
Abstract
SiC particles reinforced aluminum matrix composites (SiCp/Al) with SiC content of more than 60%, without particle segregation for mirror substrate applications, are prepared by using the improved process. The improved process contains sintering process design, preform quality traceability, and equipment designing. The maximum SiC volume fraction of 70.4% is obtained by optimizing the selection of the following proportion: 71.4% coarse, 7.1% medium, and 21.5% fine particles. The variation of SiC volume fraction is correlated with the percentage of fine particles by using regression analysis. The preforms with the compressive strength above 10.34 MPa are prepared by sintering at 1600℃ for 2 h. Results showed that no defects in the scale of more than 10 µm are observed in the preforms. Due to the generation of a SiO2 layer during the sintering process, the formation of Al4C3 phase was inhibited. As the SiC particle volume fraction increased from 65.6% to 70.4%, the bending strength increased from 483.2 MPa to 585.2 MPa. The elastic modulus also increased from 174.2 GPa to 206.1 GPa, while the coefficient of thermal expansion between 50℃ and 350℃ decreased from 11.02 × 10−6/℃ to 9.53 × 10−6/℃.
Introduction
The mirror substrate material is related to the stiffness and thermal stability of the remote sensor. In order to attain a lightweight optical system, the mirror substrate material is required to reduce weight plus maintain high stiffness. SiC particles reinforced aluminum matrix composites (SiCp/Al) with a SiC volume fraction of more than 60% have excellent properties, such as low density, high elastic modulus, and low coefficient of thermal expansion (CTE). Therefore, SiCp/Al composites with SiC content of more than 60% are selected to be used as structural substrates for a space mirror. 1 At present, SiCp/Al composites with SiC content of more than 60% are currently fabricated by squeezing infiltration technique. 2 Experimental results show that the method of squeezing infiltration leads to a rejection rate of 20% for SiCp/Al composites. During the fabrication of composites, two major factors influence the properties of the composites. First are gas venting and pressure maintenance. The inner structure of the SiC preform exits gas. After the gas is completely discharged from SiC preform, the molten aluminum can infiltrate into the SiC preform. At the same time, to enhance the wettability between molten aluminum and SiC particles, the infiltrating pressure of the molten aluminum must be maintained constantly. The processes of gas venting and pressure maintenance are two contradictory factors during composites fabricating. The second is the performance of SiC preform. It is always to form particle segregation in the composites by using traditional process. 3 Particle segregation in fabrication causes the anisotropy of composite performance, and results in an increase of rejection rate and cost. Lee et al. 4 concluded that particle segregation was related to the compressive strength of SiC preform. They pointed out that the SiC preform needed enough compressive strength to resist the impact of the molten aluminum. The strengthened preform can avoid the occurrence of microcracking. Molina et al. 3 discovered that particle pushing triggered the particle segregation. These factors cause high rejection rate and increase costs during preparing composites. High rejection and increased cost are obstacles to the popularization and application of the composites. 5 However, there are few reports about the key technologies used in the fabrication process. 6
This study is different from current reported literatures because it provides more attention to the performance of the composites. The aim of this study is to find an appropriate process to improve composite yield. The method of this study is to make improvements to the traditional process. In this work, SiCp/Al composites with high SiC content were fabricated for use as a mirror substrate. The main purpose of this work is to: (i) design an appropriate process for obtaining high volume fraction SiCp/Al composites with good properties; (ii) investigate the properties of composites, then evaluate the practicality of this designed process. In order to achieve high packing density, 7 the SiC compact is mixed by ternary particle packing in this experiment.
Experimental design
Processing and experimental materials
The process design of SiCp/Al composite is described in Figure 1, which consisted of mixing SiC particles, sintering process design, preform quality traceability, equipment design, preheating preform, melting aluminum, and squeeze infiltrating. This new process differs from the traditional process.
6
The new process adds three additional fabrication steps: sintering process design, the preform quality traceability, and equipment design. The main parameters of the sintering process are the sintering temperature and holding time. Parameters for composite fabrications, such as preheating the temperature of preform, the temperature of molten aluminum, and the molten aluminum infiltrating pressure, were based on the data provided by Zhang et al.
6
But, the molten aluminum infiltrating pressure is gradually increased to the maximum. The design principle will be explained in the discussion section of this paper.
Schematic diagram showing the fabricating process of SiCp/Al composites.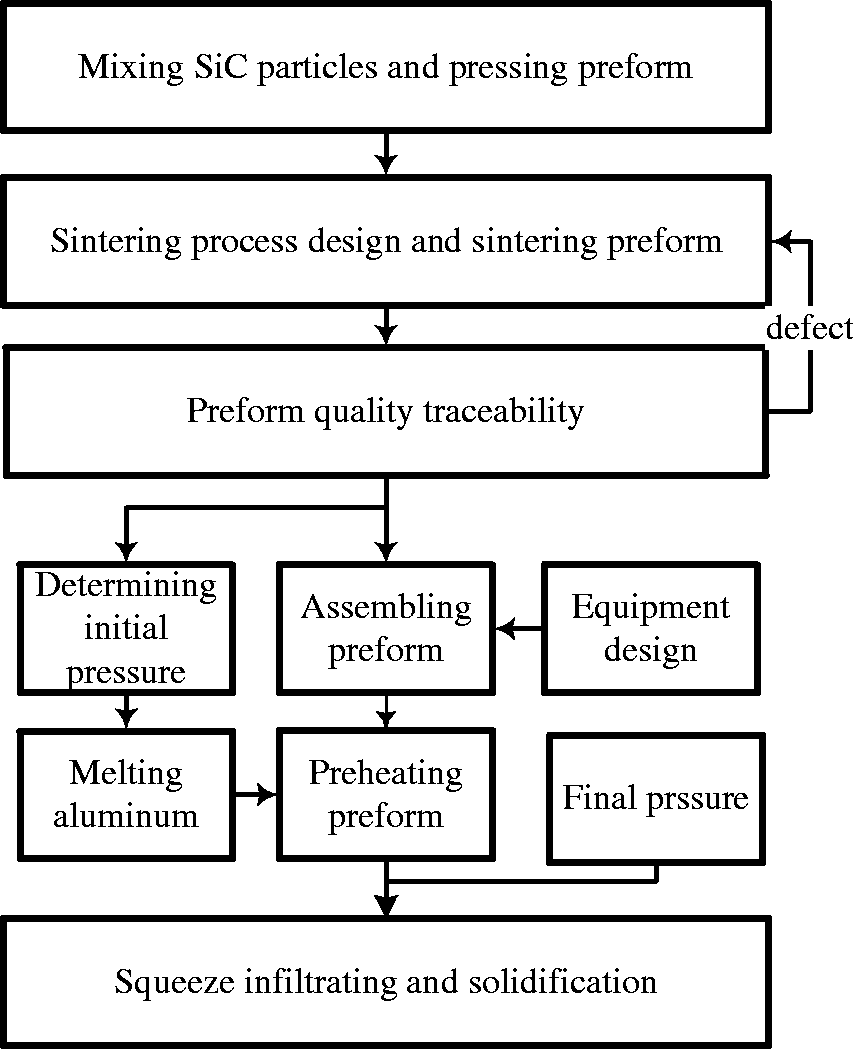
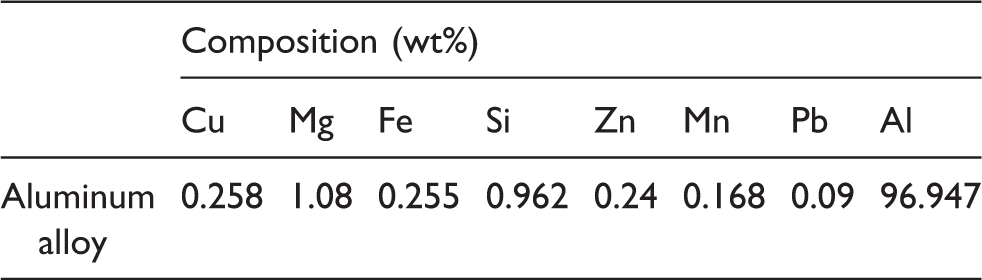
Chemical composition of 6061-Al.
The properties of SiC particles 8 and 6061-Al.
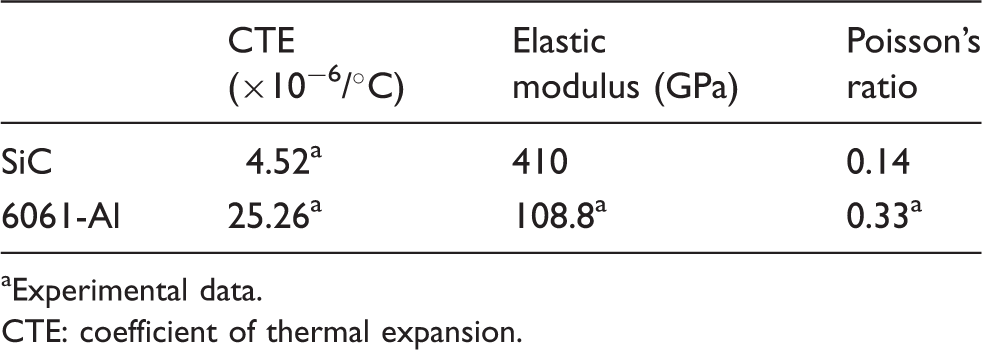
Experimental data.
CTE: coefficient of thermal expansion.
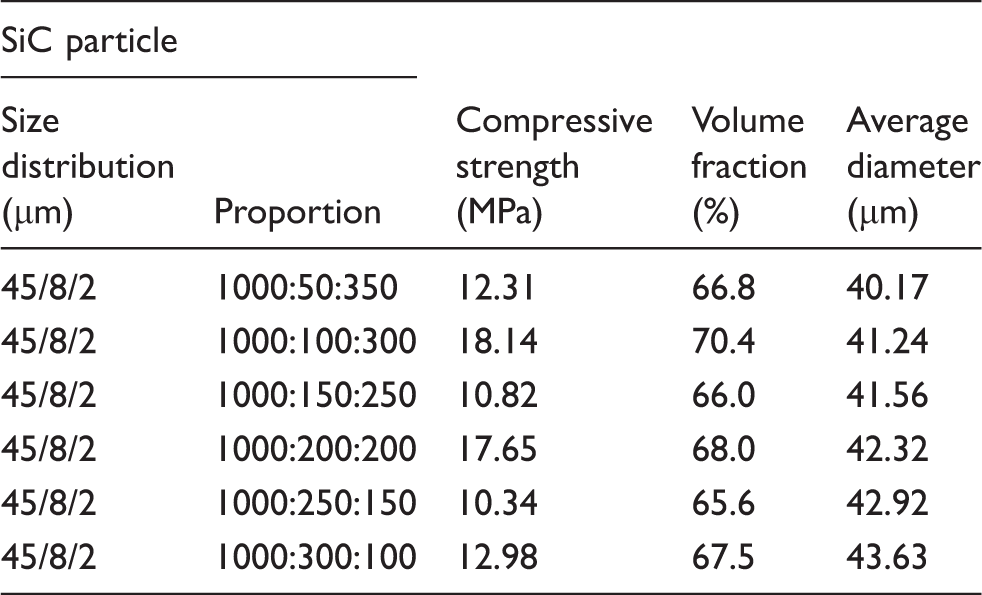
The properties of SiC preform.
Testing
A (S3700) scanning electron microscope (SEM) was used to characterize the micro-morphologies of the preform. The sample for SEM observation was 5 mm wide, 5 mm in length, and 1 mm in thickness. The longitudinal section of the preform was detected by using a (MU2000-D) computer tomography (CT) with a spatial resolution up to 10 µm. The preform for CT detection was 80 mm in diameter and 60 mm in length. The microstructure of the SiCp/Al composite was observed through an optical microscope. Sample for metallography was 5 mm in diameter and 5 mm in length, and polished to a fine finish (1 µm diamond suspension). A universal testing system (Instron5569) was used to test the compressive strength of the SiC preform. The compression specimen of the preform was 10 mm in diameter and 20 mm in height. The bending strength of the composite was also tested on the universal testing system. The standard three-point bending specimen was 5 mm wide, 5 mm thick, and 60 mm in length. The fracture surface of the specimen was observed by using SEM. The phase of the block-like composite was tested by X-ray diffraction (XRD). The size of the block-like composite was 15 mm wide, 15 mm in length, and 4 mm in thickness. The SiCp/Al composite was machined into a cylinder with a diameter of 5 mm and a length of 25 mm. The CTE of the cylinder specimen was measured on a DIL 402 TMA F3 thermal mechanical analyzer (TMA) at a heating rate of 5℃/min from room temperature to 350℃. Based on the relative length increment versus temperature increment, the CTE between 50℃ and 350℃ was calculated. Each experiment was repeated thrice, and the average value of three specimens was taken as the test results.
Results and analysis
Performance of the SiC preform
Figure 3(a) displays the photograph of the prepared SiC preform. SiC particles form a framework which has enough strength to keep its integrity. No defects were observed on the outer appearance of the preform, such as cracks and holes. Figure 3(b) shows the scanning electron micrograph of the preform. The cavities created by the irregular particles connect with each other. The pore with size ranging from 0.3 µm to 3 µm provides an open channel for molten aluminum penetrating into the preform. SiC particle growth (arrow) occurs at the contact interfaces of particle–particle. The particle growth is due to the oxidized surface of the particle which forms a liquid at 1600℃. 9 In this experiment, the preform was sintered under oxygen atmosphere. During heat treatment, the surface of SiC particle was oxidized to form SiO2, and the liquid SiO2 penetrated into the SiC particle boundary at a high temperature, causing the SiC particles bonding together. As seen from Figure 3(b), the particle growth is not noticeable because it is inhibited by the sintering temperature and holding time. 10
Figure 3(c) shows the tomographic image of the preform. The denser material is characterized by the darker tone. As the density of SiC is higher than that of the air, the preform appears in darker shades of gray. The inspection shows that the inner structure of the preform appears to be uniformly gray. Results indicate that the inner structure is dense. No defects in the scale of higher than 10 µm, such as microcracks are found in the inner structure of the preform. The compressive strengths of the preforms are shown in Table 3. These results show that the compressive strengths of the preforms increase from 10.34 MPa to 18.14 MPa as the SiC volume fraction increases from 65.6% to 70.4%. It is well known that a high volume fraction of SiC particle results in denser particle packing. In this case, SiC particle growth occurs easier due to the smaller interparticle spacing and causing an increase in the compressive strength.
Figure 3(d) shows the particle volume fraction versus the content of fine particles in the ternary mixture. The packing densities of the preforms are more than 65%. The highest packing density, 70.4%, was obtained by using the following proportion: 71.4% coarse, 7.1% medium, and 21.5% fine particles. In this case, the percentage of the coarse particle was kept constantly at 71.4%. The statistical regression analysis yielded a mathematical expression correlating the SiC volume fraction of the preform with the percentage of fine particle that can be written as

Microstructure and phase
Figure 4(a) and (e) shows optical microstructures of the 66.8% and 65.5% SiCp/Al composites. The SiC particles are not distributed uniformly. An observation concludes that the nonuniform particle distribution is different from particle pushing,
3
and occurs as a consequence of a ball mill process. The SiC particles in the 70.4%, 66.0%, 68.0%, and 67.5% SiCp/Al composites are uniformly distributed. A few pores can be observed in all composites. This is attributed to incomplete infiltration of the local SiC particles. Because the fine particles (the average diameter of 2 µm and 8 µm) can form agglomeration easily and, therefore, the agglomeration prevents the infiltration of molten aluminum into a SiC preform and causes the occurrence of porosity.
Schematic drawing of the devices for fabricating SiCp/Al composites. (a) photograph of SiC preform; (b) scanning electron micrographs of SiC preform; (c) a tomographic image of SiC preform as obtained from the CT; (d) experimental results (filled rectangles) for SiC volume fraction (Vp) of preforms versus the percentage of fine particles in the ternary mixtures. Optical microstructures of: (a) 66.8% SiCp/Al composite, showing particle pushing; (b) 70.4% SiCp/Al composite; (c) 66.0% SiCp/Al composite; (d) 68.0% SiCp/Al composite; (e) 65.6% SiCp/Al composite, showing particle pushing; (f) 67.5% SiCp/Al composite.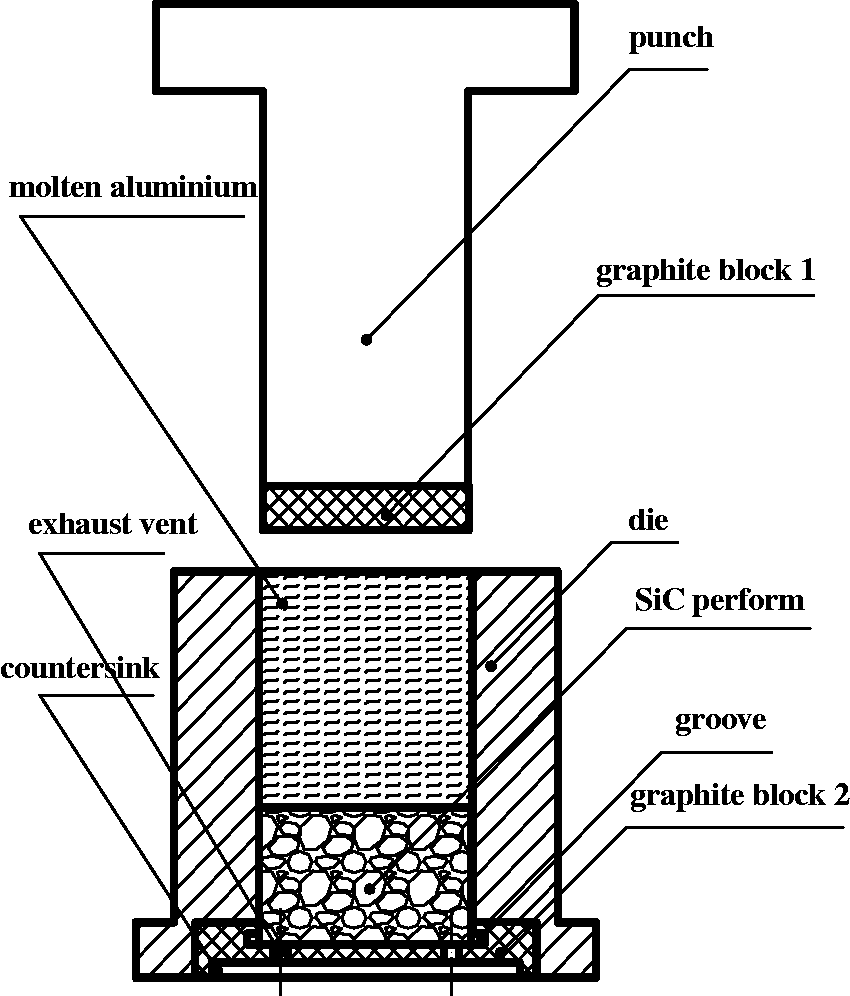
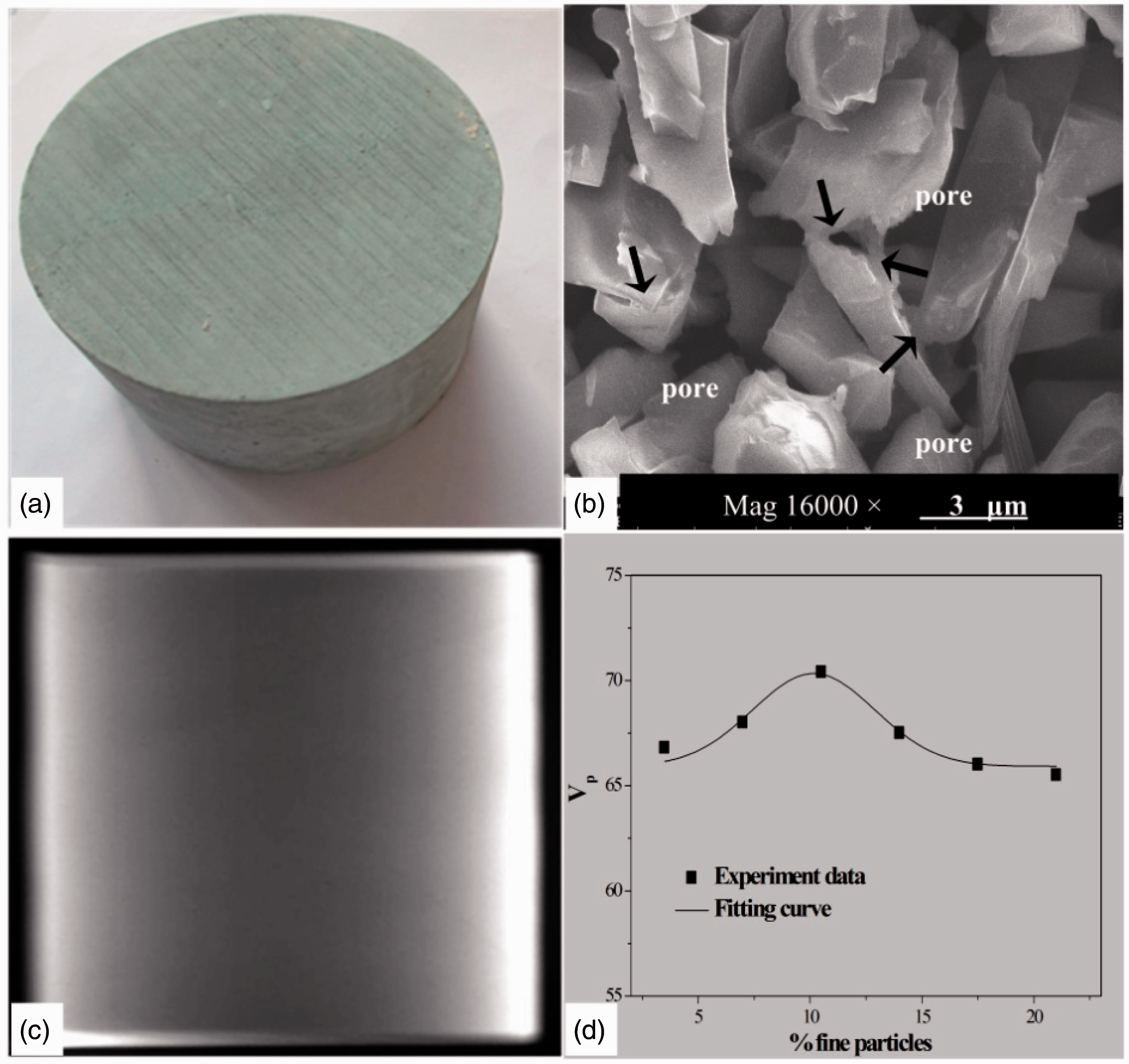
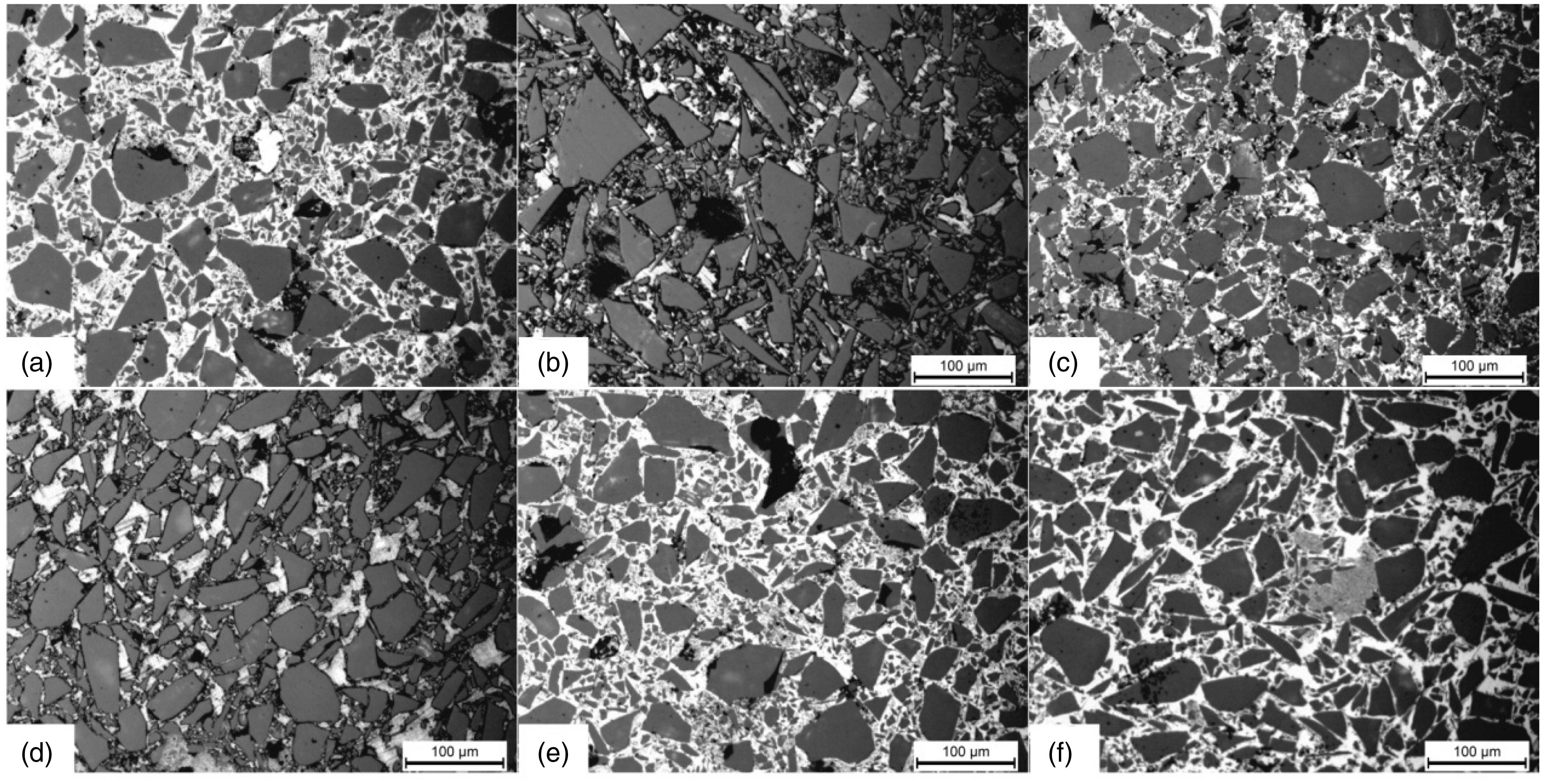
Figure 5 shows the XRD analysis results of the composites. The amplitudes of peaks of SiC and Al are very large, and no peak of detrimental phase Al4C3 can be detected. The absence of Al4C3 is attributed to the influence of SiO2 on the particle surface. The Si–O, Mg–O, and Al–O bonds are stronger than the Al–C bond, oxide phases show preference to Al4C3.
11
So, the interfacial reaction can occur easily
The phase analysis of the SiCp/Al composites by XRD (▵– SiC; ○– Al).

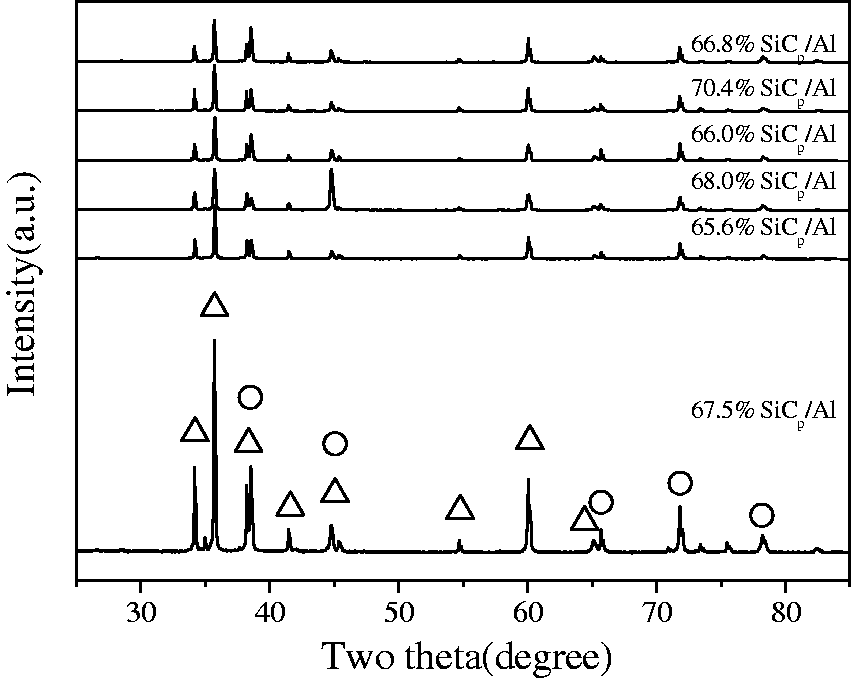
The hermetic oxide SiO2 layer prevents molten aluminum to contact with SiC particles. At the same time, due to the shorter infiltrating process, the interfacial reactions cannot consume all available Oxygen. The detrimental interfacial reaction, 4Al + 3SiC = Al4C3 + 3Si, is inhibited.
Mechanical properties
As shown in Table 4, the bending strength of the SiCp/Al composite is higher than 483.2 MPa, with a maximum value of 585.5 MPa. The elastic modulus of the SiCp/Al composite is higher than 174.5 GPa, with a maximum value of 206.1 GPa. The bending strengths and elastic moduli increase with the increase in SiC volume fraction. The results indicate that, for the SiCp/Al composite with a volume fraction more than 60%, the increasing SiC content improves the bending strength and elastic modulus of the composite. The interfacial bonding strength between SiC particles and matrix has an important influence on the mechanical properties of the composite. To find the cause and further understanding, the bending fractograph of 66.0% SiCp/Al composite was investigated at different magnifications. Figure 6(a) shows a low magnification (500×) image of the bending fractograph. The fracture surface of the composite in Figure 6(a) is very rough. SiC particles present a cleavage fracture. The river pattern, steps pattern and mirror pattern are observed in the coarse SiC particle fracture surface. The signs of river, steps and mirror reveal that the brittle fracture is the main feature of the composite.
12
The framed area in Figure 6(a) was investigated at a significantly higher magnification (2000×). The obtained image, presented in Figure 6(b), shows clearly the steps and the tortuous crack propagation path. SiC particles have many defects.
13
Cracks propagate along the defects of particles under excessive localized stress.
12
Because the path of crack propagation tends to expand from a low strength region to a high strength region,
14
the branched crack deflects from original propagation and forms a different facet. The intersection of different facet causes the formation of the steps. The above results indicate that the failure of coarse particle is caused by crack propagation, suggesting high interfacial bonding strength between coarse particles and matrix.
15
The framed area in Figure 6(b) was investigated at an even higher magnification (30,000×). Figure 6(c) shows that there is no debonding between coarse SiC particles and matrix, and there is a great quantity of dimples around coarse particles. It can be observed that the maximum dimple size is less than 8 µm. These dimples are a strong argument for the statement that incomplete infiltration occurs between the fine particles (the average diameter of 2 µm and 8 µm) and matrix. Because the fine-particle/matrix interface strength is weak, the microcracks initiate easily from these regions under the loading. It results that fine particles are pulled out easily by a shear mode or a tensile mode.
16
The fracture morphology of: (a) 66.0% SiCp/Al composite; (b) high magnification image of the framed area in (a); (c) high magnification image of the framed area in (b). The properties of the prepared SiCp/Al composites. CTE: coefficient of thermal expansion.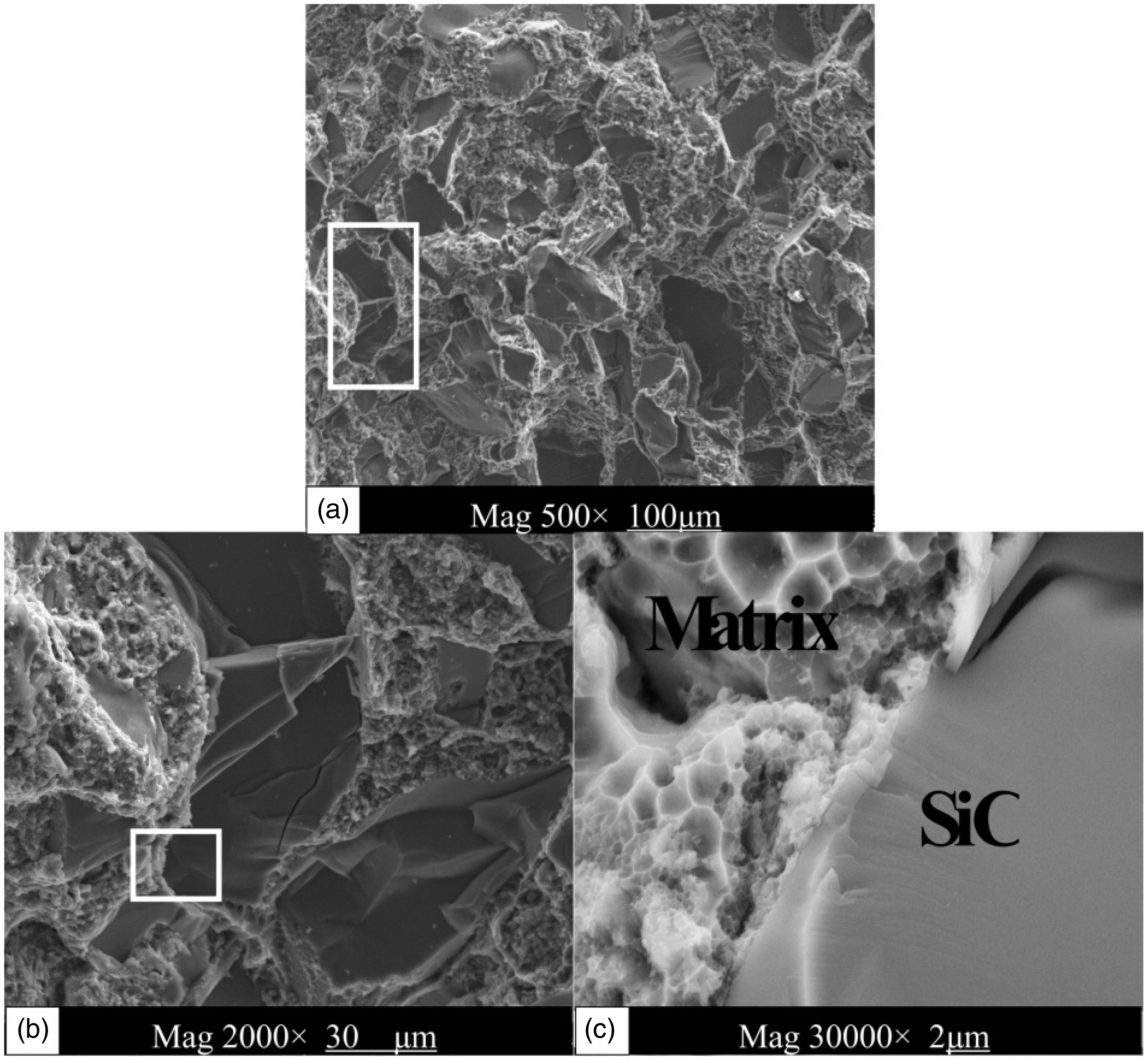

Based on the SEM observation, it can conclude that the coarse-particle/matrix interfacial strength is far larger than the fine-particle/matrix interfacial strength and the medium-particle/matrix interfacial strength. The load can efficiently transfer between coarse-particle/matrix interfaces. The efficient load transfer is beneficial for the coarse particles to bear the main load of the SiCp/Al composites. The load bearing capacity of the SiCp/Al composite is mainly dependent on the number of coarse particles per unit area. In this experiment, the percentage of coarse particles in SiC preform is a constant, 71.4%. However, the number of coarse particles per unit area is a variable. The number of SiC particles per unit area in the composite increases with the increase in the SiC packing density, and results in the increasing of the number of coarse particles per unit area. Due to the good interfacial adhesion between the coarse-particle and matrix, the load-bearing capacity of the SiCp/Al composite increases with the increase in the number of coarse particles per unit area. This results that the bending strength of the composite increases with the increasing of SiC content. In this experiment, the sum of the percentage of the medium and fine particles in SiC preform also is a constant, 28.6%. With the increase in SiC packing density, the number of medium and fine particles per unit area also increases. It causes an incomplete infiltration region which is where the medium-particle/matrix and fine-particle/matrix interface forms. Under loading, the interfacial debonding initiates at the incomplete infiltration region. Because debonding particles cannot transfer the load, high stress concentrates ahead of the crack tip. Under excessive localized stress, the crack tends to propagate at the incomplete infiltration region. 17 The greater the incomplete infiltration region, this causes higher stress concentration and the result is a higher fracture propagation velocity. The result is that the toughness of the SiCp/Al composite declines with the increase of SiC volume fraction. 18 The increase in strength and the decline of toughness are the reasons why elastic modulus increases with the increase in SiC volume fraction.
At present, many scholars have used the micromechanics theory to investigate the quantitative relationship between the elastic modulus of the composite and the properties of its constituents. They established the mathematical model, such as Hashin–Shtrikman model.
19
Hashin and Shtrikman assumed that the strain cross section of the composite under uniaxial loading was uniform. The interface bonding between particle and matrix was perfect and stress transmission between particle and matrix was effective. They derived an equation for calculating the elastic modulus of composite.
19
Hashin–Shtrikman model can be written as follows

Here, E and V are the elastic modulus and the volume fraction, respectively; and subscripts c, m, p refer to the composite, matrix and SiC particle, respectively.
Comparison between Hashin–Shtrikman model and the measured elastic modulus are shown in Figure 7(a). The measured elastic modulus was lower than the prediction value of Hashin–Shtrikman model. The measured elastic modulus reached their 71.9–79.5% of the prediction value. The results indicated that Hashin–Shtrikman model was valid for the predicting the elastic modulus of SiCp/Al composite with ternary particle distribution.
(a) comparison between Hashin-Shtrikman model and experimental data; (b) comparison between the measured CTEs and the prediction values based on model.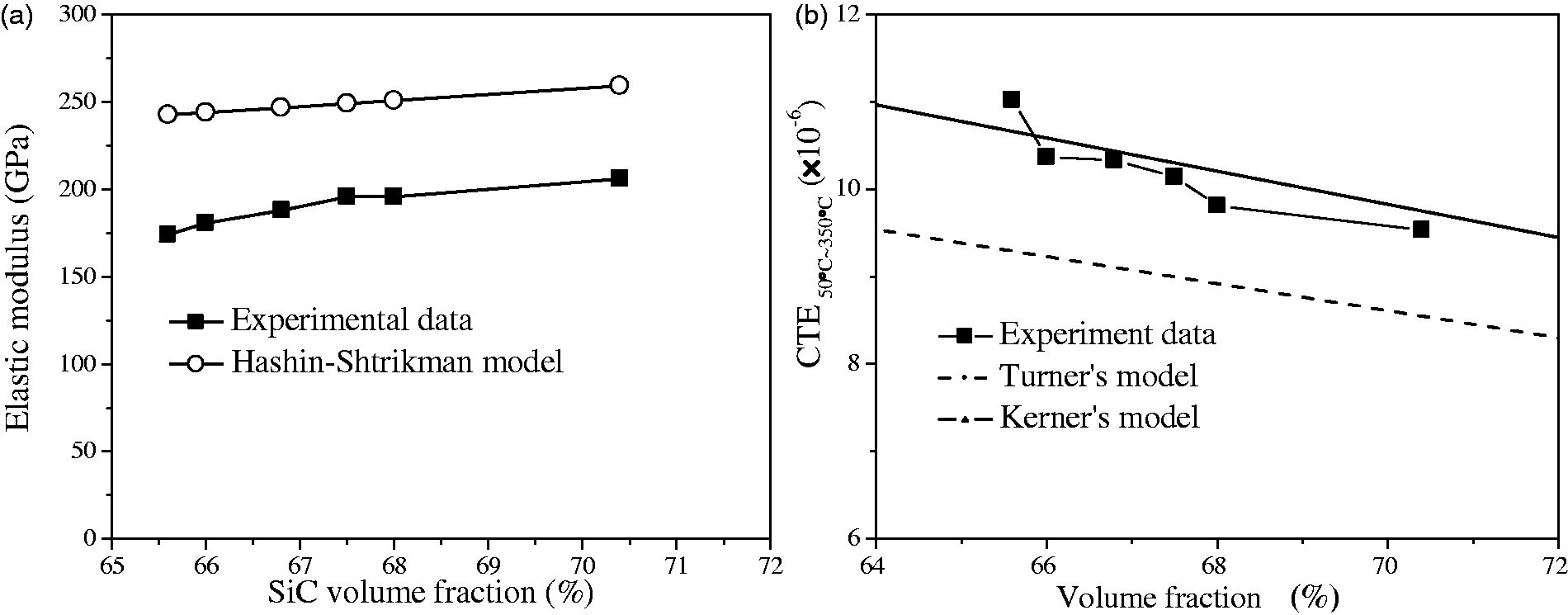
Thermal expansion properties
The measured CTEs of composites between 50℃ and 350℃ are shown in Table 4. The data show that the CTE of the composite decreases with the increase in SiC volume fraction. The decline of the CTE is attributed to three reasons. A possible reason can be ascribed to the influence of SiC volume fraction. SiC volume fraction plays a key role in affecting the thermal expansion behavior of the composite. The thermal expansion of the SiCp/Al composite consists of the thermal expansion of SiC particles and aluminum matrix. The CTEs of SiC particles and aluminum matrix are 4.52 (×10−6/℃) and 25.26 (×10−6/℃), respectively. With the increase in SiC volume fraction, the matrix content decreases. Because of the smaller CTE, the increment of thermal expansion of SiC particles induced by the increase of SiC content is limited. By contrast, the reduction of the thermal expansion of the matrix induced by the decrease of the matrix content is significant. The increase in SiC volume fraction and the decrease in matrix content is the main reason for the decline of the CTE of the composite. Another reason is the restriction of the thermal stresses. Because the CTE of SiC particles is far smaller than that of aluminum matrix, SiC particles prevent the thermal expansion of the aluminum matrix during heating. This induces the thermal stresses between SiC particles and matrix. 20 The thermal stress is compressive, and has a restriction on the thermal expansion of SiC particles and aluminum matrix, respectively. The elastic moduli of SiC and aluminum matrix are 410 GPa 8 and 108.8 GPa, respectively. Because the elastic modulus of the matrix is far smaller than that of SiC particles, the restriction of the thermal stresses on the thermal expansion of the matrix is far greater than that of SiC particles. The third reason is the restriction of the preform structure. In this experiment, the molten aluminum does not destroy the framework formed by SiC particles bonding each other owing to a shorter infiltrating process. The porous structure of the preform has a restriction on the thermal expansion of the matrix. 21 With the increase in SiC volume fraction, the strength of the preform increases. The restriction of the preform becomes more predominant.
The thermal stress induced by the different properties of SiC particles and matrix is also happening during the assembling of substrates and mirrors. To reduce the thermal stress induced by the CTE mismatch between substrates and mirrors, the CTE of the composite must match with the CTE of mirror. It means that the CTE of the composite must be precisely predicted before composites fabricating. Turner 22 and Kerner 23 thought that the CTE of the composite is a function of the elastic modulus, the CTE and the volume fraction of the different components. They derived the expression for the CTE of the composite. It is practical to see whether any of them fitted the measured results.
According to Turner’s model,
22
the CTE of the SiCp/Al composite is given as follows
Kerner model
23
is expressed as

Figure 7(b) shows the comparison between the predicted values based on model and experimental data. It could be seen that the values predicted by Kerner model are close to the experimental data, while the Turner model predictions are lower than the measured data. This is attributed to the generalized self-consistent method used by Kerner. The method includes the bulk modulus and shear modulus, and makes Kerner model is more suitable for practical use.
Figure 8 displays the photo of the prepared 66.0% SiCp/Al composite. The SiCp/Al composite appears to be free from particle segregation. The results from XRD and SEM show that the composite does not contain the detrimental phase Al4C3, and the interfacial bonding strength is high, which implies that the designed process is feasible.
Sintering process design considered not only the strength of the preform but also the control of the oxidation of SiC particles. Although the strength of the preform can be improved by increasing sintering temperature and the holding time, the particle growth occurs noticeably. It is well known that the noticeable particle growth is harmful to the processability of the composites. Dividing molten aluminum infiltrating pressure into two stages (the initial stage and the final stage), can reduce the impact of molten aluminum. It is also beneficial to the control of the oxidation of SiC particles. A photo of the prepared 66.0% SiCp/Al composite.

According to Darcy’s law, the height (h) of molten aluminum infiltrating into the preform is

Here, μ is the viscosity of molten aluminum, and μ is equal to 1.06 × 10−3 N s/m2.
24
f is the intrinsic permeability of the preform, and f is equal to 4.85 × 10−12 m2.
3
t is the infiltration time, and less than 120 s. P is the molten aluminum infiltrating pressure. P0 is the capillary pressure for molten aluminum infiltrating into preform, and P0
3
is given by

Introducing λ, D, θ, γlv, and Vp into equation (10), the capillary pressure P0 can be calculated. P0 ranges from −144 to −168 kPa. In this experiment, the height h of the preform is 0.08 m. By introducing h, μ, t, P0, K, and Vp into equation (9), the molten aluminum infiltrating pressure P also can be calculated. P ranges from 1.5 to 1.6 MPa. For molten aluminum infiltrating into preform, the initial pressure 8 MPa is enough. Because the initial pressure 8 MPa is less than the compressive strength of the composite, the preform can resist the impact of molten aluminum during molten aluminum penetrating preform. When the preform is soaked into molten aluminum, the preform is under hydrostatic pressure. Although the pressure is up to 90 MPa, the preform is in equilibrium. The particle pushing can be avoided. As seen in Figure 3(b), the particle growth is retarded. The results indicate that the sintering process design is suitable. The preform traceability guarantees a good quality of preform. The formation of SiO2 liquid phase may cause local particle collapse or local low compactness. When molten aluminum infiltrates into these region, the particle pushing may be occurring under high pressure and forms particle segregation.
3
By inspecting the inner structure of the preform, the preform with defect could be selected out.
A good interfacial adhesion between coarse particles and matrix was obtained. The good interfacial adhesion can be ascribed to the designed equipment. Figure 2 shows the designed gas-venting and pressure-maintaining equipment. The equipment consists of the graphite block 1, the graphite block 2, the die, and the punch. Exhaust vents, groove, and countersink were machined in the graphite block 2. The exhaust vents were cylindrical bores with a diameter of 1 mm, evenly distributed on the bottom of the graphite block 2. The graphite block 2 was connected to the die by an interference fit. The graphite block 1 was glued to the bottom of the punch. The diameter of the graphite block 1 was larger than the inner-diameter of the die. The workings of the gas-venting and pressure-maintaining equipment were as follows.
After molten aluminum was poured into the die, the graphite block 1 was pressed into the die with a punch. When graphite block 1 entered into the die, the larger part of graphite block 1 was cut by the die, and formed a hermetically seal between the graphite block 1 and the die. Gas inside the preform could not be discharged from the upper of the die due to the interference fit. Under the pressure of molten aluminum, gas was discharged from the exhaust vents. With gas emission from the exhaust vents, molten aluminum flowed out. The countersink prolonged the exhausting time. Owing to the solidifying of molten aluminum, the exhaust vents were blocked by the solidification of aluminum. It prevented the gas discharge from preform completely. The groove accommodated the rest gas. Because of the countersink and the groove, gas was discharged from preform completely. When the exhaust vents have been blocked, the molten aluminum pressure was maintained. At this moment, the molten aluminum infiltrated the preform completely, and all SiC particles were covered by molten aluminum under a high pressure. It was beneficial to enhance the wettability between SiC particles and matrix, and improve the interfacial bond. 27
Conclusion
Several conclusions were draw from this experiment:
The percentage of coarse, medium, and fine particles played a major role in achieving high SiC volume fraction. The maximum SiC volume fraction, 70.4%, was obtained by optimizing the selection of the following proportion: 71.4% coarse, 7.1% medium, and 21.5% fine particles. The compressive strength of the preform sintering at 1600℃ for 2 h was greater than 10.34 MPa. The CT detection showed that no defects greater than 10 µm were observed in the preforms. The improvements of the process were beneficial to attain high reinforcement content SiCp/Al composites without particle segregation for mirror substrate applications. Due to good interfacial adhesion between coarse particles and matrix, the bending strength was greater than 483.2 MPa, and the elastic modulus was greater than 174.2 GPa. Hashin–Shtrikman model is valid for the predicting the elastic modulus of SiCp/Al composite with ternary particle distribution. The CTE between 50℃ and 350℃ decreased from 11.02 × 10−6/℃ to 9.53 × 10−6/℃ as the SiC particle volume fraction increased from 65.6% to 70.4%. Kerner model is suitable for predicting the CTE of SiCp/Al composite.
Footnotes
Acknowledgements
Investigations were performed in the laboratory at South China University of Technology called advanced metallic materials processing. The authors gratefully acknowledge Professor Michael Hogge’s proofreading and revision.
Conflict of interest
None declared.
Funding
This study was funded by the School of Mechanical and Automotive Engineering.