
Abstract
Aluminosilicate diphasic gel was synthesized by using inorganic salts and characterized by chemical analysis, Fourier transform infrared spectroscopy spectroscopic studies and surface area and bulk density measurements. The gel powder was compacted with nickel oxide additive in three different ratios (wt/wt). Differential thermal analysis of gel samples with additive and without additive was carried out at four different heating rates and for each sample, the activation energy of mullitization was calculated using Kissinger equation. The microstructure and phase analysis were carried out by scanning electron microscopic and X-ray diffraction studies. Observation showed that nickel oxide favored the mullitization process.
Introduction
As an engineering material, mullite is known as “material par excellence” for several remarkable physicochemical properties, which include good thermal and chemical stability, high melting point, low creep rate,1–4 and so forth. Based on these qualities, mullite is widely used in the production of heat-resistant material, 5 electronic packaging, 6 thin film, 7 window material for the mid-infrared wavelength range from 3 to 5 µm, 8 and so forth. Mullite is a non-stoichiometric compound and its molecular formula can be represented as Al2[Al2+2 x Si2−2 x ]O10− x , where x denotes the number of missing oxygen atoms per unit cell, varying between 0.17 and 0.59. 9 Mullite can be synthesized by various techniques, and when it is prepared by processes such as sol–gel, precipitation, and hydrolysis, it is termed as chemical mullite. Depending on atomic arrangement, mullite gel can be classified as monophasic and diphasic. 10 The advantage of diphasic gel system is that the heat of reaction of the different phases provides extra energy for the densification process. 11 Again, in diphasic gel system, homogeneity can be maintained in the nanometer range. 12
By controlling the synthesis temperature and atmosphere, transition metal cations can be incorporated in mullite structure in different proportions. 13 Different experiments have been carried out to study the effect of nickel addition on the mullitization process. Roy et al.14,15 synthesized nickel-doped mullite by using the sol–gel technique. During phase evaluation and microstructural studies, they observed that nickel addition helps the mullitization process. Bagchi et al. 16 observed that mullite can be synthesized in the presence of cobalt and nickel ions even at a low temperature of 600℃ by sol–gel technique. In the gel matrix, increased metal–ligand interaction was found to be responsible for such low temperature mullite phase formation. Tkalcec et al. 17 reported that mullitization of nickel-doped diphasic Al2O3–SiO2 gel proceeded through crystallization of Ni-containing γ-Al2O3 into nickel aluminate spinel (NiAl2O4) and reaction of Al–Si spinel with amorphous silica forming mullite. Sales et al.18,19 synthesized NiAl2O4 spinel-mullite through sol–gel and observed that Al–Si spinel formed below 1000℃ was converted to mullite between 1100℃ and 1200℃.
Roy et al. investigated the role of different transition metal oxides such as vanadium pentaoxide, titanium oxide, chromium oxide, cobalt oxide, iron oxide, copper oxide on the mullitization of diphasic aluminosilicate precursor.20–25 So in this present study, the effect of black nickel oxide, Ni2O3, on the crystallization of mullite from Al2O3–SiO2 diphasic gel precursor powder derived from inorganic salts was studied by determining the activation energy of mullitization and analyzing the microstructure and mechanical properties of sintered products.
Experimental
Synthesis of nickel-doped mullite
To synthesize mullite precursor gel, the starting materials used were 5% (wt/vol) aluminum nitrate nonahydrate (Al(NO3)3.9H2O, Alumina (Al2O3) content 12.98% wt/wt) extra pure (MERCK, India) and 5% (wt/vol) liquid sodium silicate (specific gravity 1.6 and molar ratio of Na2O: SiO2 = 1 : 3, silica (SiO2) content 29.75% wt/wt) (LOBA CHEMIE, India). Liquid sodium silicate (7% wt/vol) was passed through an ion exchanger column packed with Dowex-50 cation exchanging resin with a flow rate of 200 ml/min to prepare silicic acid. Silica sol was obtained by ultrasonic dispersion of the silicic acid in aqueous phase. Al(NO3)3.9H2O solution and silica sol was mixed together in such a way that weight ratio of alumina and silica in the mixture remain 73 : 27, which is slightly higher in alumina content than that in mullite (72 : 28) in order to avoid formation of glassy phase during mullitization. To this mixture, ammonia solution (1 : 1, vol/vol) was added slowly with constant stirring until pH of the solution became ∼9. Mixed sol was aged to get the gel. The gel was then filtered and washed thoroughly followed by drying at 80℃ for overnight.
One part of the dried gel was then calcined at 800℃ for 2 h. Then in a pot mill, one part of the calcined gel was mixed with reagent grade Ni2O3 (MERCK, India) additive in three different ratios (1%, 2%, and 3% wt/wt) and thoroughly ground to ensure proper homogeneity in the mixture.
Characterization
Physicochemical properties of the hydrogel.
Differential thermal analysis of both the calcined and doped gel were performed at four different heating rates 4, 6, 8 and 10℃/min from room temperature to 1400℃ using differential thermal analyzer (Okay Libratherm instrument, Model: DTA-1500, Bysak, India). The activation energy of mullitization of samples with and without additive was determined from DTA thermogram using Kissinger equation. 26
The equation used is
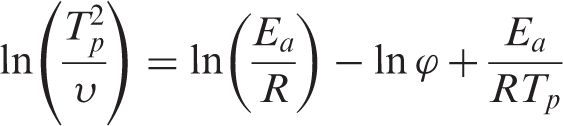
According to equation (1), the plot of
The powder mixes were compacted at 100 MPa, and the compacted masses were fired in an electrically heated muffle furnace at three different final temperatures, 1400℃, 1500℃, and 1600℃ (heating rate was 10℃/min upto 1000℃ and then 2℃/min till final temperature was reached), with 2 h of soaking period in each case. The bulk density and apparent porosity of the sintered masses were measured by following the procedures described in BS 1902, Part 1A, 1966.
27
The flexural strength of the sintered samples was determined by the measurement of bending strength with a span of 30 mm and a loading rate of 0.5 mm/min. Fracture toughness was determined with an indentation micro-crack method with a load of 5 kg.
28
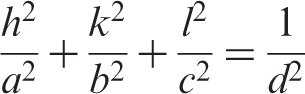
X-ray diffraction (XRD) pattern of the samples was taken with a Rigaku X-ray diffractometer with Cu target (Miniflex, Japan). The lattice parameters of samples with and without additive were calculated using the following equation
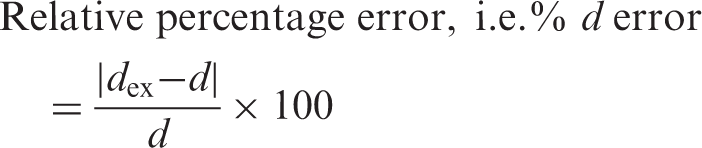
The % d-error for the sample and JCPDS (#5-0776) standard d-values for all planes are calculated using the following formula
The average crystallite size was calculated using Debye–Scherrer formula
29

Scanning electron microscopic investigation of the samples was carried with FEI Quanta microscope (US).
Results and discussion
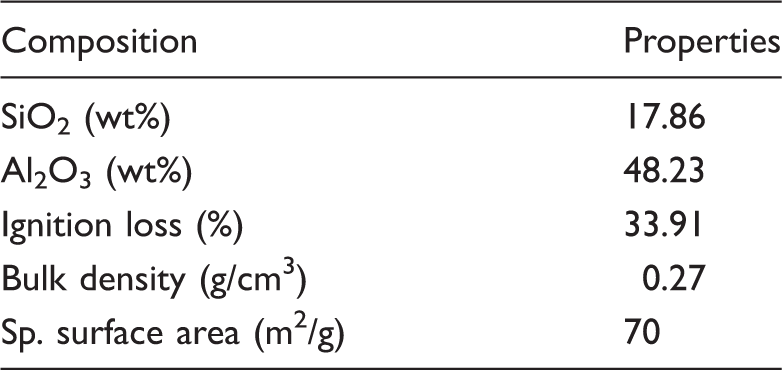
The precursor gel had very low bulk density (0.27 g/cm3) and high surface area (70 m2/g) indicating high surface activity of the gel. The water content of the gel was almost 34%. To prevent excessive shrinkage during sintering, the gel was calcined at 800℃ for 2 h.
FTIR spectral analysis of the undoped sample
Figure 1(a) and (b) represent the FTIR spectra of the dried and heat-treated samples at different temperatures. Bands that appeared at 3151 and 1104 cm−1 in the spectra of the dried gel were assigned to the Al–OH stretching and bending vibrations, respectively. Shoulder appeared at 1104 cm−1 and was related to the overlapping of Si–O–Si stretching vibration of SiO44− tetrahedra with Al–OH bending vibration.
30
Si–O–Si bending vibration appeared at 477 cm−1. Again stretching of Al–O–Al linkage was observed at 747 cm−1. But no characteristic peak corresponding to Al–O–Si linkage was observed in the FTIR spectra of the gel sample. It confirmed that both the gel, aluminum hydroxide, Al(OH)3, and silicon hydroxide, Si(OH)4, formed simultaneously. So precursor gel was diphasic in nature.
(a) FTIR spectra of the aluminosilicate gel after heat treatment at different temperatures within 2000–4000 cm−1 and (b) FTIR spectra of the aluminosilicate gel after heat treatment at different temperatures within 400–2000 cm−1.
Si–O–Al linkage first appeared in the spectra of the sample heated at 600℃. The peak at 803 cm−1 was assigned for symmetric stretching vibration of Si–O–Si linkages. This peak was slightly shifted to 806 cm−1 in the spectra of the sample heated at 800℃. This result confirmed the formation of Al–Si spinel in the gel structure. After heating at 1000–1200℃, the major change in the spectra was observed in the shifting of peaks at 832–833 cm−1 from 806 cm−1. This indicated the formation of more Si–O–Al linkages resulting in the crystallization of mullite phases. The peak observed at 843 cm−1 in the spectra of the sample heated at 1400℃ became wider, indicating the formation of more Si–O–Al linkages in the mullite crystals. Again peaks at 586 cm−1 due to the stretching vibration of octahedrally coordinated Al became sharper, indicating the formation of Al2O3 in the structure. In the spectra of the sample heated at 1600℃, the peak corresponding to Si–O–Si linkage became broader, indicating complete crystallization of mullite. 31
Roll of nickel ion as additive
Black nickel oxide used in the present experiment contains some non-stoichiometric NiO. 32 Therefore, the following defect reactions are proposed for both NiO and Ni2O3 with Al2O3. Melting point of NiO is about 600℃. 33 So during heat treatment, mobile nickel ions could substitute Al3+ in AlO6 octahedra generated during crystallization of pseudo-boehmite gel, isovalently. The 3d7 electrons of Ni3+ in an octahedral crystal field are split from the energetic ground state to the high spin state [(t2g)6(eg)1]. The cationic size of six-coordinated Ni3+ under high spin state is 72 pm, which is larger than that of Al3+. 34 The eg electron occupies the dz2 orbital, and this electron can repel the electrons of the respective oxygen ligands. As a result, the z-axis of the octahedron is lengthened. This distortion is known as Jahn-Teller distortion 35 due to which deformation in oxygen octahedral can take place. This deformation is responsible for expansion of lattice along b-axis and shortening along a-axis.
The incorporation of Ni (II) ions into the aluminosilicate samples does not produce strain because this cation has a stable d8 electronic configuration with a spherically symmetric charge distribution. But cation can induce defect in the structure in the following way

Moreover, NiO can produce a spinel phase by reaction with Al2O3 gel in the following way


Mullitization kinetics
DTA curves of samples with and without additive (Figure 2(a)) predicted that mullitization process was exothermic in nature. Again with increase heating rate, peaks were shifted toward higher temperature region. For gel without additive, primary mullitization was noticed in the temperature range of 975–990℃, whereas in case of sample with additive, mullitization was started at comparatively lower temperature (965–985℃). The exothermic peaks were shifted to lower temperature with increasing additive content, but the change was very little (∼1–2℃). Now by applying Kissinger equation (equation (1)), calculations were performed in each case. The plots of (a) DTA curves of: (i) undoped gel and (ii) 1%, (iii) 2%, and (iv) 3% Ni2O3-doped samples and (b) plot of ln(ϕ/Tm2) versus 103 × T−1 of: (i) undoped gel and (ii) 1%, (iii) 2%, and (iv) 3% Ni2O3-doped samples. Values of activation energy.
Crystallographic information
Nickel aluminate phases were detected in the XRD diagram of the samples with additive (Figure 3(b) to (d)). These phases promoted the formation of mullite by reducing the energy barrier for the reaction of alumina and silica. At higher sintering temperature, more peaks corresponding to mullite phases were detected in the XRD diagram of the sample with additive compared with the sample without additive.
XRD diagrams of: (a) undoped gel sintered at 1600℃, (b) 1% Ni2O3-doped samples sintered at 1600℃, (c) 2% Ni2O3-doped samples sintered at 1600℃, and (d) 3% Ni2O3-doped samples sintered at 1600℃. XRD: X-ray diffraction.
Values of lattice parameters of 3%-doped sample at different sintering temperature.
The change in cell volume was caused by the substitution of Al3+ by Ni3+ in the mullite structure. With the increase in sintering temperature and additive content, the cell volume of mullite decreased due to the expulsion of Ni3+ from the mullite lattice, and its accumulation at the grain boundary of mullite crystals resulted in the reduction of crystal size.
% d-error for mullite phase in presence of nickel oxide additive at different sintering temperature.
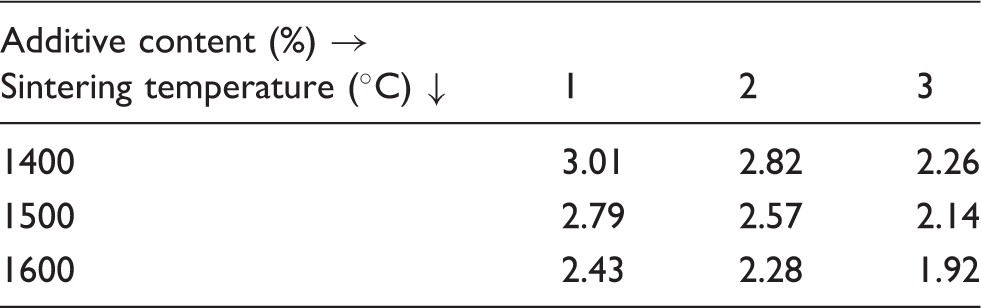
Average crystallite size (µm) of nickel-doped sample at different sintering temperature.
Microstructural analysis
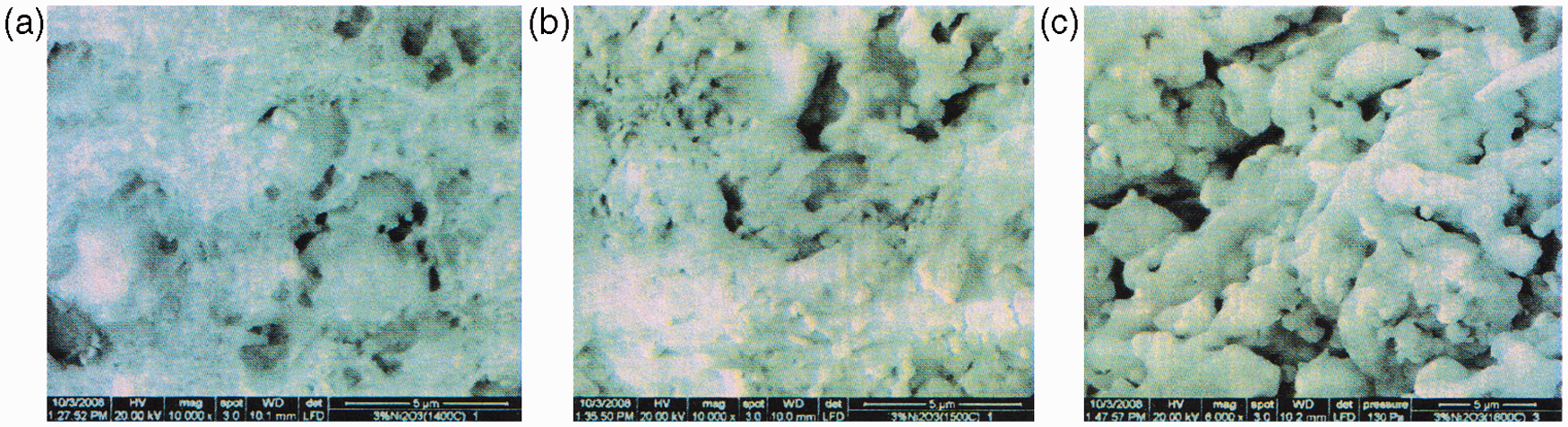
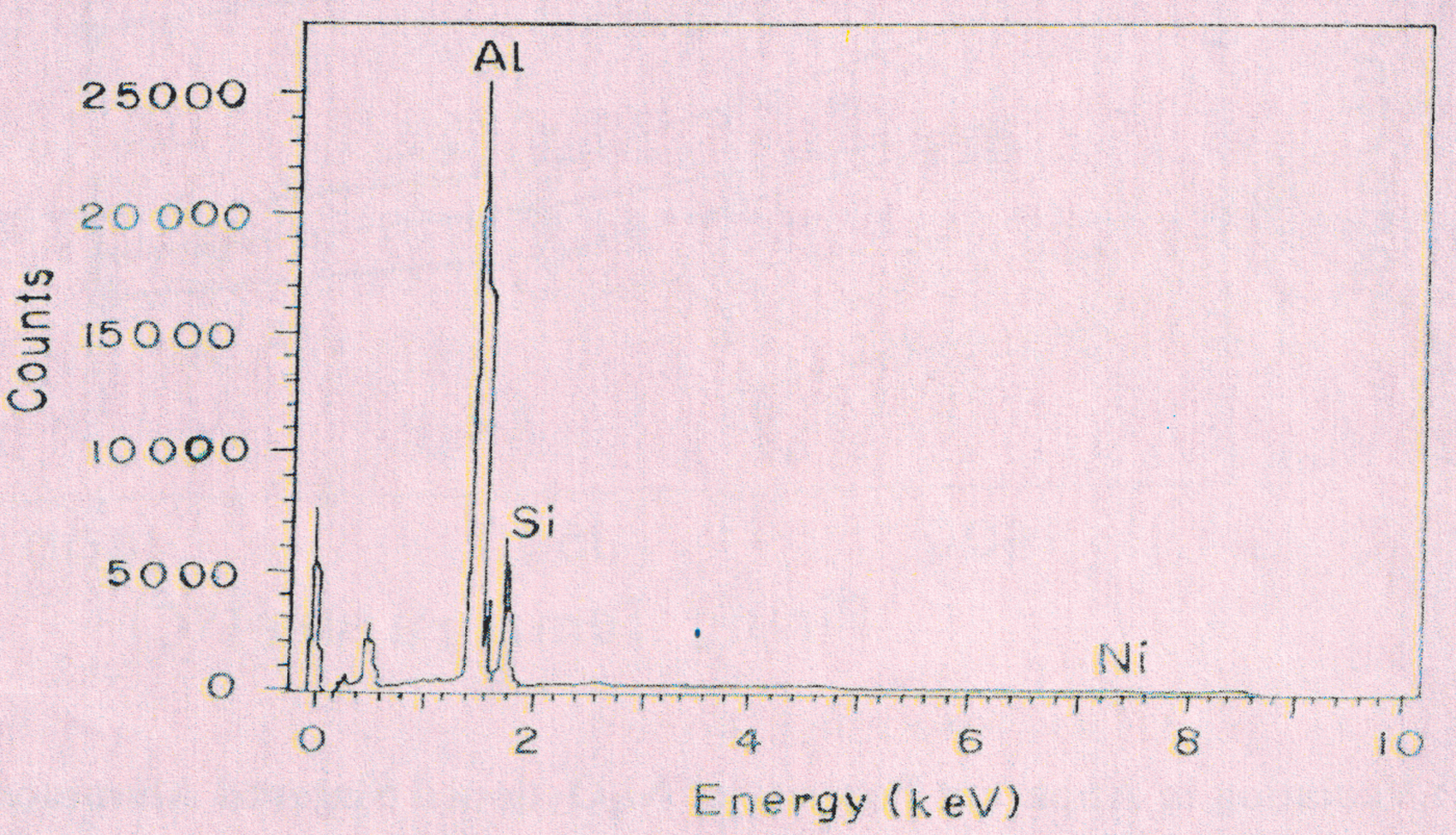
From the SEM micrographs of the sintered samples (Figures 4 and 5), it is apparent that sol–gel-derived mullite without additive formed small crystallites. The incorporation of nickel ions in the sol–gel mullite induced tabular crystal growth parallel to the crystallographic c-axis. With the increase in the nickel ion content in mullite, formation of more equiaxed but smaller sized crystallites was observed. From the EDX analysis of the sample with 3% Ni2O3 additive sintered at 1600℃ (Figure 6), the composition was found to be like this: Al2O3 = 71.88%, SiO2 = 26.17, and Ni2O3 = 1.95%. It can be concluded that the residual nickel oxide was present at grain boundary of mullite crystal as nickel aluminate spinel and nickel silicate.
Scanning electron micrograph of the undoped gel samples sintered at: (a) 1400℃, (b) 1500℃, and (c) 1600℃. Scanning electron micrograph of the sintered gel samples with 3% Ni2O3 additive sintered at: (a) 1400℃, (b) 1500℃, and (c) 1600℃. EDX spectrum of 3% Ni2O3-doped gel sintered at 1600℃.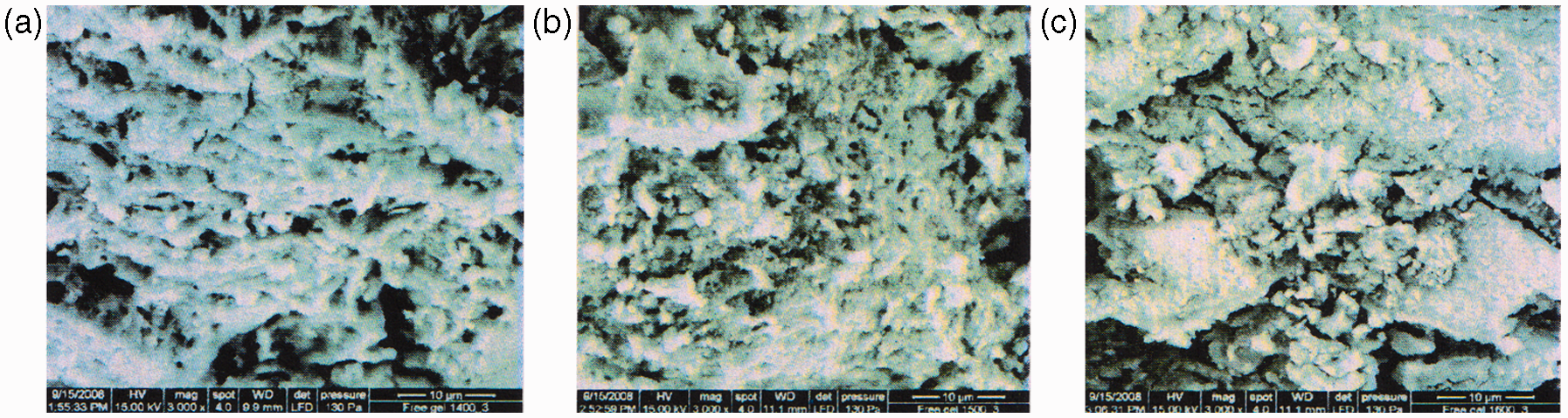
Physico-mechanical properties
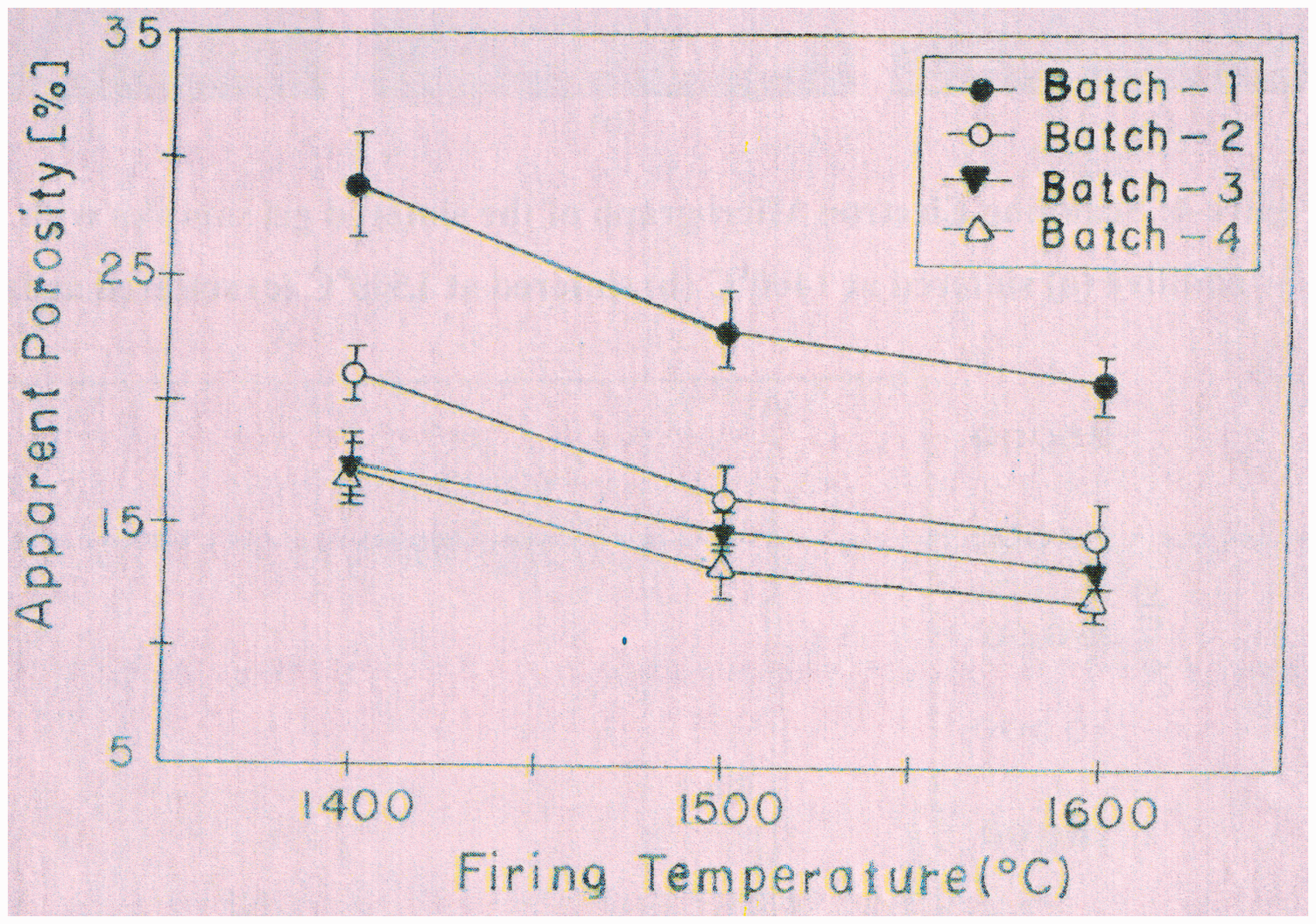
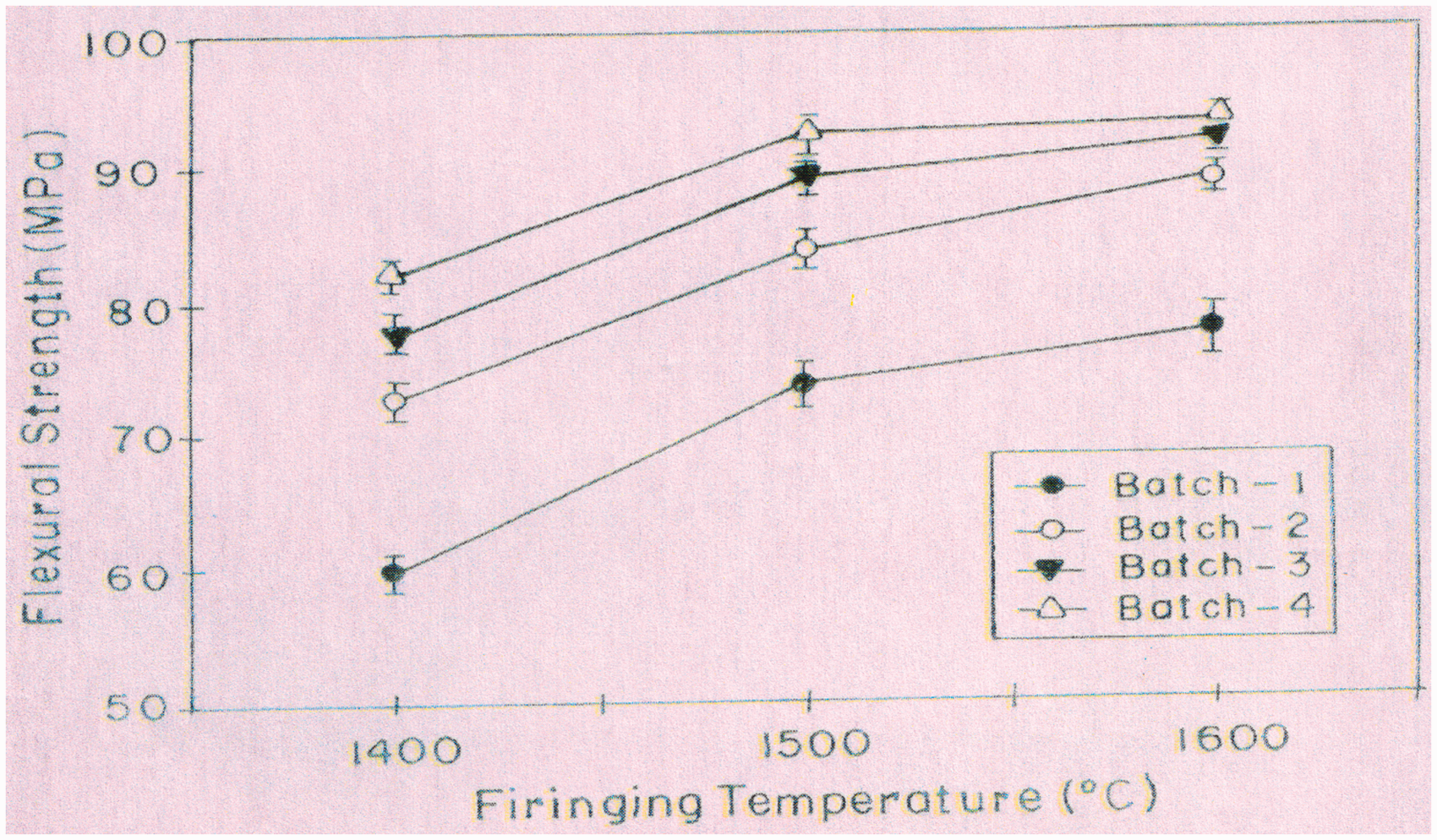
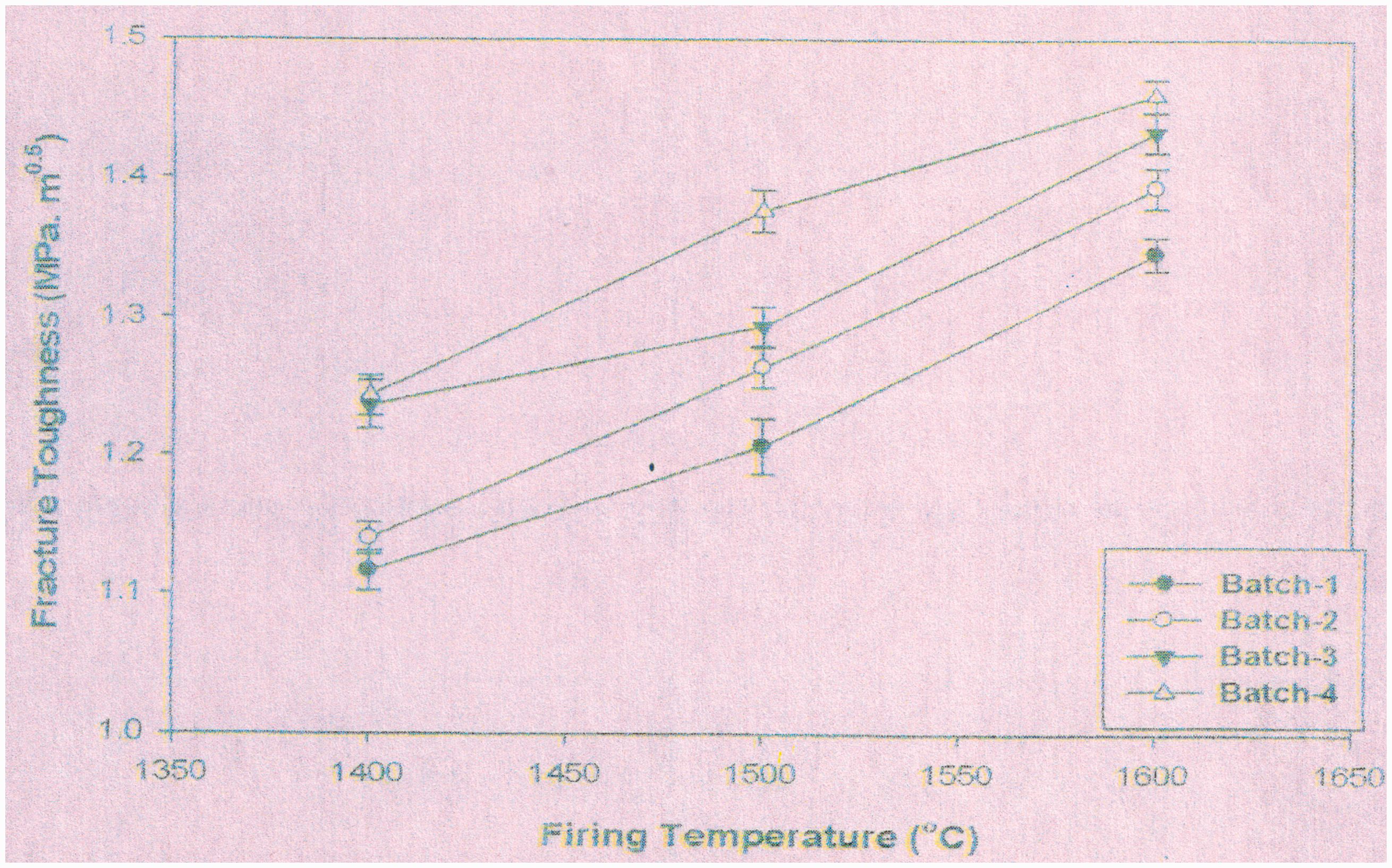
The variation in bulk density and apparent porosity of the samples with sintering temperature is shown in Figures 7 and 8. From the figures, it is clear that nickel oxide exhibited a positive effect on the densification of the mullite ceramics. During re-crystallization of mullite, nickel ions that came out from the crystal structure produced a liquid phase. For this reason, the densification of the sample was enhanced at elevated temperatures. The flexural strength and fracture toughness (Figures 9 and 10) of the samples also increased in the presence of nickel oxide additive. It can also be related to the improved densification of the samples in the presence of Ni2O3 additive. The effect was more pronounced for the batches sintered at 1500℃ compared with batches sintered at other temperatures. The additive in the liquid form reduced the stress surrounding the pores in the samples by displacing the gases, resulting in more compactness of the microstructure, which can be related toward the improvement of the mechanical strength. It was the reason for improvement of mechanical strength.
43
The formation of more interlocked crystalline phases in the presence of Ni2O3 additives can be another reason for the improvement of the mechanical strength. A small amount of highly viscous silica or aluminosilicate glass can exist at the grain boundaries, which would minimize the contribution of grain boundary sliding during the flexural stress. At higher sintering temperatures, both the flexural strength and fracture toughness did not improve much because of the development of more amorphous character in the sintered masses.
Variation in bulk density of Ni2O3-doped sintered aluminosilicate gel with firing temperature (℃). Variation in apparent porosity of Ni2O3-doped sintered aluminosilicate gel with firing temperature (℃). Variation in flexural strength of Ni2O3-doped sintered aluminosilicate gel with firing temperature (℃). Variation in fracture toughness of Ni2O3-doped sintered aluminosilicate gel with firing temperature (℃).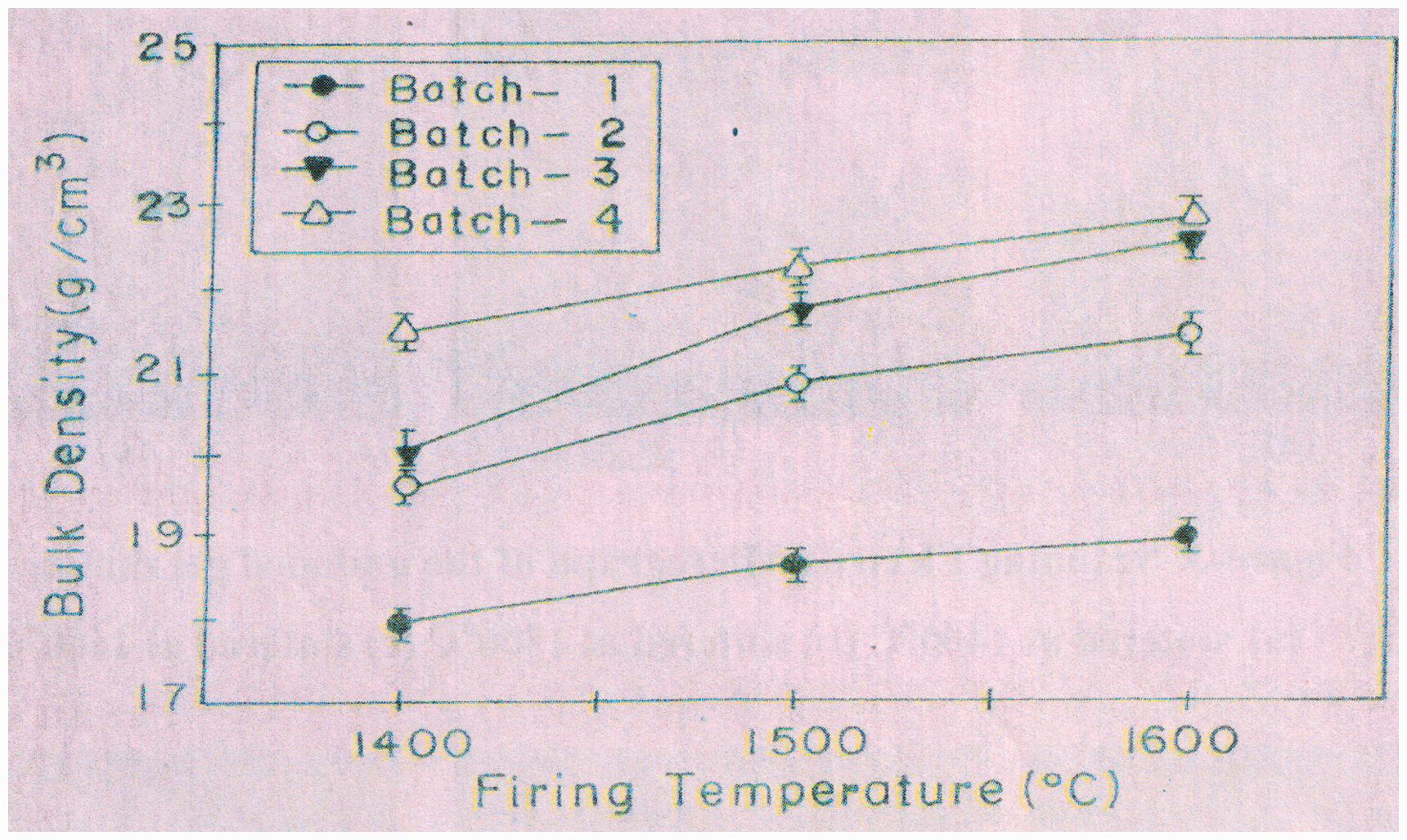
Conclusions
Chemical mullite was synthesized by the colloidal interaction of silicic acid and aluminum nitrate nonahydrate solution. The gel powder possessed very low density and high surface area and consisted of separate non-linked units of alumina and silica gel. Ni2O3 was used as sintering additive for the processing of mullite ceramics in different proportions. Nickel oxide favored the mullitization process by reducing its activation energy. The sintering behavior of mullite was promoted by Ni2O3, and different mechanisms were put forward to explain the favorable effect of Ni2O3. The lattice expansion mostly occurred along b-axis. The crystallite size of mullite was also modified by Ni2O3. The mechanical properties of the sintered masses were also improved significantly due to enhanced microstructure and favorable phase compositions.