
Abstract
Nanoclay/polymer composites can be prepared by various processing techniques such as solution process, in-situ polymerization and melt blending. Each technique has an influence on the final characteristics and properties of the composites. In this study, different processing techniques are reviewed in order to study the relationship between these techniques and the final characteristics and properties of nanoclay/polymer composites, i.e., the final structure formation, rheological perfection, thermomechanical and thermal properties. Thermodynamic and physical properties such as glass transition temperature, equilibrium melting point and crystallization temperature are also discussed. Moreover, the effect of ‘nanofiller’ on crystallinity phases of polymeric resin from a processing technique perspective is briefly reviewed to clarify the role of polymer-nanoclay interactions and nanoclay dispersion on the elastic-viscoelastic behaviour of composites. The current review concluded that altering processing technique (type and/or parameters) highly influences the final nanostructure morphology as well as the thermodynamic and mechanical properties of nanoclay/polymer composites.
Keywords
Introduction
The field of nanotechnology, especially nanoclay/polymer composites, attracted remarkable considerations from both academic and industrial researchers. Nanoclay/polymer composites, with the addition of a small amount of filler (<10 wt%), have superior mechanical and thermal properties compared to neat polymers and conventional particulate-filled microcomposites.1–4 In principal, nanoclay/polymer composites can be experimentally synthesised via four strategies: solution intercalation, in situ intercalative polymerisation, melt intercalation and in-situ direct synthesis.2,3,5,6 Hence, solution intercalation includes an intercalation of polymer from solution, and comprises a multistage process, i.e. the silicate layers (clay platelets) are firstly dispersed using a solvent, in which the polymer is soluble and consequently adsorbed by the clay platelets. The clay platelets and the polymer resin are then reassembled to a sandwich after the evaporation of the solvent.7–10 In the second technique (in situ intercalative polymerisation), the clay/polymer nanocomposites formation takes place when the polymer is inserted in between the layered silicates which are swelled by liquid monomer solution.7,11–13 In the third technique (melt intercalation), clay is blended with the polymer at temperature above the polymers softening point.7,14–19 This technique has relatively a great interest from academic researchers and industrial point of view, particularly for thermoplastic materials. This is mainly due to the fact that the absence of solvents minimizes the environmental consequences and eliminates the competing host–solvent and polymer–solvent interactions which in many cases limit clay dispersion. In this technique, the key parameters are basically the processing conditions, i.e. temperature profile, rotor/screw speed, feed rate, mixing duration, the presence of oxidative environment, die pressure during extrusion and injection moulding, raw material grades and contents as well as the chemical nature of the nanoclay filler and its surfactant. Finally, in the in situ direct synthesis or the template-guided synthesis technique. The role of this technique is using a precursor block of polymer as a template guided, then using a sequential anionic polymerization to prepare polymer-based nanocomposites.6,20,21 From reviewing the works in which different processing techniques have been adapted,6–8,10–19,22–43 it is found that nanostructure formation and other critical characteristics (e.g. physical, thermodynamic and mechanical properties of the polymer nanoparticles) vary with each processing technique. This motivates the current attempt to cover the relationship between the above common processing techniques and the structure formation, physical and mechanical properties and characteristics of the composites. Additionally, glass transition temperature (Tg), heat distortion temperature (HDT), meting temperature (Tm) and crystallization temperature (Tc) for polymeric matrices-based nanocomposites have been also discussed.
Fundamental considerations
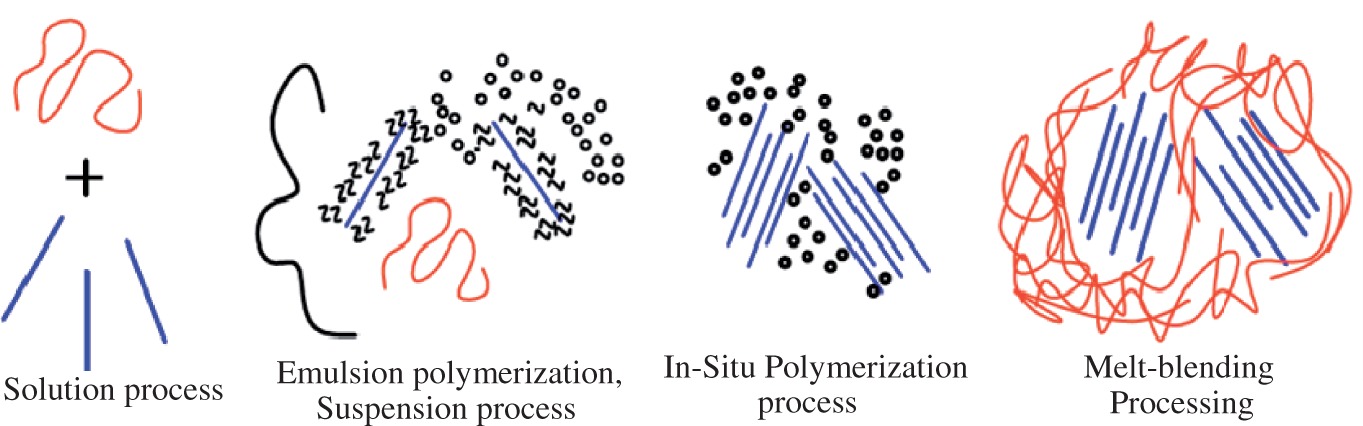
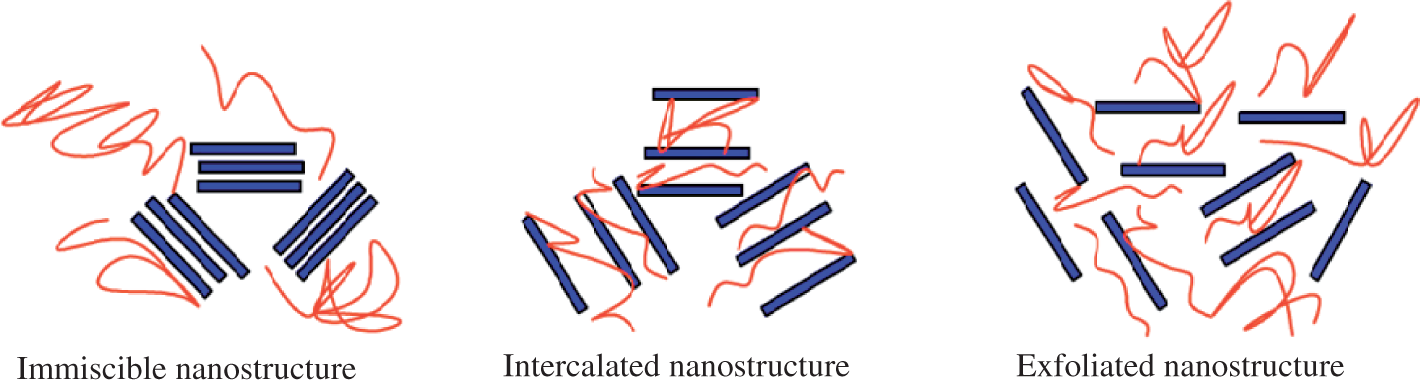
Figure 1 illustrates schematically the process of layered silicates dispersion in polymers. Figure 2 shows the common processing techniques used to prepare nanocomposites. Depending on the organization of the nanoclay platelets as depicted in Figure 3, three different types of layered silicates nanocomposites can be produced as immiscible, intercalated and exfoliated nanocomposites. Immiscible nanostructure composites are obtained due to the formation of separated phases. In this structure, chemical attractions between similar molecules are strong in each phase. Intercalates nanocomposites are obtained when polymer is located between the clay layers. While the layer spacing is increased, there are attractive forces between the clay layers which cause the layers to be in regularly spaced stacks or tactoids. Exfoliates nanocomposites are obtained when the layer spacing increases to the point where there is no longer sufficient attractions between the clay layers. In true exfoliates, the clay layers are randomly dispersed throughout the composite.1,2,44,45
Schematic diagram for dispersion process of layered silicate (nanoclay). Schematic diagram for processing techniques of nanocomposites. Schematic diagram for dispersion state of polymer nanocomposite.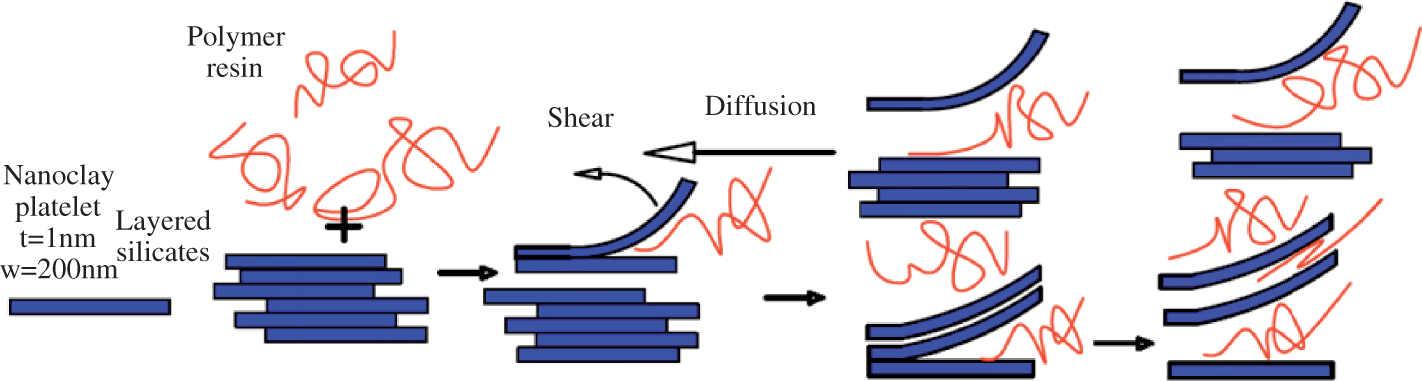
Pressure-induced crystallization and nanoclay-driven microstructure and phase evolution of polymer resin are associated with change in the thermodynamic and physical properties, such as equilibrium melting point and Tg. Such change towards thermodynamic interaction between polymer-nanoparticle and nanoparticle interface govern the microstructural evolution.
46
The dependence of equilibrium melting point and spherulite size on crystallization pressure and undercooling delineates, respectively, are two distinct regimes that are ascribed to dominant crystalline phases.
46
The amount of separation of the clay layers is determined by the thermodynamic interactions of the clay layer, the cation residing between the clay layers, and the matrix polymer. Since many properties of the nanoclays can be improved by the degree of dispersion of the nanocomposites, the achievement of exfoliated clay structures is currently the goal of many research activities in nanocomposites. Clay has expandable layered aluminosilicate consisting of stacks of plate like structure of 1- or 2-nm thick, several hundred nanometres long and wide separated by an interlayer distance of ∼1–3 nm. Platelets with aspect ratio in the range of ∼50–200 nm have an extremely large surface area of ∼750 m2/g.46,47 Figure 4 elucidates the structure of 2:1 layered silicate which shows the interlayer spacing (d-spacing, d001 or basal spacing) and the galley thickness, i.e., the thickness of the repeating layers. Hence, the key parameter for several improvements in polymer/nanocomposites characteristics is exfoliation/interaction of the nanoclay. This exfoliation/intercalation dispersion of nanoclay induces the large available surface area to host matrix. However, this dispersion is dependent on the type of polymer and the processing technique.3,48
Schematic diagram for the structure of 2:1 layered silicates.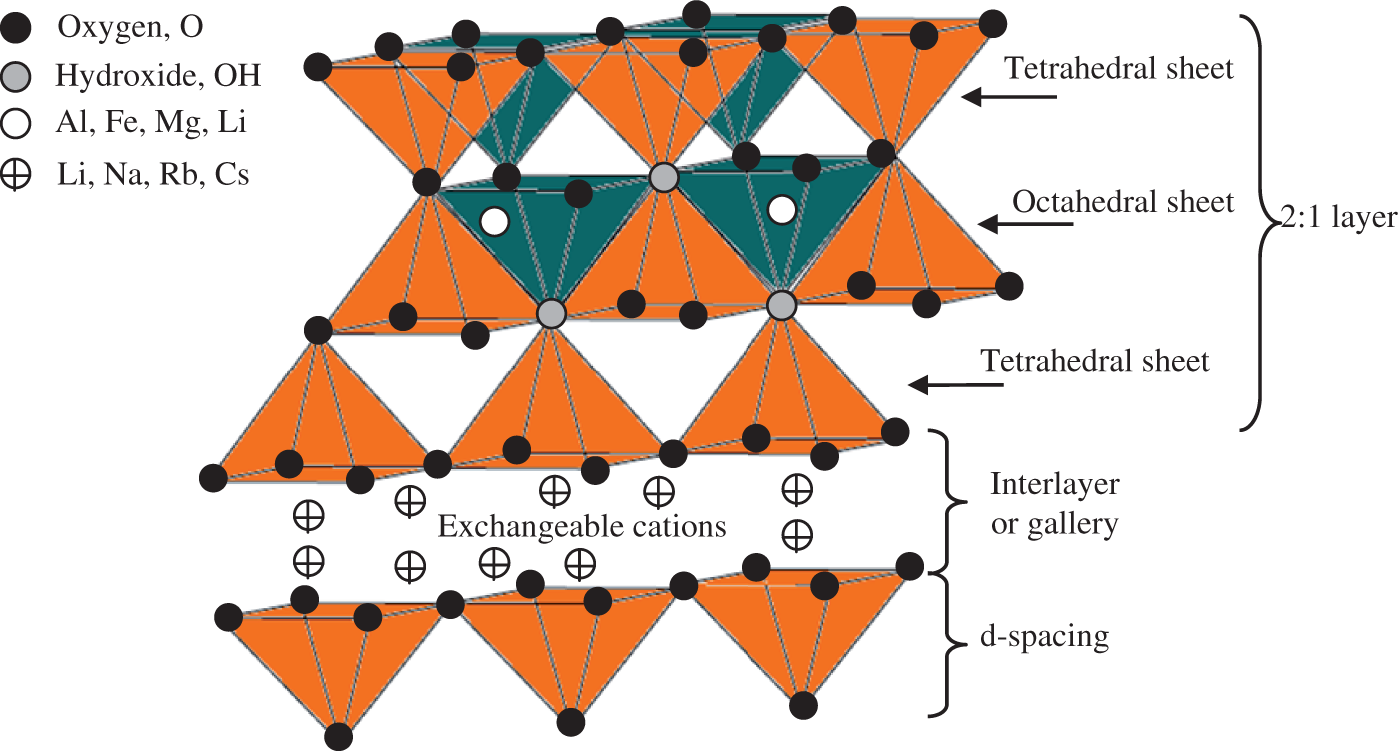
Rheological behaviour of polymer nanocomposites is sensitive to the interaction between the clay surfactant and the polymer and depends on their microstructure. Hence, clay–polymer interaction and clay–clay interaction may both be important in the ability to sustain a percolated network rather than just clay dispersion. Therefore, the enhancement of the rheological properties is generally attributed to percolated networks caused by the physical intercalation of the clay platelets.49,50 Additionally, viscosity response is an important feature of clay–polymer nanocomposite to be studied since it is a good function of mechanical and rheological properties. Besides, viscosity response elucidates how the properties relate to the type of nanostructure/microstructure and even mesostructure formed.
The viscoelastic response depends on the volume fraction of inorganic platelets, the dispersion state, and the level of interactions between polymer and clay, and also between the clay platelets themselves. The clay platelets interaction is in the form of clay platelets edge-to-face interactions. It results in the formation of so-called “house to cards” structure, which is generally recognized to be the primarily culprit for the increase in shear storage (G′) at low shear rates (the structure breaks up at higher shear rates). However, since both samples contain the same volume fraction of inorganic matter, it can be agreed to it that the clay–clay interactions do not play a remarkable role in the rheological behaviour of nanoclays. 12 During melt processing, polymer-layered silicate (PLS) nanocomposites are subjected to complex deformation series. In the limit of zero shear rate, the nanocomposites show high viscosity, while at higher shear rates, the viscosity drops by several orders over a relatively narrow range of shear stresses. 51
Recent studies on clay/polymer nanocomposites and processing techniques
Numerous studies on nanocomposites noted in the literature conducted the structure formation and interfacial interactions in nanocomposites,49,52–62 rheological and morphological,44,52,60,63–81 mechanical and thermal properties.47,59,74,82–100 Besides, different reports conducted the effect of different processing techniques on these properties.7,8,10–18,23,25–32,34–37,39–42,49,101–112
On the other hand, there are number of newly manufacturing techniques employed alternatively or contiguously with conventional abovementioned techniques for preparing polymer-based nanocomposites. For instance, Wang et al. 6 developed a new liquid–liquid method (direct mixing, DM method) for the synthesis of epoxy nanoclay. In that work, the synthesis of epoxy nanoclay was easy with fewer voids in the final cured samples and the dispersion and exfoliation of the organoclay in the polymer matrix were improved. However, with this method, a great increase in viscosity, due to an increase in interactions between the clay and epoxy molecules and due to an increase in the clay–clay friction, have been reported compared to the most commonly used method (direct-mixing). The method resulted in an increase of 45% in the maximum strength, 10% in the yield strength and 26% in the modulus over the pure epoxy-amine-cured system. The agglomeration between clay layers and particles was the most important factor affecting the final properties of the epoxy-based nanoclay composites. Therefore, it has been suggested that extremely high shear forces should be used to overcome this agglomeration and the avoidance. In another work by Kim et al., 33 a continuous processing of electrically activated PLSs nanocomposites was used. Thus, the electric melt pipe was designed and equipped on a twin-screw extruder. Moreover, they studied the effect of time exposed to the electric field in the melt pipe and its development of morphology and material properties. The increase of layer-stacking destruction and dispersion of layered silicates could be regulated by controlling the time exposed to the electric field. Whereas, Aradilla et al. 22 prepared poly (3,4-ethylenedioxythiophene) and different concentrations of non-modified montmorillonite (bentonite) (1% to 10% w/w) by anodic electro-polymerization in aqueous solution to assess their electrochemical and electrical properties. From that work, the electro-activity of the nanocomposites revealed higher than that of the individual homopolymer while the electrical conductivity of the two systems is practically identical.
Paci et al.
55
prepared polyamide-6 (PA6) composites with Cloisite 30B (C30B) by a combination of melt compounding, static annealing and solution blending to characterise the mechanism of nanostructure development using X-ray diffraction and microscopic analyses (TEM, SEM, POM). The work conducted that the morphologies of nanocomposites depend on the process kinetics and mechanism used for their production. Thus, the morphological changes may be expected during further processing operations. Ma et al.
30
prepared well-dispersed polypropylene (PP)/sepiolite clay nanocomposites by supercritical carbon dioxide (scCO2) as a mixing aid. The addition of scCO2 showed better sepiolite dispersions and reduction in breakage of sepiolite fibres and improvement in yield stress. Moreover, Gintert et al.
10
carried out three different techniques for dispersion of clay in resin solution with smallest possible tactoids before resins were subjected to curing. The techniques were magnetic stir bar, high intensity mixing blade and an ultrasonicating bath. It has been found that the size of typical clay tactoids was large. Martinez-Gallegos et al.
13
used a high-energy ball milling and an agate mortar as a simple mechanical technique to prepare poly (ethylene terephthalate)/layered double hydroxide (PET/LDH) composites with relatively low preparation costs but it was not recommended for composite preparation, as only by ball milling a partial dispersion of layered double hydroxide–sodium dodecylsulfate (LDH-DS) without PET intercalation was obtained. In contrast, in-situ polymerization exhibited good procedure to obtain PET-LDH composites with a fine and homogenous distribution of components in the final solids. However, Perrin-Sarazin et al.
27
coupled a ball milling with melt-compounding to prepare PP-based montmorillonite. The milling process was an attractive method to enhance the thermomechanical properties as well as Tg for polymeric resin-based nanoclay composites. Additionally, Kim et al.
113
prepared a double walled carbon nanotubes (DWNCT) with epoxy by three stages of mixing, Figure 5. The first is mixing with a magnetic stirrer at 60°C, the second is mixing with a three roll mill and the third is hardener mixing in vacuum with a magnetic stirrer. They reported a good dispersion of DWCNTs and carbon blacks in an epoxy resin. Raka et al.
28
prepared PP/clay nanocomposite containing 1 wt% organomodified clay by latex route. This route represented a promising method for preparation of PP/clay nanocomposites with good dispersion of exfoliated nanoclay particles.
Ball-mill technique for epoxy-nanocomposites preparation: (a) mixing with a magnetic stirrer at 60°C, (b) mixing with a three-roll mill and (c) hardener mixing in vacuum with a magnetic stirrer.
112
Reproduced with permission of Elsevier Ltd.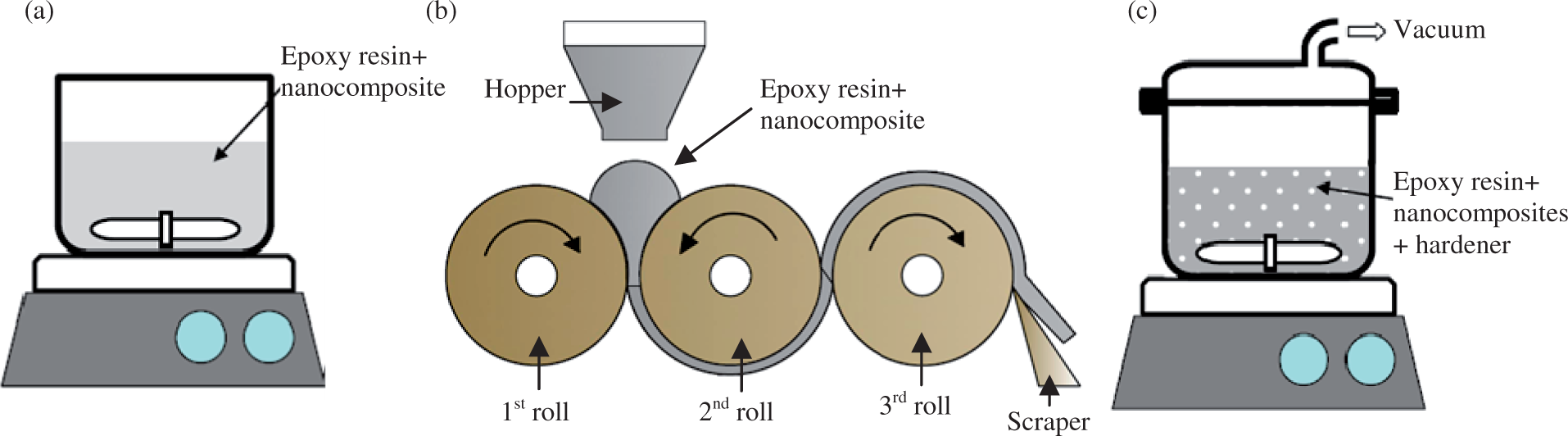
With regard to the conventional techniques, melt compounding process is a popular technique for industrial applications. Lertwimolnun and Vergnes 34 studied the effect of independently varying parameters (screw speed, feed rate and screw geometry of direct melt intercalation in a co-rotating twin-screw extruder) on the formation and morphological evolution of PP/Cloisite 20A nanocomposites. When the feed rate decreased and the screw speed increased, the level of exfoliation improved. Similarly, Modesti et al. 35 prepared PP/MMT following similar procedure in a co-rotating intermeshing twin-screw extruder. In their work, the influence of barrel temperature profile and screw rate as well as compositions of nanoclay/PP blends (clay content and compatibiliser content) on the thermal properties of the nanocomposites was studied as well. It showed good thermal properties can be achieved at low temperature profile of barrel and high screw rate, i.e., when a good clay dispersion is achieved. Ngo et al. 26 proved that increasing pre-mixing temperature and pre-mixing speed broke down clay particles to smaller sizes. However, these parameters do not significantly affect the intercalation/exfoliation of organoclay in epoxy at the pre-mixing step, but they have indirect effect on intercalation/exfoliation at the curing step. Nonetheless, Mainil et al. 23 have used an extrusion process involving the injection of water to prepare styrene-co-acrylonitrile (SAN)/clay nanocomposites. It was proposed that the addition of water does not modify the SAN tendency to intercalation, but it reduced the melt viscosity of the blend and improved its polarity and subsequently enhanced its compatibility with the aluminosilicate layers. However, the main drawback of this technique is that large amount of water to lower the viscosity of the water/clay suspension is required. Henceforth, the following sections will review concisely the effect of different processing techniques that use to make nanoclay/polymer composites on their final structure formation and other critical properties.
Effects of processing techniques on nanoclay structure formation
The effect of different processing techniques on the clay/polymer nanostructure formation is important to be reviewed, since these parameters play a crucial role to determine the final properties of the composites. Hence, the following sections introduce concisely the relationship between processing techniques and the nanostructure formation of clay/polymer nanocomposites.
Structure and crystallization
Polymers can be classified into two types as amorphous (non-crystalline) polymers and semicrystalline polymers, as described in Figure 6. In general, polymer-based nanocomposites have macromolecular structures, i.e. they have spherulite structures that are spherical semicrystalline regions inside non-branched linear polymers composed of highly ordered lamellae. They join covalently by numbers of molecular mers or constitutional repeating units (CRU). This structure consists of several cross-linked chains. To understand it further, one may consider the chemical nature of CRU, the type of the linkages, the global macromolecular arrangement, the topochemical character of the macromolecule, tacticity etc.114–117 Tm, Tg and the nature of polymer and clay are important physical properties of polymers-based nanocomposites. Hence, they influence the polymer structure (the intercalation and exfoliation), phase formation and mobility along with the effect of processing techniques.
46
According to that, nanocomposite structure, the morphology and properties of clay/polymer nanocomposites may vary in a wide range. Table 1 shows different states of clay dispersion in various polymers obtained from chosen literature examples.
Comparison between amorphous and crystalline (semicrystalline) polymers. States of dispersion of clay-based polymer nanocomposite prepared by various processing techniques PP: polypropylene; PVME: polyvinylmethylether; PVDF: poly (vinylidene fluoride).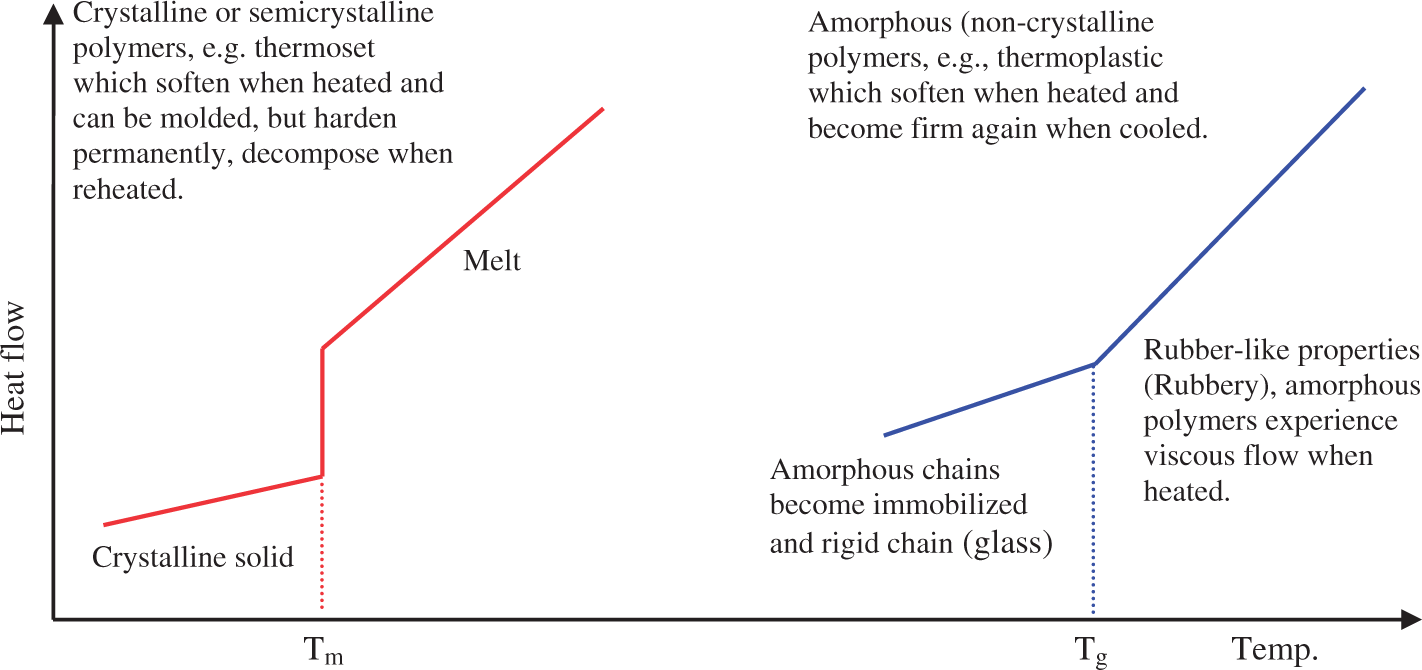
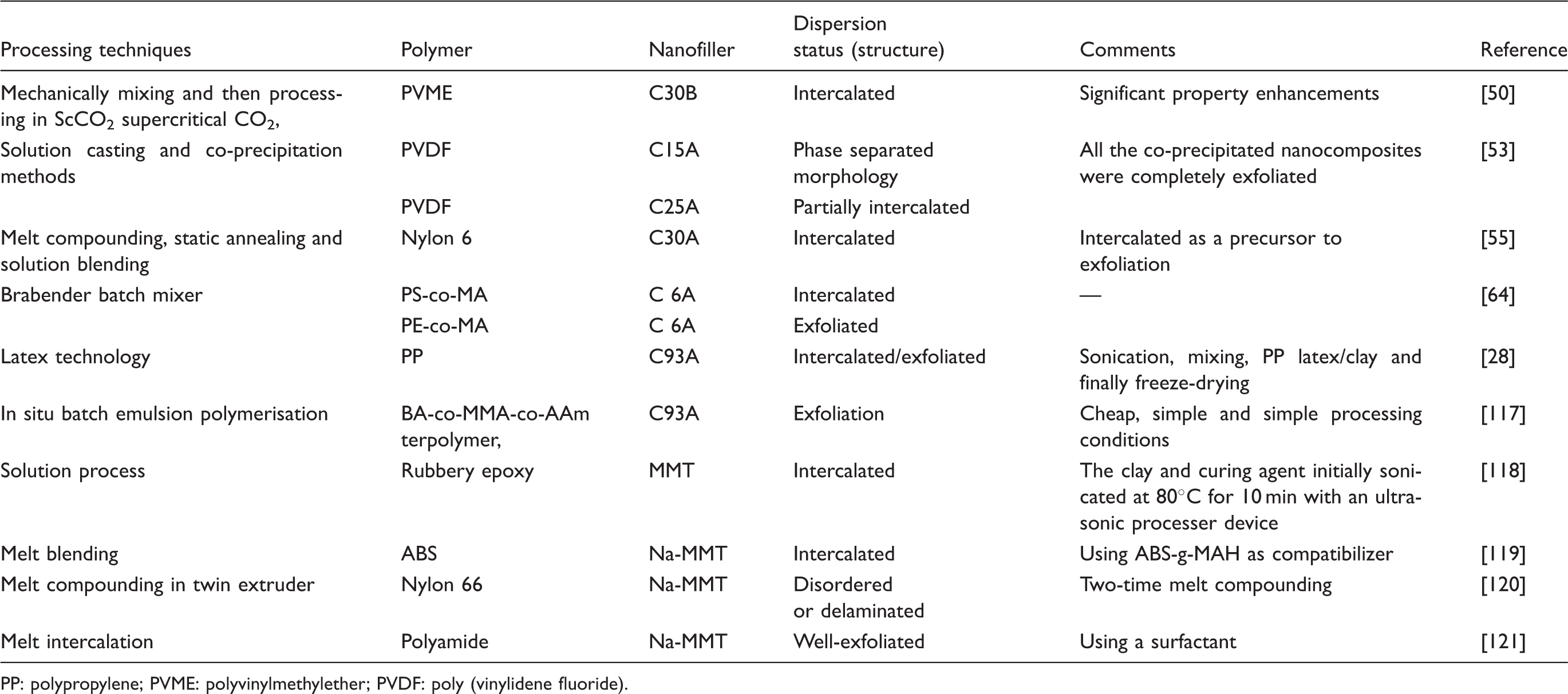
Figure 7 depicts the X-ray diffraction profiles for poly (methyl methacrylate) (PMMA) based nanocomposites which were prepared in various techniques. In some cases, the morphologies of clay can result in intercalated and/or disordered intercalation even by following the same processing conditions.
50
Besides, it may result in an opening of the space between the layers or a possibility of an exfoliation.
122
From Table 1, it can be noted that the states involve relatively low levels of nanoparticle incorporation as well as various processing techniques. The formation of nanocomposites is also influenced by presented additive during clay modification and type of the alkyl ammonium that is used for clay modification in cation exchange reaction. As well as, it affects by processing temperature, speed mixing, shear rates, type and content of compatibilizer and polymer viscosity. These parameters have contributed towards the delamination of clay structure. In particular, the high-speed mixing and temperature in the extruder helped in destroying the layered structure of clay which further caused intercalation of polymer inside the clay galleries.118,123 In terms of using supercritical carbon dioxide (sc-CO2) as a processing aid, more exfoliated clay particles are achieved. But, the foaming, due to CO2 at the die exit, may not cause exfoliation of the clay platelets in other cases.
18
Wide-angle X-ray diffraction profiles of pure methyl methacrylates (MMA) nanoclay and poly (methyl methacrylates) (PMMA)-1.5 phr MMA nanoclay prepared by solution blended, melt blended and in situ suspension polymerized (adapted from Reference [7]).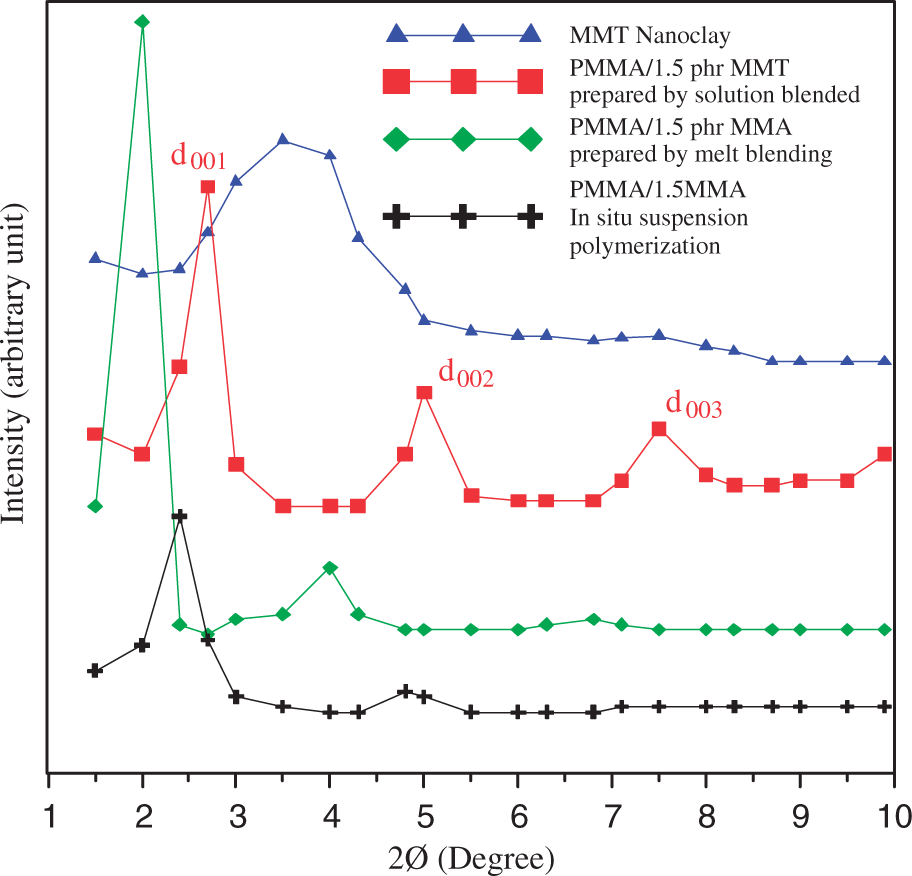
The literature suggests that faster intragallery polymerization produces exfoliated structures by pushing out the individual clay layers from the tactoids. Meanwhile, polymer resin can easily diffuse into the clay galleries and further intercalate the clay even without the presence of mechanical stirring or hand mixing. 26 Also, the expansion of the interlayer galleries of the clay particles in the composites compared to the basal spacing of the neat clays is indicative of intercalated hybrids. 124 Hence, the key parameter to achieve useful nanocomposite materials that is being fully dispersed or exfoliated is to comprehensively understand how to select the suitable processes, appropriate materials and conditions that achieve optimum performance for specific systems. 125 The development and evaluation of new test methods for composites has been and continues to be the major challenge for the material science community. Generally, the important parameter can interpret the meaning of exfoliation is the thermodynamic analysis of exfoliation which is determined by the change of free energy (ΔG) of the system during the curing process. It has been suggested that when ΔG = ΔH − TΔS < 0, the exfoliation can occur; where ΔH is the change of enthalpy and ΔS is the change of entropy. 126
Kelarakis et al. 124 indicated that the relative amounts of two polymorphs (α and β phases) of poly (vinylidene fluoride (PVDF) depend on the processing conditions and the nature of the added nanoclay. Meanwhile, the crystallisation of phases in high molecular weight and high isostatic polymers requires crystallization at high pressure or shear flow conditions. Besides, the crystallization pressure has an impact on nucleation and growth process which in turn affect the ultimate properties of nanocomposites. To summarize, one can say that melt blending with either roll mill or screw extrusion technique is a preferable technique among the others to perform a better dispersion, exfoliated/intercalated structure of polymer-based nanoclay composites. This is attributed to the good delamination of nanoclay platelets in the molten polymeric resin which results in attractive interactions between the polymer matrix and the layered silicates.
Clay platelet orientation and phase crystallinity of polymeric matrix
According to the regions and the orientation of clay platelets, there are three different positions that can be noticed.51,127 Firstly, it is at the centre of the sample where the shear forces are minimal. The silicate layers and the polymer crystallites are found to be randomly orientated with the chain axis of the polymer crystallites and perpendicular to the silicate layers. The second is near to the surface of the specimen where the shear forces would be very high, and finally the silicate layers orientate parallel to the surface of the molded specimen, i.e. the surface normal of the silicate layers is parallel to the thickness of the molded specimen. Since the orientation is influenced by the extrusion shear rate, the orientation of the clay platelets can be clearly expected to decrease from the wall to the centre. The structural parameters of the fillers such as shape, aspect ratio, modulus, volume fraction, interfacial adhesion, surface characteristics and orientation broadly play a major role in the reinforcement of polymer nanocomposites. 127 In addition to the exfoliation of clay, the orientation of the clay platelets is responsible to delineate the property enhancement in nanoclay composites. In other words, the orientation of the clay tactoids can be characterised based on orthogonal coordinate system, i.e. extrusion direction (or flow direction), thickness direction (or gradient direction) as well as neutral direction (or vorticity direction). 51 The flow through the slit die is non-homogeneous, i.e. the shear rate varied from a maximum value near the walls of the die to zero at the centreline of symmetry.
Viscoelastic in a polymeric liquid is caused primarily by intermolecular forces that arise from the orientation of chemical-bond vectors in the polymer chains and, in particular, from changes in orientation caused by the deformation of the liquid. 128 Hence, using in situ polymerisation technique resulted in an oriented type of morphology. This can be attributed to a highly intercalated state manipulating the film formation along with the clay layers. 122 As well as, via in-situ polymerisation, homogenous clay dispersions and rather groove-like entities can be indicated. The addition of polymeric stabilizer decreased the total emulsifier content and gave long-term stable latexes. 122 However, the use of solvent and ultrasonic probe, via two processing methods (melt-blending and ultrasonic-blending), is an efficient means to obtain a homogeneous dispersion of much smaller tactoids. This is compared to the dispersion technique without solvent which leads to a considerable amount of clusters of much larger size. Tactoids are the basic unit of the morphology which exists in the form of micron or larger domains with varying concentration and orientation. 46
Arunvisut et al. 129 found that an enhancement in tensile modulus of nanocomposite film, which was made by melt mixed in twin-screw extruder and tested in transverse direction (TD). This enhancement was due to both polymer chain orientation and nanoparticle orientation. The polymer chain orientation in TD was caused by an expansion of the bubble in the hoop direction. Thus, the orientation anisotropy plays a role to determine the mechanical properties. A substantial increase in Young’s modulus was exhibited for the high molecular weight matrix upon injection molding. The increase of Young’s modulus was attributed to the orientation of the nanoclay particles that was in the flow direction. 130 Moreover, via applying the solution casting as well as the co-precipitation methods, good nanoparticles orientation can be achieved. 53
The relation between the property and structure is dependent on morphological and processing factors that influence both the inorganic filler and organic polymer. For example, the orientation of silicate layers influences polymer conformation and morphology as well as the dispersion of fillers in the matrix. To clarify this in example, extruding twice in the twin-screw extruder is capable to provide an ample time for phases (if any) to enhance their cross-linking ability. The cross-linking restricts the elasticity of these phases by increasing the rigidity of the phases, thereby decreasing their toughening efficiency. 131 Another example is the higher degree of clay dispersion in the nanocomposite prepared by solution and the subsequent position between the particles which also affects the rheological behaviour. The clay tactoids are more aligned in the samples prepared by melt mixing or the masterbatch technique. Meanwhile, the sample prepared by solution has more randomly oriented particles, suggesting that a tridimensional network or “house of cards” structure could form, which in turn contributes to increase in the solid-like behaviour. 132 However, no particular attempt in the literature was made to investigate the crystalline phases of polymeric matrices-based nanocomposites. This is likely because the direct effect of processing on polymorph does not technically exist, since it is strongly dependant on crystallization38,133 or intercalant type and organoclay loading. 134 Whereby, the nanoclay affects the crystal structure of the soft segments and tends to increase the melting temperature of the same compound due to their nucleating effect. 135 Conversely, Zhang and Loo 136 mentioned that the absence of a melting transition indicates that the presence of nanofillers does not induce the formation of any crystalline regions in amorphous polyamide.
The appearance of multiple melting behaviours is generally assumed to be resulted either from existence of different crystal structure, from successive melting of crystals with distinct degrees of perfection, or from the rapid succession of melting-crystallization-melting or recrystallization phenomena. 28 Yuan et al. 46 and Misra et al. 87 suggested four different crystalline phases for PP, i.e., monocline (α), hexagonal (β), orthorhombic (γ) and mesomorphic (smectic). The nucleation of these different polymorphs depends on the crystallization as well as processing conditions. The majority of widely used PP grades crystallize as α–phase (α-PP) with sporadic occurrence of β–phase (β-PP) at high undercooling. However, in the presence of β–nucleation agent or under specific conditions of temperature gradient and strain, crystalline β–phase nucleates. Moreover, nylon 6 has two crystalline phases as α and γ. The α phase is composed of a fully extended planar zigzag chain conformation, in which adjacent antiparallel chains are joined by hydrogen bonds. It is the most thermodynamically stable crystalline form and can be obtained by slow cooling. The γ phase is composed of pleated sheets of parallel chains joined by hydrogen bonds. It is less stable and can be obtained by fast cooling from the melt or fibre spinning at a high speed. 137
Rheological properties and viscoelastic behaviour
In terms of mechanical properties and characteristics, a key in producing superior polymer-based nanocomposites is the ability to control dispersion of the nanocomposites in polymers. For this reason, several studies have concentrated on the rheological behaviour of polymer-based nanocomposites (PCNs).52,134,135,138,139 Rheological parameters can be used to simulate processing steps in injection molding, single and multilayer extrusion, as well as other more complex technologies. To find the ideal processing parameters, time consuming and cost-intensive trials can thereby be eliminated or at least strongly reduced to final optimisation. Therefore, understanding the rheological properties of PLS nanocomposite is crucial to gain a fundamental knowledge of the processability and structure-property relations of the materials. It has been anticipated that the melt rheological properties are presumably due to a combination of the mesoscopic structure and the strength of the interaction between the polymer and the layered silicate, in the case of PLSs nanocomposites. 140 The mesoscopic structure would depend crucially on the strength of the PLS interaction and the inherent viscoelastic properties of the matrix in which the layers or collection of silicate layers are dispersed. 140 The great length of polymer chains results in extensive entanglements and complicates the study of neat polymer flow. Thus, the rheology is the study of polymer flow, shear flow and elongational flow. A neat polymer has a number of unique rheological and physicomechanical properties. Its macromolecules can be considered as viscoelastic non-Newtonian fluids at temperature above the Tg or melting point.141,142 Viscosity represents a fluid resistance to applied load, at low shear rates. The viscosity increases substantially and monotonically with clay content at a given shear rate. 143 However, when high shear rates are being parallel to the flow direction, a higher degree of shear thinning and an increase in relaxation time with increasing clay content will occur. This increase is attributed to the alignment of clay layer structures with shear. 62 Intercalation and better dispersion will also occur due to the high shear viscosity during the melt processing.
Rheological parameters of polymers, i.e. the material functions describing the viscoelastic behaviour in the molten or also in the solid state have a central role in polymer research. They both reflect the molecular structure and determine the processing and application behaviour. Furthermore, higher screw speeds as an extrusion rate realize a better dispersion of clay platelets, promoting the formation of a structural network expressed by pseudo-non-Newtonian shear thinning.33,78 Figure 8 shows the effect of different screw speeds on the complex viscosity (η*) curves of ADS – 9 wt% clay nanocomposites. Hence, it can be noticed that increasing the extrusion rate decreases the complex viscosity as well as a low pronounced shear thinning behaviour occurred. ADS is a commercial copolymer resin containing the random co-monomer 1,1′,3-trimethylcyclohexil-3-methylamine-5-isophtalamide at 5 wt%.
Complex viscosity curves of neat ADS copolyamide and ADS—9 wt% Cloisite 30B at various screw speed (50, 80 and 100 rpm) at T = 255°C and strain = 1 % (adapted from Reference [143] with permission from Elsevier Ltd.).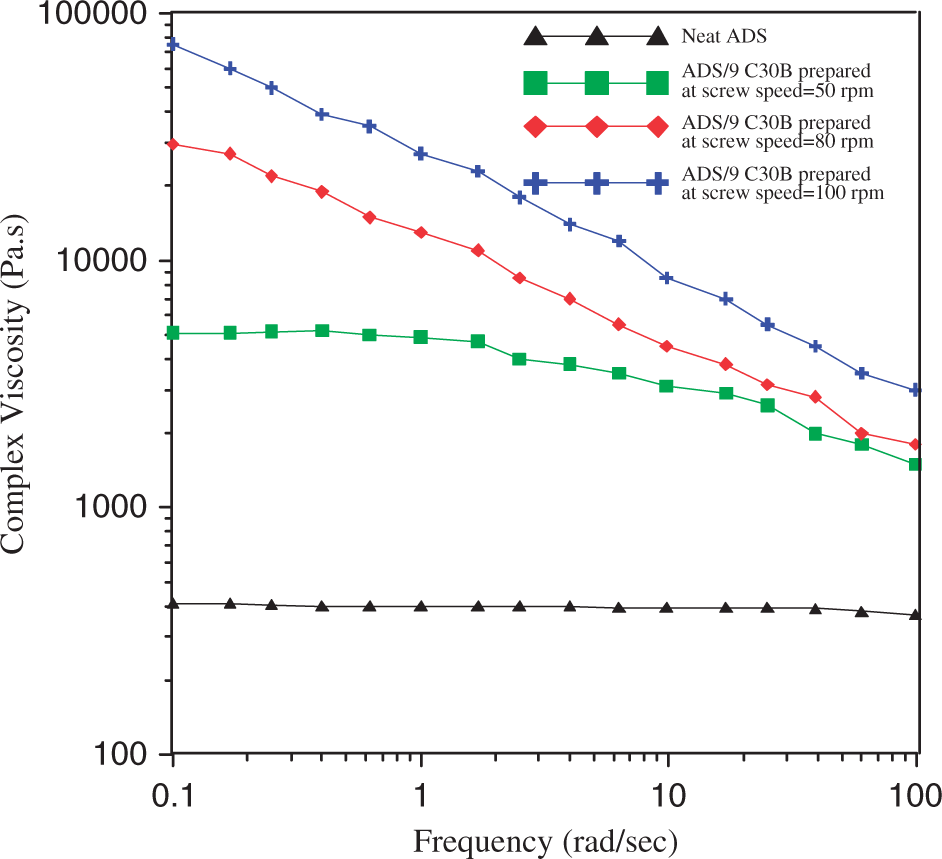
Thermodynamic and physical properties
Reporting the effects of processing techniques on thermodynamic and physical properties of polymers based nanocomposites is one of the main objectives of this article. In addition to crystallinity; Tg, HDT, Tc and Tm are important and sensitive physical properties to determine the structure, phase formation, and mobility of polymers. Improvement of the necessary characteristics such as mechanical and thermal properties of polymer-based clay nanocomposites without changing the Tg of the polymer is more desirable especially for elastic and flexible polymers. Hence, studying the effects of processing techniques on thermodynamic, and on the Tgs in particular, is necessary to delineate the other relevant polymer-based nanoparticles properties since the nanoeffects or property improvements over larger scale dimension is the major property changes of interest, while the Tg and crystallinity are the others. Before looking at the effect of changing processing techniques or their conditions on polymer temperatures, it is necessary to understand these temperatures individually and allocate the factors influencing their behaviour.
In terms of Tg, changing the mobility of polymer chains in the vicinity of the polymer-nanoparticle interface and thermodynamic interaction is a good indication to the change in Tg. 46 Thus, some studies mentioned that with increasing nanoclay concentration, the Tg for polymeric matrices shift towards lower temperatures owing to the intercalated morphology of the nanoclay platelets that restrain the molecular mobility of the polymer molecules as well as due to the plasticization of the matrix.144,145 Furthermore, it can be attributed to immobilization of polymer chains in the form of shell and/or trapped polymer, 146 to the free volume existing at the polymer surface interface due to poor wetting. 147 On the contrary, others believe that clay layers play a role of increasing the Tg of the polymers as they confine the movement of polymer chains especially in the case of intercalated nanocomposites.145,148 However, for rubbery and soft polymers, it can be said that intercalation and exfoliation of clay in the polymer matrix does not have an important effect on the Tgs, especially when conventional emulsion polymerization is used 122 or consistent with well-dispersed fillers with good interfacial contact. 8 Tg increased by 20°C relative to the pure polymer due to the restriction of the polymer chains movement. 148
HDT of a polymeric material is an index of its heat resistance towards applied load, i.e. the temperature at which the composite under a constant stress of 1.82 MPa deflects by 0.2% strain as per ASTM D 648. Hence, the increase in crystallinity, Tg, and the order degree of hydrogen bonding may account for the noticeable increase in the HDT of the nanocomposites after annealing. During melting of a polymer, the rearrangement of the molecules in the transformation from ordered to disordered molecular states will occur. Meanwhile, molecular chemistry and structure will influence the ability of the polymer chain molecules to make these rearrangements and consequently will affect the melting temperature. Besides, degree of branching will also affect the melting temperature of a polymer. 149 Hence, different levels of enhancement in HDT of PCNs have been obtained based on the types of matrices. Concerning the improvement in HDT for nylon-clay nanocomposites, it has been found that the HDT can be improved from 65°C to 164°C of the matrix under an applied stress of 1.82 MPa at 5.3 wt% of clay loading. 150
Another example is the PP/MMT nanocomposites in which there was an increase in HDT of 50°C under a lower applied stress of 0.455 MPa even at a clay loading of 9 wt%. 150 Generally, several factors can affect the HDT of PCNs, including the type and content of clay, the dispersion state of clay (intercalation or exfoliation), the interfacial interaction between polymer and clay, both caused by the appropriate processing, the degree of crystallinity, the molecular weight of matrix polymer and the applied stress, etc. The marked improvement in HDT of PCNs has been ascribed to the presence of strong hydrogen bonds between the matrix and clay surface. 150 Moreover, an increment of 34°C (from 79°C to 113°C) in HDT has occurred for nylon 6/2.4 wt% Na-MMT nanocomposites prepared by extrusion with annealing treatment at 80°C (above Tg and below the Tc) of the nylon 6. This noticeable increment in HDT is attributed to the variations in the crystallinity, the Tg and the order degree of hydrogen bonding during the annealing treatment. 150 Nonetheless, no particular work in the literature showed the direct effect of different processing techniques on HDT values of polymer-based nanocomposites.
The Tm of polymer crystal is defined as the melting point of an extended chain crystal. It is an important thermodynamic property. Tm can be assessed by differential scanning calorimetry (DSC). In the DSC plots, the peak in the endothermic plot is the Tm and this is subsequently plotted as a function of Tc. The dependence of equilibrium melting point on crystallization pressure and spherulite size on undercooling delineates two distinct regimes that are ascribed to dominant α- and γ-phases, respectively, for PP-clay system. 46 Tm is an important physical property in addition to the Tg, which is sensitive to polymer structure, phase formation and mobility. The melting temperature is not influenced by the presence of organoclay. However, the Tc is shifted to higher temperature with clay content. This increase of Tc means that wide-angle X-ray diffraction (WAXD) analysis reveals that the intergallery spacing increases with Tc for any amount of clay content in nanocomposites. In terms of clay influence on the polymer crystallization behaviour, clay has two mutually opposite effects: crystallization nucleating promotion and crystallization growth retardation. 11 It should be mentioned here that further study is required to make a better understanding on the influence of processing conditions, and procedures on properties since the degree of crystallinity, the microstructure and Tc are very sensitive to processing conditions.
Effect of processing techniques on thermodynamical, thermal and physical properties of polymer-clay nanocomposite
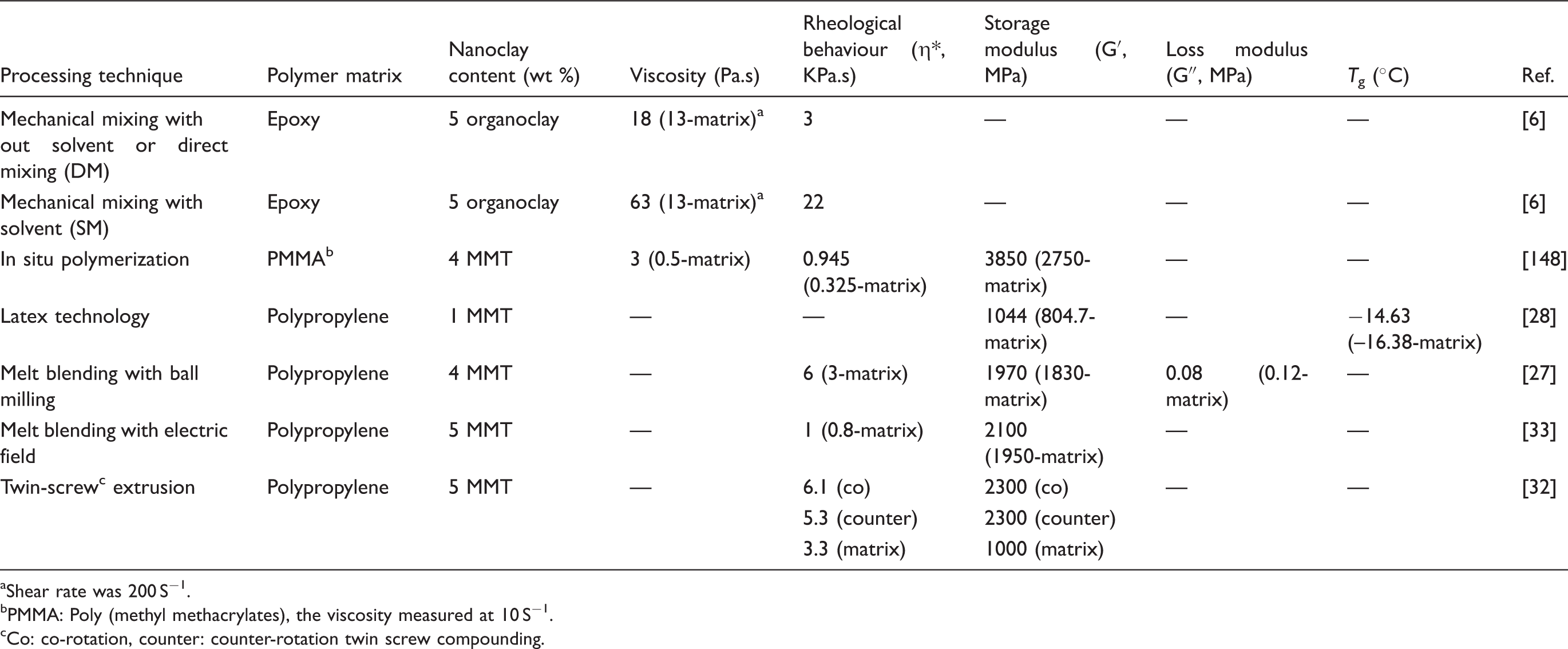
Shear rate was 200 S−1.
PMMA: Poly (methyl methacrylates), the viscosity measured at 10 S−1.
Co: co-rotation, counter: counter-rotation twin screw compounding.
Mechanical properties
Mechanical properties of nanoclay-based polymer composites can be directly affected by the intercalation/exfoliation levels in nanocomposite morphology which depend on the raw processing material characteristics such as filler type and its volume fraction, compatibiliser content if any, matrix viscosities, the morphology and the interactions between fillers and between filler and matrix. 152 Additionally, they also depend on modulus of polymer and clay platelets, degree of crystallinity in the polymer matrix, orientation of clay tactoids, orientation of polymer crystallites and interfacial stress transfer mechanisms. 51 The recompounding has more significant effects on the flexural modulus improvement and mechanical properties enhancement of nanocomposites as well as alleviates the reduction of impact. 153 Thermal stability can also improve with the interface interaction enhancements by using recompounding twin-screw extruder. 153 In general, the improvement of mechanical characteristics is ascribed to the reinforcement effect of the rigid inorganic clay and the constraining effect of silicate layers on the molecular motion of polymer molecular chains, the presence of immobilized or partially immobilized polymer phases as a consequence of interaction of polymer chains with organic modification of the clays and large number of interacting molecules due to dispersed phase volume ratio characteristics of largely exfoliated nanocomposites. It is also likely that the silicate layer orientation and molecular orientation along the flow (tensile) direction could significantly contribute to the reinforcement effects. 123 Additionally, homogenous clay dispersion (presence of exfoliation/intercalation which provides high surface area of interaction) and interfacial bonding between the clay platelets and matrix.144,153
The tensile modulus of nanoclay/polymer composites obtained by mechanically and shear mixed increases with the increase of nanoclay content.83,87,118 The mechanically mixed specimens with exfoliated nanoclay exhibit higher modulus than the shear mixed specimens. However, the shear mixed specimens show higher strength and modulus as opposed to the mechanically mixed composites. 154 The increase or decrease in stress and strain at break is attributed to the restrictions in the mobility of the polymer chains during stretching. At the same time, an intercalation and better dispersion of nanoclay platelets in polymeric resin can occur owing to the high shear viscosity during mixing by twin-screw extruder which tends eventually to hide the spherulites structure. On the other hand, using a polymerization method could not promote sufficient shear stress to perform full exfoliation and good dispersion of the nanoclay particles in the polymer matrix. 155 However, applying an accelerated ageing process for nanocomposite enhances the exfoliation and the subsequent mechanical properties are since the good exfoliated/intercalated structure restricts the mobility of polymer chains during tensile loading. 156
Young’s moduli of the compression-molded nanocomposites are far less than those of injection-molded samples. The increase of Young’s moduli via the latter process is attributed to the greater shear history imparted by injection molding, particularly at higher screw speeds as well as to the orientation of the nanoclay particles in the flow direction.
130
The literature showed that optimal processing types, processing conditions and aging conditions should also be considered when designing polymer nanocomposite systems.138,157 In addition, nanofiller type, shape size, surface treatment, polymer functionality and curing conditions have to be considered too. The dispersion of clay platelets in polymer matrix can be improved via several techniques such as high speed stirrer, high shear mixer and more commonly, ultrasonication.
12
Moreover, barrel temperature and screw configuration have a little influence on the tensile properties and impact strength.
39
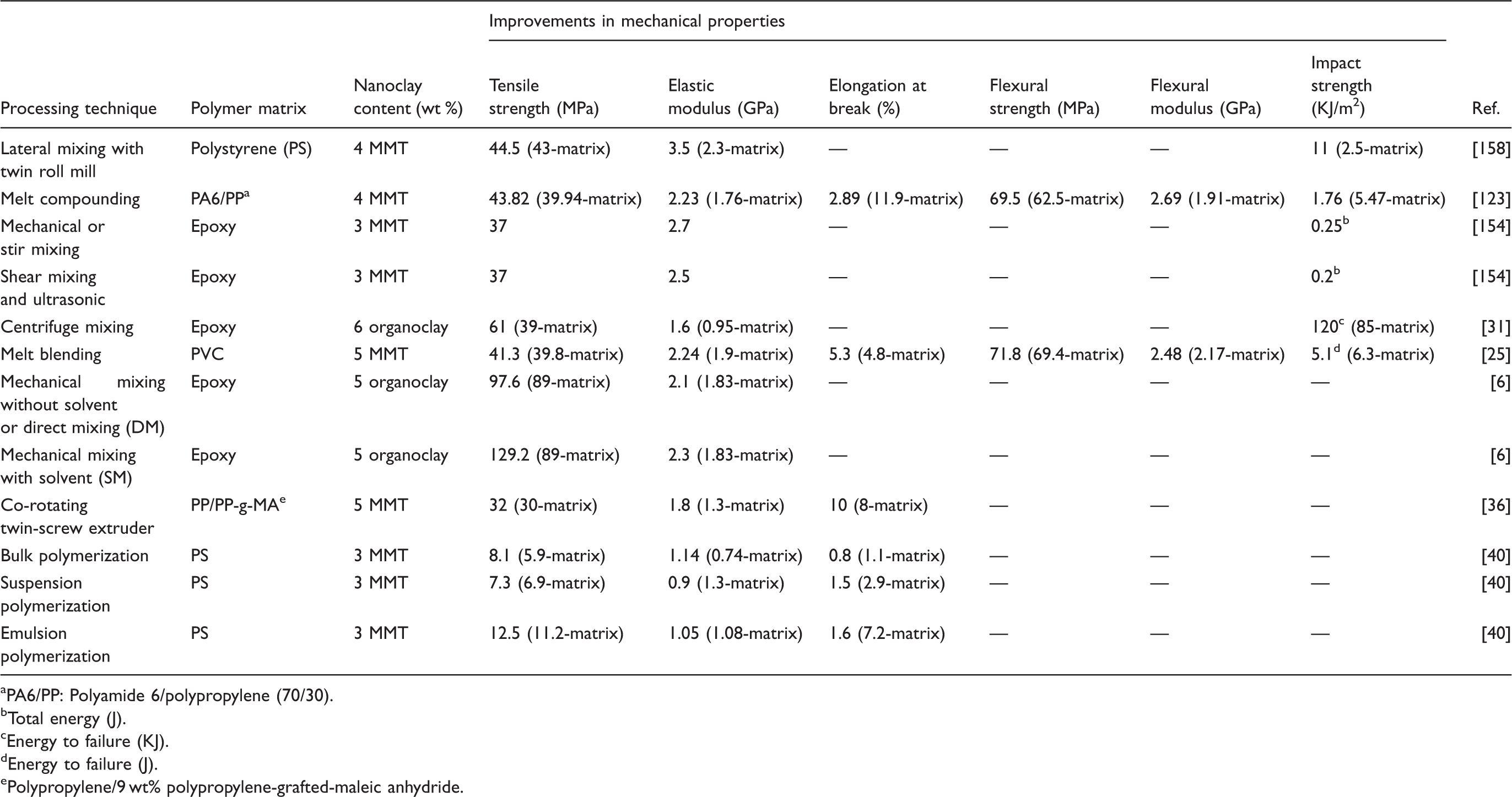
Figure 9 signifies the mechanical properties of hydrogenated acrylonitrile butadiene rubber (HNBR)/natural rubber (NR) – 5 wt% clay masterbatch, (NBR/NR ratio is 50/50) versus different mixing time. All properties increased with increasing mixing time up to 20 min, henceforth they remained nearly unchanged. The increase could result from the good dispersion and the compatibilization effect of the clay between the two blend phases. Moreover, Table 3 summarises the processing techniques in relation to the mechanical properties of various polymer matrices-based clay nanocomposites. These results show clearly that the mechanical characteristics significantly change according to the changing processing ways.
Tensile modulus and stress at break as a function of mixing time of hydrogenated acrylonitrile butadiene rubber (HNBR)/natural rubber (NR-5 wt% clay masterbatch) blends (adapted from Reference [72] with permission from Elsevier Ltd.). Mechanical properties changes of polymer-clay nanocomposites with different processing ways PA6/PP: Polyamide 6/polypropylene (70/30). Total energy (J). Energy to failure (KJ). Energy to failure (J). Polypropylene/9 wt% polypropylene-grafted-maleic anhydride.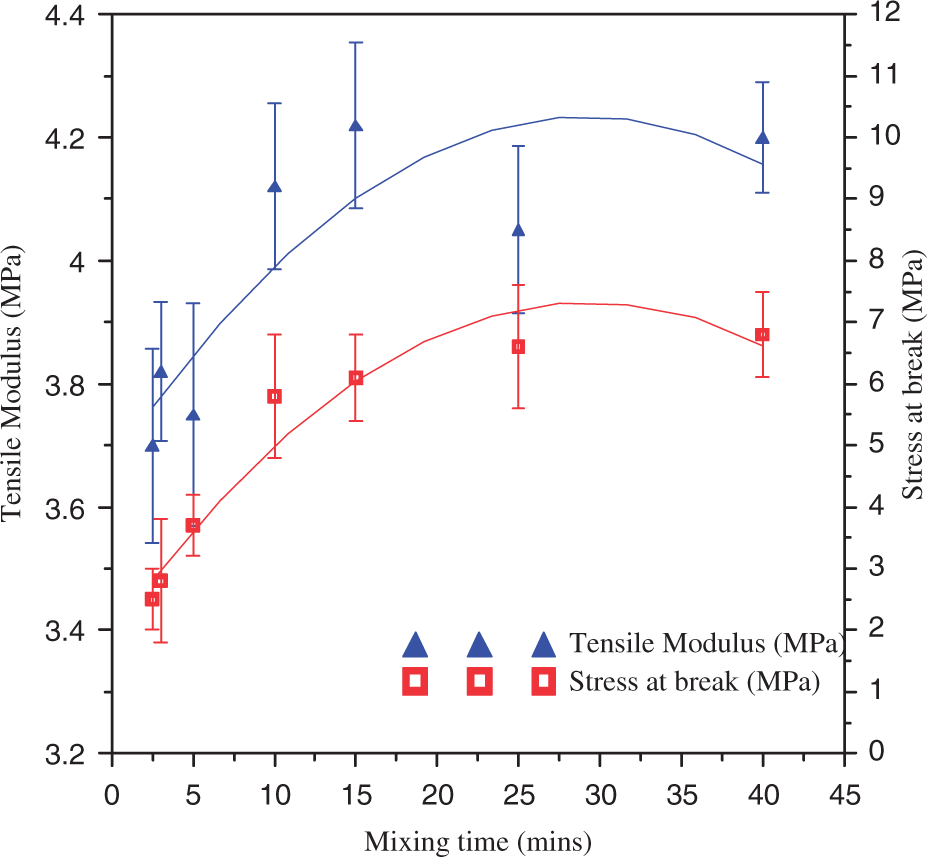
Properties other than reinforcements
Flammability resistance
One of the most important properties other than reinforcements in polymer-based clay nanocomposites is their good flammability resistance and lower heat release rate (HRR) compared to neat polymers. Since the addition of nanoparticles forms silicate-reinforced carbonaceous char layer, physical and heat barriers are generated to protect underlying polymer.3,159,160 When polymers are exposed to a direct source of heat, the polymer will decompose generating combustible gases volatilize to atmosphere and mix with the oxygen to form an ignitable blend. If the temperature is sufficient for auto-ignition, the activation energy of the combustion reaction is obtained and the heat is released. There are commonly three different ways that are used to describe the plastics flame retardancy. These are cone calorimetry, UL 94 vertical burning test and the limiting oxygen index (LOI) test, which are described in details elsewhere.160,161
In the literature, it has been typically reported that the formation of a network structure of nanoparticles with a basal spacing in silicate-reinforced carbonaceous char layer is around 1.3 nm–1.4 nm in a polymer matrix, which can significantly reduce nanocomposite flammability, regardless of the content of MMT, type of processing method, oxygen index performance, type of modification etc. For instance, Kashiwagi et al.162,163 revealed that nanocomposites with well-exfoliated structure, in which clay nanoparticles are accumulated in the burning surface, showed better fire resistance. This was due to the rising bubbles of degradation products and the associated convection flow from the interior towards the surface of the sample. Furthermore, the recession of the decomposed polymer with the de-wetted clay particles left behind is another mechanism resulted in well dispersed nanocomposites. Kaynak et al. 164 evaluated the heat release rate of 2 wt% organoclay/epoxy prepared via in situ intercalative polymerization by using oxygen index measurements. It was found that significant improvement in flammability was attained with char layer having nanoplatelets interlayer spacing of 1.3 nm. On the other hand, Jang et al. 165 proposed another mechanism of fire resistance which is radical trapping by paramagnetic iron within the clay. In that work, even with lower nanoclay loadings, higher reduction in the HRR can be obtained. Notwithstanding numerous studies have conducted the flame resistance of polymer nanocomposites; no particular one has identified the relationship between processing methods and flammability properties of polymer nanocomposites.
Barrier properties
The barrier properties of polymer-clay nanocomposites demonstrate remarkable enhancement in water/oxygen permeability compared to neat polymers. The enhancement in the chain confinement and the strong interfacial interaction tend to better barrier properties of nanocomposites especially when the dispersed silicate layers have higher aspect ratios (10–1000) of intercalated nanocomposites.3,166,167 From Figure 10, one can see that the orientation of clay platelets and their aspect ratios, the intercalation or exfoliation extent and dispersion of nanometre-sized silicate platelets in polymer matrix can significantly alter the barrier properties (gas/liquid permeability) of the produced nanocomposites. To further improve barrier properties of the nanocomposites, it would be better to choose a more suitable process technique and different types of clay, i.e. more inert, sample annealing to rearrange and reduce the free volume in the disordered amorphous domains and modify the state of the impermeable crystalline domains.
168
Similarly, Kim et al.
169
believed that the moisture barrier properties in polymer-nanocomposite systems depend on the type of clay’s surface treatment, i.e. using Cloisite 20A (quaternary ammonium modified montmorillonite) and I.30P (octadecylamine modified montmorillonite) with epoxy showed better moisture properties than using KHMT (quaternary alkylamine modified montmorillonite) with epoxy due to larger interlayer distance between the individual silicate layers and more uniform distribution.
Schematic showing the pathway of a diffusing gas/liquid molecule through polymer-based clay nanocomposites.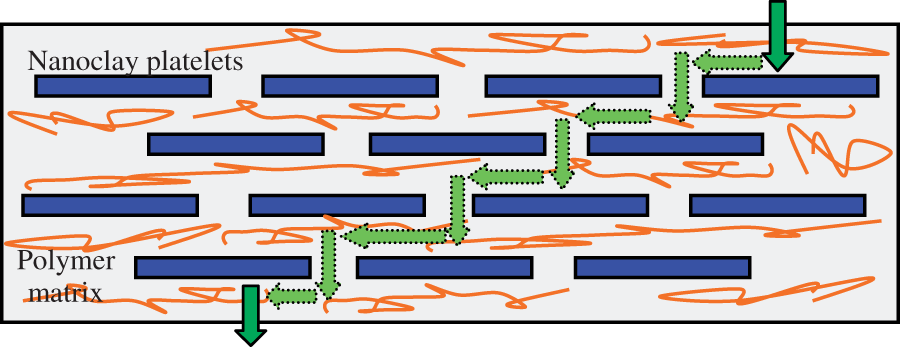
Discussion and comments on the future of processing polymer/nanocomposites
Full dispersion of nanoclay platelets and stronger interactions between nanoclay and polymer molecules are the crucial mission to be achieved for successful industrial applications of clay/polymer nanocomposites. Hence, the mechanical shearing applied at high temperature for the molten polymer matrix at low organoclay loading is capable to perform this dispersion of clay platelets and form nanocomposite structure. Moreover, the proper combination of the external shear and interaction between polymer and nanoclay layers require a strong shear and shear intensity. Consequently, strong hydrogen-bonding interactions and the dispersion states of organoclay can be greatly improved. This is originated between the polar molecules and oxygen groups or hydroxyl groups of the silicates. However, excessive shear intensity or back-mixing causes poor exfoliation and dispersion. On the other hand, better clay intercalation can be obtained at higher curing temperature. Premixing is also required to break down the nanoclay tactoids (agglomerates) to smaller ones. The longer premixing time tends to result in higher-aspect-ratio particles and an increase in viscosity as well as facilitating diffusion. Using conventional shear devices such as sonicators, extruders, three-roll mill or ball mill is also capable of satisfying the full dispersion.
In terms of theoretical work, although it is not covered within this review, a number of studies have been analytically and numerically developed to correlate the critical properties of nanocomposites based on micromechanics models. Toughening mechanisms, fracture behaviour, viscoplasticity, elastic and elastoplastic response and others of nanocomposites are good examples of these properties. However, to evaluate the best processing conditions to perform the preferable characteristics at low costs, only few based their numerical simulations on Ludovic (special software for optimization of twin-screw extruder) which applies particularly in twin screw extrusion to manipulate the main flow parameters such as temperature, pressure, shear rate, viscosity, residence time etc. Besides, the effect of extruder type, e.g. single screw, co-and counter-rotating twin screw and processing parameters such as mean residence time, amount of shear and mixing techniques can also be maintained using Ludovic.
In summary, the preparation methods of nanocomposites which do not include solvents and easy processing conditions are more favourable to industrial point of view as they are applicable and acceptable to ecological aspects. Melt intercalation, for processing hard thermoplastic polymers, is a good example for that. However, to produce nanocomposites for many industrial applications like paints, coatings, pharmaceuticals etc., the techniques based on aqueous systems are most favourable.
Conclusions
The role of processing techniques on the final nanostructure formation and dispersion states, thermodynamic, physical and mechanical properties of clay/polymer nanocomposites has been reviewed in this study. The following points conclude the main findings of this review:
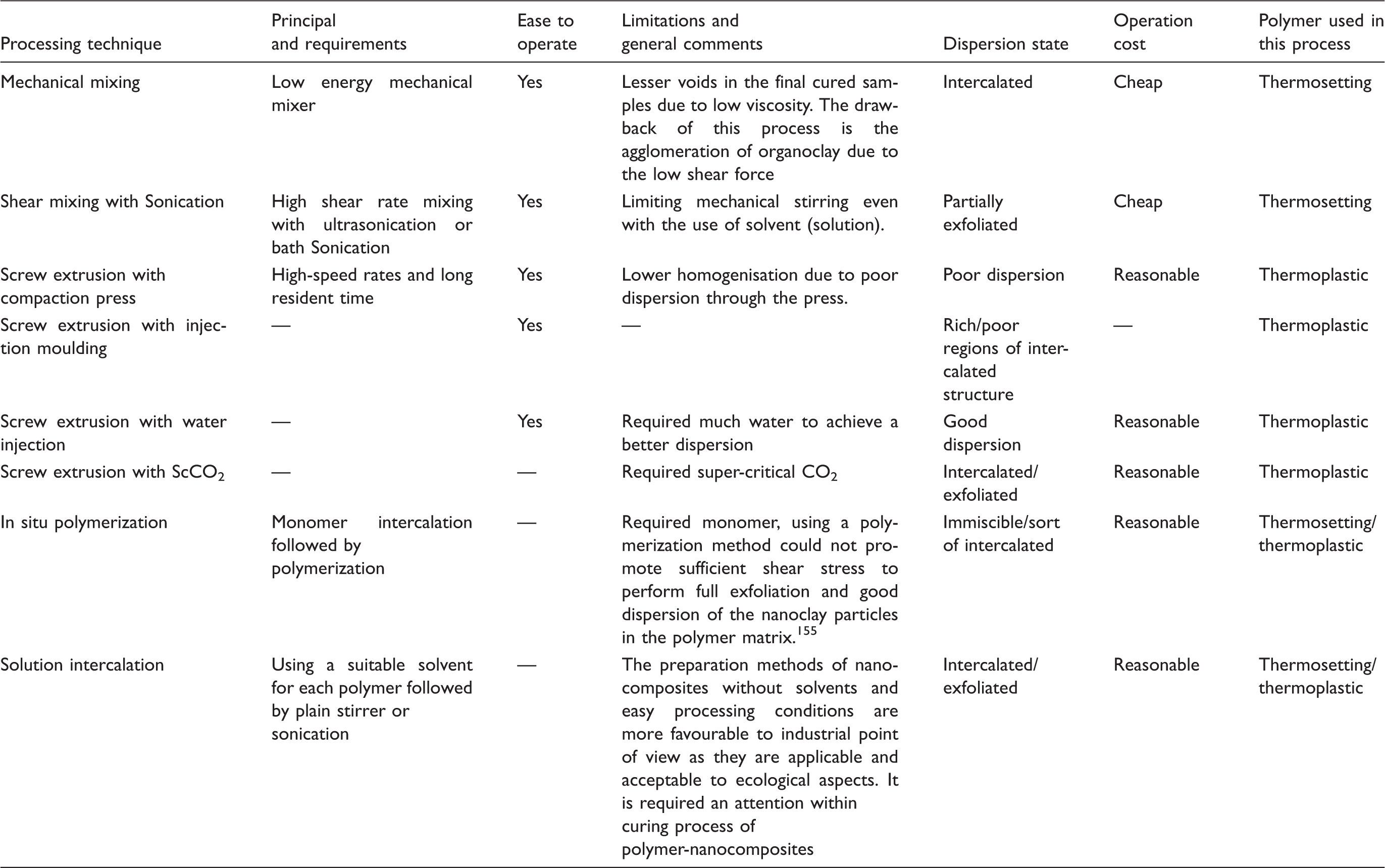
In general, the formation of nanocomposite states is affected by processing technique, processing temperature, speed mixing, shear rates, type and content of compatibilizer, and polymer viscosity as well as clay modification in cation exchange reaction. However, the key parameter to achieve successful nanocomposite materials, being fully dispersed or exfoliated, is to comprehensively understand how to select the manufacturing processes, appropriate materials and conditions that satisfy the optimum performance for specific systems. Commonly, there are four conventional processing techniques to make polymer/nanocomposites, i.e., solution intercalation, in situ polymerisation, melt intercalation and in situ direct synthesis. However, there are several processing aids such as pumping water into a masterbatch to reduce viscosity or injection of scCO2 to achieve better dispersion of nanoclay in polymers also being used, but using such aids are still having some drawbacks. On the other hand, it was found that latex technology or/and anodic electro-polymerisation have been also applied to prepare polymer-based nanocomposites. According to the literature examples, melt blending with roll mill or screw extrusion technique is the preferable technique among others to perform a better dispersion, exfoliated/intercalated structure of nanoclay/polymer composites. Moreover, the clay platelets are more aligned in the samples those are prepared by melt mixing or the masterbatch technique. In contrast, the samples prepared by solution have more randomly oriented particles due to formation of a tridimensional network or “house of cards” structure, which contributes to increase the solid-like behaviour. The crystallinity polymorphs are dependent on the type of processing techniques and the nature of nanoclay added as well as the polymeric blends. The thermodynamic and physical properties of polymers, e.g., Tgs, Tms and Tcs, are not highly affected with changing the type or conditions of processing techniques. Thus, the major change of these temperatures is less than 10°C. Understanding of rheological properties, materials functions, viscoelastic behaviour of PLS nanocomposite is crucial to gain a fundamental knowledge of the processability and structure-property relations of the materials. Mechanical properties of nanoclay/polymer composites are influenced by the intercalation/exfoliation levels in nanocomposite morphology, modulus of polymer and clay platelets, degree of crystallinity in the polymer matrix, orientation of clay tactoids, orientation of polymer crystallites and interfacial stress transfer mechanisms. The advantages and limitations of different polymer-clay nanocomposites processing techniques are listed in Table 4 associated with the remarkable points reported in the literature. From the table, the intercalated/partially exfoliated nanocomposite structure can be achieved by using an appropriate technique related to the polymer resin used. Interestingly, melt blending screw extrusion could be most applicable technique for the thermoplastic polymers with low cost. Advantages and limitations of different polymer-clay nanocomposites processing techniques
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Conflict of interest
None declared.