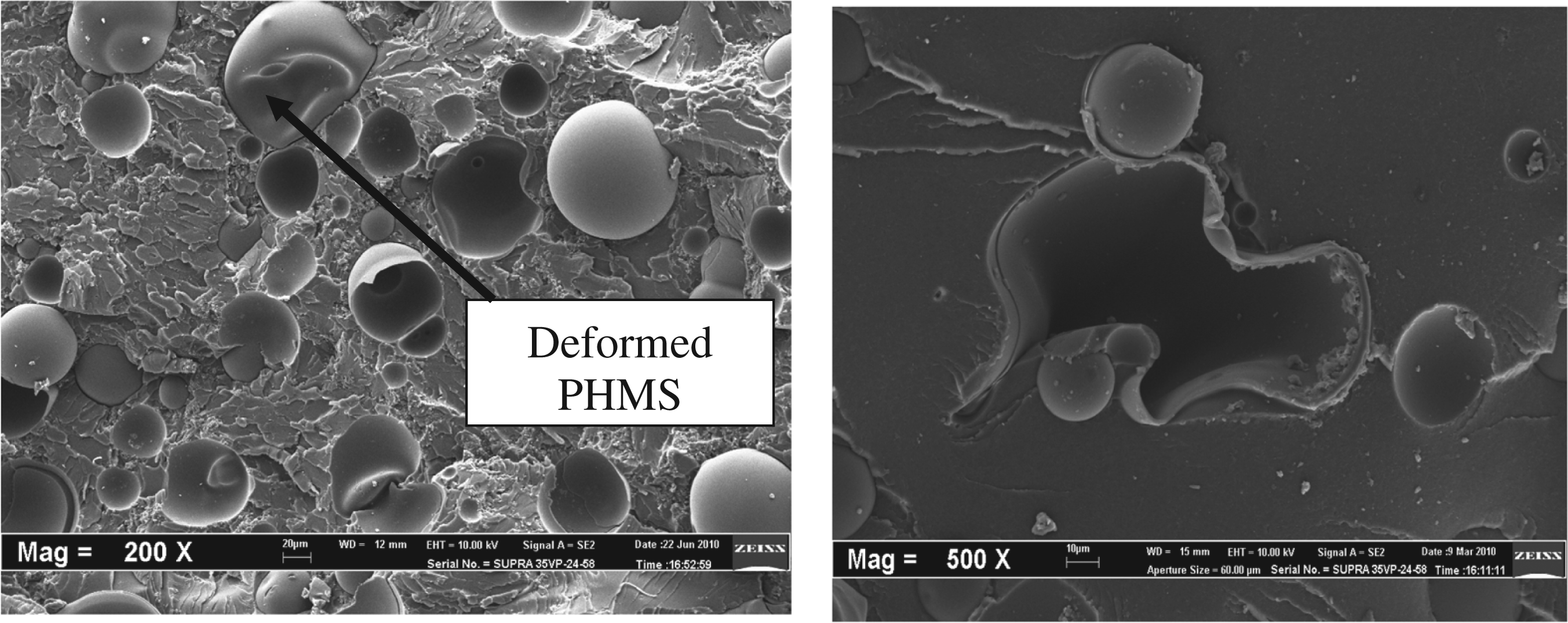
The PHMS fillers used in the present study are found to deform under applied stress, which is believed to be attributed to the hollow inner part of the microspheres. Comparison of PHMS before and after subjected to impact stress is shown in Figure 7. When the PHMS/VE composites are subjected to impact testing, PHMS absorbed the stress applied to the composites via deformation and fracturing of PHMS. In addition, PHMS fillers pull-out has been observed in the micrograph. The ability of PHMS fillers to deform under applied stress is such an advantage where this helps to prevent stress build up in the hollow microspheres filled composites.
13
SEM micrographs of: (a) PHMS before incorporation into the PHMS/VE composites system, (b) fractured PHMS embedded in VE matrix after subjected to impact testing.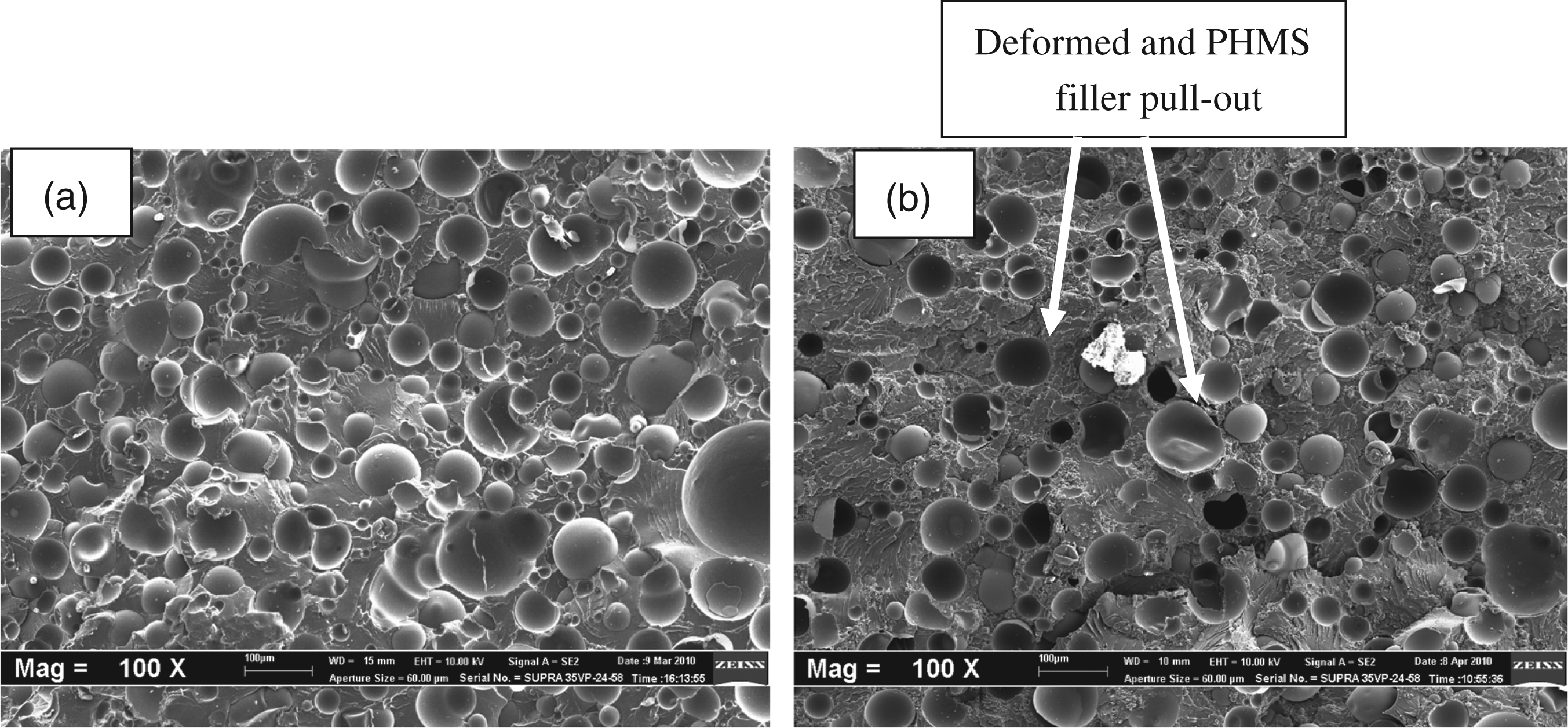
Thermal stability
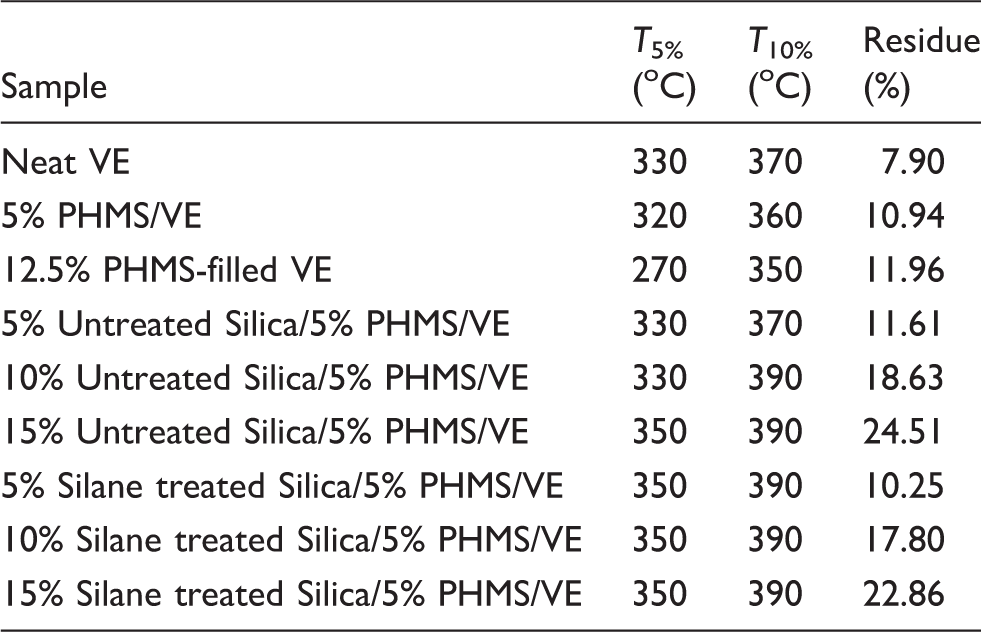
Thermal stability of composites is one of several factors that determine the long-term performance capabilities of composite parts for application in elevated temperatures. Figure 8 depicts the thermal stability of the neat VE and PHMS-filled VE composites at the lowest and highest filler content. Based on the thermogravimetric curves shown in Figure 8, and analyzed data presented in Table 3, the addition of PHMS fillers into VE matrix has reduced the initial degradation temperature of the VE composites which is measured at 5% degradation. PHMS loading at 12.5 wt% has further reduced the initial degradation temperature of VE matrix from 330°C to 270°C. In the case of PHMS-filled VE composites, the thermal stability of the composites is governed by both polymer phase and PHMS fillers as the PHMS fillers are made of thermosetting polymers. An explanation for the lowering of thermal stability with the inclusion of PHMS fillers in VE matrix has been highlighted in our previous work
16
where the deterioration of thermal stability of the PHMS-filled VE composites could be related to the tendency of PHMS fillers to decompose during exposure in high temperatures which is a part of the mechanism for such an ablative materials.
Thermogravimetric curves of neat VE and PHMS-filled VE composites. Initial degradation temperature at 5% and 10% degradation, and final residue of all composites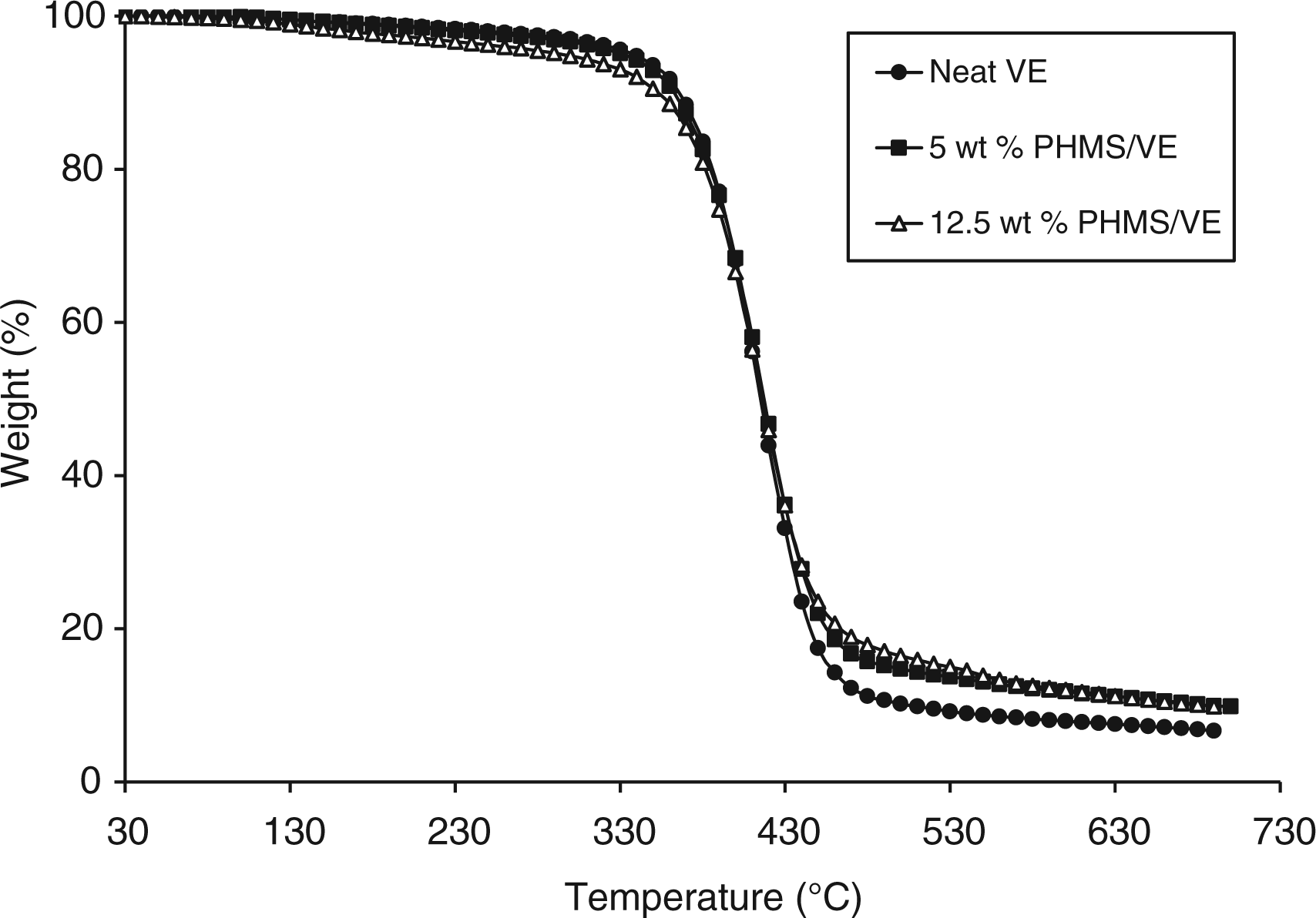
Effect of untreated silica and silane-treated silica
Flexural properties
Figure 9 illustrates the effect of the addition of untreated and silane-treated silica filler on the flexural strength of PHMS/silica-filled VE composites at different filler content. The graph clearly showed that the addition of PHMS fillers in VE resin resulted in a sudden decrease in flexural strength of the composites, and further decreased with addition of both untreated and treated silica.
Flexural strength of neat VE, untreated silica/PHMS/VE, and silane-treated silica/PHMS/VE composites.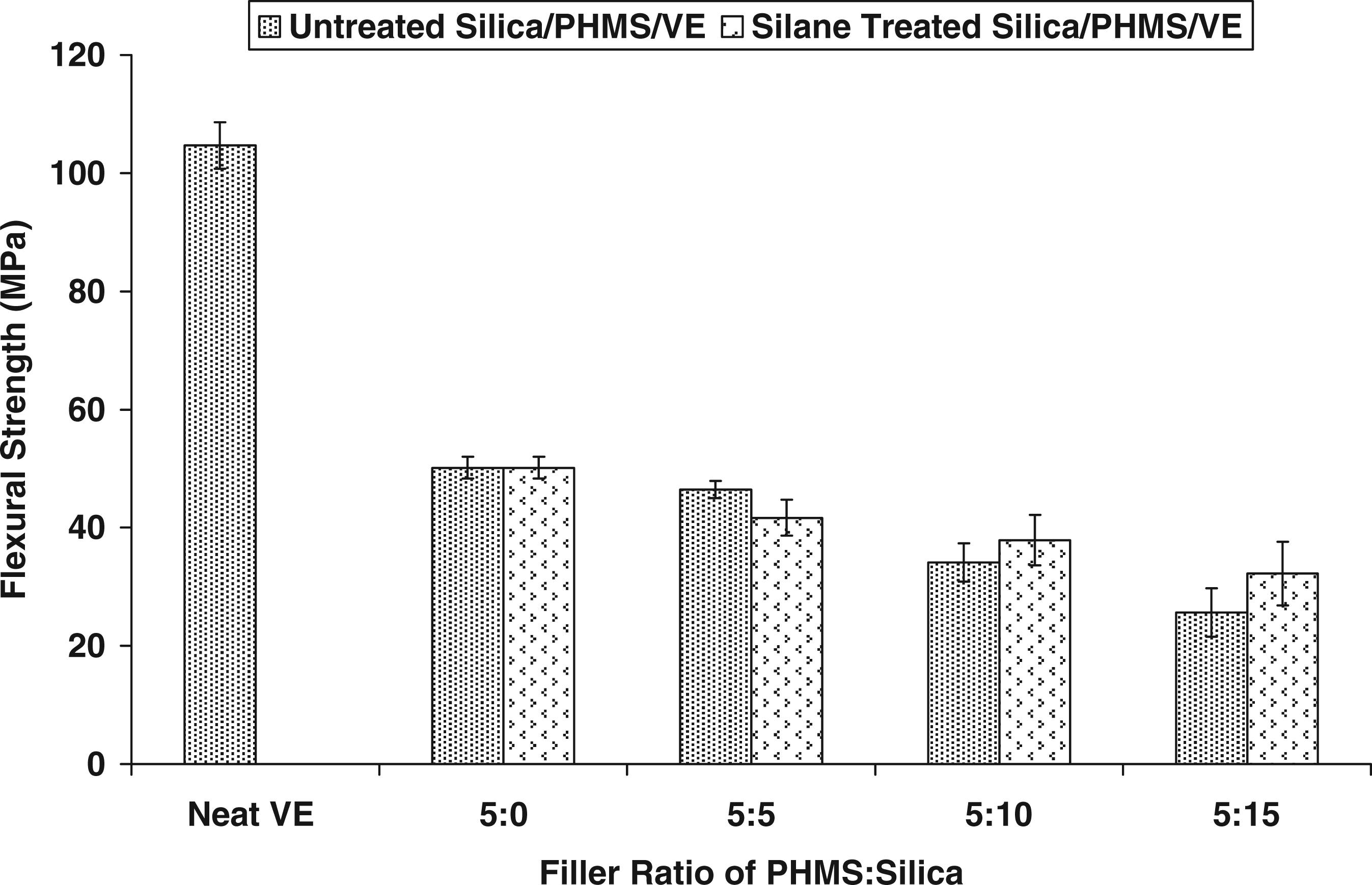
However, in general, the flexural strength of the composites filled with silane-treated fillers are slightly higher than that of untreated silica filler filled PHMS/VE composites, though still lower than the flexural strength for neat VE. The improvement in flexural strength of the composites is attributed to the good interfacial adhesion between the silica fillers and VE matrix which is promoted via silane treatment on silica surfaces. This finding is in agreement with report by Fu et al. 17 stating that strength of filled composites is also related to the filler–matrix interfacial adhesion. Since particulate-filled composites are multi-phased materials, good interfacial adhesion guaranteed effective stress transfer between matrix and filler, which is the key towards enhanced strength of the particulate-filled composites. Agglomeration of untreated silica fillers in VE matrix might lower the flexural strength of untreated silica filled PHMS/VE composites as these agglomerates act as stress concentration points in the composites, which are the weakest sites where the cracks will start to initiate in the composites. 18
Previous works had reported that the addition of inorganic fillers will normally increase the modulus of the polymer composites.19,20 However, the results presented in Figure 10 indicates that only composites filled with silane-treated silica were found to show increasing trend in flexural modulus with the increase in filler content. The influence of surface contact between fillers and polymer matrix was reported to have minimal effect to the flexural modulus of polymer composites.
21
Therefore, only stiffening effect provided by the rigid silica fillers in the VE matrix has improved the ability of the silica fillers to impose better mechanical restraints in the VE matrix, hence the increase in modulus of the silica-filled VE composites. It was highlighted in our previous work
18
that the inclusion of rigid particulate fillers provide higher mechanical restraints on the polymer chains which resulting in improvement in modulus of the VE composites. Inclusion of PHMS in the VE matrix on the other hand, was found to contribute an adverse effect. Diminishing in flexural modulus of PHMS-filled VE composites could be related to the less pronounce ability of the PHMS fillers to provide mechanical restraints in the matrix due to the deformability nature of the PHMS filler itself, which is clearly shown in Figure 11. Thus, the decreased flexural modulus of PHMS/silica/VE composites even at higher silica filler content could be related to the adverse synergistically effect contributed by the deformable PHMS fillers, which results in lower mechanical restraints on polymer chains in the composites system.
Flexural modulus of neat VE, untreated silica/PHMS/VE, and silane-treated silica/PHMS/VE composites. SEM micrographs showing deformed PHMS filler in VE matrix.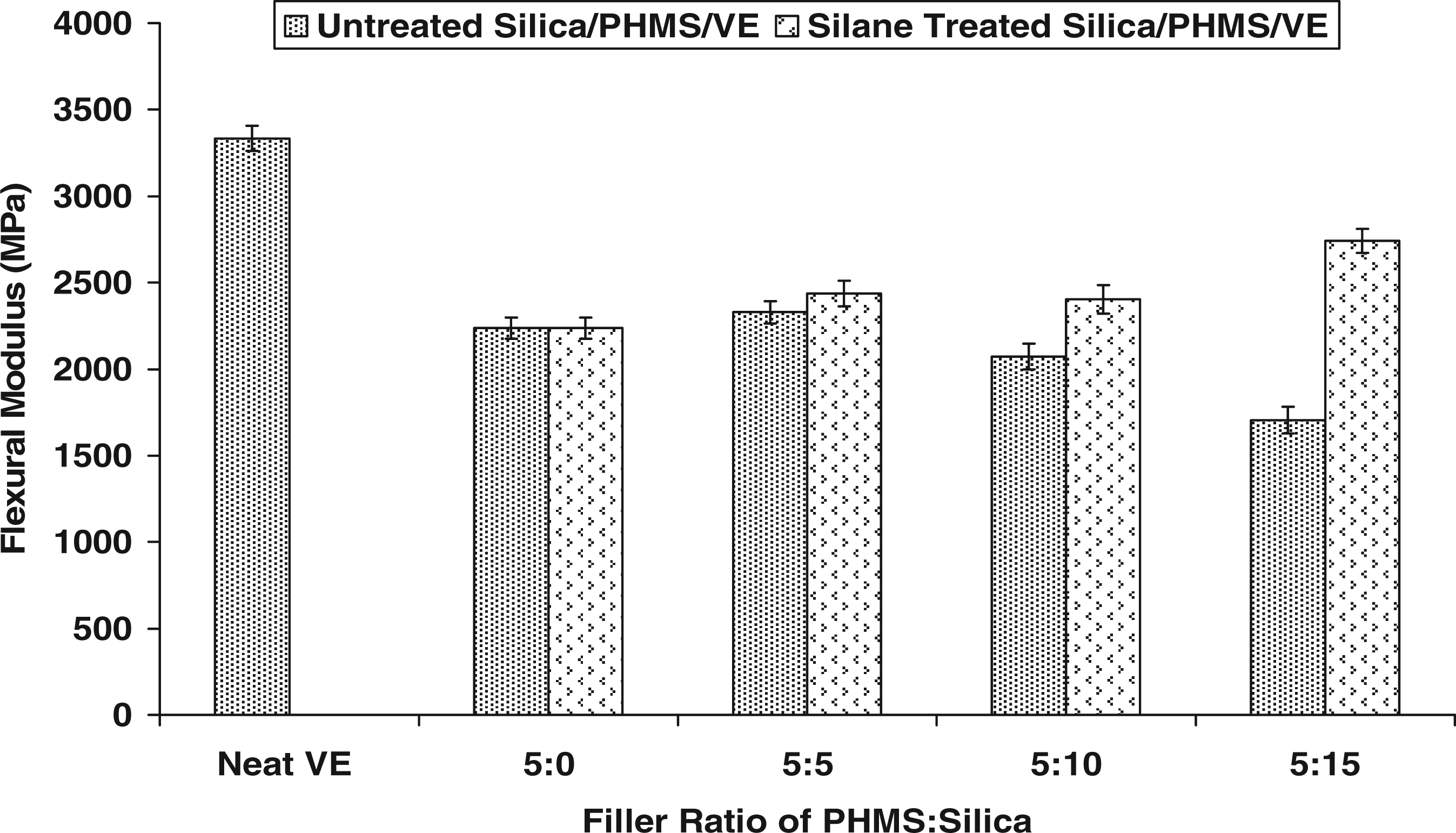
Moreover, the diminishing flexural properties of the PHMS/silica/VE composites could also be related to the physical characteristics of both PHMS and silica fillers. Upon fabrication of the composites, it was observed that the silica fillers were deposited at the bottom of the mold, and the PHMS fillers were mostly filled up the upper side of the mold. This problem could be arising from the huge difference between the density of PHMS and silica fillers. As a result, inhomogeneous distribution of both types of fillers in the matrix occurred in the composites system and influenced the flexural properties of the composites.
Impact properties
The impact strength values of the composites are given in Figure 12. The graph proved that the addition of untreated silica at all filler loading has no significant effect in the composite system where the impact strength were approximately similar to that of unfilled PHMS/VE composites even at the highest silica content. On the other hand, the addition of silane-treated silica fillers shows a remarkable increase in impact strength of the filled VE composites. This results from the good interfacial adhesion between silica filler and VE matrix, which is promoted by the silane treatment. The improved impact resistance of silane-treated silica/PHMS/VE composites indicates that silane-treated silica in the composites has provided good paths for stress transfer between filler and matrix, which improved the impact resistance of the PHMS/VE composites. The surface treatment using silane has formed flexible interface layers on the surface of silica fillers, which enhanced the plastic deformation and yielding of the matrix around the silica surface, resulting in improved impact strength of the composites.
22
Impact strength of neat VE, untreated silica/PHMS/VE, and silane-treated silica/PHMS/VE composites.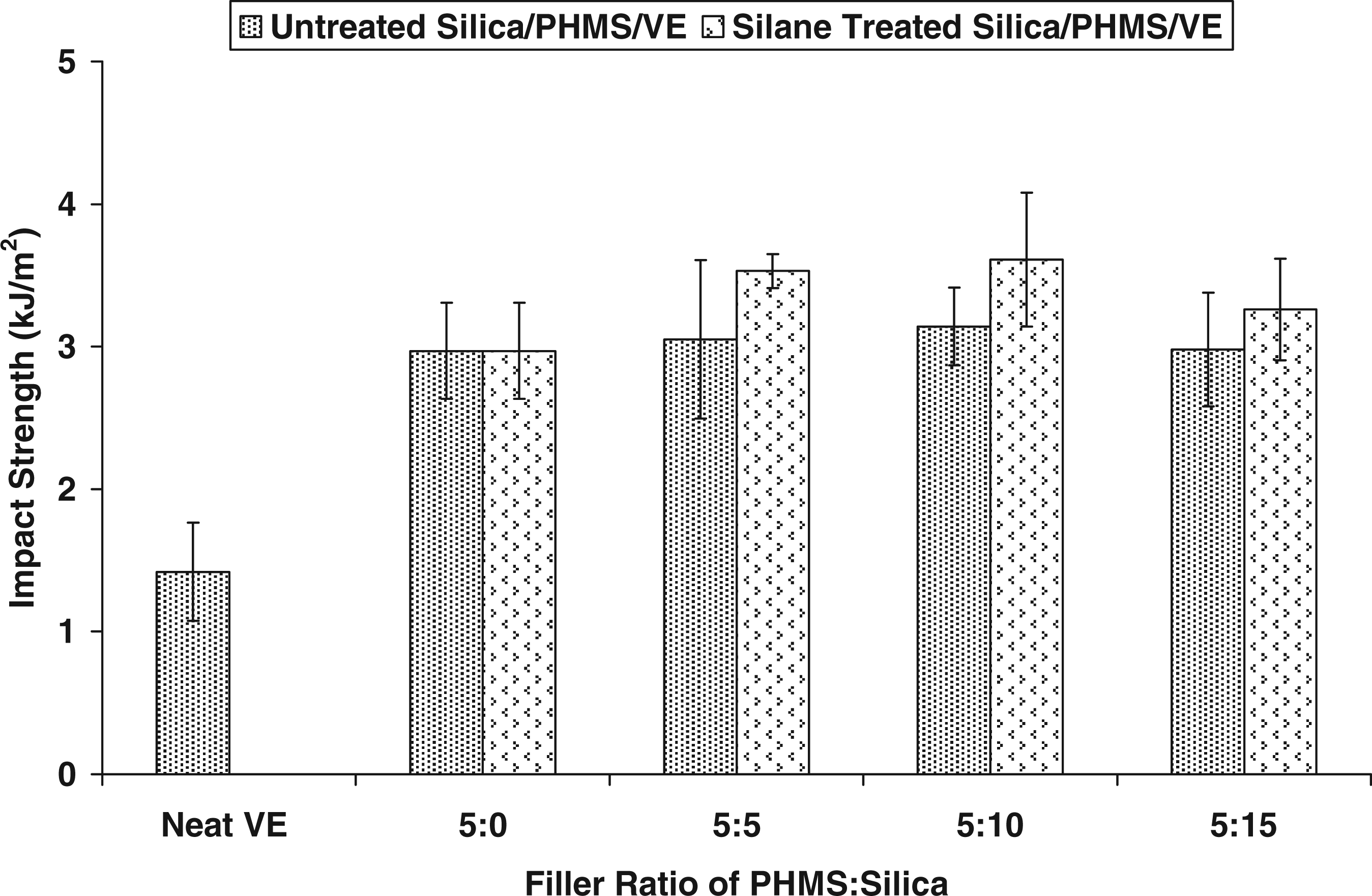
Figure 13 shows the comparison of SEM micrographs of untreated silica/PHMS/VE composites and silane-treated silica/PHMS/VE composites at 5 wt% and 15 wt% silica content. Composites with treated silica/PHMS/VE composites at 5 wt% and 15 wt% silica content showed less debonding and pull-out of PHMS fillers. This observation provides an indication that good adhesion were promoted between treated silica fillers and the matrix, which improve the effectiveness of stress transfer of treated silica filler–VE matrix, and most stresses were beared by the treated silica fillers instead of PHMS fillers, hence results in less debonding of PHMS fillers. On the other hand, the fracture surface of untreated silica/PHMS/VE composites showed a smoother appearance and the debonding of PHMS fillers are clearly visible. Thus, it can be expected that weak interfacial bonding of untreated silica filler–matrix results in poor stress transfer within the composites and causing PHMS to bear most of the stresses. As can be seen in Figure 13(b), the presence of marks from debonded PHMS fillers and extensive step structures appearing on the fracture surface of the untreated silica/PHMS/VE composites may serve as evidence that increased in contribution of PHMS fillers in bearing the impact stress subjected to the composites. Besides, lacking of interfacial adhesion between untreated silica fillers and matrix has led to increasing in debonding points of untreated silica fillers and as well as the PHMS fillers.
23
Figure 13(c) shows SEM micrographs at higher magnification, which highlights the poor bonding quality and agglomerations of untreated silica filler with VE matrix. In contrast, the treated silica fillers were observed embedded and well dispersed in the VE matrix which suggesting that silane treatment on the surface of silica fillers has improved the interfacial adhesion of silica filler–VE matrix and reduced agglomeration of silica fillers.
SEM micrographs of: (a) 5 wt% silica/PHMS/VE, (b) and (c) 15 wt% silica/PHMS/VE composites.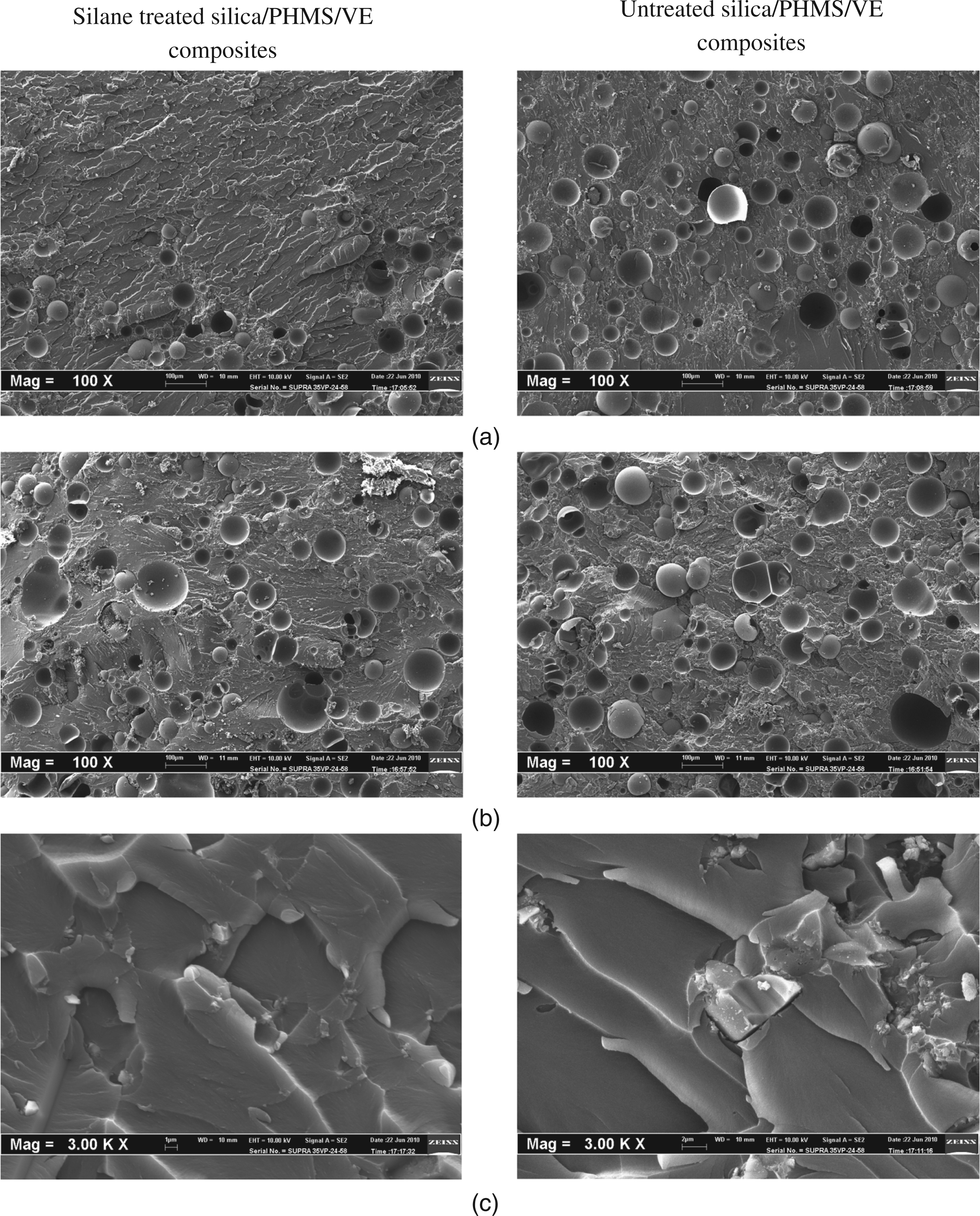
Thermal stability
The initial degradation temperatures at 5% weight loss for all samples are presented in Table 3 and the representative TGA curves for the neat VE, untreated silica/PHMS/VE, and silane-treated silica/PHMS/VE composites in a temperature range of 30–600°C are shown in Figure 14. Based on the characteristic temperature in the TGA curves presented in Figure 14, all unfilled and PHMS/silica-filled VE composites (treated and untreated) appear to be thermally stable at temperatures lower than 300°C. These composites showed a significant loss in weight at temperature between 300°C and 350°C, and then followed by an abrupt weight loss after 360°C.
Thermogravimetric curves of neat VE, untreated silica/PHMS/VE composites, and silane-treated silica/PHMS/VE composites at different filler loading.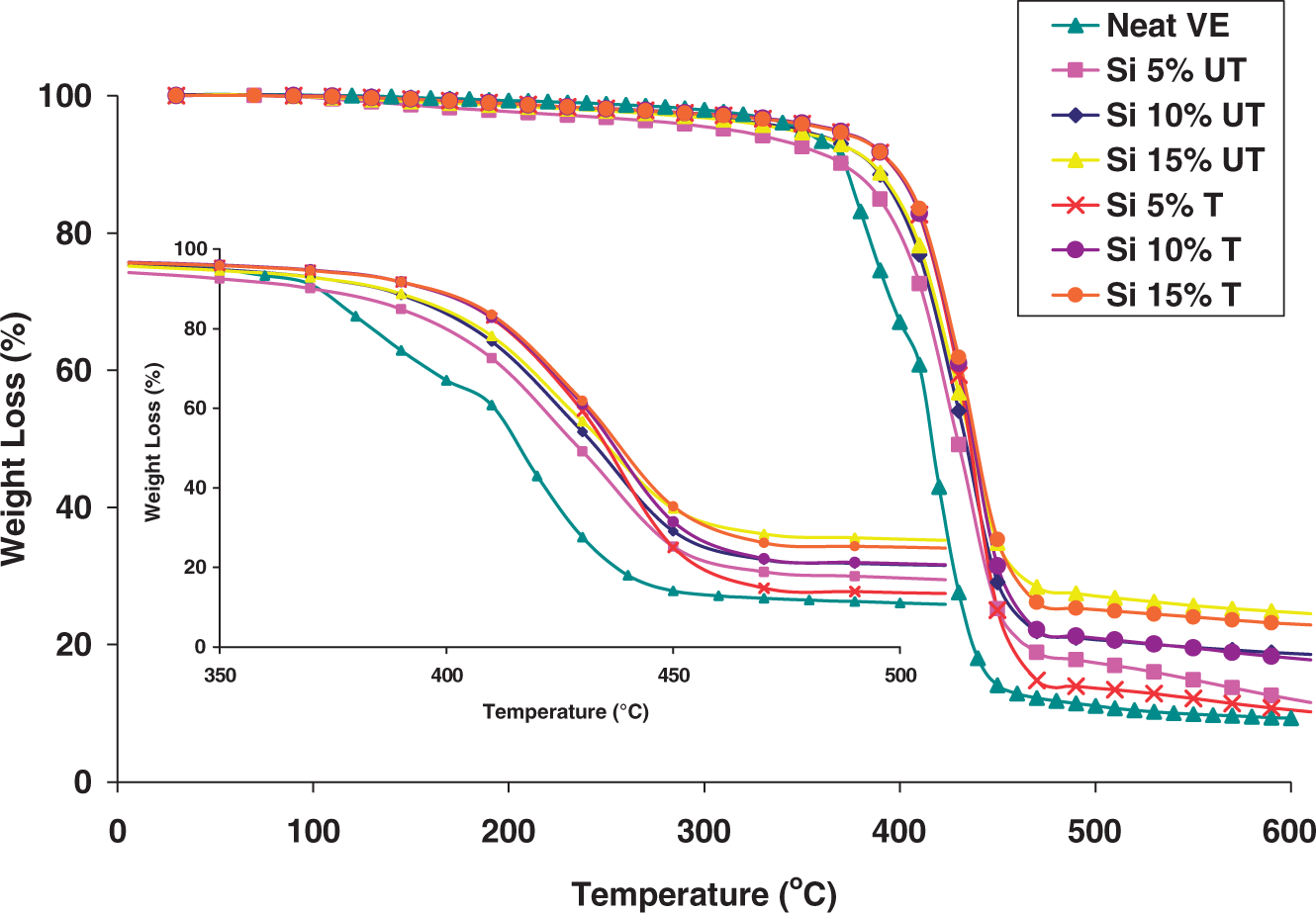
From the data presented in Table 3, it can be seen that the initial degradation temperature of PHMS-filled VE composites shifted toward lower temperatures with the addition of 5 wt% PHMS fillers, which indicates the deterioration in thermal stability of VE composites filled with PHMS fillers. Thermal stability of composite materials are influenced by both matrix and reinforcing components. 24 Hence, the decrease in thermal stability of the PHMS-filled composites was believed owing to the tendency of the PHMS to decompose when exposed to extreme heat, which has indirectly deteriorated the thermal stability of the PHMS-filled VE composites. 16
In contrast, addition of untreated and silane-treated fillers into the 5% PHMS/VE composites has improved the initial degradation temperatures of the composites by 10°C and 30°C, respectively. However, it is interesting to note that the increasing in silica filler content has no significant effect on the initial degradation temperature of PHMS/silica/VE composites. In fact, at lowest silica content, both untreated and silane-treated silica/PHMS/VE composites exhibited similar thermal degradation behavior to those of highest silica content of untreated and silane-treated silica. The results had also proven that the silane treatment has increased the initial degradation temperatures of the silane-treated silica/PHMS/VE composites when compared to that of untreated silica/PHMS/VE composites. The results obtained in our study are in agreement with the works carried out by Yang and Nelson 25 on PMMA/silica nanocomposites where they have reported that the modification of silica fillers via silane treatment increased the thermal stability of silica-filled polymer composites, which is attributed to stronger chemical bonds achieved between silane-treated silica fillers filled composites.
Comparison of results in the current study with other composite system
Comparison on the mechanical properties of various hollow microspheres filled composites system and hollow microspheres/mineral filler filled composites system with the current study
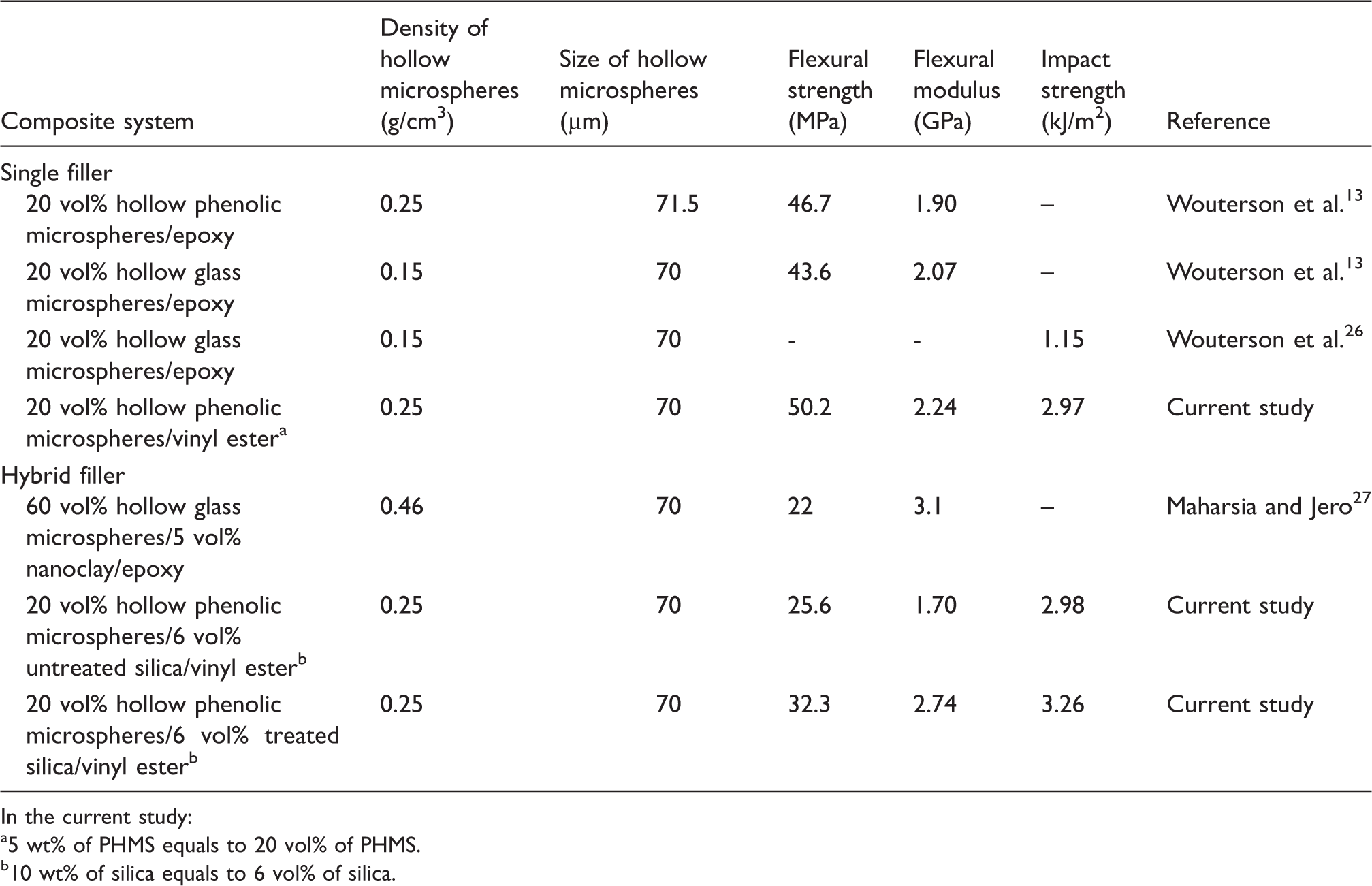
In the current study:
5 wt% of PHMS equals to 20 vol% of PHMS.
10 wt% of silica equals to 6 vol% of silica.
In general, the data presented in Table 4 shows that the results for flexural and impact testing obtained in the current study fall within the range of data reported by other workers.13,26,27 It is observed that the flexural strength and impact strength of composites filled with hollow phenolic microspheres are higher than that of composites filled with hollow glass microspheres. This is owing to the good interfacial adhesion of filler–matrix and plastic deformation imparted by the hollow phenolic microspheres, which has influenced the mechanical properties of the hollow microspheres filled composites. In contrast to the hollow glass microspheres, good interfacial adhesion between PHMS fillers and polymer matrix is expected as the PHMS are made of phenol–formaldehyde, which is a polar thermosetting polymer; hence good bonding between the PHMS fillers and matrix can be acheived. These results suggest that the use of PHMS fillers at same filler content has benefits in improving flexural properties and impact resistance of the filled composites rather than using hollow glass microspheres.
Addition of mineral fillers such as nanoclay into hollow microspheres filled polymer composites was also studied by Maharsia et al. 27 It was found that the addition of 60 vol% of hollow glass microspheres and 5 vol% nanoclay in epoxy matrix showed slightly higher flexural modulus than the result obtained in our present study. These results indicate that the presence of mineral fillers in hollow microspheres filled composites contributes to the improvement in flexural modulus of the hollow microspheres filled composites but at the expense of flexural strength. This improvement is associated with the rigid nature of the mineral fillers where rigid particulate fillers are known to provide higher mechanical restraints in the matrix which resulting in higher modulus of the filled composites. However, it is worth mentioning that in our current study, the silane-treated silica/PHMS-filled VE composites exhibit higher flexural strength as compared to that of results reported by previous work. 27 Thus, it can be suggested that silane treatment on mineral fillers contributes towards enhancement of both flexural strength and flexural modulus without jeopardizing any of the flexural properties of hybrid mineral fillers and hollow microspheres filled polymer composites.
Therefore, it is demonstrated that the combination of hollow phenolic microspheres and silane-treated silica has merit in cost reduction and at the same time pertaining the good mechanical properties as the fabrication requires less usage of hollow microspheres and the use of mineral fillers will reduce the production cost as it is in abundance.
Conclusions
Lightweight VE composites with improved impact resistance were obtained with the addition of PHMS fillers into VE matrix; however, at the expense of reduced flexural strength, flexural modulus, and thermal stability. PHMS fillers were not found functioning as reinforcing fillers as the mechanical properties of the PHMS-filled vinyl ester composites drop with the increase in PHMS content. However, the porosity structures formed with addition of PHMS fillers in the matrix is such a benefit in insulating application. Addition of silica fillers in PHMS-filled VE composites resulted in increasing flexural modulus and thermal stability, while the flexural strength showed decreasing trend. PHMS/VE composites filled with silane-treated silica exhibit slightly better flexural properties, impact resistance, and thermal stability than that of untreated silica/PHMS/VE composites owing to the good interfacial adhesion between the treated silica surface and VE matrix.
Footnotes
Funding
This work was supported by Universiti Sains Malaysia (USM-RU-PGRS) [grant number 8032031].
Conflict of interests
None declared.