
Abstract
In this work, type 2024-O aluminium from ALCOA with a nominal thickness of 0.5 mm was stacked on both sides of a hemp polypropylene composite with stacking sequence 1Al/10PP/1H/10PP/1Al. Tensile and planar indentation loading of the fibre–metal laminates so obtained have been followed in real time using acoustic emission monitoring and related to damage characterisation obtained by scanning electron microscopy. The results confirm that natural fibre-based fibre–metal laminates may have significant potential in engineering, whenever an easier recyclability is desirable, although the properties of hemp fibre composite core are likely to affect their performance during loading, especially at stress levels exceeding their elastic limit. Acoustic emission analysis, based on the study of counts, amplitude and duration, confirms that hemp fibre fracture plays a significant role during tensile loading, whilst, during indentation, collapse is originated by the star-shaped cracking of aluminium sheets. The possible improvement of interface strength, with respect to the simple film stacking process adopted for composite manufacturing, would need attention in future work.
Introduction
Hybrids formed by metal sheets interleaved with fibre-reinforced laminates are referred to as fibre–metal laminates (FMLs). They are usually produced using glass fibre laminates and aluminium sheet in a hybrid, known as GLARE, applied with success in the aeronautical industry.1,2 One of the main concerns in the use of FMLs is the possibility for them to offer impact properties acceptable for the proposed load-bearing applications in this sector. For this reason, scaling effects have been studied, which suggest that appropriate laws can be found in order to explain their general behaviour as structural components. 3
The current trend of replacement of glass fibres with plant fibres in composites to reduce their environmental impact, with particular reference to carbon footprint and ease of recycling, has been most recently applied also to the field of FML. The use of polypropylene (PP) matrix, produced by film stacking, proved widely suitable for use with plant fibres, such as flax and hemp, also in view of its recyclability. 4 In Ref. [5], FML was produced using a number of different natural fibres, including basalt, flax and hemp, as the reinforcement of the core composite, while skins were fabricated using aluminium sheets, suggesting that the latter dominate the impact response of these laminates.
Therefore, since the introduction of natural fibres is advantageous for environmental concerns, the use of methods for assessing the initiation and development of damage under loading conditions is particularly desirable. Acoustic emission (AE) proved promising on natural fibre composites and their hybrids with glass fibres, in particular providing information about damage progression with increasing impact energy.6,7 A simulation on a larger timescale of falling weight impact tests of composite materials, offering information on damage characterisation and absorbed energy, was provided by static indentation tests.8,9 AE monitoring of indentation tests supplied in a number of cases further indications on the evolution of damage with applied load, enabling also to establish some considerations on the mode of failure the laminates undergo by this type of testing.10,11
This work applies for the first time AE to the monitoring of the mechanical behaviour of FMLs, correlating AE data with results obtained by mechanical tests (tensile and quasi-static indentation) and scanning electron microscopy (SEM) micrographs, aiming to provide further information on the suitability of FMLs including hemp fibres to engineering applications.
Materials and methods
In this study, PP matrix, in the form of 60-micron polypropylene film, Xiro 23.601-40 from Collano, was used to manufacture FML with hemp fibres and aluminium alloy. Retted bast hemp fibres were supplied in the form of a random mat, nominal weight 650 g/m2, formed by fibres with average length of 50 mm, by Hemcore Ltd. Prior to starting manufacture, the fibres were stored in a dry environment. Fibre layers were weighed before and after drying and did not show any significant loss in moisture.
The aluminium alloy (A) used in this study was type 2024-O from ALCOA with a nominal thickness of 0.5 mm. No pre-treatment was applied, because the film is a modified-PP that bonds well to aluminium. This grade was selected because it had a high strain to failure (over 20%), 12 which proved suitable to accommodate the large strain that is possible in some loading conditions with natural fibre composites.
An FML with stacking sequence 1Al/10PP/H/10PP/1Al by disposing the hemp mat between 10 layers of PP films stacks upon each other one on each side of it. This yielded FMLs of total thickness of about 2.3 (± 0.1) mm, where around 43 vol.% was represented by aluminium alloy, while PP/hemp composite, did represent the remaining 57 vol.%, divided in approximately equal portions between PP and hemp, since the hemp/PP composite had in itself approximately 50% vol. of hemp fibres.
The FMLs were prepared in a one-shot manufacturing procedure in which the aluminium, fibres and PP films were stacked in the mould and the whole stack was heated to 180℃, so that the films melted and impregnated the fibres, then the material was naturally cooled at room temperature.
Tensile tests, according to ASTM D-3039 standard, were performed on five specimens using a 5584 universal testing machine by Instron (Norwood, Massachusetts, USA) in displacement control with 2 mm/min cross-head speed. The dimensions of the specimens were 150 × 20 × 2.3 (±0.1). A 100 mm grip length was used.
Indentation tests were carried out, using a 5584 universal testing machine by Instron with a 50 kN load cell in displacement control with 1 mm/min cross-head speed. Tests were performed according to the method followed in Ref. [13], by simply supporting the specimens of dimensions 100 × 100 × 2.3 (±0.1) mm on a steel plate with a 30 mm diameter circular opening, using a 10 mm diameter hemispherical steel indenter. Five plates were indented to penetration and other five to the 50% of ultimate indentation load.
An AMSY-5 AE system by Vallen Systeme GmbH (Icking, Munich, Germany) was used to monitor and record the AE signals during the mechanical tests. The threshold setting was 35 dB and the total gain was set at 34 dB. Four PZT sensors resonant at 150 kHz (Deci, Midland, Texas, USA, type SE150-M) were used for AE detection. For tensile tests, two sensors were placed on the surface of the specimens at a distance of 90 mm to allow linear localization and other two sensors were used as guard sensors. For indentation tests, four sensors were placed on the surface of the specimens to form a 90-mm side square rectangular grid, to allow planar localization of AE events.
An SEM Hitachi S-2500 was used to investigate the fracture surfaces of composites.
Results
A previous study 14 suggested that the tensile strength of these materials obeys a rule of mixtures (ROMs) approach, with the strengths of the FMLs being linearly dependent on the properties predicted from the two constituent materials.
Tensile strength and tensile modulus (with standard deviation) of hemp composite/Al fibre–metal laminates (FML). a
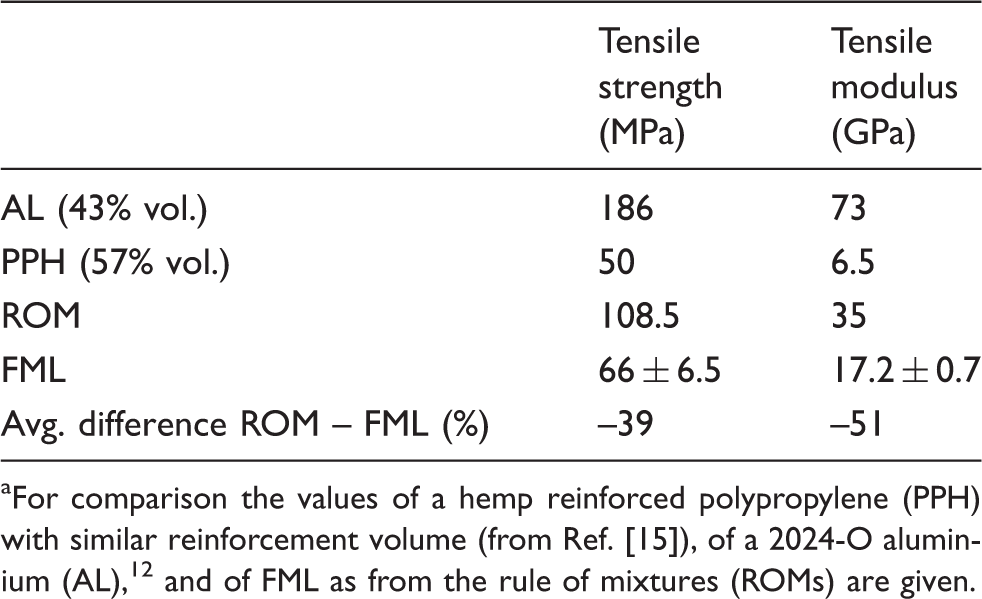
For comparison the values of a hemp reinforced polypropylene (PPH) with similar reinforcement volume (from Ref. [15]), of a 2024-O aluminium (AL), 12 and of FML as from the rule of mixtures (ROMs) are given.
As a whole, in fact, the obtained increase in performance is not as large as it would be expected from the ROMs. Some initial considerations would suggest that the presence of the aluminium sheets to enclose the laminate would reduce the scattering of tensile values, although on the other side the final value not as high as expected may indicate a non-easy compatibility between hemp fibre laminate and the aluminium skins.
From Figure 1, it can be noticed that tensile fracture occurs due to the breakage of hemp fibres, since the aluminium sheets do not appear completely fractured. This occurs only whenever the crack length is sufficient to expose the hemp laminate core to the tensile loading with subsequent collapse of the laminate.
The two sides of a typical fractured tensile sample.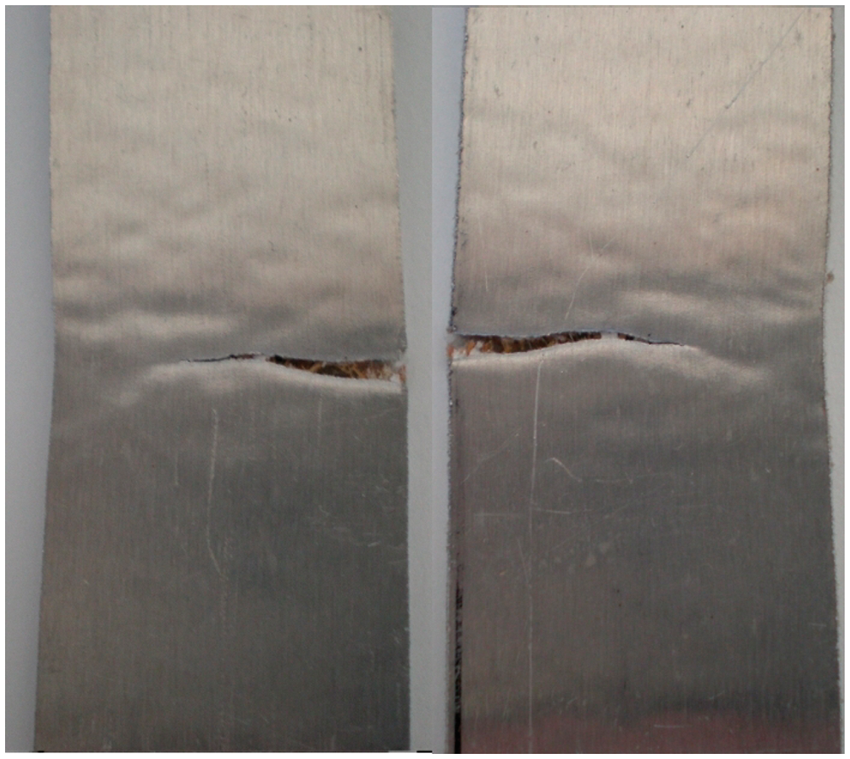
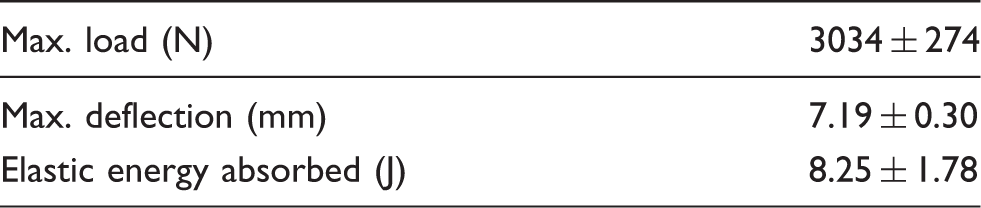
In Table 2, the values obtained from the indentation curves are reported. The elastic energy absorbed is approximately measured by the area under the load-deflection curve up to reaching the maximum load, as reported in Figure 2. Here, it can be noticed that the indentation properties are driven by the elasticity of the back aluminium surface. This because a region of more pronounced linearity is revealed between 3 and 5 mm, therefore after reaching a deflection equal to the laminate thickness. Above 5 mm of deflection, cracks forming on the back surface result in localized fibre fracture across the hemp core, which leads to a quite unpredictable behaviour after the reaching of the laminate quasi-elastic limit. Here again, the scattering of values appears to be quite limited.
Typical indentation load-deflection diagrams. Values obtained from aluminium-hemp composite fibre–metal laminates (FML) indentation curves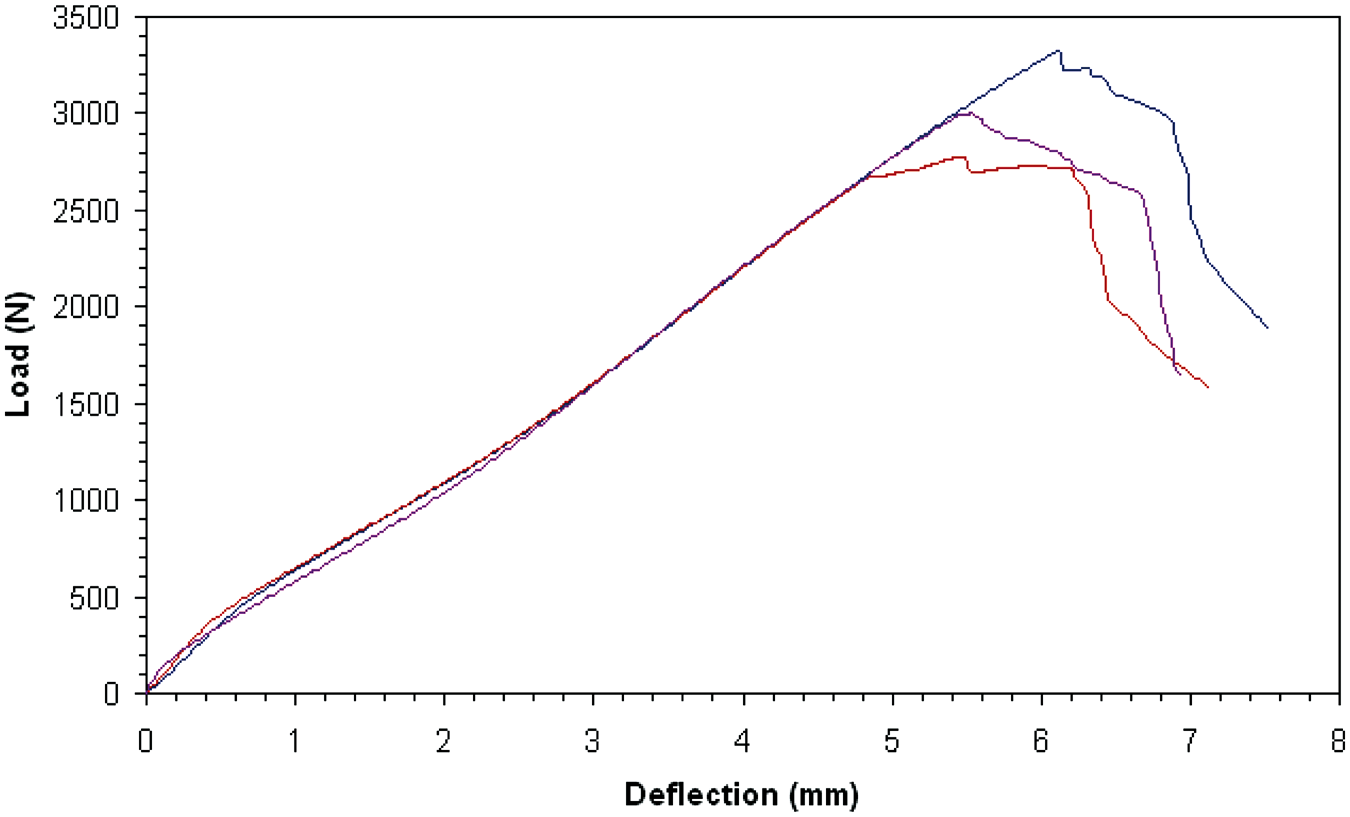
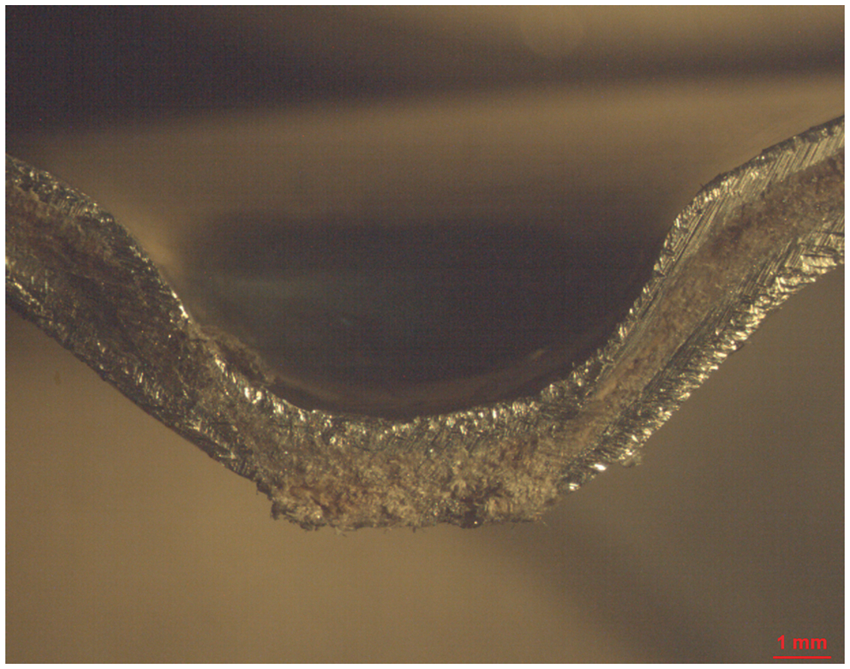
Photographs in Figure 3(a) and (b) confirm that specimens impacted at a load corresponding to a deflection equal to 50% of their ultimate deflection do not present any evidence of breakage on the rear surface, while between 50 and 100% most part of the bulging of the aluminium sheet takes place, which results in extensive arch-shaped cracking of the alloy. This is triggered by the fact, as observed by stereomicroscopy in Figure 4, that the samples are clearly stretched out at their centre, which implies that the deformation and the thinning of the alloy is by no means linear, being much larger at the bases of the “arch”, where the crack starts to develop (Figure 4). It is also apparent from Figure 4 that the interface is very strong. Interfacial fracture tests conducted in the past demonstrated this film gave very high values of interfacial fracture energy (above 2000 J/m2),
18
so that in practice failure generally occurs away from the interface.
(a) Fibre–metal laminates (FML) indented at 50% of average ultimate deflection (i.e., 3.8 mm). (b) FML indented to penetration. Stereomicroscope image of a section of fibre–metal laminates (FML) after indentation to 50% of the ultimate deflection.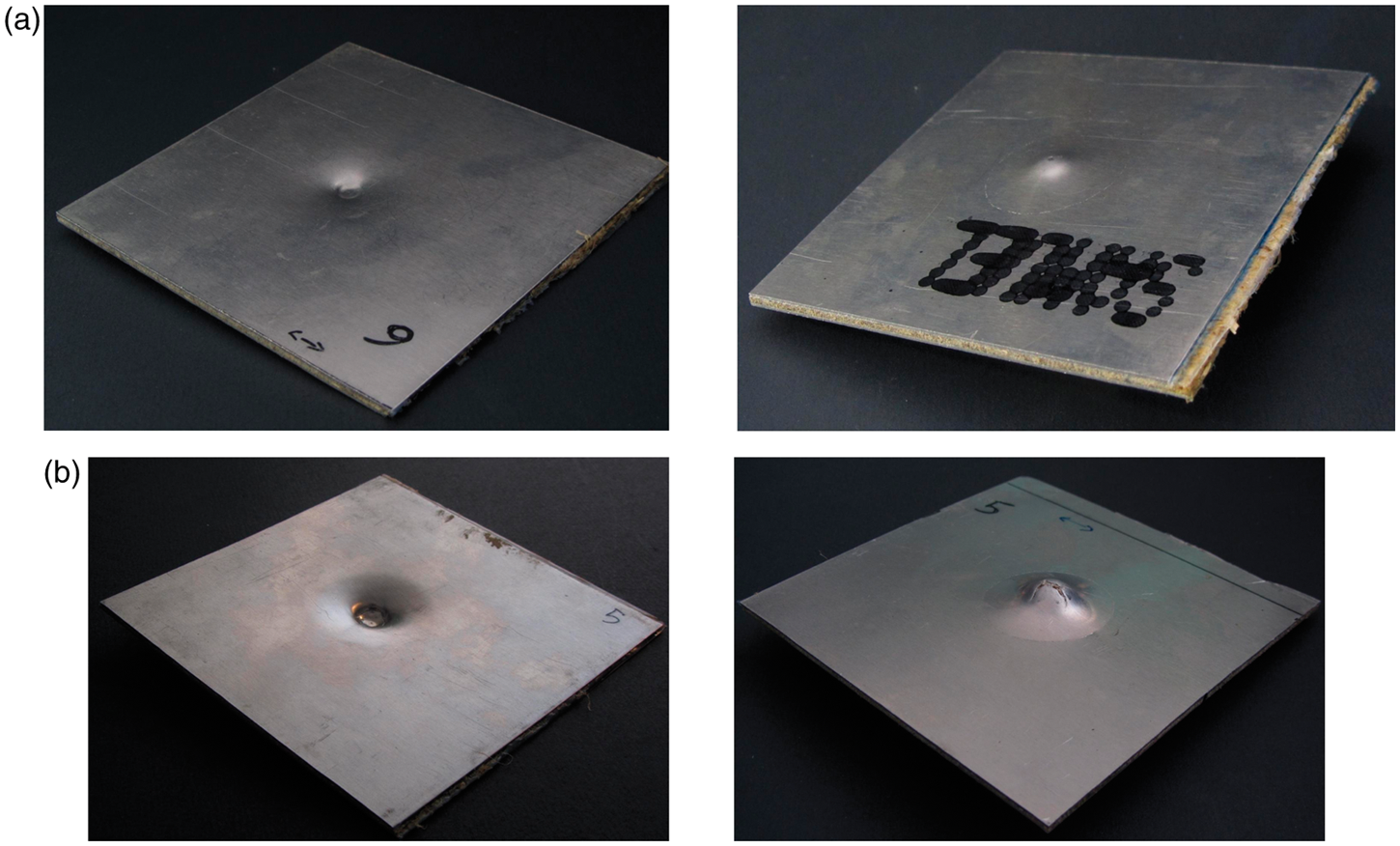
Extending the morphological analysis of damage, making use of SEM, the adhesion with aluminium alloy sheets is not optimised, as obvious gaps between skins and core are visible in Figure 5 (left). Going to higher magnification, it is also observable that hemp fibres appear to be split and debonded from the matrix (Figure 5 centre). In addition, hemp fibres do show a higher degree of fibrillation, as the result of high energy absorption (Figure 5 right): this is aggravated by the increased load due to the presence of aluminium sheets cracking. Fibrillation, which pre-existed the impregnation, did on one side, at least theoretically, improve the interface adhesion by increasing the contact area and supplying better anchoring to the matrix.
19
On the other side, it reduces the ultimate stress of the fibres, due to smaller section of each of the fibrils.
20
Scanning electron microscopy (SEM) micrographs of fibre–metal laminates (FML) sections.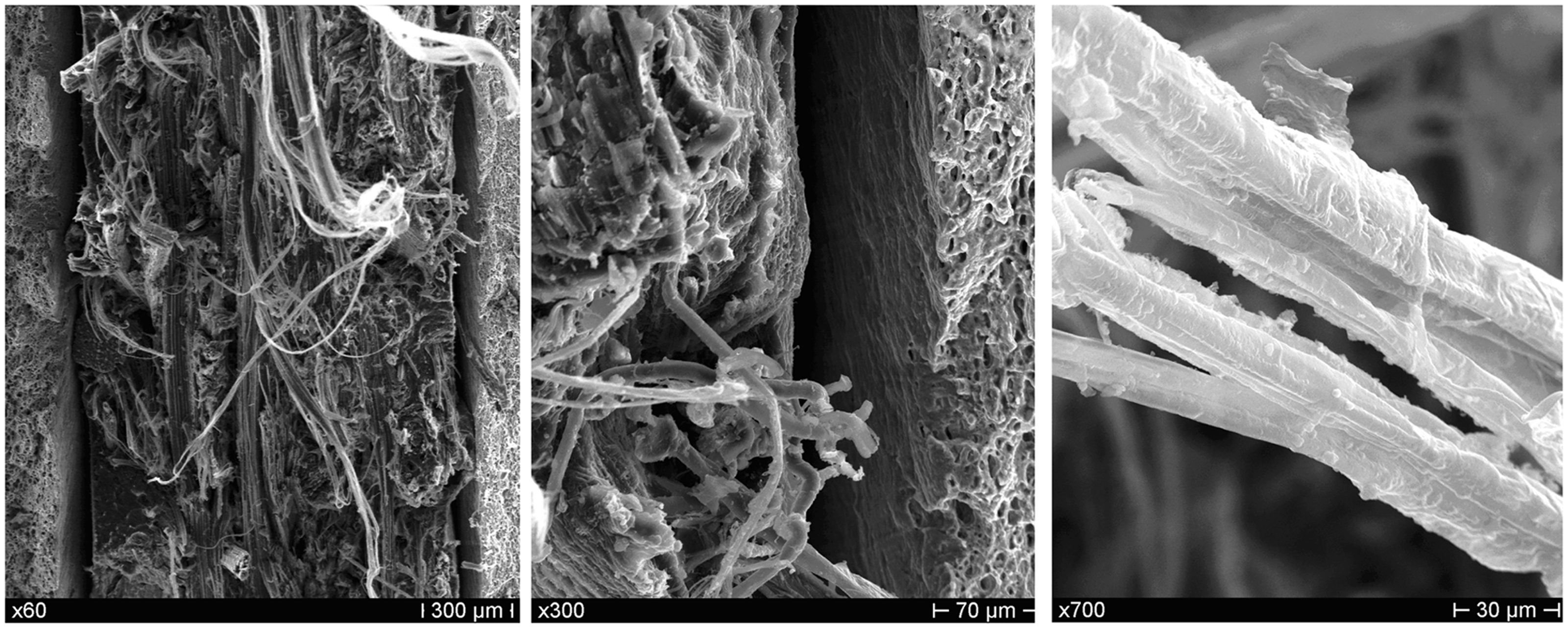
AE activity was monitored both during indentation and tensile tests. The superposition of typical AE cumulative energy curves with stress-displacement curves of both tests are reported in Figure 6(a) and (b), respectively. These curves suggest that AE starts straight from the beginning of the tensile loading, while it is detected only after some time during indentation loading. Considering that elastic deformation of aluminium sheets does not produce AE, this indicates that the hemp fibre reinforced core shows irreversible damage also at low tensile stress, possibly due to the re-orientation of fibres in the load direction, while this is not the case during indentation loading.
(a) Typical stress–strain curve and relevant acoustic emission (AE) cumulative energy behaviour during tensile tests on fibre–metal laminates (FML). (b) Typical load-displacement curve and relevant AE cumulative energy behaviour during indentation tests on FML.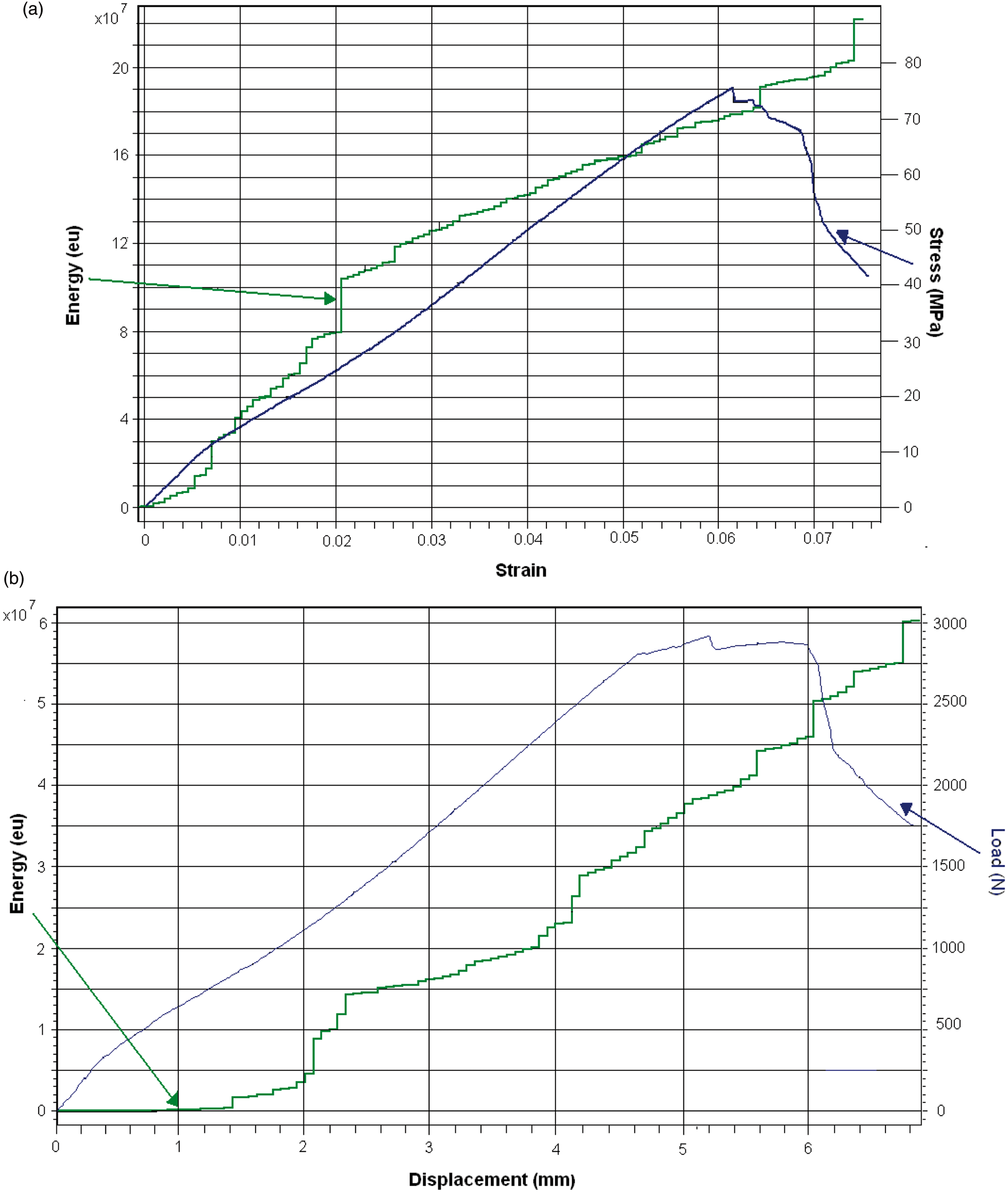
AE analysis did concentrate on the observation of amplitude-duration characteristics of the events. In polymer composites, typically the occurrence of longer duration AE events is related with the development of delaminations, while high amplitude events are linked with fibre cracking.
21
These graphs, corresponding to tests on three different samples, are reported in Figures 7 and 8 for tensile tests and indentation tests, respectively. The events may be tentatively divided in three clusters, indicated in the Figures as I, II and III, as a function of the duration value: events belonging to I have duration lower than 1000 µs, while II includes events with duration between 1000 and 2000 µs and III those whose duration is in excess of 2000 µs. These two values of duration to limit the tentative clusters have been mainly selected to allow for an initial comparison between AE activity during tensile and indentation loading. In particular, it was observed that during tensile tests for duration above 1000 µs, the amplitude of events is consistently above 50 dB and for duration above 2000 µs this is consistently above 70 dB. The purpose of this tentative clustering is to understand whether this was the case during indentation tests too.
Amplitude vs. duration distribution of acoustic emission (AE) events during tensile tests on three different fibre–metal laminates (FMLs) samples. Amplitude vs. duration distribution of acoustic emission (AE) events during indentation tests.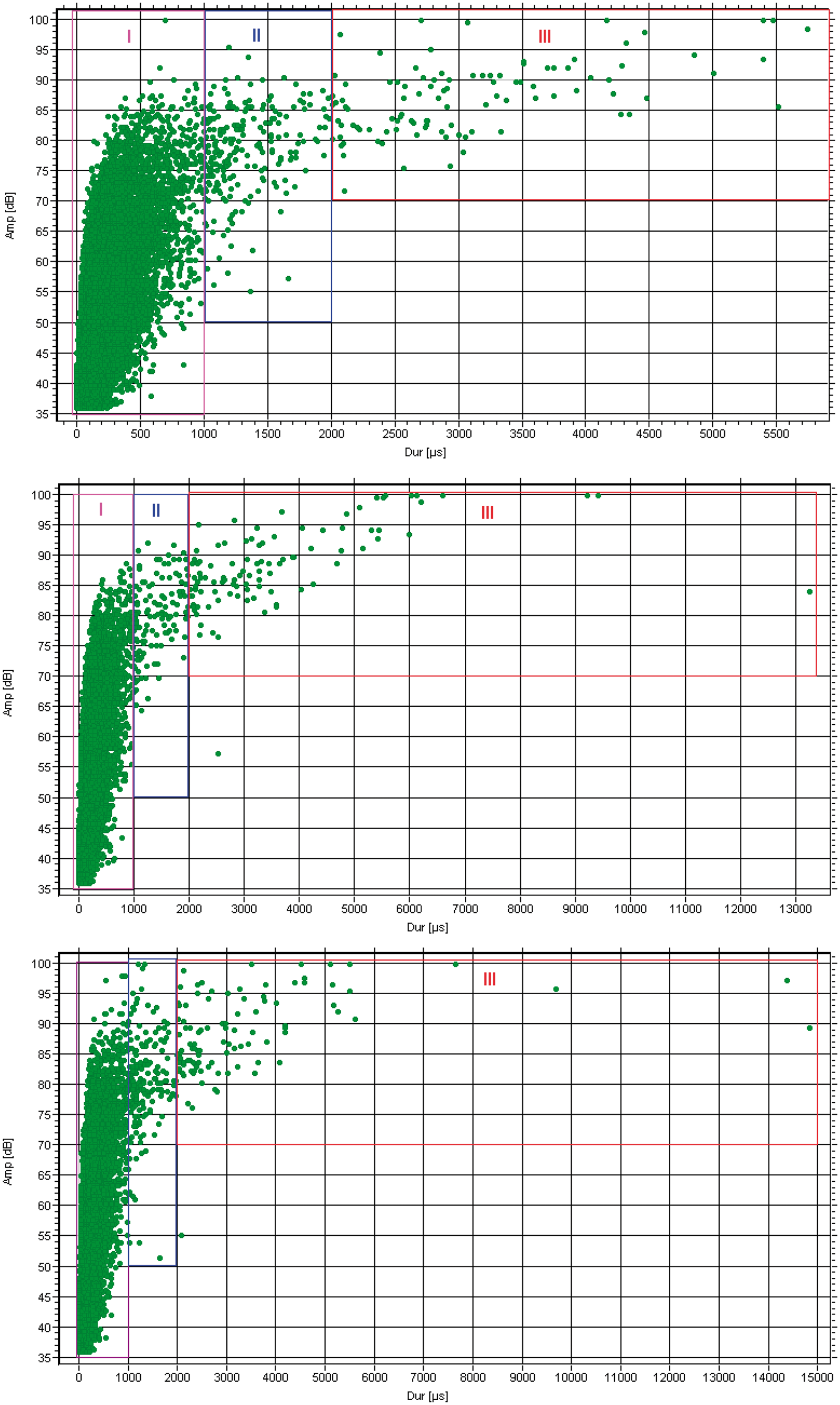
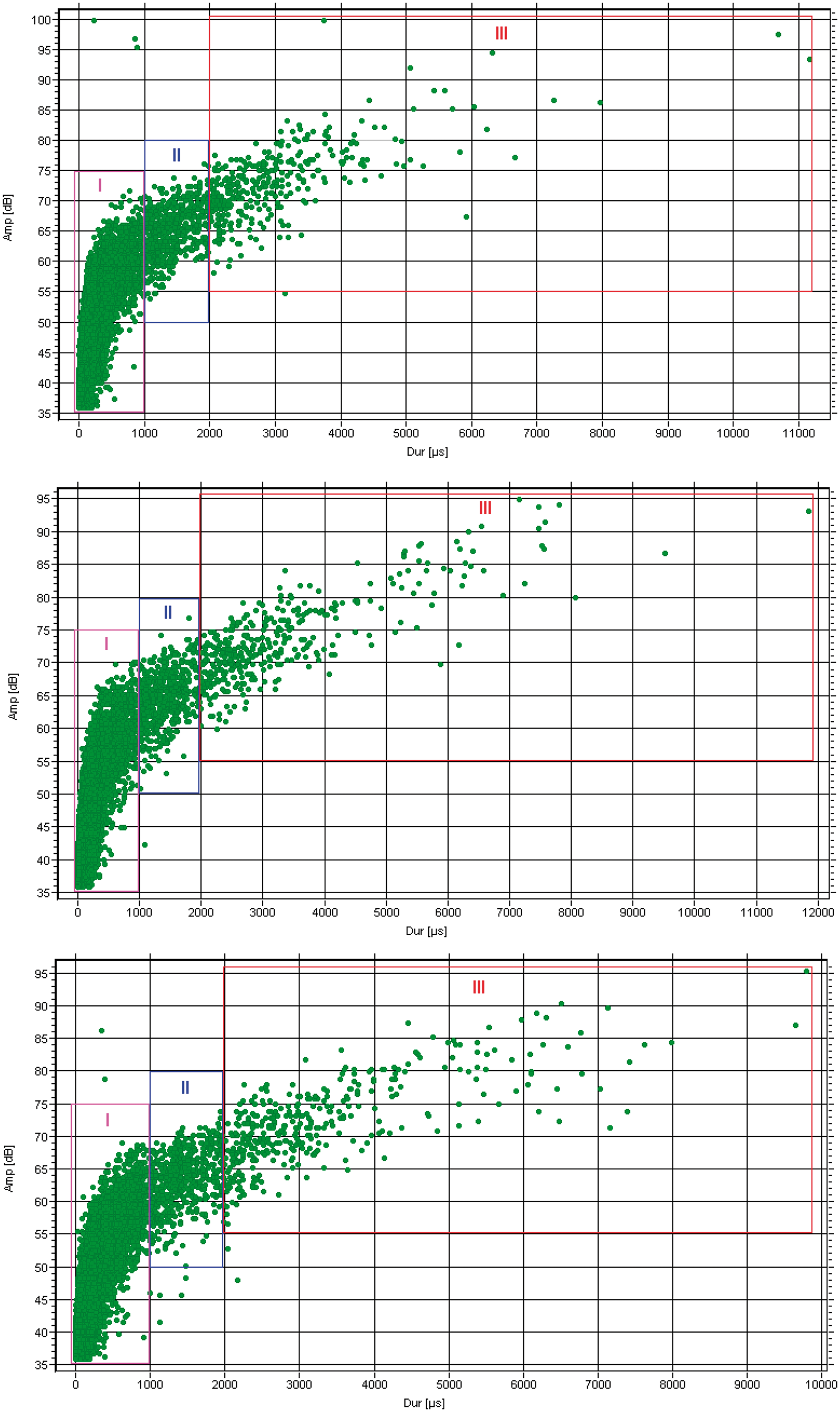
It can be noticed that events belonging to cluster I have generally lower amplitude during indentation tests than during tensile tests. This appears to indicate once again that hemp fibre fracture plays a significant role during tensile tests, much less so during indentation tests, where collapse is originated by the star-shaped cracking on the back aluminium sheets (example of which is depicted in Figure 3(b), right).
Comparing the AE activity detected during the first part of the indentation tests i.e., before reaching 50% of the ultimate deflection, with that detected in the subsequent part of the tests, it can be noticed that its characteristics change quite clearly. In particular, comparing the two plots in Figure 9, it appears that in the second half of the test the largest majority of AE events have a rather constant count/duration ratio. This is shown from the quasi-linearity of the Counts vs. Duration curve in the lower plot, which suggests that the dominant frequency of data, calculated by the Counts/Duration ratio, as from common practice in AE parametric studies,
22
is around 100 kHz: the 100 kHz line is also given in the plots in Figure 9. In a number of AE studies on polymer composites,23,24 it has been clarified that this occurrence is most likely to correspond to the taking place of matrix cracking in the material. In practice, it is likely that the predominant presence of matrix cracking events is also owed to its breakage as the starting step of fibre-matrix debonding, whose broad occurrence has been revealed by SEM micrographs.
Counts vs. duration and counts vs. amplitude distribution of acoustic emission (AE) events during indentation tests (at 50% of ultimate deflection, top; at penetration, bottom).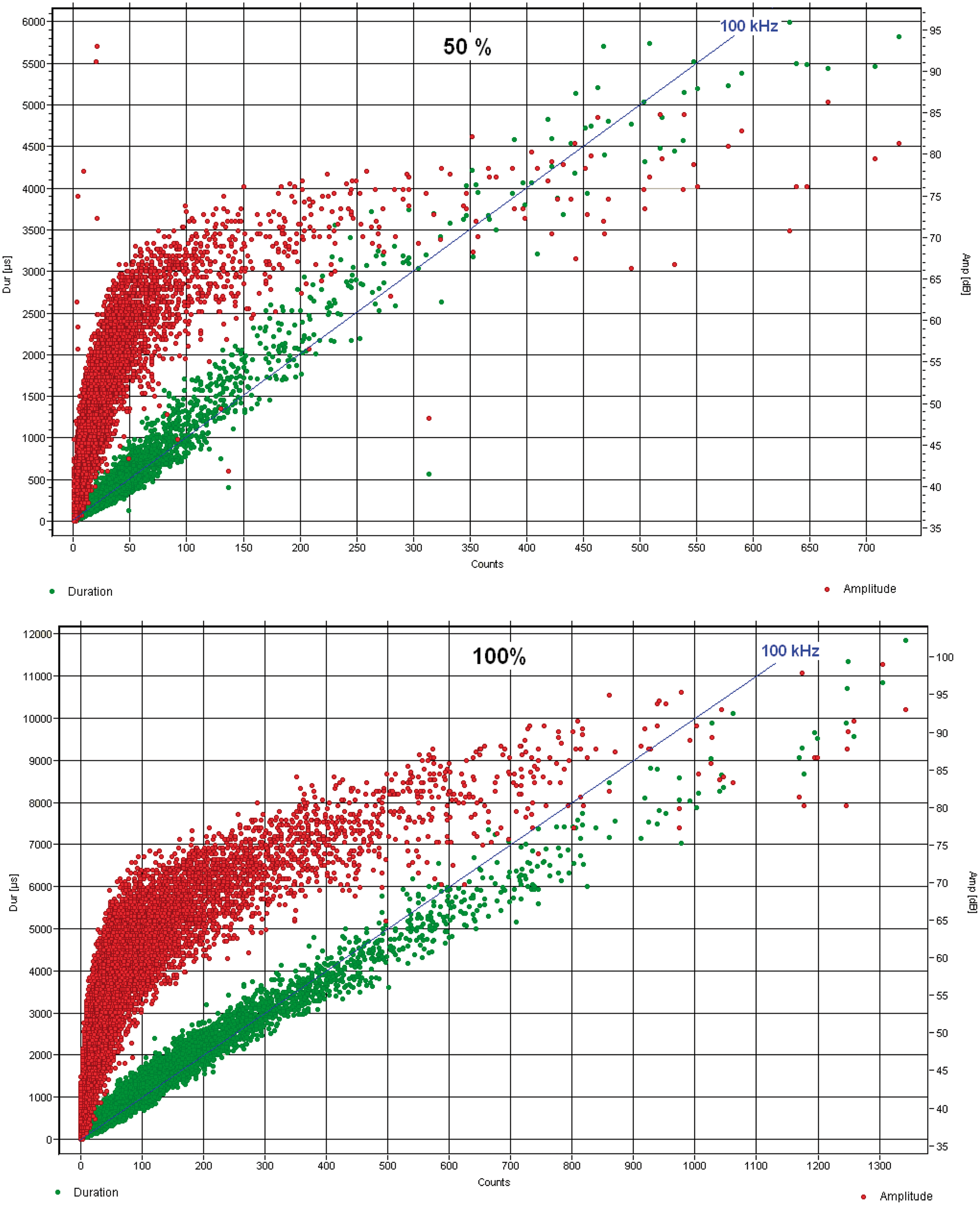
To sum up the results obtained, it can be confirmed that in FMLs including natural fibres the performance of aluminium is dominant over indentation properties, as it was found in the case of impact. 4 In contrast, in the case of tensile loading, the low resistance of hemp fibre laminate represents a significantly limiting factor to the performance of FMLs. In particular, it is possible to use natural fibre laminates to serve as the FML core only if they have a sufficiently strong fibre-matrix interface, in which case the material properties would be improved, with a possible increase of ultimate stress. In this sense, the use of hemp woven rather than random mat is likely to be beneficial and will be investigated in the future.
Conclusions
FMLs with hemp fibre composite core showed some potential for engineering applications, in view of the lower carbon footprint, which is likely to be obtained by replacing fibreglass with hemp fibre reinforced core. The final idea is providing a comparable damage tolerance to GLARE, possibly slightly increasing the thickness. However, tensile and planar indentation loading, followed in real time using AE monitoring, demonstrated their performance is still quite far from values, which could be yielded by a rule-of-mixtures approach. This is likely to be due to problems related to the non-optimal adhesion between skins and cores, especially for high-energy absorption, and to the diffuse presence of problems related to the use of plant fibre non-woven mats, such as fibrillation and weak matrix-fibres interface.
Further steps on the improvement of these materials may be the introduction of tailored woven hemp tissues as the FMLs core, possibly in biodegradable matrices, such as poly(lactic) acid-based ones.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Conflict of Interest
None declared.