
Abstract
In the present investigations, LM13 aluminium alloy reinforced with 15 and 20wt.% rutile mineral of fine (50–75 µm) and coarse (106–125 µm) size range was prepared through stir casting technique. The microhardness on different phase of the composite was measured to check the interfacial bonding of particles with the base material. The wear properties of the samples were studied using pin-on-disc tribometer at high load (49 N) with variation in temperatures from 50℃ to 300℃. Wear results indicated that the composites containing fine size reinforced particles showed around two times higher wear resistance over a wide range of temperature than the composite-containing coarse particles. A transition in wear mode from mild to severe was observed above 200℃. Wear track and wear debris were analysed to understand the nature of wear.
Introduction
Different techniques are used to develop materials exhibiting wide range of wear-resistant and friction-reducing properties. The concept of developing special materials and coatings to overcome friction and wear problems has become a reality in the recent material developing world. Metal matrix composites (MMCs) are potential materials used for technological applications because they exhibit better mechanical, 1 thermal 2 and tribological, 3 properties as compared to the conventional metal alloys. The aim behind designing MMC materials is to combine the desirable attributes of the metals and the ceramics. By carefully controlling the relative amount and the distribution of the ingredients of a composite as well as the processing conditions, these properties can be further improved. Aluminium alloys as a matrix substance are quite attractive due to low density, high strength, good corrosion resistance, high thermal and electrical conductivity with high damping capacity. Aluminium metal matrix composites (AMCs) are attracting considerable attention for the fabrication of engineering components due to their versatile and tailor made properties. 4 These materials can be prepared by using different types of AMCs with different reinforcements such as Al2O3, 1 SiC, 2 SiO2, 5 B4C, 6 ZrSiO47 and Graphite 8 and has been studied in detail. Apart from this, the effectiveness of reinforcement on high temperature wear has also been given due attention.2,9 Now, concerning environmental factors, the gradual application of minerals to develop different components of defence and automotive industries has sparked the onset of extensive research and development as safer alternatives. The development of green friction products for automotive application is important to minimize the environmental impacts caused by mineral-based products. Low cost and environment-friendly characteristics of the minerals make them potential material as a particulate for the development of composite. Some of the natural minerals have lot of potential to be used as dispersoids for making composites. 10 Natural minerals such as feldspar, 11 sillimanite, 12 talc, 13 bauxite, 14 corundum, 15 etc. have already been used in particulate form to develop aluminium alloy composites for wear-resistant applications. Rutile a natural mineral possesses adequate thermal stability and mechanical properties. This mineral is available in abundance and is less expensive. Thus, rutile could be a promising dispersoid material for synthesizing composites especially for wear-resistant applications. These composites may be useful as wear-resistant components such as brake drum, piston, and cylinder heads in automobile sectors and pump bodies in the mineral dressing industries. From the published literature it is found that wear properties of rutile reinforced composites has not been investigated in detail and that provided the motivation for the present study. 16 Moreover, study on rutile composite has not been investigated at different temperatures. Rutile mineral, 15 wt.% and 20 wt.% with different size particles of fine (50–75 µm) and coarse (106–125 µm) categories, was used as reinforcement for the preparation of composites. Wear test of developed composites was done in temperature region of 50℃–300℃ at higher load (49 N) to study their wear behaviour.
Experimental and characterization
Materials
LM13 aluminium alloy containing 12% Si, 1% Fe, 9% Cu, 3% Mg, 0.5% Mn and 1.5% Ni was melted in a graphite crucible and melt was rotated with a stirrer. The rotation speed of impeller (630 rpm) was increased slowly to create a vortex inside the melt. In the LM13 melt, preheated 15 wt.% and 20 wt.% rutile particles of fine (50–75 µm) and coarse (106–125 µm) size range were added in the vortex at the rate of 12–15 gm/min. 9 After thoroughly mixing, composite samples were cast in permanent mould. Samples from the composites were prepared for metallographic and wear studies.
Microhardness test
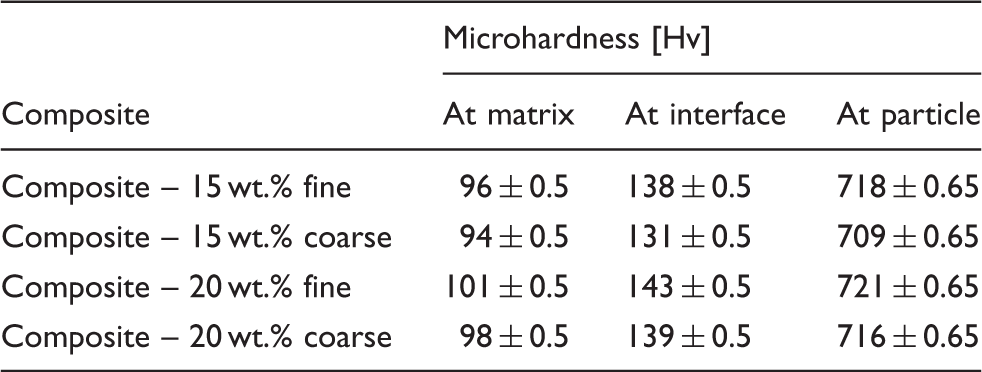
Composite consist of three different regions: Al matrix, rutile particles and interface between the Al matrix and rutile particle. Microhardness of the different phases (particle, particle/matrix interface and matrix) of the composite was measured by using Vickers hardness testing machine (Mitutoyo, Japan). Microhardness measurement was done on each set of sample by taking minimum of five indentations per sample at 100 gf load.
Structural analysis
X-ray diffraction patterns of base alloy (LM13) and composite containing 20 wt.% fine size rutile particles were recorded by means of PANalytical X-pert PRO X-ray diffractometer with CuKα radiation (Kα = 1.54 Å). For metallographic study, base alloy (LM13) and composite samples were mechanically polished and etched with Keller’s reagent. The microstructural analysis of the prepared samples has been done with the help of both optical (Eclipse MA-100, Nikon) and scanning electron microscope (JEOL, JSM-6510LV, Japan) with EDS attachment.
Wear test
Dry sliding wear tests of the composites were performed at elevated temperatures, using a pin-on-disc wear and friction monitor (Model TR-20CH-400, Ducom, Bangalore, India) with programmable closed furnace chamber. The cylindrical-shaped samples (30 × 10 mm) of composite were tested against the hardened EN32 steel disc having hardness of 65HRC. Wear rate was determined by measuring specimen height change using a linear variable displacement transducer (LVDT). To study the wear behaviour, wear rate was calculated by using the formula: [W (mm3/m) = height change (mm) × pin area (mm2)/sliding distance (m)]. The wear tests of specimen had been carried out up to 3000 m of sliding distance at a constant sliding velocity of 1.6 m s−1 and under 49 N load with variation in temperatures.
Results and discussions
X-ray diffraction analysis
The X-ray diffraction (XRD) patterns of base alloy (LM13) and composite containing 20 wt.% fine size rutile particles are shown in Figure 1(a) and (b). Figure 1(a) shows the presence of Al and Si in base alloy. The presence of rutile particles along with Al and Si elements is observed in the XRD pattern of composite containing 20 wt.% fine size rutile (Figure 1b). Apart from these phases, AlTiO2 was also observed in the composite. It is quite possible that AlTiO2 has formed at the interface because of the reaction of rutile and LM13 alloy during casting.
XRD patterns of (a) LM13 alloy and (b) composite with 20 wt.% fine size rutile-reinforced particles.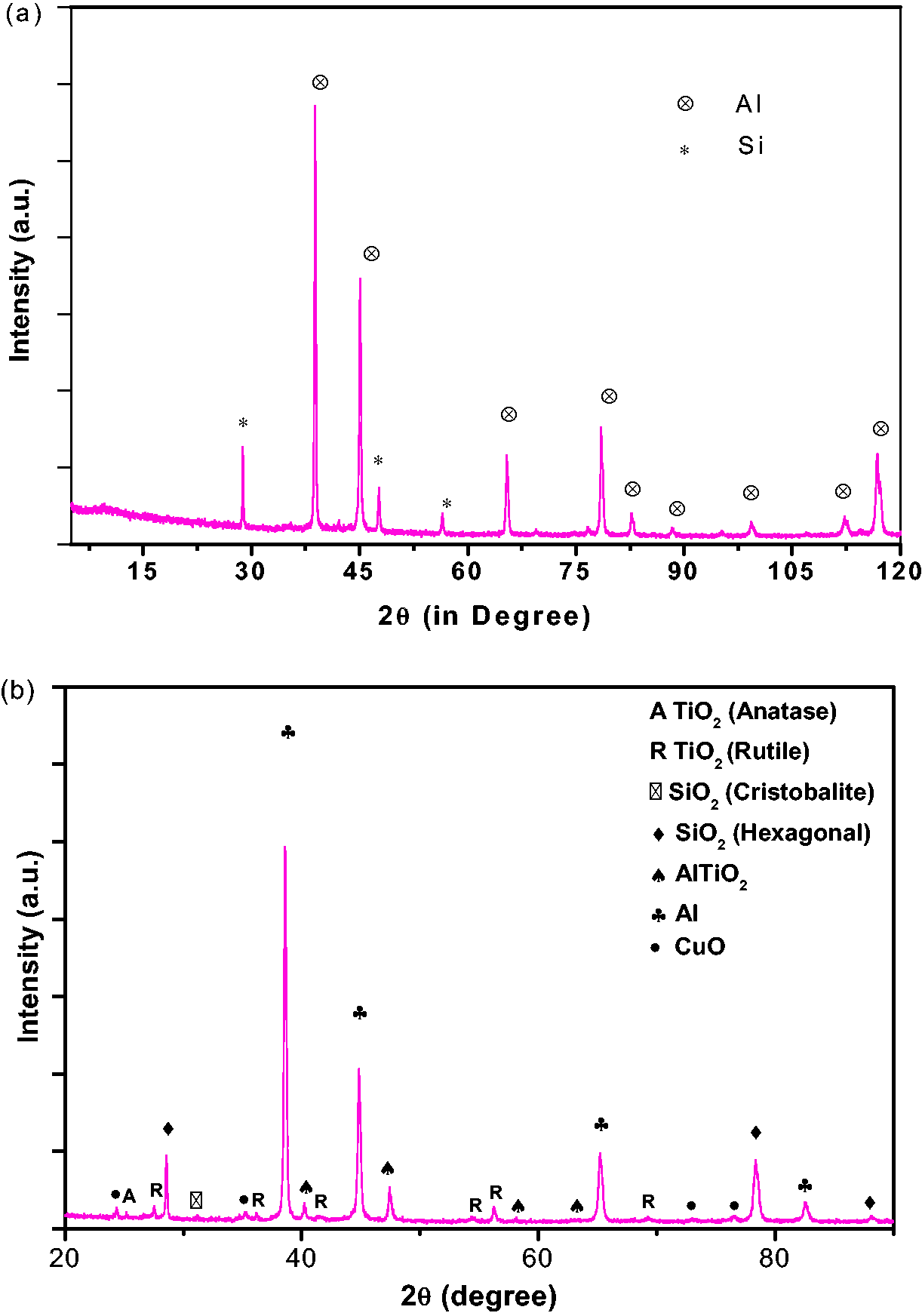
Microstructural analysis
The optical micrograph of 15 wt.% rutile reinforced fine particles (50–75 µm) and coarse particles (106–125 µm) are shown in Figure 2(a) and (b), respectively. Fine particle-reinforced composite shows refinement of silicon from needle shape to acicular which is attributed to the heterogeneous nucleation of silicon in the vicinity of the particles. Addition of rutile particles increases the viscosity of melt which reduces the degree of convection in molten composite, hence slows down the solute transport process by diffusion and flow. Reinforced particles affect the thermal field (which is the mismatch of matrix and the particle) and solute field (by convection interrupting diffusion of solute silicon). Delayed rate near the particles and restricted diffusion within the melt changes the silicon morphology from needle to blunted type which provides better strength to the material. Due to convection effect, agglomeration of particles at certain places is seen as fine particles are pushed at faster rate during stirring. Agglomeration is further aggravated due to the pushing of particles by the dendritic solidification front during solidification. Coarse particle-reinforced composite exhibits better distribution of particle where agglomeration of particles is not seen as shown in Figure 2(b). However, dendritic growth is observed in the particle depleted regions. During solidification, the particles are pushed or engulfed by advancing solid–liquid interface providing sufficient space in the matrix for the dendritic growth. During rotation, the fragmentation of dendrites takes place leading to growth of cellular structure. Inclusions of rutile particles in the matrix provide hindrance to the dendritic growth and strengthen the composite by giving more hardness which improves the wear rate. However, nearly homogeneous distribution of particles is achieved by the constant stirring action of the impeller which provides the normal shear strain and delays the particle settling tendency during stirring. Wettability between the molten alloys with the rutile particles also plays an instrumental role in achieving the uniformity in distribution of particles.
The optical micrograph of composite with different reinforced size at 15 wt.%: (a) fine and (b) coarse.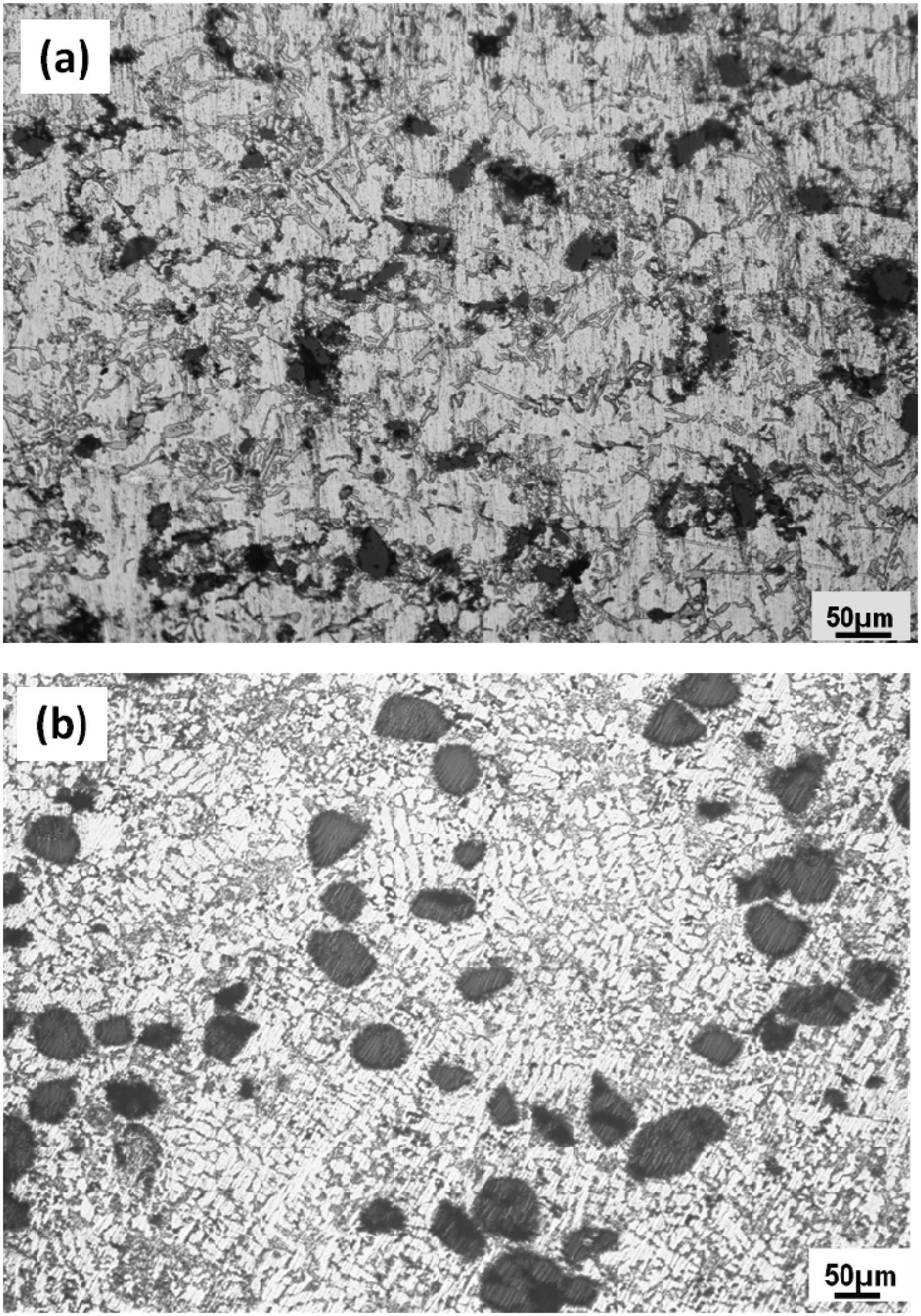
In certain regions (Figure 3a), clustering of particles is inherited from the lack of uniform distribution of the reinforcement because impeller imparts energy to the slurry in the form of eddies; only small scale eddies are able to break the clusters.
9
This phenomenon is more pronounced in the composite with increased composition, i.e. 20 wt.% of fine particles. Addition of the more number of fine particle decreases the inter particle distance, so small dendritic growth is observed. Addition of coarse size particle (Figure 3b) to the melt diminishes the chances of clustering. Dendritic fragmentation reveals the strain during stirring, and there is refinement in the crystal grain in between the dendritic arm spacing which adds the hardness and improves mechanical behaviour of the material. Some black spots are seen on the coarse particles due to the void space created due to the removal of the fine particles from the surface during the preparation and polishing of the sample. Even some small size fragmented particles are visible due to the fracturing during stirring.
The optical micrograph of composite with different reinforced size at 20 wt.%: (a) fine and (b) coarse.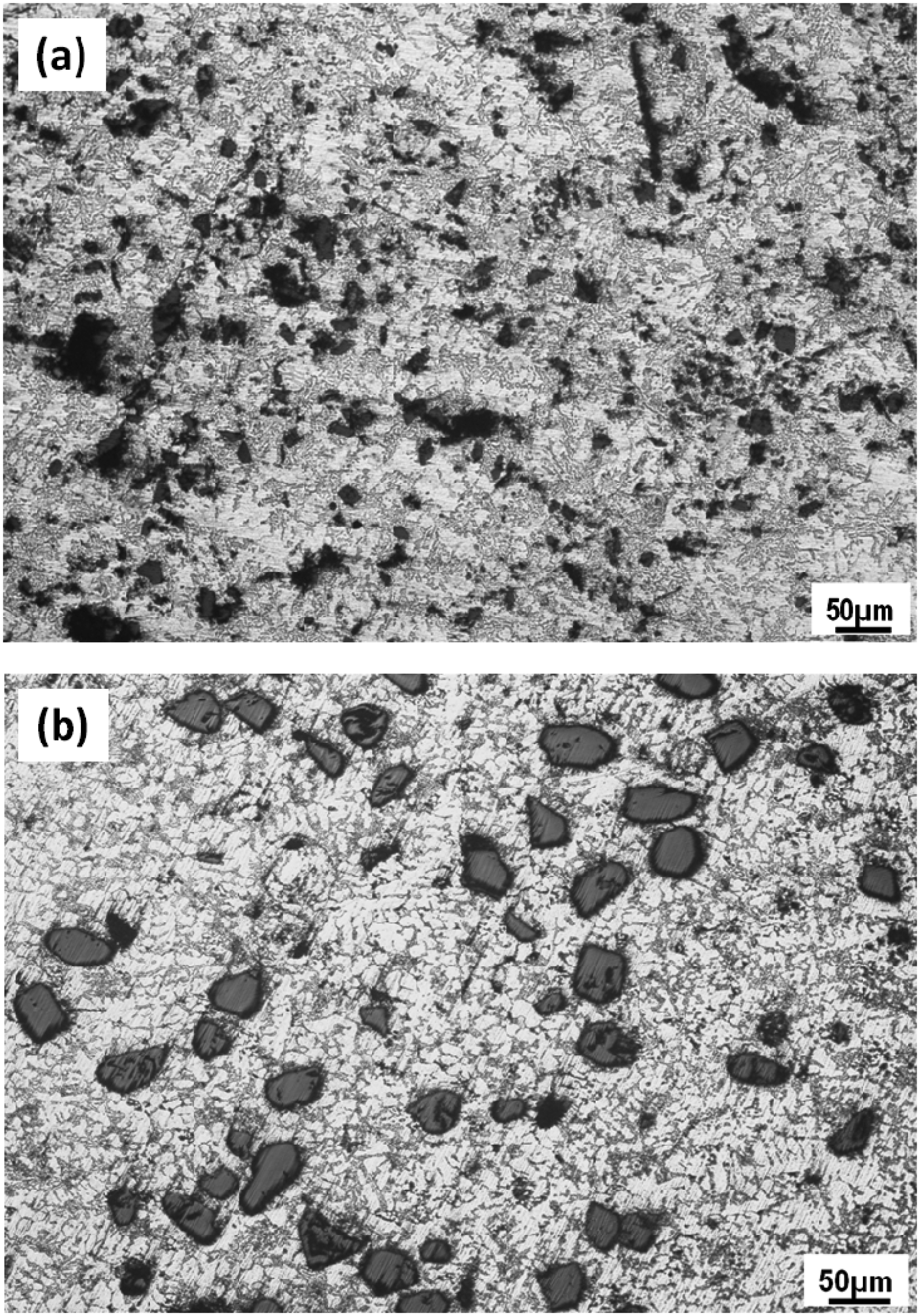
Hardness measurements
Variation of hardness at different phases in composites.
Variation of wear rate with temperature
Variation of wear rate with temperature of the developed composites is shown in Figure 4(a) and (b). All the measurements were done at 49 N load. According to Archard's wear law,18 the volume loss, V, in mm3 is given by V=KWS/H, where K is the wear coefficient, W is the applied load in newton, S is the sliding distance in meter and H is the bulk hardness, which implies that the volume loss is inversely proportional to the hardness. This means that the wear rate is inversely proportional to the hardness but at the same time there are various factors that affect the wear rate. This includes asperity to asperity contact of the specimen and the steel counter face surface, rise in surface temperature due to localized heat generation during sliding, size and composition of the reinforced rutile particle in the aluminium matrix, applied load, sliding distance, sliding velocity as well as the temperature at which dry sliding is being performed. Abrasive wear is the predominant wear at low temperature (50–150℃) which can be attributed due to the sharp abrasion of the two surfaces in contact during dry sliding. The protruded rutile mineral particles to the aluminium matrix reduce the effective contact area of the specimen. At low temperature, the wear will be in the form of scratches on both the surfaces. Under the application of high load of 49 N, the asperities of the material will be elastically deformed but at the same time the protruded rutile particle will resist the deformation of the matrix and act as a load-bearing constituent and thus safe guards the matrix from severe wear losses. At high load, the rutile particles will be crushed by grinding during sliding which reduces wear losses. This will be counterbalanced by the increase in effective asperities contact area with applied load. There is no appreciable increase in wear loss with the increase of temperature from 50℃ to 100℃. In this temperature range, wear mechanism is fully controlled by the abrasive wear of the surfaces in contact. Work hardening of the surface will enhance the wear resistance of the composite during repeated dry sliding contacts. Zhang and Alphas
2
have calculated the recrystallization temperature of the matrix which is about 0.4Tm, where Tm is the melting point. The rise in surface temperature is also due to the generation of localized heat during sliding because of the friction between the sliding surfaces. A higher test temperature of about 100℃ recrystallization occurs and that will decrease the hardness of the wear surface resulting reduction in wear resistance of the composite.
19
Aluminium reacts with the available oxygen and forms Al2O3. The hard brittle oxide formed on the surface of the specimen becomes thicker and covers the entire surface. Due to the higher degree of localized heating, the scratched out material of the specimen will form a compacted oxide glaze layer on the sliding surface. These phenomena will be more rapid at higher operating temperature. These oxide materials are accumulated on the valley of asperities. This mechanically mixed oxide glaze layer (MML) strongly protects the composite from severe wear.
20
The protection provided by the MML to the specimen surface is clearly evident from the wear graphs in the temperature range from 150℃ to 200℃. The thermal conductivity of the oxide layer is less. As a result, frictional heating contributes less for rise in temperature of the composite surface. Even there is not any subsurface conduction from the oxide layer to the depth of the specimen. With the rise of test temperature from 200℃ to 250℃, thermal softening of the specimen pushes the hard rutile particles deep into the specimen surface and there is very low wettability between the MML layer and the specimen surface. As a result, the delamination of MML occurs. The wear loss is in the form of chips coming out from the material and oxidative layer no longer has the capability to withstand high stress due to load and thermal softening.
19
The transition in wear from oxidation to delamination is also observed in the wear graphs. After 250℃, the onset of the severe wear is due to the plastic deformation of the material. The plastic flow of the material due to increased softening of the matrix restricts the strain transfer phenomenon to the interfaces. The molten aluminium alloy moves towards the edges of the specimen and adheres due to plastic flow of the material which leads to the negative or minimum wear loss of the material in terms of wear rate.
21
But the material has suffered the severe loss in terms of the plastic deformation and is unable to stand its characteristic at such high temperatures. In Figure 4(a) and (b), it is observed that the wear loss is less in the case of composite having fine particles than the coarse particles. The composites with fine particles have more number of particles distributed in the matrix which decreases the inter-particle distance; as a result, hardness of the composite increases as compared to the coarse particle composite which further reduces the wear rate. With the increase of rutile content from 15 to 20 wt.%, almost similar type of variation is observed. In the temperature range from 100℃ to 300℃, less change in wear gradient is observed in 20 wt.% composite as compared to 15 wt.% rutile-reinforced composite which shows the enhanced stability provided by the higher concentration of rutile to the matrix. These composites have shown the delayed transition in the wear. Good wettability between the rutile particles and the aluminium increases the interfacial bonding which restricts the wear loss at all temperatures. Even during plastic deformation, the variation in slope for 20 wt.% composite is less as compared to 15 wt.%. This clearly indicates that composite with 20 wt.% rutile particles comes out to be a better wear-resistant material.
Wear rate against the temperature of the composites with different amount and size reinforced size at 5 kg load: (a) 15 wt.% and (b) 20 wt.%.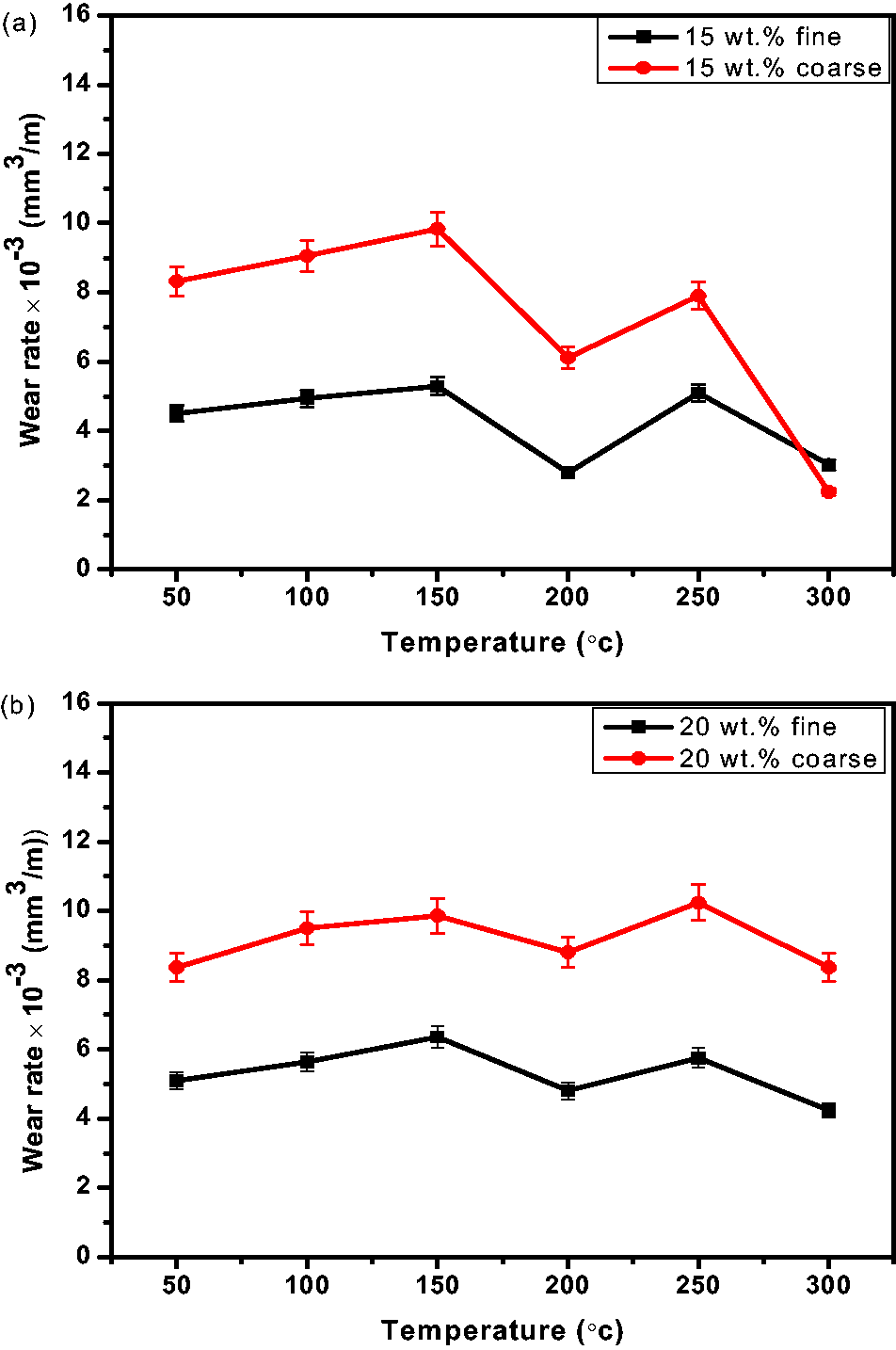
Analysis of wear tracks
Variation with temperature
Abrasive wear is accompanied by the removal of material by the abrasive of the surfaces in contact. This type of wear is predominant in the initial stages of wear at low temperature and marked as the formation of continuous grooves on the sample in the sliding direction. But the wear rate at elevated temperature is governed by the various factors such as shape, size, proportion and distribution of the reinforcement in the material. As observed from Figure 5(a) and (b), delamination wear is the main cause of the loss of material. However, at 200℃ some intact portion of the composite is observed with grooves caused by the abrasion. From rest of the portion, the material has chipped out because of the crack initiation at the voids and in the vicinity of the reinforced particle due to generated high stress. Further crack propagation from one void to another void led to the removal of derbies as layer.
22
A thin white oxide layer is also observed on the substrate. High surface temperature generation at the contact surface reduces the shear strength of the subsurface layer, which enhances the transfer of material from sample to the hard steel disc.
23
High temperature accelerates the crack propagation on the sample due to thermal softening which is clearly observed in the micrographs (Figure 5b). Severe delamination wear at high test temperatures clearly indicates the abrupt rise in wear loss with the increase of temperature.
SEM images of wear track of 15 wt.% rutile coarse size reinforced composite at 5 kg load with (a) 200℃ and (b) 250℃.
Variation with particle size
Comparing the micrographs (Figures 5 and 6), it is clearly observed that wear loss in the sample reinforced with fine size particle suffers less wear loss as compared to coarse size particles. At 200℃, the abrasive wear is controlling the wear rate due to the ploughing by the asperities of the contact surfaces. The width and depth of the grooves depend upon the indentness of the material which is inversely proportional to the hardness and size of the abrasives of the contact surfaces. So mild wear loss is reported; however, at a high temperature of 250℃, the sample with fine particle suffers wear loss due to abrasion as well as delamination.
24
The flat plate type morphology can be attributed to the delamination caused due to high stress on the layers of the composite. Better mechanical and wear properties of the fine-sized reinforced sample prevent heavy losses even at higher temperature.
SEM images of wear track of 15 wt.% rutile fine size reinforced composite at 5 kg load with (a) 200℃ and (b) 250℃.
The EDS analysis of the wear track generated from 15 wt.% rutile coarse size reinforced composite, shown in (Figure 7), confirms the formation of mechanical mixed layer. This MML is formed due to the transfer of iron from the hard steel disc to the composite and loss of aluminium from the surface specimen which combines with the oxygen to form Al2O3 and high composition of Fe in EDS analysis. This layer can only protect the composite in the region of intermediate temperature and load.
EDS analysis of wear track generated from 15 wt%. rutile coarse size reinforced composite.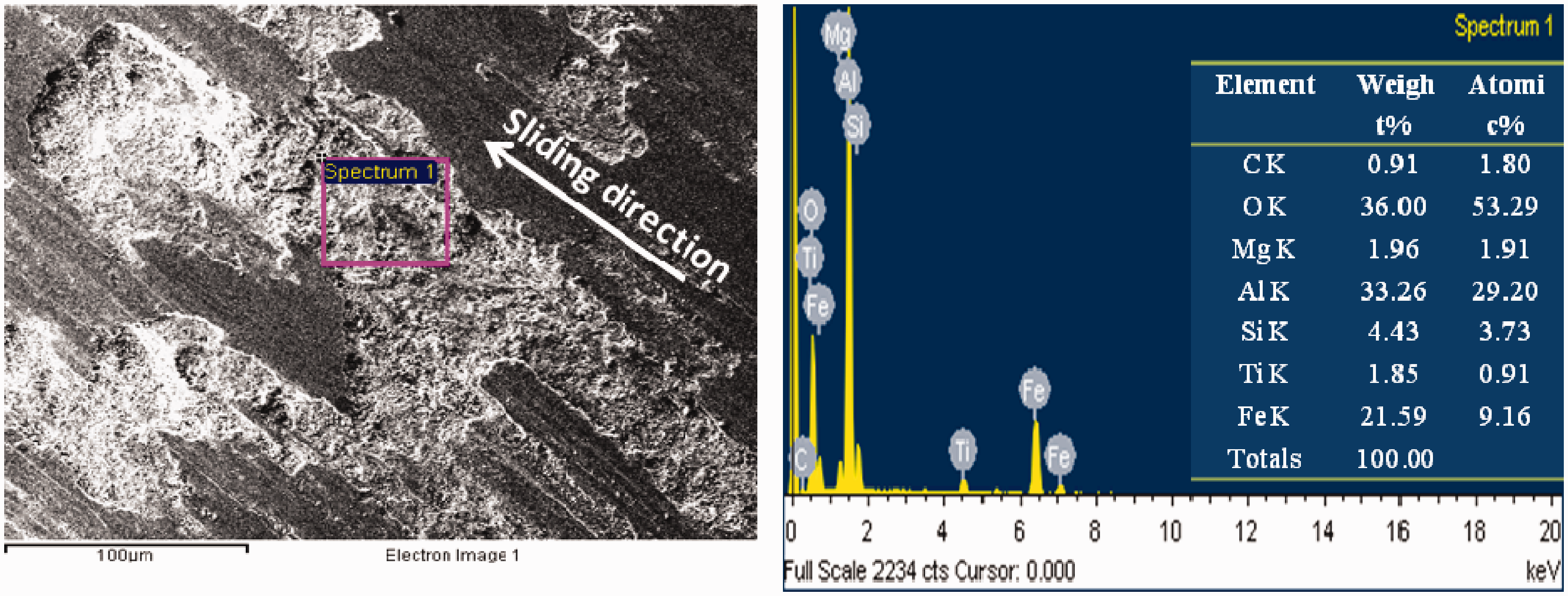
Wear debris analysis
The wear debris analysis reveals significant information of how the material was grinded, crushed and fractured during the sliding under the variable loading and at elevated temperatures. Figure 8(a) and (b) shows ribbon type morphology in coarse size reinforcement probably due to the abrasion of the surfaces by cutting and ploughing. Repeated sliding and twisting of the ribbon in due course of time led to the squeezing of the melt that resulted in a balloon type ball that is observed at one end attached to the ribbon due to gathering of the melt. Even some fractured debris can be observed due to the crushing of the material. Long plate type debris clearly indicates the delamination wear. Some compacted wear debris is due to the thermal welding at high temperature. The shiny metallic wear debris is generated in the later stages of the sliding wear. The thermal softening of the material at higher temperature of 250℃ enhances the degree of fragmentation, hence resulting in decrement in size of the debris. Otherwise, abrasive and delamination wear are predominant which are responsible for loss of material.8,23 From the studies of the debris of fine size rutile reinforcement as shown in Figure 9(a) and (b), a sharp-edged long plate like morphology of debris is observed, which is due to the severe loss of material by plastic deformation. Subsurface crack propagation due to high stress on the surface is clearly observed. Rolled type debris can be attributed due to the erosion of the softening material during the repeated sliding action. Rolling of the ribbon generated by the abrasive action on the debris is also observed. The high test temperature accelerates the crushing of the wear debris resulting in reducing their size. Formation of corrugated wear debris is due to the thermal welding.
21
The study of the wear debris concludes that in the high temperature range (200–250℃), abrasive and delamination wear are responsible for the loss of material. The ribbon type morphology is due to abrasion observed more in the composite containing fine-sized rutile particles. On the other hand, the coarse size rutile composite experiences loss due to delamination as a result of crack initiation at voids and crack propagation on the surface.25
SEM images of wear debris of 15 wt.% rutile coarse size reinforced composite at 5 kg load with (a) 200℃ and (b) 250℃. SEM images of wear debris of 15 wt.% rutile fine size reinforced composite at 5 kg load with (a) 200℃ and (b) 250℃.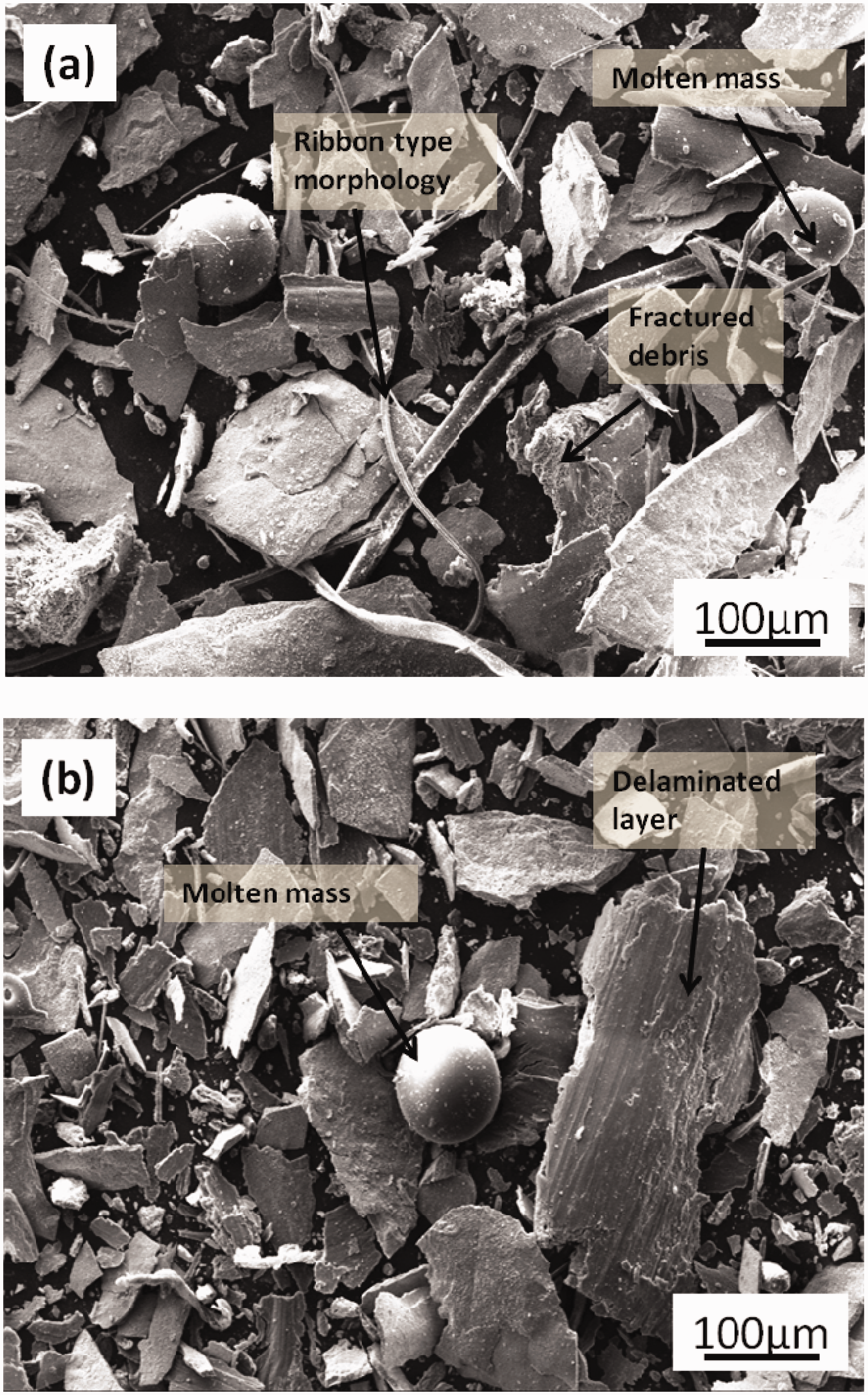
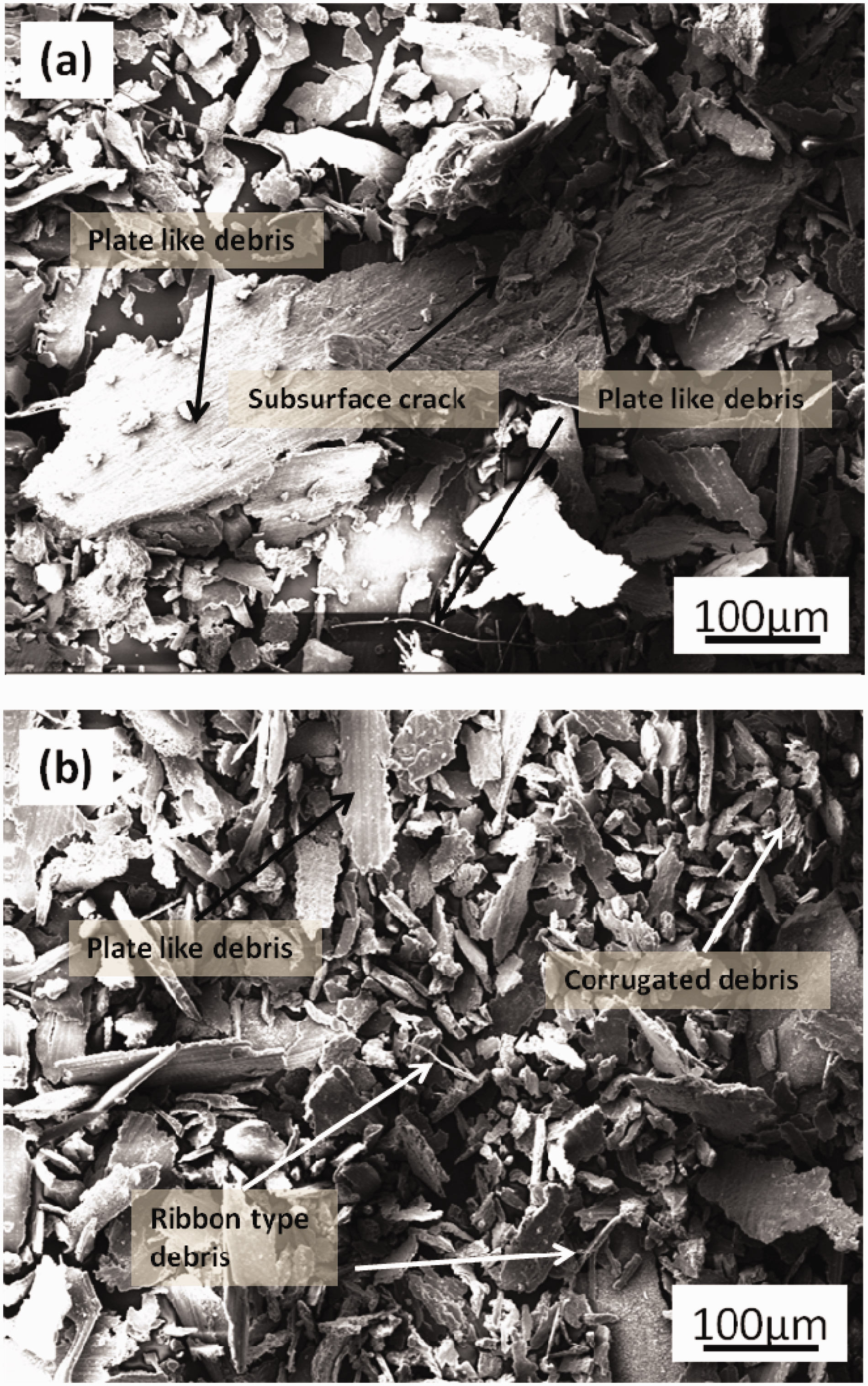
Figure 10 shows the EDS analysis of the debris that indicates the presence of O, Mg, Al, Si and Ti elements. This indicates that, apart from base metal, rutile also comes out from the surface. The presence of oxygen in the debris is due to higher frictional heating, which leads to an increase in the temperature of the sliding surface. This EDS image also shows the presence of a mechanically mixed layer (MML) having less weight percentage of oxygen in material on the surface of delimited debris, which is responsible to increase the wear properties in composite.
EDS analysis of wear debris generated from 15 wt%. rutile coarse size reinforced composite.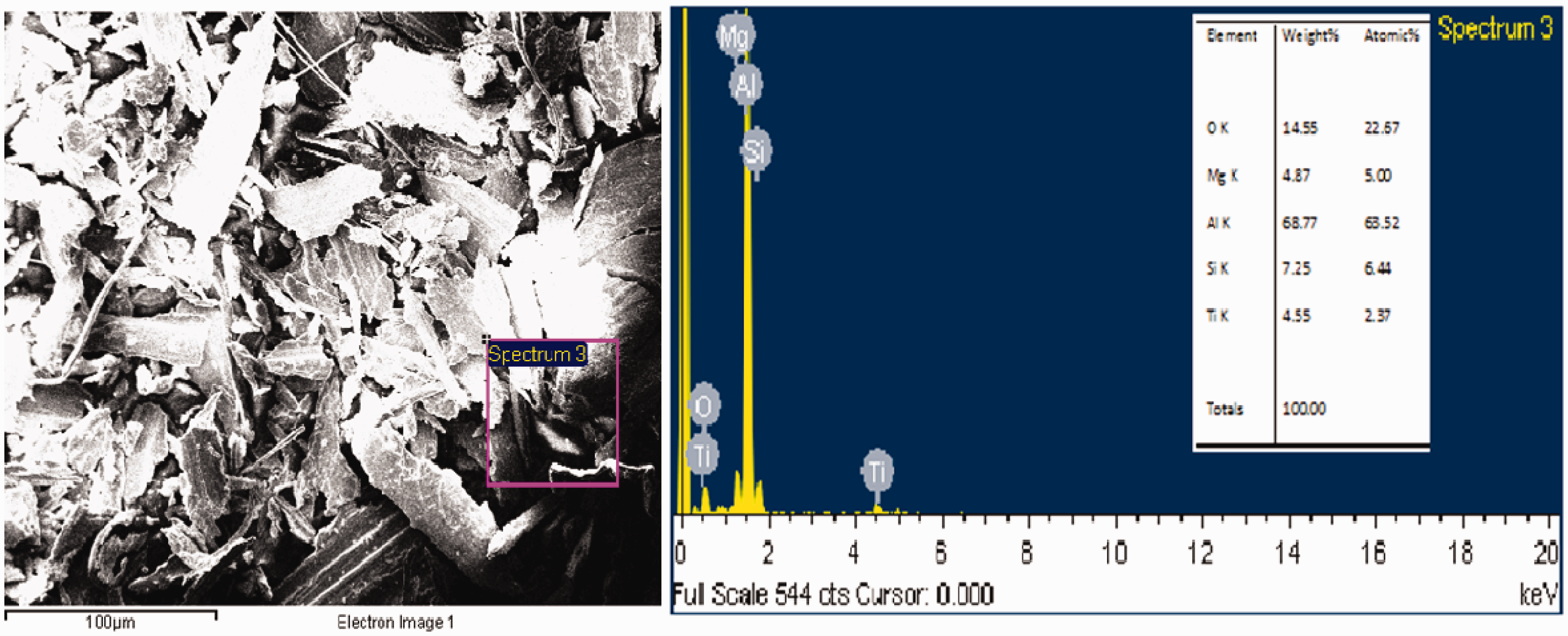
Conclusion
The conclusions drawn from the present study of 15 wt.% and 20 wt.% fine and coarse size rutile-reinforced composites at elevated temperature up to 300℃ are as follows.
Decrease in particle size increases the hardness of the composite and shows more refinement of silicon morphology and hence exhibits less wear loss at elevated temperature. As a result, it turns out to be a better wear-resistant material.
Delayed transition in wear mode of both composite is observed at higher loads. This effect is due to the formation of compacted oxide glazing layer on the sliding surface which is rapidly generated at higher operating temperatures.
Within the mild wear regime, even fine size-reinforced composites exhibit lower wear rates than those of the coarse size-reinforced composites.
SEM micrographs of worn surface and wear debris clearly support the oxidative wear dominant mechanism of composites above 150℃ at high loads. Delamination wear mechanism and plastic deformation are responsible for the loss of material from the matrix at elevated temperatures.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Conflict of interest
None declared.