
Abstract
This study is concerned with the influence of sintering stage duration on the interface load transfer capacity between NiTi fibres and AlSi matrix alloy and thus in the final composite strength. Short-fibre-NiTi/AlSi composites were produced by a pressure-assisted sintering process, under vacuum, for sintering stages of 20, 25 and 60 min. All the obtained composites, with different sintering stages, have shown the occurrence of load transfer from the matrix to fibres, indicating the development of an effective interface between fibre and matrix. Performed shear tests have shown a decaying of shear strength with increasing sintering stage, in the selected range of sintering times, with the lowest sintering time leading to higher properties. It was also concluded that with increasing sintering stage, the interface volume around the fibres increases and the load transfer capacity decreases.
Introduction
Metal matrix composites (MMCs) offer the possibility to combine lightweight alloys with high-strength reinforcements, in order to obtain improved materials with optimized mechanical and physical properties, comparatively to unreinforced alloys.
MMC produced with discontinuous reinforcements also present production advantages, particularly the ease of processing, when compared with continuous reinforcements and also the ability to produce complex geometry components.1,2 These discontinuous reinforcements can be introduced with different geometries (short-fibres, whiskers or particles) and scales (nanometer, micrometer and millimeter), although it has been reported advantageous to employ reinforcements with scales similar to the metal matrix grain size, in order to promote a microscopic reinforcement effect. 3
It has been shown that the effectiveness of the reinforcement is related with the quality of the bonding between matrix and reinforcement,3,4 namely the interface chemical composition and morphology. It influences the occurrence of debonding in the matrix/reinforcement interface 2 and pull-out mechanism, 3 indicating the presence of fragile compounds in the reinforcement surrounding area. This aspect must be attentively monitored and controlled, since the interface must allow load transfer between matrix and fibres. Thus, the design of an effective interface must consider the chemical reactions that may take place during the process, and in this sense, controlled atmosphere plays a key role, especially when the matrix is an aluminium alloy.
Shape memory alloys (SMAs) have been used as a composite reinforcement with both polymer5–7 and metal matrices.1–4,8–10 One of the most employed SMA is NiTi, recognized as one of the best practical SMA, due to a large recovery strain and generated recovery stress, having also interesting mechanical properties. 11
Among the SMA’s properties is the shape memory effect (SME), where a shape change takes place during the reverse martensitic transformation, usually defining As as the start of reverse transformation of martensite to austenite and Af as the finish of reverse transformation of martensite to austenite. In a composite, the matrix embedded fibres, deformed in their martensitic phase, return to a previous shape, upon heating at a temperature above As. This mechanism is expected to improve the composite mechanical properties by introducing residual compressive stress in the matrix.12,13 The use of discontinuous reinforcements possessing SME, present the additional advantage of dispersing the generated residual stress due to their aleatory distribution in the matrix. 14
Most of the studies that focus on SMA fibres as reinforcements, use continuous fibres,8,10,15 obtaining thus unidirectional and anisotropic properties, that are not suitable to multi-directional loadings. The proposed study, using short-fibres, leads to a near isotropic material, opening the application spectra. Powder metallurgy (PM) was used to obtain a near-net-shape process that allows the production of complex parts. The chosen PM technique was pressure-assisted sintering, once it allows higher densification, Young’s modulus and hardness when compared with cold pressing and sintering16,17 being also an industrially implemented process.
In this article, the effect of sintering stage duration in the mechanical properties of an eutectic aluminium–silicon alloy reinforced with NiTi short-fibres, is assessed.
Experimental procedures
Fabrication of AlSi/NiTi composites and specimens
NiTi short-fibre-reinforced AlSi composite was produced from the following base materials:
AlSi powder, with maximum powders diameter of 44 µm, purchased from Alfa Aesar, with chemical composition (after chemical analysis) presented in Table 1. The measured average diameter of the powders was 13 µm. NiTi fibres, of 50 µm diameter and 1.25 mm length, chopped from NiTi wire – one-way Flexinol, purchased from Dynalloy Inc., Ni-50.0 at.% Ti (according to manufacturer) and As transformation temperature of 90℃. (In NiTi short-fibre-reinforced composites, the fibre diameter influences the mechanical properties of the composite. A fibre diameter of the same order as the grain size of the matrix alloy, leads to a better bonding between matrix and fibre,
3
and consequently to higher mechanical strength, reason that led to the choice of a 50 µm diameter NiTi wire.) Chemical composition (wt%) of AlSi powder

In order to enhance the interfacial reaction between the matrix alloy and fibres, NiTi fibres were chemically cleaned with a 16% HNO3 + 1% HF solution, to remove the oxide layer of NiTi fibres. Afterwards, the fibres were cleaned with alcohol.
AlSi powder and NiTi fibres were heated in a furnace, for 30 min at 120℃, to reduce humidity in both materials; and therefore, prevent agglomerates formation during the mixing process. AlSi powder and NiTi fibres were then mechanically mixed in a blender for 1 h. The volume fraction of NiTi fibres was 3%.
The obtained mixture was divided and placed inside graphite moulds with 3.4 mm height, 4.3 mm width and 44 mm length. NiTi short-fibre-reinforced AlSi samples were then sintered by means of pressure-assisted sintering process, under vacuum (10−2 m bar), using a high-frequency induction furnace (Figure 1(a)), according to the following procedure. The mould was placed inside the chamber, where the sample was compressed, by a punch, using a hydraulic press, at 1.30 MPa, and then heated up to 550℃, with a heating rate of 25℃/min. When the temperature reached 500℃, the pressure on the sample was raised to 6.55 MPa, and maintained at this pressure level, at 550℃, for three different stage durations of 20, 25 and 60 min, in different samples series.
Experimental details: (a) apparatus of the pressure-assisted controlled atmosphere sintering system and (b) shear test specimen (dimensions in mm).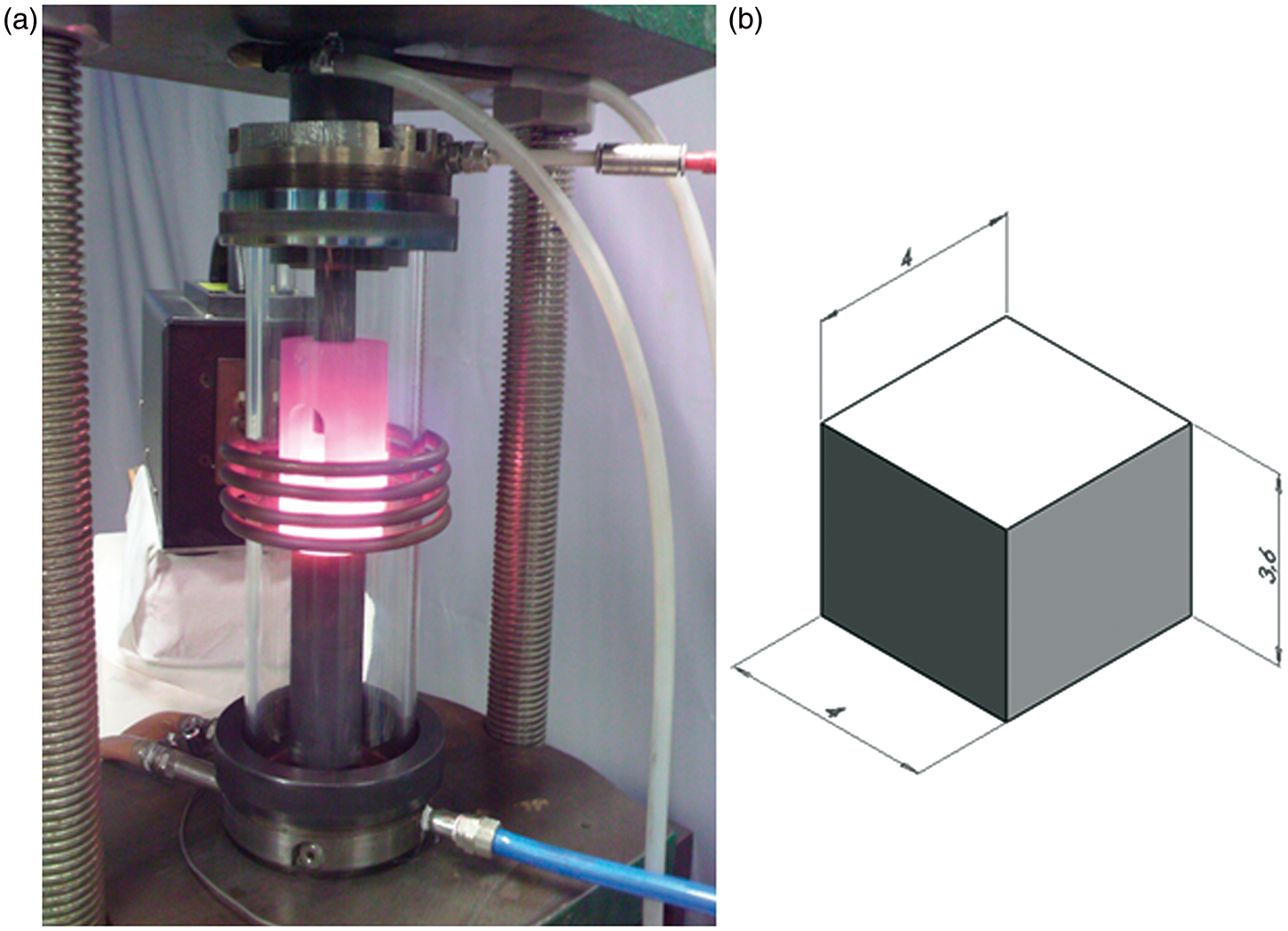
Afterwards, the samples were allowed to cool inside the mould, in vacuum, till room temperature. The obtained samples had an average dimensions of 3.4 × 4.3 × 44 mm3.
In order to promote the reverse martensitic transformation of the fibres, the samples were heated in a furnace at 135℃, in air, for 30 min, followed by quench in water and ice.
The produced composite samples, with NiTi fibres in their martensitic phase, were then deformed by cold pressing to an average height reduction of 7%.
These deformed samples were used to produce shear test specimens (Figure 1(b)), with an average dimensions of 3.6 × 4 × 4 mm3, that were heated in a furnace at 135℃, in air, for 30 min, followed by quench in water and ice, to promote the shape recovery due to SME. For comparison purposes unreinforced samples were also produced.
Characterization techniques
The obtained specimens were characterized in terms of chemical composition of matrix, fibre and interface, by means of scanning electron microscopy (SEM)/energy dispersive spectrometer (EDS). The fibres spatial distribution in the matrix and fracture surface, after the shear tests, were obtained by means of SEM.
Mechanical testing
Shear tests were performed at room temperature (∼23℃), with a crosshead speed of 0.02 mm/s, in a servohydraulic machine (Instron 8874), equipped with a 25 kN capacity load cell. Tests were performed in a custom-made stainless steel apparatus with a sliding part equipped with a cutting tool. A compressive force was applied in the sliding part to promote fracture due to shear loading. Shear strength (MPa) was calculated dividing the highest force (N) recorded during the test by the cross-sectional area (mm 2 ).
Results and discussion
In order to determine the influence of the fibres on the base material mechanical properties, shear tests were performed in composite specimens, produced with different sintering stages, namely of 20, 25 and 60 min. For comparison purposes, specimens without fibres were also produced. The results are shown in Figure 2.
Shear strength for (a) AlSi/NiTi composites after deformation and heat treatment, for sintering stages of 20, 25 and 60 min; (b) AlSi base alloy after deformation and heat treatment for 20 min sintering time; and (c) AlSi base alloy ‘as produced’, for sintering stages of 20, 25 and 60 min.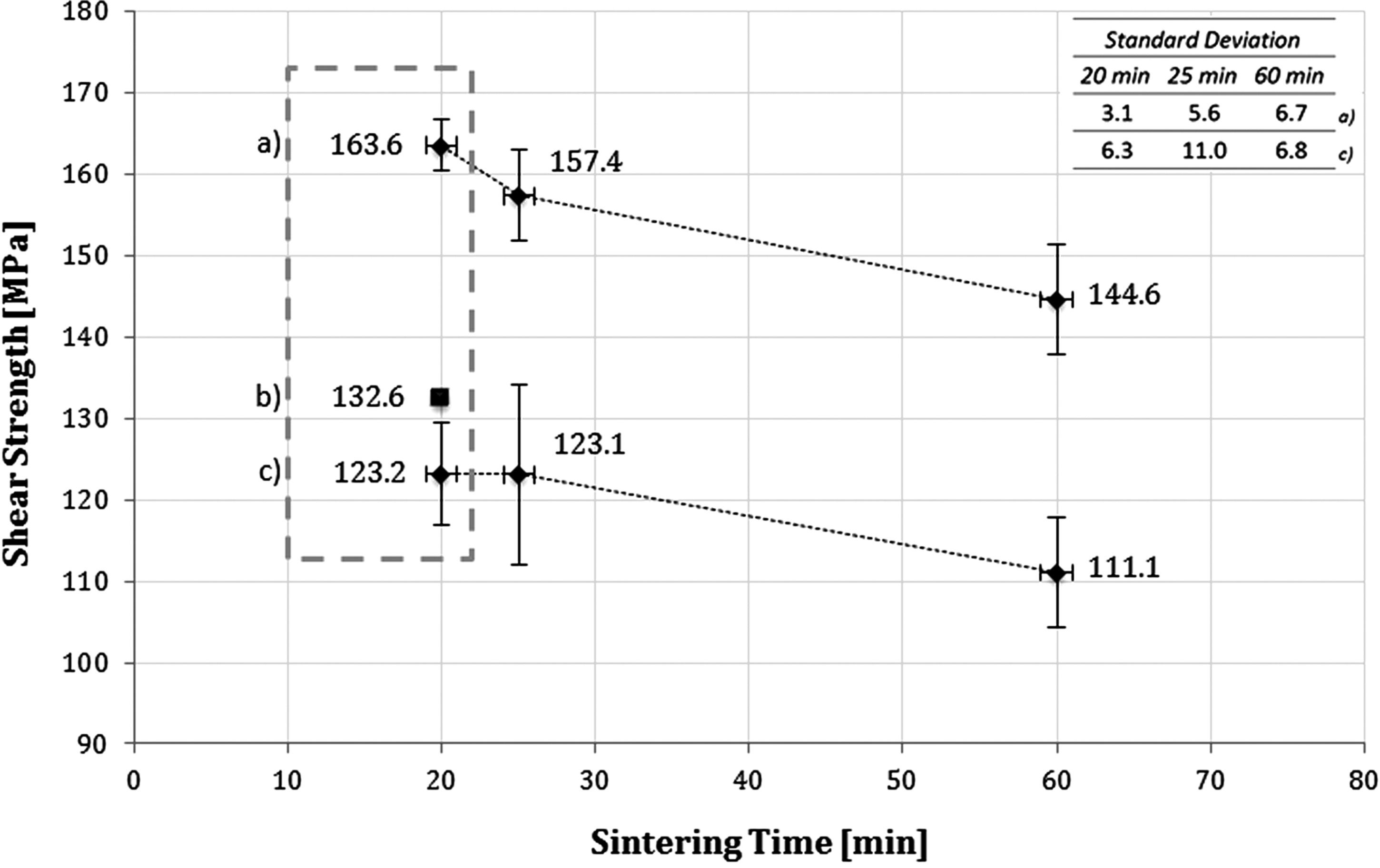
Comparing the results obtained for the composites with the ones for the unreinforced base alloy, it can be concluded that the reinforced alloy, after heating and quenching, deformation and final heating and quenching, presents an expressive improvement in shear strength (≈33%), especially for lower sintering times, particularly 20 min.
This improvement is due to three separate mechanisms: strain hardening of the matrix due to deformation; reinforcement fibres effect and introduction of residual compressive stress due to the SME of the fibres.
In order to determine the influence of the strain hardening in the matrix aluminium–silicon alloy, unreinforced samples were prepared with a sintering time of 20 min, in the ‘as produced’ state and subjected to deformation and heating. It was verified that there was an improvement of 7.6% (123.2–132.6 MPa in Figure 2) due to the strain hardening of the matrix, when compared to the ‘as produced’ specimens. Thus, from the matrix material (‘as produced’) resistance (123.2 MPa–value for the 20 min sintering stage) to the final composite strength (163.6 MPa), 9.4 MPa (123.2–132.6 MPa) is due to the strain hardening of the matrix, necessary for the NiTi activation on the composite, and the remainder 31 MPa (132.6–163.6 MPa) is due to the reinforcement effect and SME (compressive induced stresses). 13
The error bars in Figure 2 shows that the composite has lower SD than the base alloy, fact that can indicate a more predictable material than the unreinforced one.
Figure 3 shows the fractured surfaces of the samples produced with sintering times from 20 to 60 min. It is clear that all of them exhibit necking of the fibres, indicating an effective load transfer from the matrix to fibres. Thus, there is a clear reinforcement effect of the fibres in all sintering stages.
Fracture surfaces of AlSi + NiTi composites, with sintering time of (a) 20; (b) 25; and (c) 60 min, deformed and heated, obtained after shear tests.
Regarding the evolution of shear strength with sintering time, it is seen in Figure 2 that the shear strength reduces with increasing sintering time. This decay on shear strength may be attributed to the matrix grain size and due to the interface ability to transfer the load.
Regarding the grain size, it is clear in Figure 2 that the sintering time on the AlSi specimens (without reinforcement) cause a strength reduction of about 11 MPa (from 123 (20 min) to 112 MPa (60 min)). Considering the matrix microstructure, it is noted an increase of the grain size with increasing sintering time (Figure 4), as expected and reported in the literature.
18
SEM images of AlSi + NiTi composites, with sintering time of (a) 20; (b) 25; and (c) 60 min, ‘as produced’.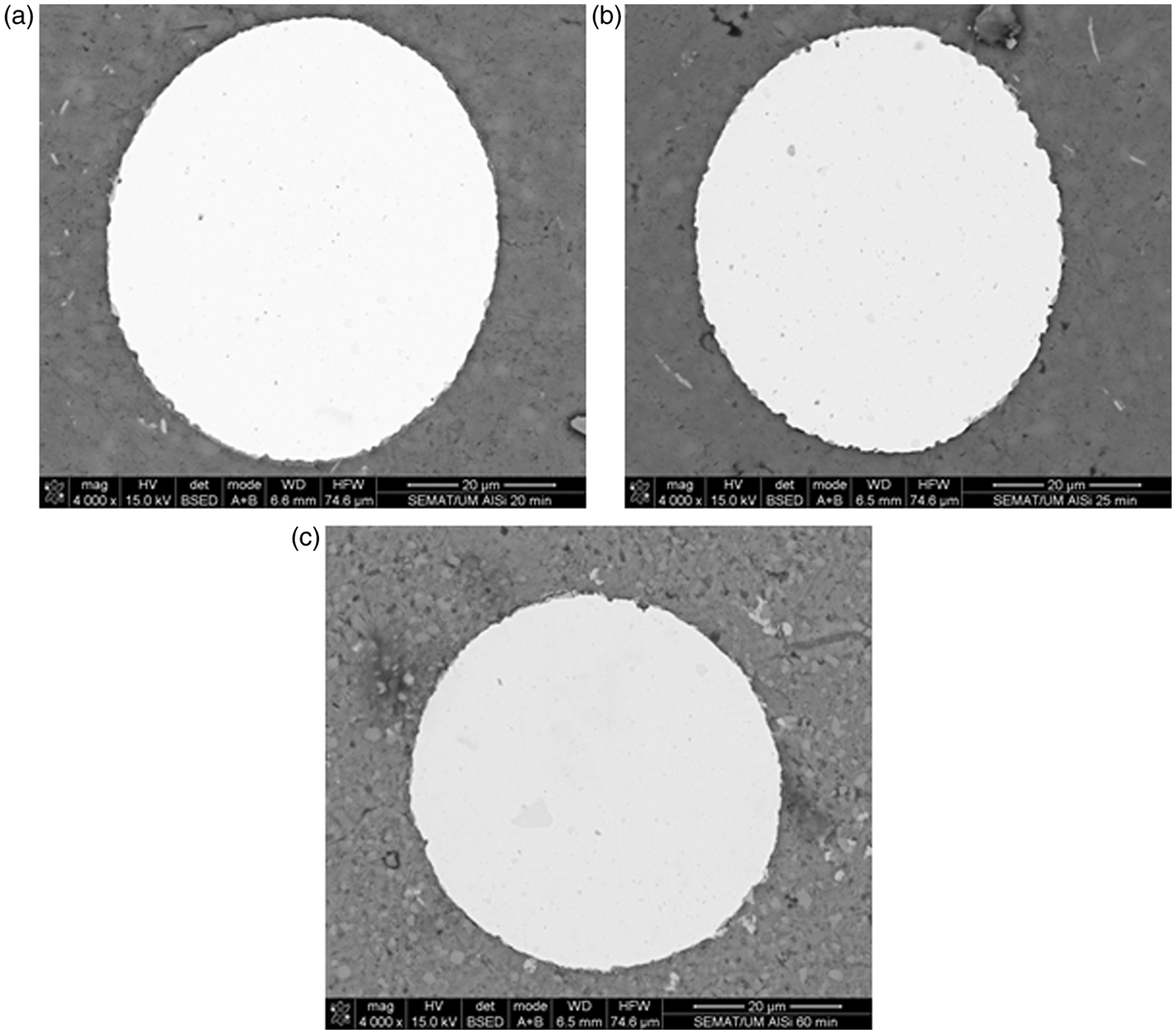
However, the composite strength reduction is of about 19 MPa (from 163.6 (20 min) to 144.6 MPa (60 min)). Thus, part of the strength reduction of the composite may probably be attributed to the interfacial reaction. In order to explore and clarify these results, the formed interface between fibres and matrix was analysed for different sintering times (Figure 4).
The reaction zone between matrix and fibre, initially (for lower sintering stages) has a globular shape and is dispersed in several points along the interface. With the increase of the sintering stage time, a more continuous layer is formed.
Furthermore, the reaction zone or interface area (area surrounding the fibre) was measured and the ratio between this area and the remaining inner area of the fibre was calculated. The obtained results are shown in Figure 5.
Interface area ratio with increasing sintering time.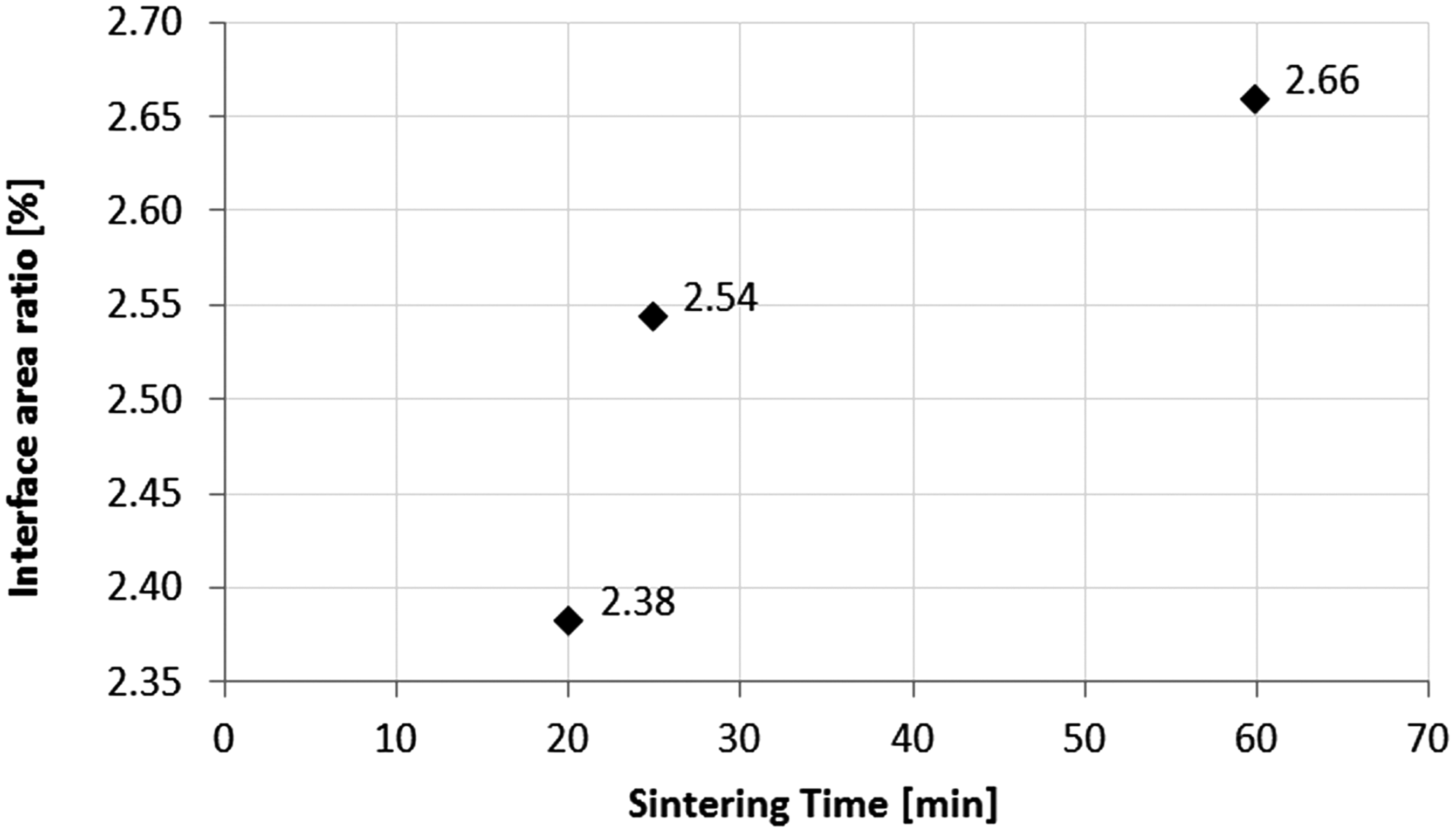
With increasing sintering time, the interface area ratio increases (Figure 5) and a double layer is formed with an outer and inner interfaces, presenting different chemical compositions. This is explained by a longer diffusion time for fibre and matrix elements, allowing deeper reaction and a larger amount of interface compound.
The formed interfaces chemical composition (for sintering stages of 20, 25 and 60 min) were also examined. In all samples, the interface area revealed the presence of Al, Si, Ti and Ni (evaluated by means of EDS). The 60 min samples (Figure 6) revealed additionally the presence of Fe (Figure 6 and Table 2). Fe is absent for lower sintering times (Table 2). The Fe content for longer sintering times (60 min) may explain the lowering of shear strength. Additionally, in this sample, the EDS spectra for the outer interface (Figure 6(c)) shows a good correspondence with Al–Fe–Ni compound, reported as unable to support significant deformations.
4
Fe, for longer sintering times, is also able to diffuse to the interface. In Figure 6(b), a fracture at the formed outer interface is detected, what can indicate a brittle behaviour of the formed compounds in this interface, due to the Fe content. The EDS qualitative chemical analysis performed in the interface layers in the 60 min sintering stage samples are shown in Figure 6(c) and (d).
(a), (b) SEM images of AlSi + NiTi composites, with 60 min of sintering time, ‘as produced’ and EDS analysis of (c) outer interface 1 and (d) inner interface 2. Chemical composition (in wt%) of developed interface with 25 min of sintering time and of interface layers shown in Figure 6(b) for 60 min of sintering time, obtained by EDS EDS: energy dispersive spectroscopy.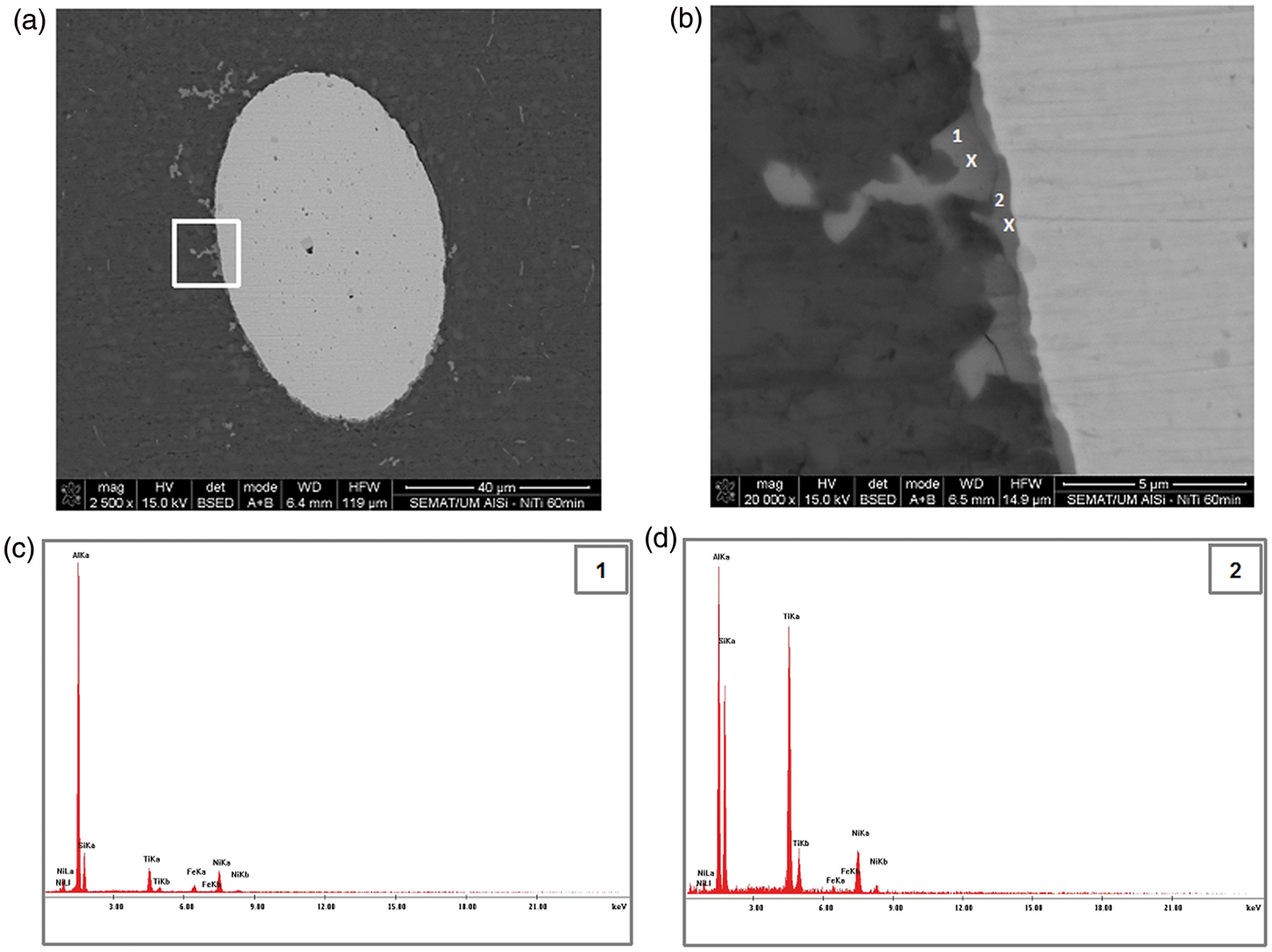
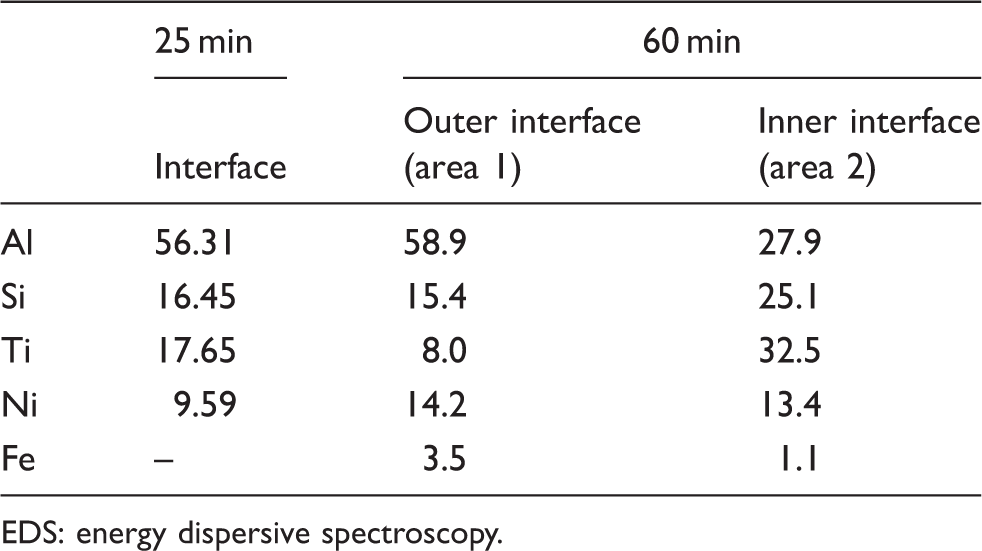
Analysing the chemical composition of the formed interface layers (inner and outer), for 60 min samples, presented in Table 2, it is clear that the inner layer (area 2) contains much higher silicon content than the base alloy, which can also explain the embrittlement of this interface, stated in Figure 6(b).
The thickening of the interface (Figure 5) as well as this layer chemical composition (Fe content with sintering time (Table 2)) may explain the strength decrease with increasing sintering time (Figure 2), since it is known that brittle compounds excessive thickening lead to a degradation of mechanical properties. 19 Thus, it appears that the sintering time does not provide an additional reinforcement effect, but reduces the load transfer ability.
Conclusions
Short-fibre-reinforced NiTi/AlSi composites were produced by a pressure-assisted sintering process, followed by an ‘activation’ of the SME by cold pressing and subsequent heating. The composites have shown an increase in shear strength comparatively to unreinforced AlSi alloy. For all sintering times, the composites fractured surfaces revealed an effective load transfer between matrix and fibres, indicating the development of an advantageous interface between fibre and matrix.
Shear tests, performed in NiTi/AlSi composites with variable sintering times, showed that the long sintering times lead to a decrease in shear strength.
The reasons for the lowering of shear strength with increasing sintering time were evaluated. It was concluded that, besides the matrix grain size effect, the interface increases and also the interface chemical composition changes, revealing for longer times (60 min) the presence of iron and an increase of silicon content, which can explain the embrittlement of this layer.
Footnotes
Funding
This study was supported by an FCT (Fundação para a Ciência e a Tecnologia) grant (SFRH/BD/65754/2009).
Conflicts of interest
None declared.