
Abstract
The aim of present study is to develop a toughened polylactic acid/talc composite. Talc and epoxidized natural rubber (ENR-50) were compounded with polylactic acid using counter-rotating twin-screw extruder followed by preparation of samples through injection molding. The effect of silane-treated talc and epoxidized natural rubber on mechanical, thermal, and morphological properties of polylactic acid was investigated. The Young′s and flexural modulus of polylactic acid improved while the impact strength values dropped with increasing talc content (20–30 wt%) indicating that talc increased the stiffness of polylactic acid with a sacrifice in toughness. Subsequently, the blending of epoxidized natural rubber (20 wt%) to polylactic acid/talc (30 wt%) revealed that the impact strength of polylactic acid/talc composites improved 448% with considerable drop in Young’s and flexural modulus. Polylactic acid/talc/epoxidized natural rubber composite contains 60% polylactic acid, 30 wt% talc, and 10 wt% ENR display optimum stiffness and impact strength. Scanning electron micrographs demonstrates that talc agglomerates at higher loadings. Thermogravimetric anlaysis indicated that thermal stability of polylactic acid/talc composite was reduced by the addition of epoxidized natural rubber due to increasing talc agglomeration.
Introduction
The depletion of fossil fuels and increased environmental awareness among people over the disposal of short-life plastics attracted the use of biodegradable and bio-based plastics for packaging application. 1 Over the past decade, scientists have been showing sustainable research interest on biodegradable polymers as one of the solution to alleviate solid waste disposal problem and less dependency on petroleum-based plastics. 2 Conventional polymers are almost nondegradable under normal environmental conditions. 3 Polylactic acid (PLA), a synthetic biodegradable thermoplastic polyester, attracted attention of industry and academia due to its attractive properties compared with petroleum-based polymer. 4 PLA is a biodegradable polymer obtained from ring opening polymerization of lactide, a dimer of lactic acid which is obtained from fermentation of corn starch. 5 It is proven that PLA is superior to conventional petroleum products in respect of total energy consumption and CO2 emission in the life-cycle assessment. 6 Among wide range of the biopolymers available, PLA is one of the most widely used biodegradable polymers in medical and packaging industries. 7
PLA is brittle and has relatively much lower thermal and impact properties, and costly as compared to conventional thermoplastic. 2 To overcome these limitations of PLA, fillers, minerals, bio-based materials, and other polymers have been incorporated in PLA to produce composites with enhanced properties. 8 Several cost-efficient inorganic fillers such as talc, calcium carbonate, mica, nanoclay, and kaolin as extender fillers are used in plastic productions to reduce the cost of plastics production.9–11 It is found that inorganic filler such as talc help in improving the barrier and mechanical properties of the polymers. 12 Previous studies found that talc fillers are biodegradable, have strong hydrophobic features, acid resistance, and chemical inertness, and its stiffness and lamellar platy structure also contribute to the improvement of the overall stiffness of the resulting composites.13,14 Huda et al. investigated the effect of 30 wt% talc on PLA and polypropylene (PP) composites. 15 They observed that talc had significantly increased flexural and tensile properties of PLA and PP composites along with reduction in cost of final products. In other similar work, Whaling et al. also reported that the tensile modulus and flexural strength of poly (3-hydroxybutyrate-co-3-hydroxyvalerate (PHBV) significantly improved upon incorporation of 40 and 50 wt% of talc contents. 16 On the other hand, the addition of talc decreased the impact strength of PHBV, resulting in brittleness which limited its mechanical performances.
Natural rubber (NR) is an eco-friendly rubber derived from a renewable resource and acts as a good toughening agent due to its high molecular weight and very low glass transition temperature. 17 Epoxidized natural rubber (ENR) with 50 mol% epoxidation (ENR-50) has been shown to be polar properties similar to those of acrylonitrile butadiene rubber and butyl rubber. 18 Jacobsen et al. used polyethylene glycol (PEG) as a plasticizer to improve the flexibility of PLA. 19 They reported that although PEG improved the elongation at break and impact strength of PLA, it sacrificed the inherent stiffness of the PLA. So, new tougheners were needed to overcome the brittleness without significant reduction of stiffness. Somdee et al. showed that elongation at break and impact strength of PLA increased progressively with blending NR up to 10 wt%. 20 It may be due to the higher polarity, ENR is deduced to be more compatible with polymers with polar functional groups such as PLA. In an interesting study, researchers compared the effect of ENR and NR as a toughening agent on nylon 6 (PA6), which has a polar functional group, and observed that the addition of 30 wt% NR did not improve impact strength of PA6, whereas the addition of 30 wt% ENR increased the impact strength up to six fold. 21 The addition of an impact modifier to toughen PLA would preferably widen its uses in the electronic application, automotive industry and structural applications.
The main objective of this work to develop new ENR toughened PLA/talc composites with improved stiffness and toughness of PLA matrix, along with cost reduction. The effect of ENR on mechanical, thermal and morphological properties of talc-filled PLA composites were also determined. The effect of talc content on the structural relationships of PLA/talc/ENR composites was studied by scanning electron micrographs. We attributed that present research will help in potential use of polymer blends of PLA/talc/ENR for different applications.
Experimental
Materials and method
Polylactic acid (PLA; molecular weight; Mw: 220 kDa; Mn: 101 kDa) procured from Biomer, Krailing, Germany (product name Biomer L9000). Talc, grade 111, modified with silane with mean dry particle size of 1.5–3 microns (MICROTUFF® AGD Talc) procured from Barretts Minerals lnc, USA. Epoxidized natural rubber (ENR 50), grade “Epokrena 50” with 50% epoxidization level supplied by Malaysia Rubber Board, Malaysia.
Sample preparation
Polymer blend composition.
PLA: polylactic acid; ENR: epoxidized natural rubber.
Characterization
Mechanical properties
Tensile test was carried out according to ASTM D638 using an Instron (Bucks, UK) 5567 under ambient conditions with crosshead speeds of 5 mm/min. Flexural test was done according to ASTM D790 by AG-5kNE Shimadzu universal testing machine under ambient conditions with crosshead speeds of 3 mm/min. Izod impact tests were carried out on notch impact specimens according to ASTM D256 by using Toyoseiki (Tokyo, Japan) impact testing machine under ambient conditions. Seven specimens of each formulation were tested and the average values tabulated.
Scanning electron microscopy
Morphological behaviours of PLA, PLA/talc, and PLA/talc/ENR composites were analyzed by using scanning electron microscope (JEOL JSM-6390 LV Model). The scanning electron microscopy of fracture samples of notched Izod impact testing was conducted at room temperature. The surface of specimens was etched with xyline for 3 h in order to remove ENR phase on the fractured surface. The specimens were dried in a vacuum oven at 60℃ for 4 h before gold coating.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was performed by using Mettler Toledo model (TGA/SDTA851) thermal analyzer. PLA and PLA composites specimens were tested from 20 to 900℃ at a heating rate of 10℃/min in nitrogen atmosphere. TGA help to examine the thermal degradation behavior of the organic compound in PLA, PLA/talc, and PLA/talc/ENR composites.
Results and discussion
Effect of talc content on mechanical properties of PLA
Tensile and flexural properties
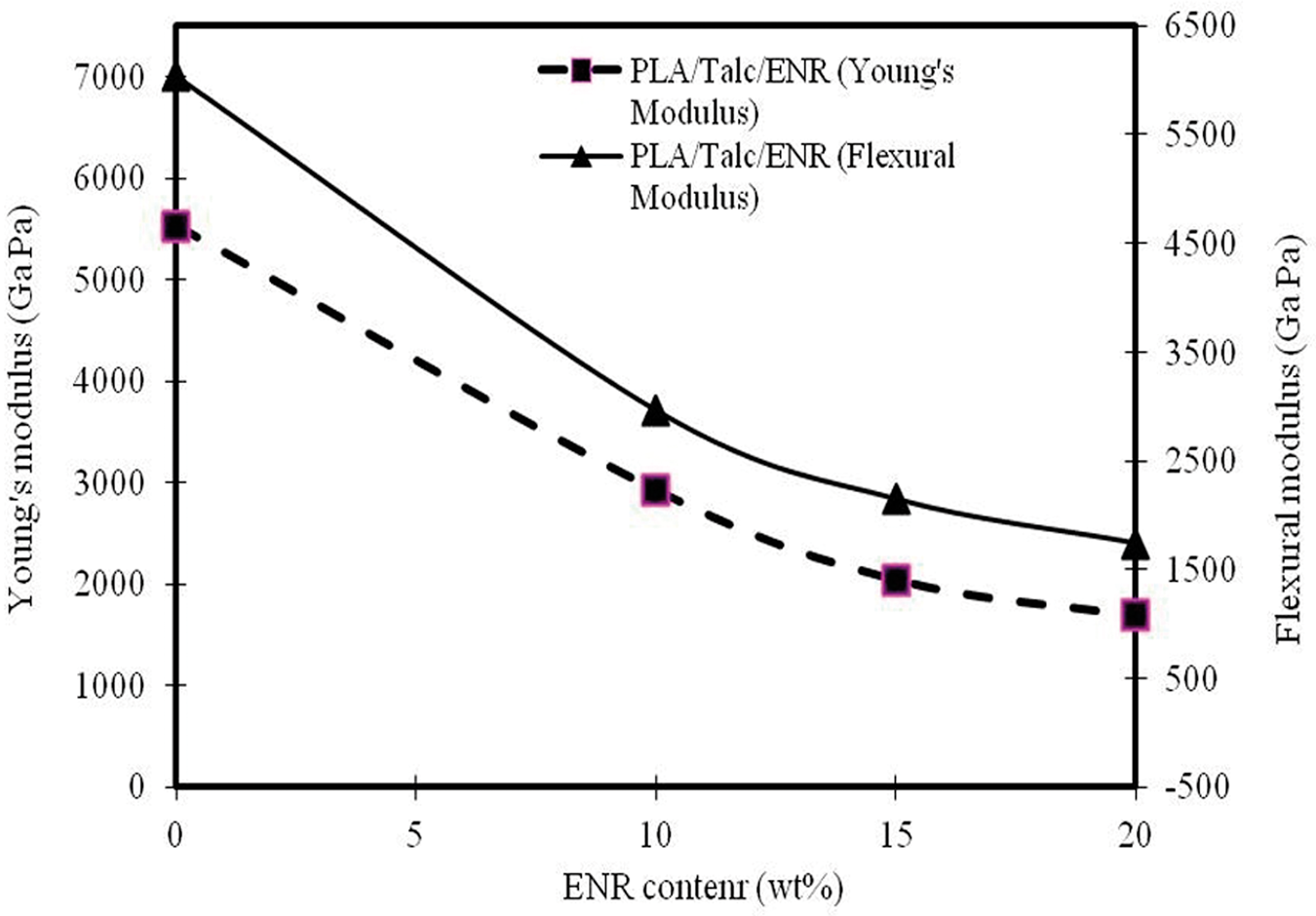
Young’s and flexural modulus curves of PLA and PLA/talc composites with various talc contents are shown in Figure 1. It shows that talc had significant effect on the mechanical behavior of PLA. It can be observed from Figure 1 that 30 wt% addition of talc into the PLA matrix lead to increase of stiffness as the Young’s and flexural modulus of PLA increased by 83% and 68%, respectively. This increase in the stiffness indicates the ability of talc to restrict the mobility and deformability of PLA chains. It may be due to incorporation of talc into PLA matrix, resulting in better wettability between the filler and polymer matrix leading to better stress transfer.
16
Previous study by Huda et al. and Harris and Lee also reported stiffness enhancement with the incorporation of talc into PLA.15,22
Young’s and flexural modulus of polylactic acid (PLA) and PLA/talc composites.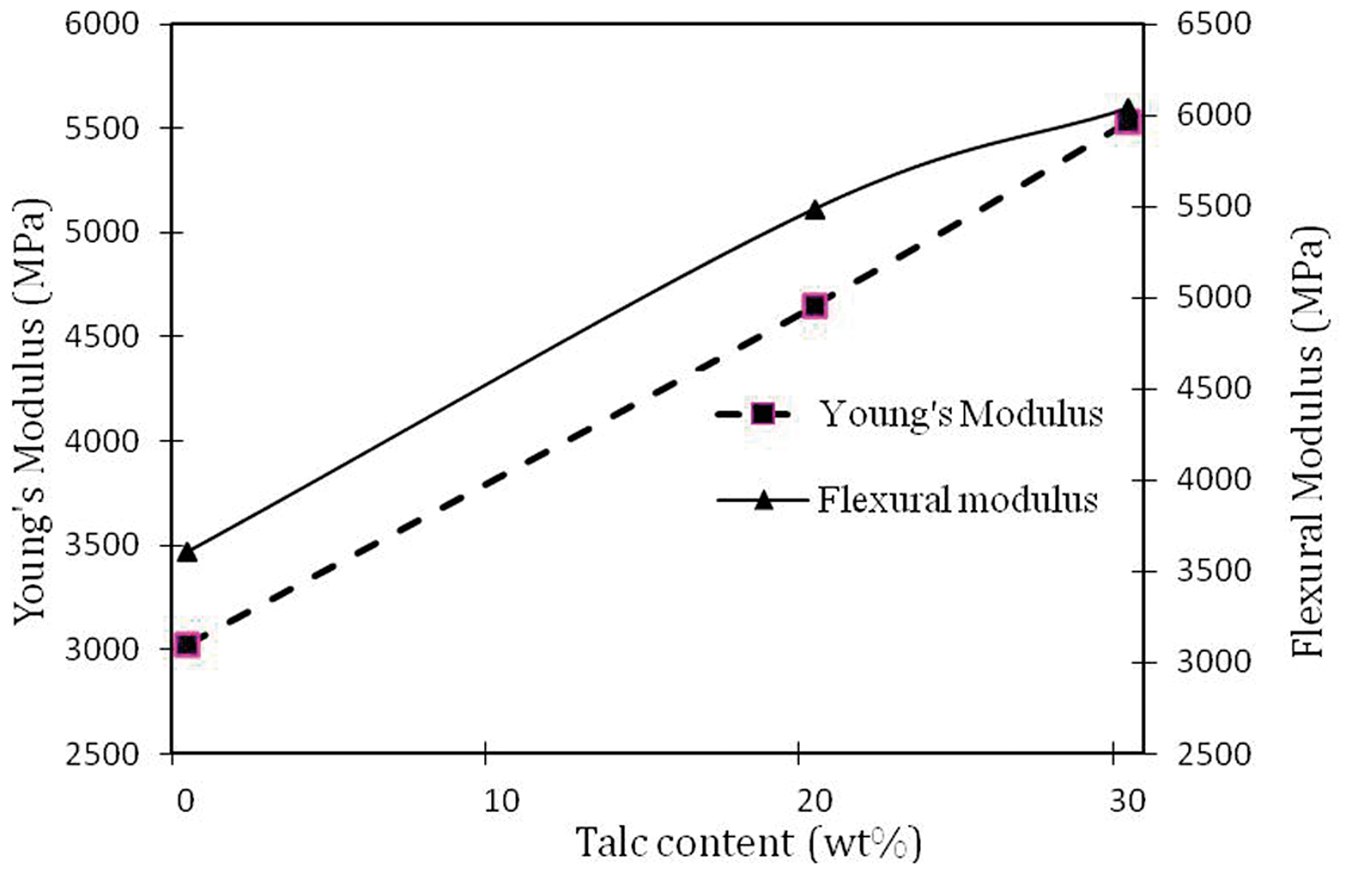
As shown in Figure 2, the tensile and flexural strength of PLA composites decreased gradually with increasing talc content. It can be observed that the decrease in tensile strength was relatively less significant as compared to flexural strength, with addition of talc to PLA matrix. The tensile and flexural strength decreased by 8% and 26%, respectively, with the addition of 30 wt% talc. Huda et al. reported 7% reduction in tensile strength of PLA with addition of 30 wt% talc,
15
while Harris and Lee reported 8% decline in flexural strength of PLA with addition of 7 wt% talc.
22
Difference in tensile and flexural strength values could be attributed to variation in the stress orientation during both tests: which is stretching during tensile test and bending for flexural test.
23
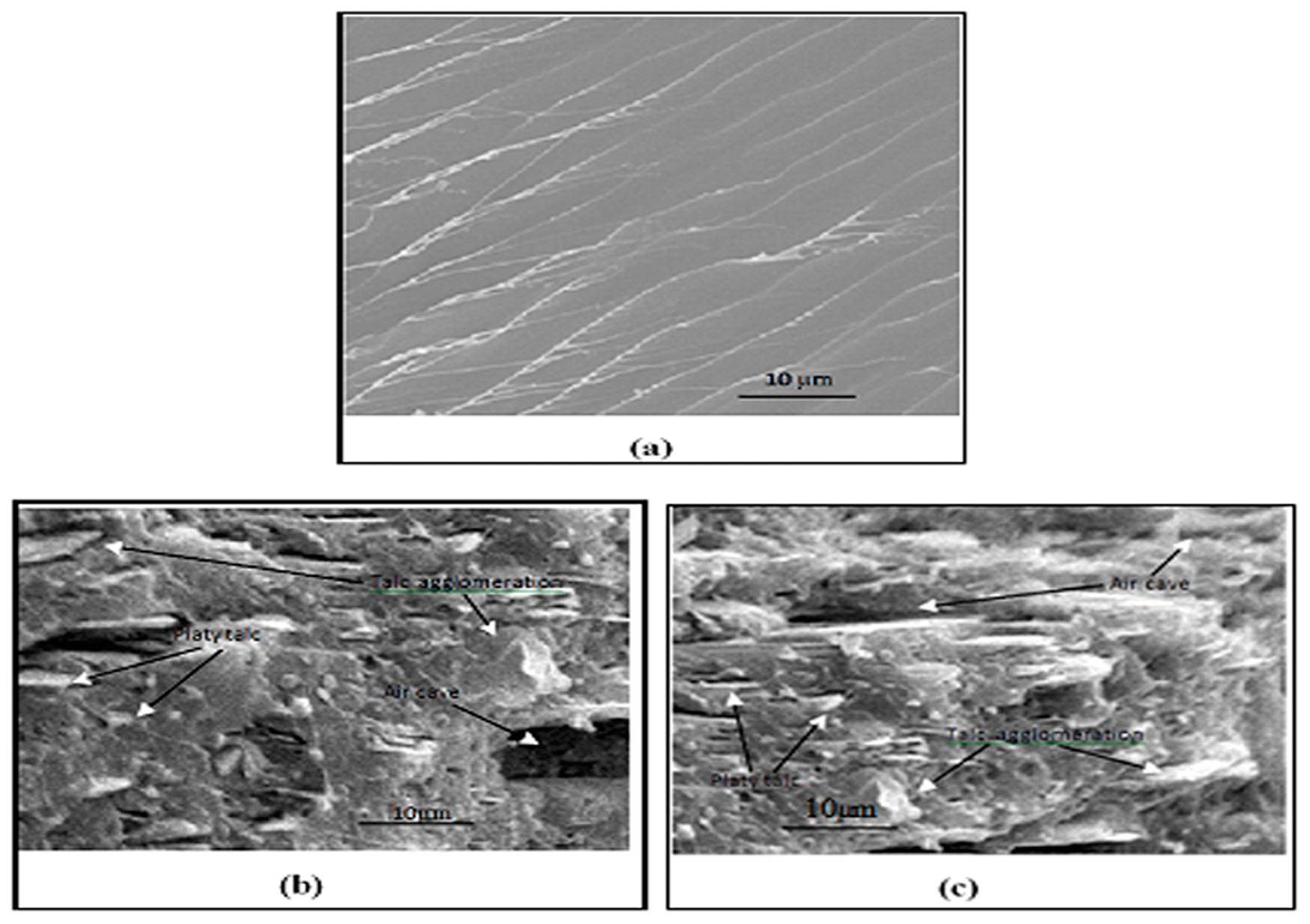
It is also reported that the orientation of talc plates during melt mixing process also plays a vital role in the determination of tensile and flexural strength of composites.23,24 The drops in tensile strength become more drastic at higher filler loading for PLA/talc composites due to filler agglomerates which increased stress concentration leading to a reduction in the mechanical strength. This hypothesis was confirmed by SEM images in Figure 3 that talc particles have poor dispersion in the PLA matrix and agglomeration size increased with increasing filler content. Another study on PLA/rice starch shows similar results and concluded that filler–filler interaction becomes more pronounced than filler–matrix interaction, with increasing filler content causing reduction in tensile and flexural strength.
25
Recently carried out work on PLA/coconut shell powder (CSP) also show that tensile strength of the PLA/CSP composites decreased with increasing filler content.
26
Tensile and flexural strength of polylactic acid (PLA) and PLA/talc composites. Scanning electron microscopy (SEM) images of impact fractured surfaces of (a) polylactic acid (PLA), (b) PLA/talc (80/20), and (c) PLA/talc (70/30).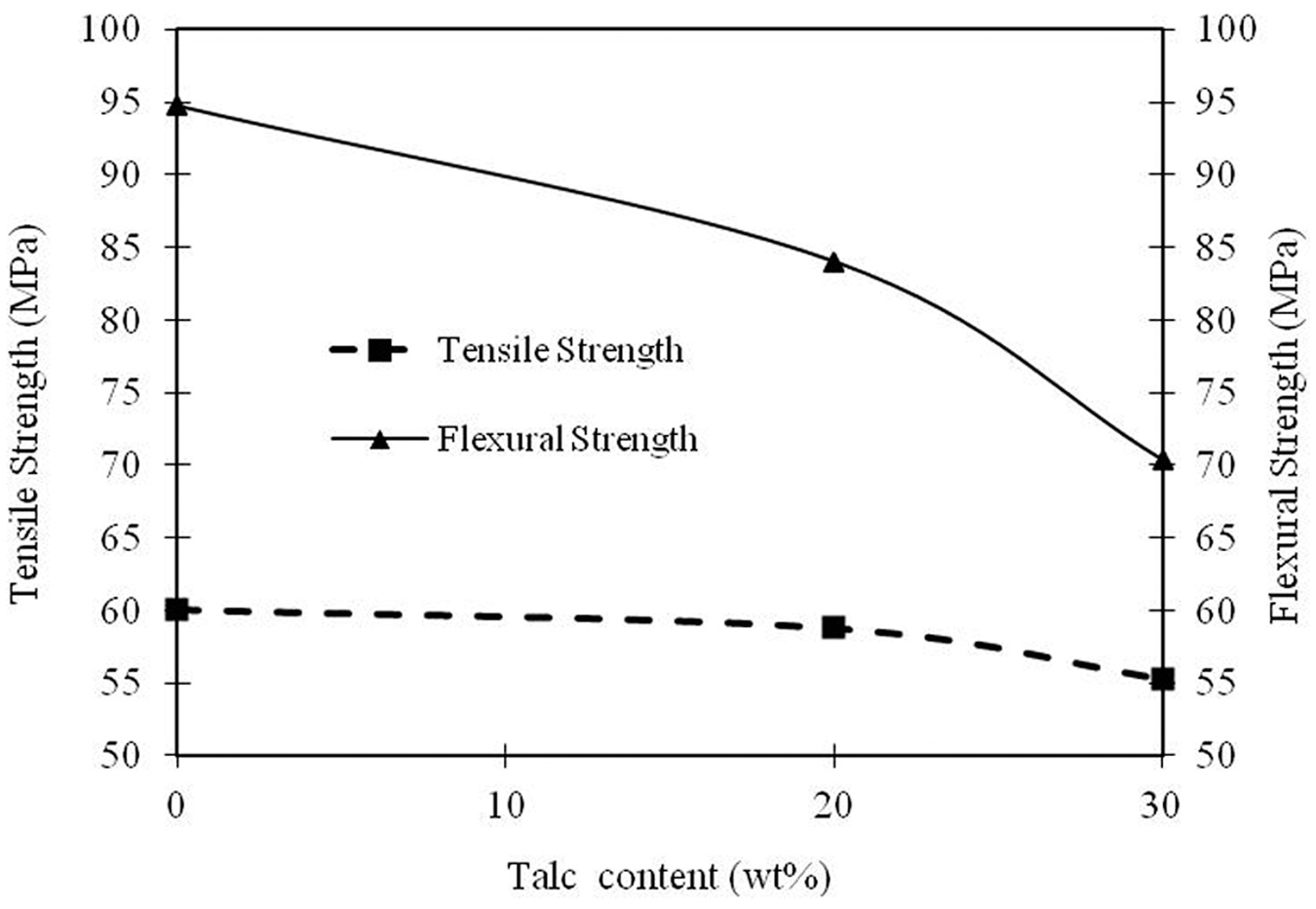
Impact strength and elongation at break
Figure 4 shows that the impact strength of PLA/talc composites decreased with the incorporation of talc. Researchers reported that impact strength of PP/talc composite decreased due to incorporation of talc fillers in PP because it increases the resistance of deformation of the matrix and make composite more brittle.
24
It is well-known that presence of mineral particles such as talc, especially big agglomeration of talc, creates stress concentration that leads to reduction of PLA composite’s impact strength. This is due to low impact strength of PLA with addition of talc and high stress is transferred from PLA to talc particles, which are stiff and brittle. In general, the impact strength of the composites tends to decrease with increase of average particle size and un-uniform dispersion of talc particles in PLA matrix. This is consistent with SEM results in Figure 3 that the talc particle has poor dispersion in PLA matrix resulting in large agglomeration. Recently published work reported that there are strong interactions between PLA and talc filler probably due to formation of hydrogen bonds between C=O of PLA and O-H of talc or N-H of silane coupling agent, which contribute to good interfacial adhesion in PLA/talc composites.
27
Impact strength and elongation at break values of polylactic acid (PLA) and PLA/talc composites.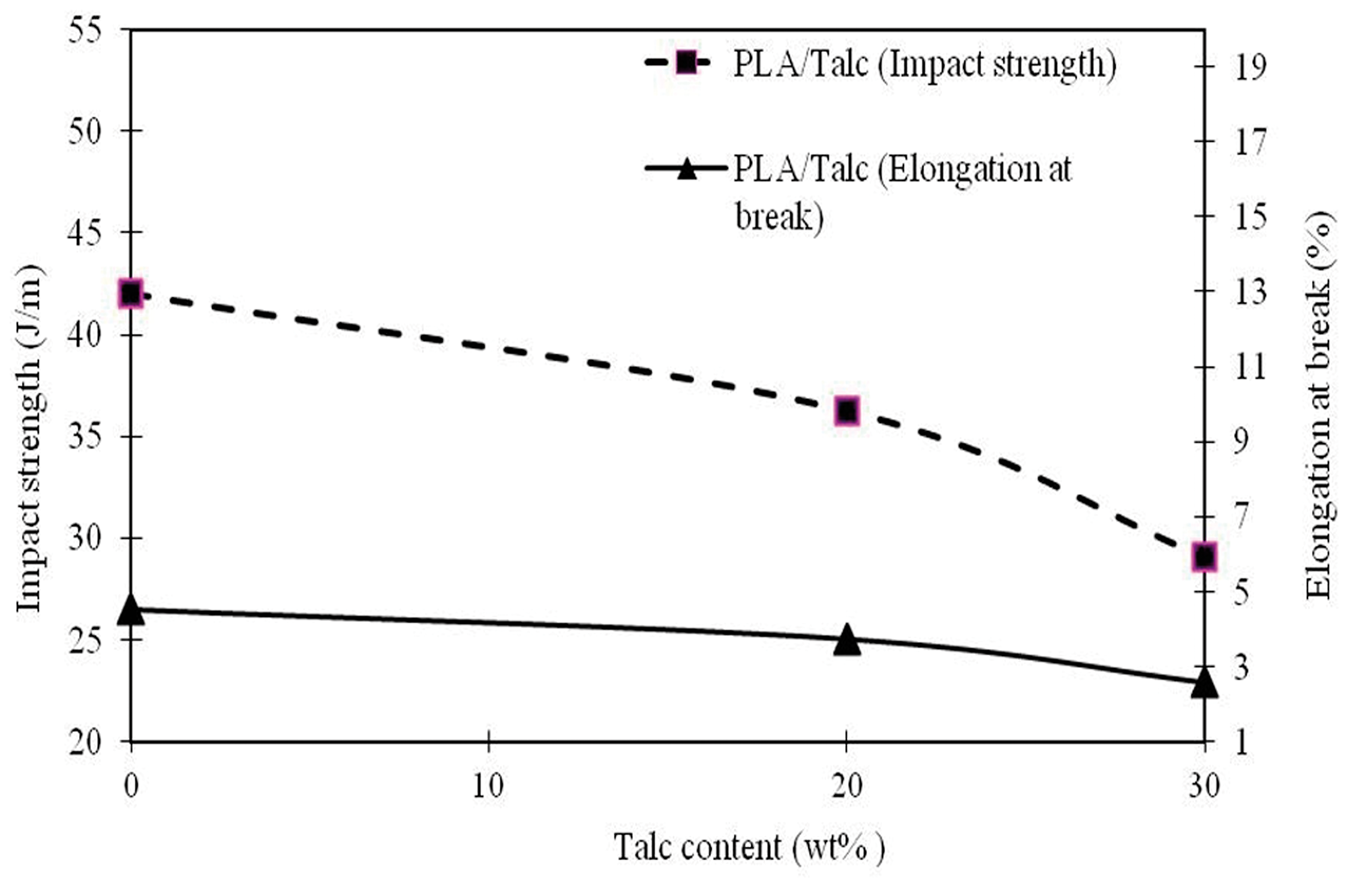
Figure 4 shows that the elongation at break decreased with increasing loadings of talc in PLA/talc composites. Leong et al. revealed 84% reduction in elongation at break value of PP with incorporation of 30 wt% of talc. 24 Another study showed that the elongation at break of PP/talc composites decreased about 57% when addition of talc increased from 15 to 45 wt%. 28 Elongation at break decreases due to the existence of large clusters of talc. Large agglomeration of talc in PLA matrix is also evident from SEM images (Figure 3). In another interesting work, researchers also reported that elongation at break increased with the talc content until 18 wt% and decreased at higher content. 27 Similar study with PLA/rice starch also reported decrease in elongation at break of the PLA with the incorporation of rice starch as filler. 25
Effects of ENR
Impact strength and elongation at break
Figure 5 illustrates the effect of ENR on the impact strength and elongation at break of PLA/talc (70/30) composite. It can be seen that the impact strength of PLA/talc composite improved with addition of ENR. The incorporation of 20 wt% ENR into PLA/talc composites had increased the impact strength so much that even no break was observed. The maximum impact strength (159 J/m) of PLA composites achieved with P50T30E20. It shows that ENR is very effective in increasing the impact strength of PLA/talc composites, but at the expense of stiffness. It is suggested that ENR enhanced the mobility of PLA chains, allowing it to deform easily during impact load. Previous study carried out on impact strength of polyamide 6 (PA6) nanocomposites observed that impact strength of PA6 nanocomposites blend increased up to 300% with addition of 20 wt% ENR as compared to PA6 nanocomposites.
29
Presence of low density of cross linking between PLA and ENR chains causes more stress transfer from brittle matrix to tough ENR. As a result, considerable improvement in impact strength of PLA was composites noticed. Increase in impact strength of PLA/talc/ENR composites may be due to existent of “grafted” ENR, which generate higher degree of chain entanglements and a closer match in solubility of the components, leading to an increase in impact strength. Tanrattanakul et al. also reported that the addition of 30 wt% ENR increased impact strength of PA6 up to six fold.
21
Effect of epoxidized natural rubber (ENR) content on impact strength and elongation at break values of P70T30 composite.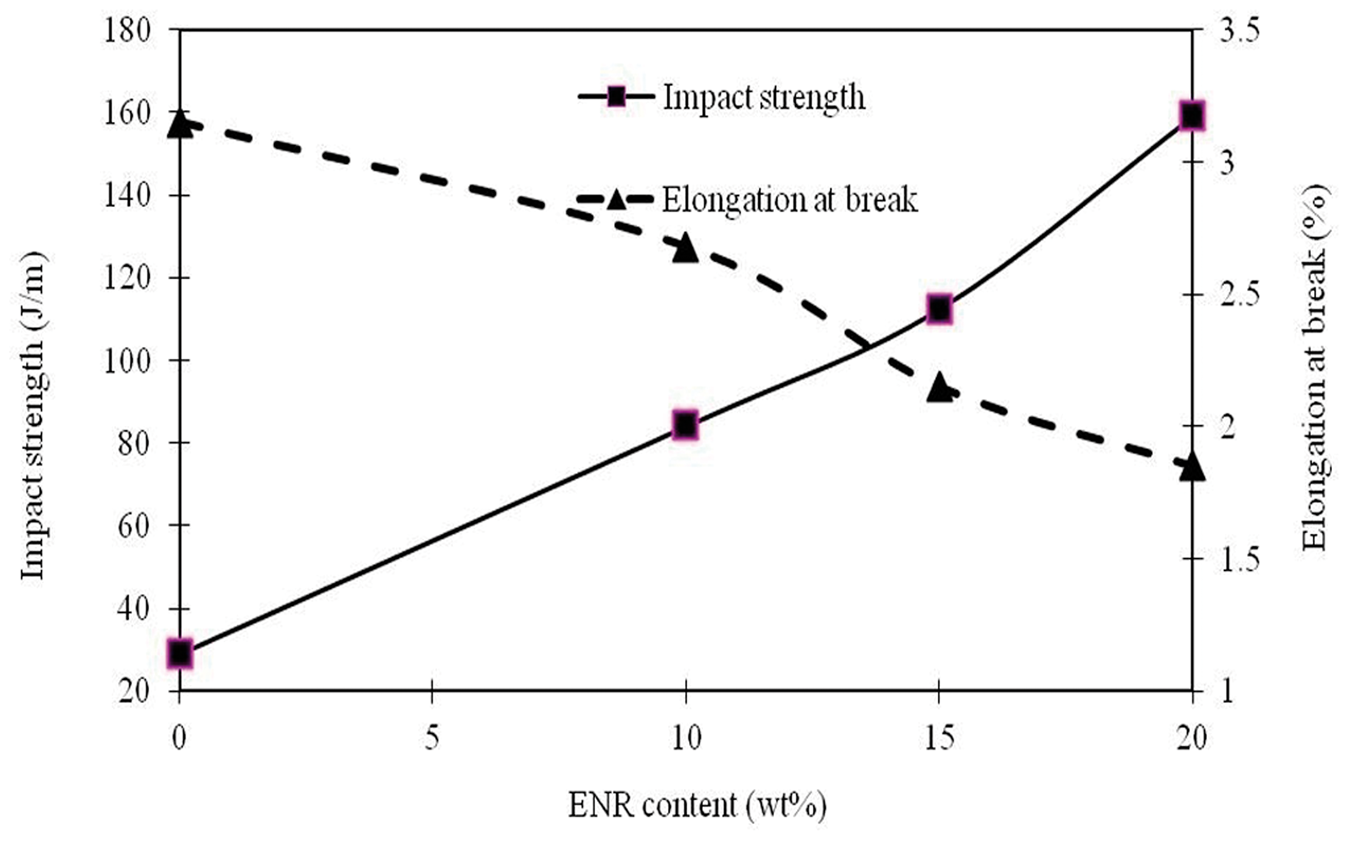
As shown in Figure 5, values of the elongation at break of the composites however decreased with blending of ENR. Elongation at break of pure PLA and PLA/talc composite are lower than PLA/talc/ENR. The extent of reduction is greatest in the case of composites with 20% ENR. This is unexpected since impact strength increase with increasing ENR content. It indicates that ENR had greater extensibility than PLA but could not increase the elongation at break of PLA/talc composites. It could be explained that these results are due to greater interaction between the PLA and ENR chains via chemical reaction, forming grafted PLA-g-ENR structure, by the mechanism shown in Figure 6. It is well known that high interaction between composites components (in this case, PLA and ENR) to form a familiar grafted structure (cross-linking) could reduce the elongation at break of composite. Mishra et al. revealed 46.6% reduction in elongation at break in PCL/ENR blend when percentage of ENR increased from 30 to 50 wt%,
30
while Mohanty and Nando reported about 41% reduction in elongation at break in poly (ethylene-co-acrylic acid) with blending of 30 wt% ENR.
31
Proposed cross-linking between polylactic acid (PLA) and epoxidized natural rubber (ENR).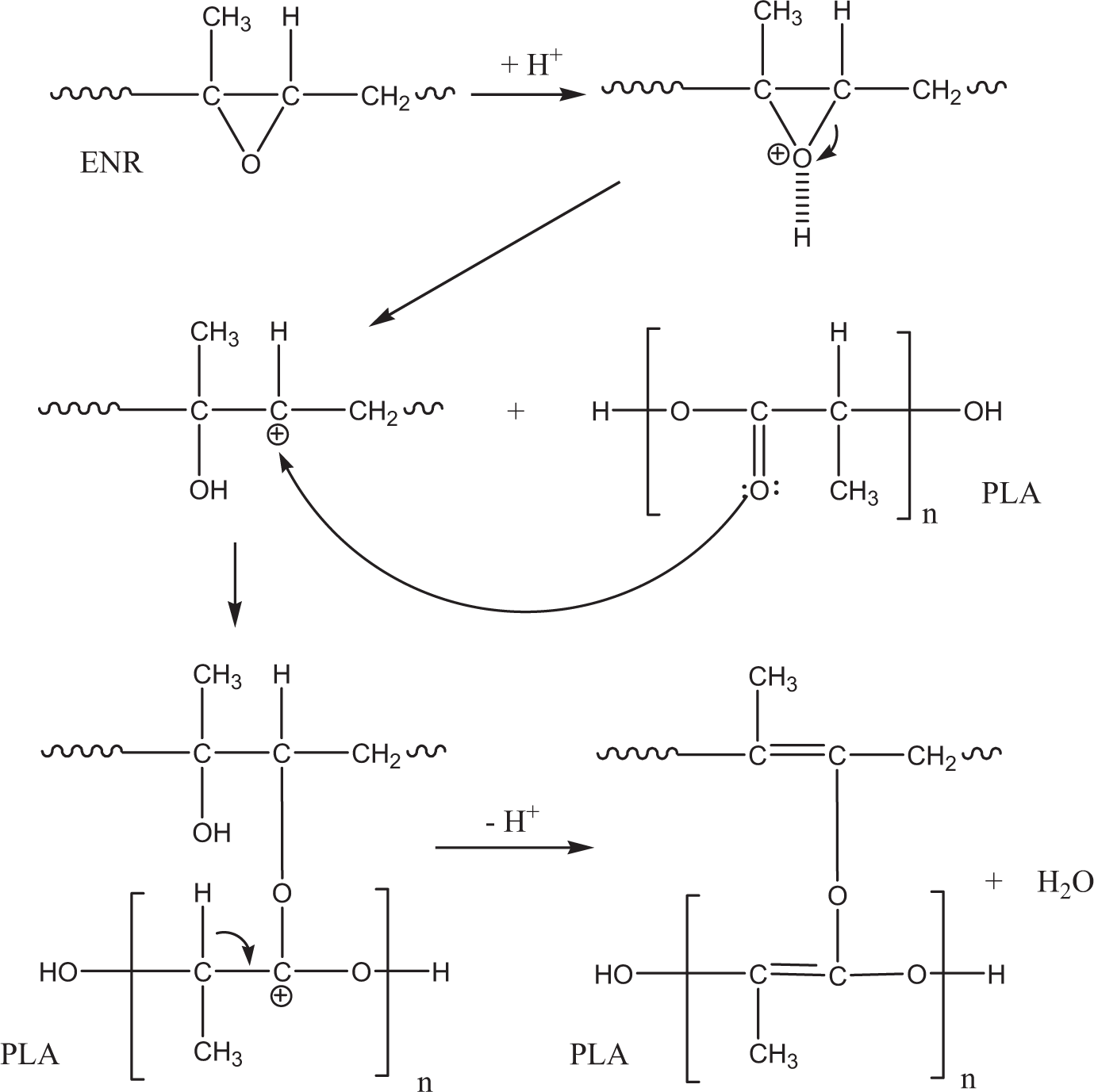
Tensile and flexural properties
The effect of ENR content on tensile and flexural properties of PLA/talc composite are illustrated in Figures 7 and 8. The tensile and flexural strength also decreased with increasing ENR content. Tensile and flexural strength of PLA/talc/ENR composites depend on several factors such as dispersion of ENR and surface interaction between PLA and ENR. The decreasing trends in tensile and flexural strength are expected since ENR has relatively low strength and modulus as compared to the neat PLA (Figure 7). These results can be interpreted that ENR like other rubbery materials shows low modulus with bulky pendent groups (epoxide groups) in its chains. The presence of ENR between PLA chains also had increased the mobility of PLA chains allowing it to deform easily (Figure 6). Although the enhanced mobility of PLA causes positive effect on impact strength of PLA/talc/ENR composites, it reduces rigidity of the PLA composites. ENR has no tendency to make crystalline areas inherently when dispersed in PLA matrix. Results obtained are in agreement with previous study by Mohanty and Nando which reported 20% and 10% reduction in tensile and tensile modulus, respectively, with addition of 30 wt% ENR to poly(ethylene-co-acrylic acid).
31
Tanrattanakul et al. also reported decrease in the tensile strength of PA6 with blending of 30 wt% of ENR. This shows that the use of ENR as impact modifier is better.
21
Effect of epoxidized natural rubber (ENR) on tensile and flexural strength of P70T30 composites. Effect of epoxidized natural rubber (ENR) on Young’s and flexural modulus of P70T30 composites.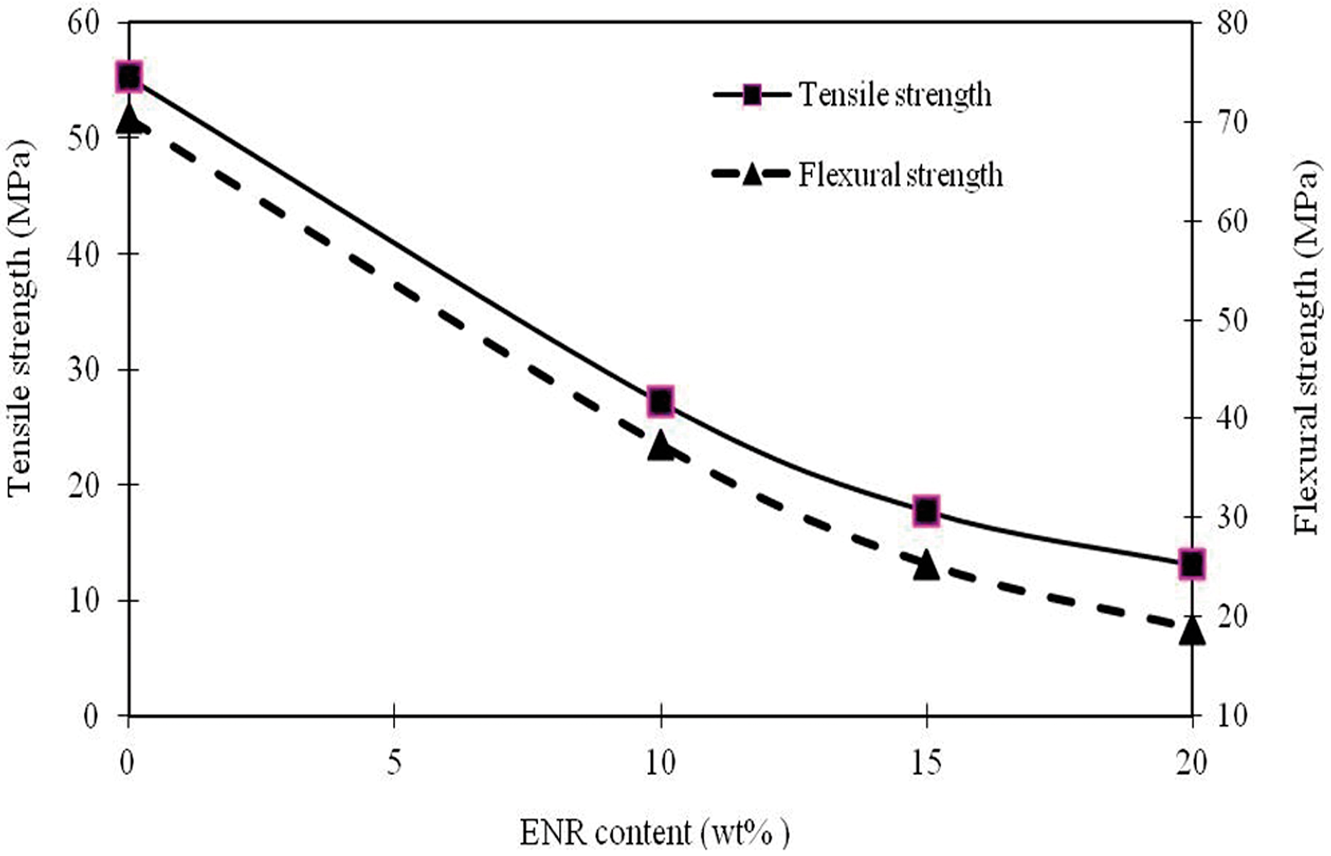
Proposed possible chemical interaction between PLA and ENR is presented in Figure 6. It is believed that PLA and ENR forming familiar grafted structure prevent ordering and orientation of PLA chains. So, the amount of PLA crystallinity should be reduced, which leads to reduction of tensile and flexural properties of composites. Researchers studied effect of ENR on PLA/rice starch composite and reported decrease in tensile modulus of PLA/rice starch due to the elastomeric behaviour and compatibilisation effect of ENR and rubbery behaviour of ENR. 25 It is attributed that hydrogen bonding could form between the ester group of PLA and the oxirane group of ENR. Another reason for reduction of tensile and flexural properties of PLA/talc composite is increase in the percentage of ENR. This shows that the use of ENR as impact modifier is better in maintaining the stiffness while enhancing the toughness of PLA. It can be observed that Young’s and flexural modulus of PLA/talc composites decreased drastically upon addition of 20 wt% ENR.
Another reason for decreasing tensile and flexural properties of PLA composites by addition of ENR can be explained by referring to SEM images in Figure 9. It can be seen that talc dispersion in PLA matrix deteriorate as the ENR content increased due to increasing agglomeration size. This phenomena cause tensile and flexural properties of PLA composites to decline.
Scanning electron microscopy (SEM) images of impact fractured surfaces of (a) polylactic acid (PLA)/talc/epoxidized natural rubber (ENR; 60/30/10), (b) PLA/talc/ENR (65/30/15), and (c) PLA/talc/ENR (50/30/20).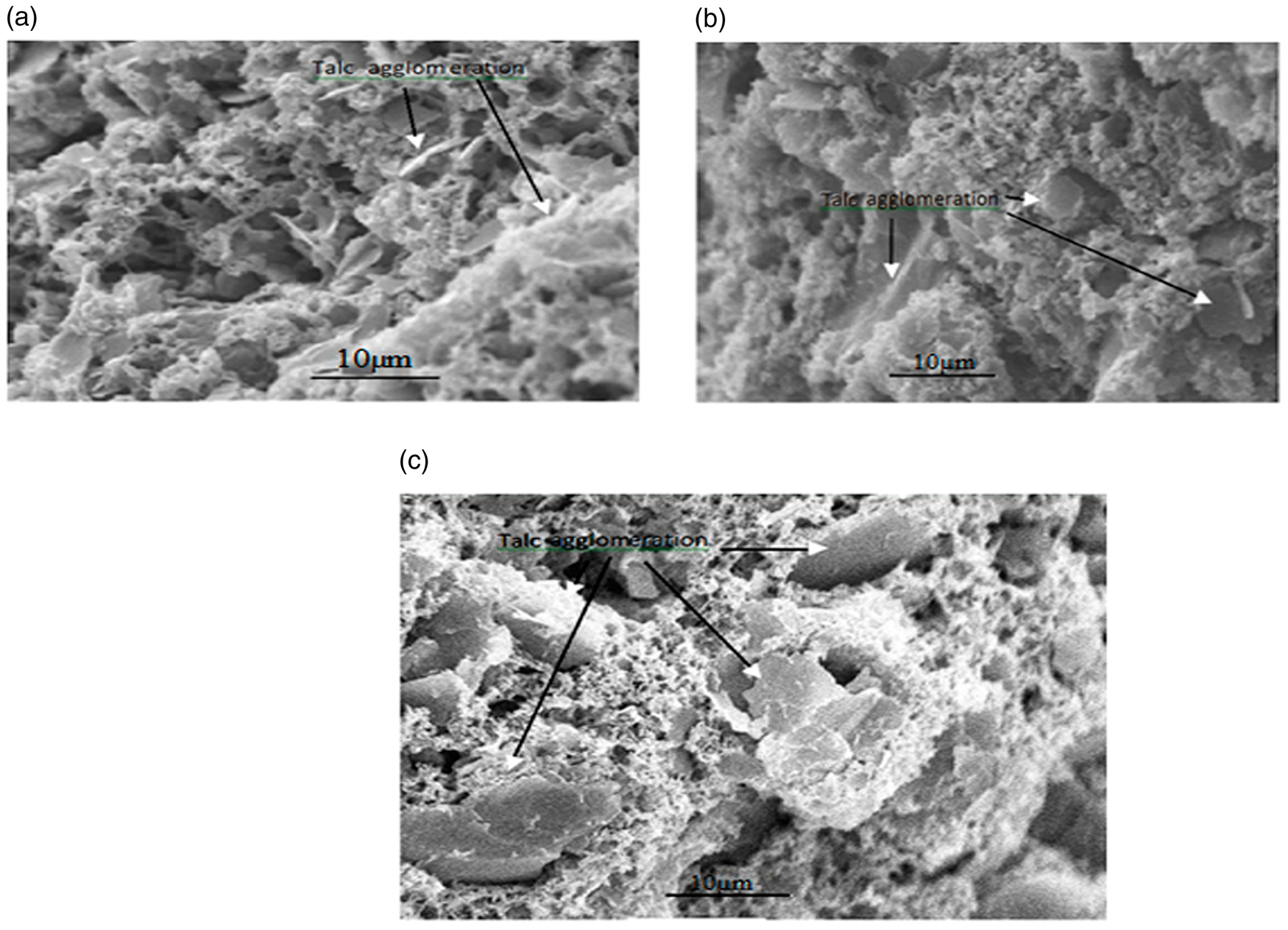
Overall mechanical properties
One of the most important aspects of material developments in thermoplastics engineering is to achieve a good combination of properties and processabilities at the moderate cost. As far as mechanical properties are concerned, the main target is to strike a balance of stiffness and toughness. Figure 10 illustrates toughness verses stiffness of pure PLA and PLA-based composites. Although the incorporation of stiff fillers such as talc improves the PLA stiffness, it decreased PLA toughness. Addition of rubbery materials such as ENR to PLA led to toughness improvement, but the stiffness was sacrificed. As it can be seen in PLA/talc/ENR composites, after the toughening process by ENR talc could maintain amount of stiffness of composite in range of general purpose of plastics. However, composites still have significant toughness. Structural applications required balance between stiffness and toughness of products. It is clear from Figure 10 that the optimum formulation is P60T30E10 composite with a flexural modulus of 3 GPa and impact strength of 82 J/m.
Determination of balanced properties based on flexural modulus and impact strength of polylactic acid (PLA)-based composites for different applications.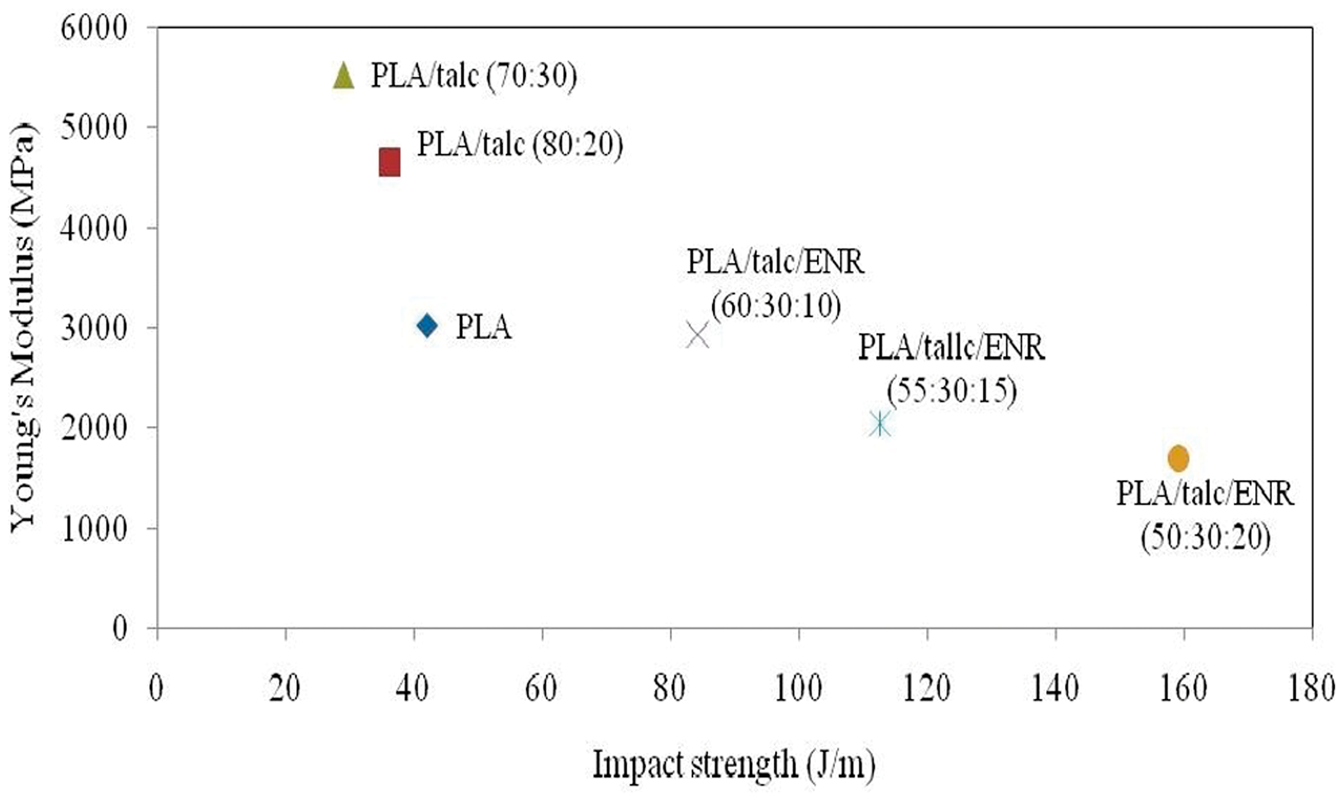
Morphological analysis
Scanning electron microscopy (SEM) was used to investigate the distribution of agglomeration of talc in PLA/talc and PLA/talc/ENR composites. Figure 3(a)–(c) show the fractured surface of the neat PLA and PLA/talc composites while the fractured surface for PLA/talc/ENR composites are shown in Figure 9(a)–(c). The white parts are talc particles and the black holes represent rubber particles etched by xyline. It can be observed from Figure 9(b) and (c) that the talc consists of various particles size, spherical and platy morphologies are evident from micrographs. SEM micrograph also shows that talc particles have poor dispersion in PLA matrix and big agglomerations of talc in PLA matrix are clear from micrographs. Figure 3(b) and (c) shows that talc particles were randomly scattered and agglomerated in PLA matrix with increasing the amount of talc. Talc particles are anisotropic and tend to orient in the flow direction during processing. 32 However, the PLA/talc and PLA/talc/ENR composites showed agglomeration of talc particles and the formation of an air cave which indicates poor filler dispersion. Researchers studied morphological behaviours of PLA/talc composites and obtained results similar to our findings.15,33 In an interesting work, researchers studied morphological behaviour of PLA/talc composites and reveal that talc agglomerate is present in PLA/talc composites, and talc particles are unevenly distributed and show no orientation. 34
Figure 9(a)–(c) indicates that the addition of 10–20 wt% of ENR into PLA/talc (70/30) composite led to agglomeration of talc phase in PLA matrix. This shows that the incorporation of ENR in PLA/talc composite had caused poor dispersion of talc in PLA. Furthermore, the addition of ENR in PLA/talc composite also increases the melt viscosity of the composites and reduced the dispersion of talc in the PLA matrix. Researchers studied morphological behaviour of PLA/alumina/ENR and reported agglomeration of alumina causes initiated cracks in composites under stress and reduced tensile strength and elongation at break of PLA/alumina/ENR composites. 35 Morphological Study on polyhydroxybutyrate/ENR also show large spherulites that are capable of initiating cracks and propagate with little resistance in the brittle regime. 36 The absence of ENR in particulate form suggests a continuous structure that can be related to good compatibility related to grafting mechanisms as shown in Figure 6.
Thermogravimetric analysis
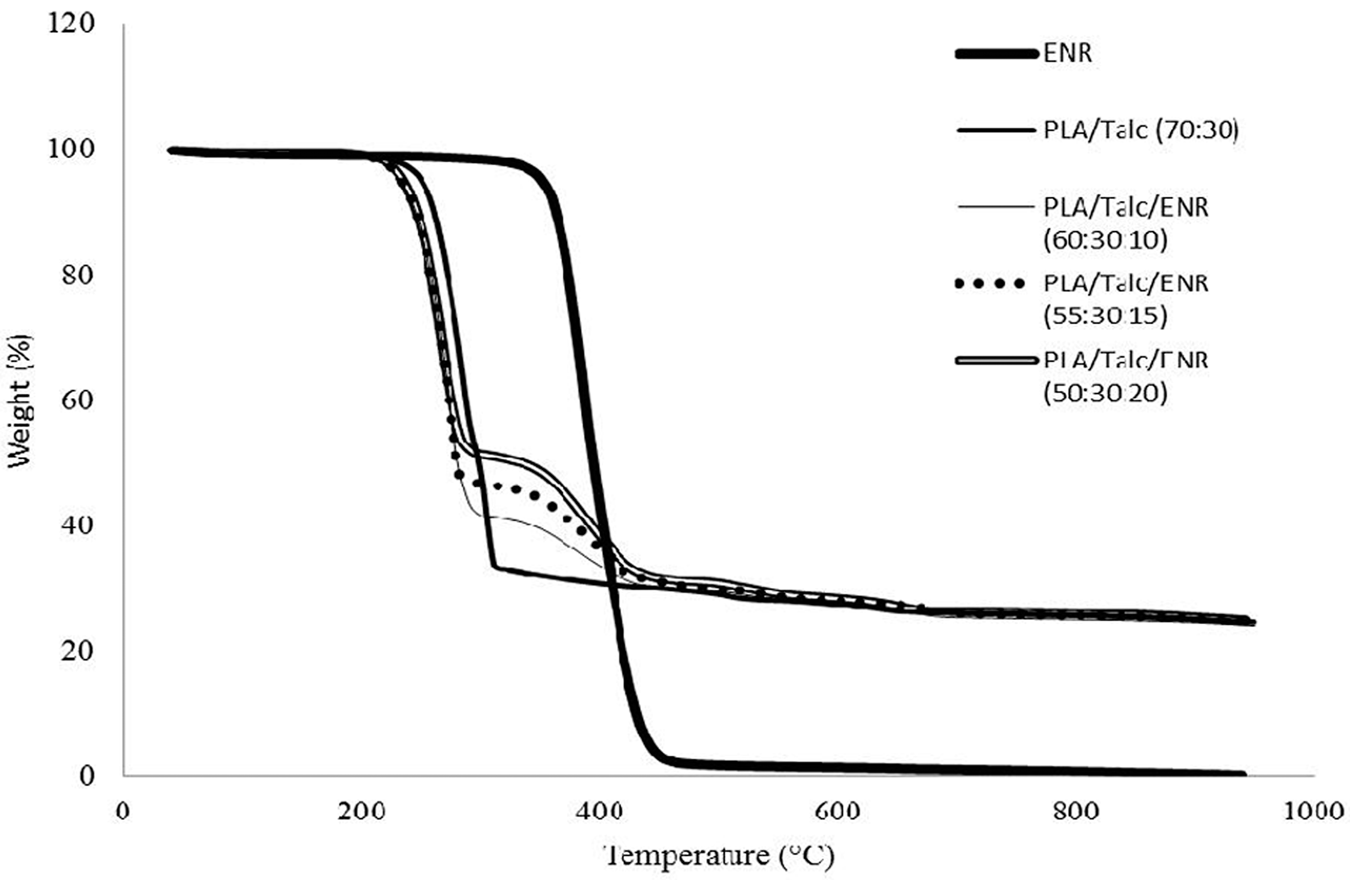
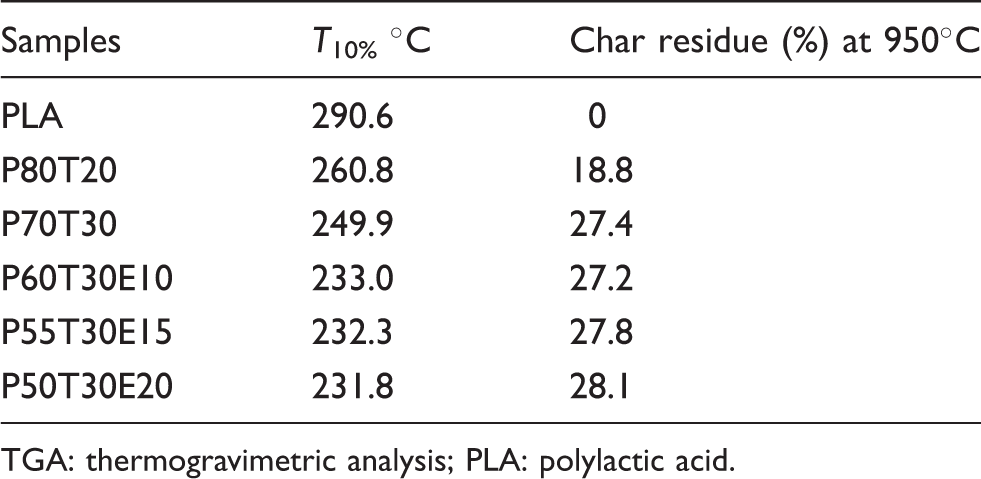
The thermal stability of PLA/talc composites and ENR toughened PLA/talc composites were investigated by TGA. The thermal stabilities are characterized by the temperatures at 10% weight losses that occurred (T10%). Usually an increase in the thermal decomposition temperature results in a more thermally stable product. Figures 11 and 12 show the TGA curves of PLA/talc composites and ENR-toughened PLA/talc composites, respectively. The T10% values for all the samples are summarized in Table 2.
Thermogravimetric analysis (TGA) curves of polylactic acid (PLA), talc and PLA/talc composites. Thermogravimetric analysis (TGA) curves of polylactic acid (PLA)/talc and PLA/talc/epoxidized natural rubber (ENR) composites. TGA results for PLA and PLA-based composites. TGA: thermogravimetric analysis; PLA: polylactic acid.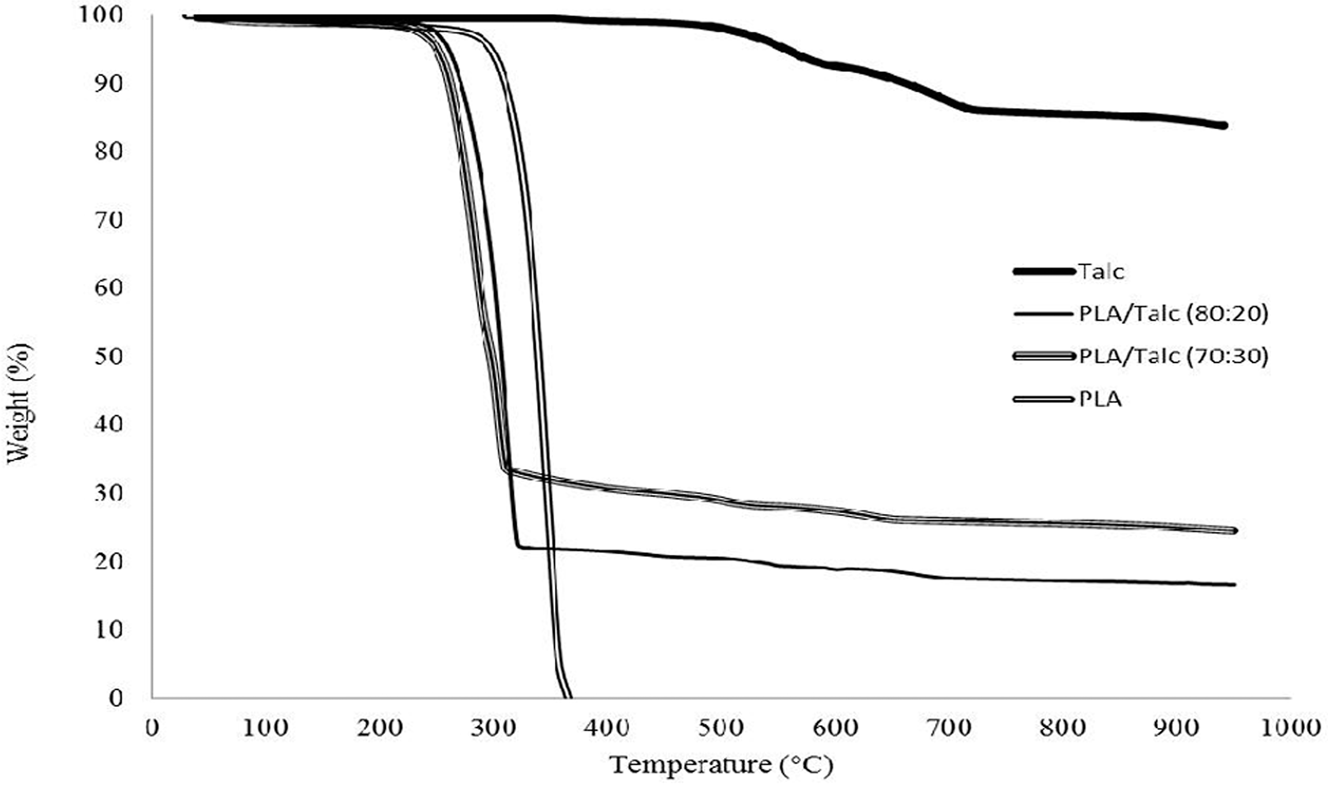
As shown in Figure 11, the addition of talc reduced the thermal stability of PLA and the decomposition occurred at lower temperatures with increasing talc content. This is rather unexpected since clay should hinder the out-diffusion of the volatile decomposition products as a result of the decrease in permeability. However, due to agglomeration and poor dispersion of talc (as can be seen in Figure 3), the effectiveness hinders the out-diffusion of the volatile decomposition products. Furthermore, it is expected that some voids formation between talc and the PLA matrix causes increase in diffusion of oxygen within the polymer matrix. In another interesting study, addition of kenaf fibres to PLA also decreases degradation temperature with about 10% weight loss. 37
Figure 12 displays a double-step degradation curve attributed to the presence of ENR which has higher decomposition temperature than PLA. However, the decomposition temperature of PLA decreased with the addition of ENR (Table 2 and Figure 11). It is suggested that ENR caused poor dispersion and distribution of talc in PLA matrix, which leads to an increase in agglomeration of talc. This is consistent with SEM images in Figure 9 that the addition of ENR into PLA/talc composites caused a poor dispersion of talc in polymer matrix and increases the size of agglomerations. Poor dispersion and agglomerations of talc in PLA composite causes decrease in T10% of PLA/talc/ENR composites. The fraction of non-volatile material as “char residues” at 950℃ for PLA/talc composites at 30 wt% of talc is similar to all PLA/talc/ENR composites (Table 2). The remaining residue content is attributed to the high thermal stability of the talc. It is interesting to note that residue percentage is slightly lower than the amount of talc added.
Conclusions
The Young’s and flexural modulus of PLA increased by 83% and 68%, respectively, by the addition of 30 wt% talc into the PLA matrix and talc leads to increase of stiffness of PLA but decreased PLA toughness. Impact strength of PLA/talc composites increased with the addition of ENR while the tensile and flexural properties decreased by the addition of ENR. It is concluded from over all mechanical properties result that optimum formulation for PLA composite is P60T30E10 with a flexural modulus of 3 GPa and impact strength of 82 J/m. SEM analysis shows that talc particles did not disperse well in PLA matrix and talc agglomeration in PLA/talc composites and their agglomeration size increase by increasing loading of talc and ENR. SEM analysis also provides evidence that ENR particles have proper distribution in PLA matrix. TGA results show that the incorporation of the high amount of talc reduced the thermal stability of PLA but ENR addition increases this reduction. It indicates that the big agglomerations of talc facilitated diffusion of oxygen into PLA matrix and also make void inside PLA matrix lead to facilitating decomposition of PLA.
Present approach could be immensely useful in obtaining a smart material with improved properties by utilizing PLA as biodegradable and biocompatible materials. Its limitation for the real-life practical is mainly due to its low mechanical and thermal properties. There is no doubt that developed composite should be suitable for different application such as electronic housings, automotive applications, food packing materials, and medical and biological applications. Future work on this area is expected on suitable treatments for talc and improving tensile and flexural properties with superior barrier performances. It is also required to evaluate biodegradability of these developing and promising composites in future.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Conflict of interest
None declared.