
Abstract
In this article, the mechanical properties and dynamic response of hybrid filler-modified epoxy/carbon fiber multiscale composites were investigated. The hybrid fillers composed of multiwalled carbon nanotubes and boron nitride nanoplates were dispersed in epoxy resin and used as matrix material. The multiscale hybrid laminated composites were stacked symmetrically consisting of 10 plies of woven carbon fibers and fabricated by vacuum infusion technique. The mechanical properties of the hybrid composites were investigated by tensile tests. Impact response and energy absorption capacity were investigated by using weight drop test method and the tests were performed according to ASTM-D-7136 standard with impact energies of 5, 10, and 15 J. The impact force and displacement versus interaction time were measured. The impulsive force, energy absorption capability, and damage formation were also investigated. It is observed that when the resin is modified by nanoparticles, both strength and the % strain at fracture increase considerably. However, it is shown in the subject manuscript that the enhancement of mechanical has not fully transferred to dynamic response and energy absorption capacities of nanocomposites.
Keywords
Introduction
Due to their excellent in-plane stiffness and strength/weight ratio, carbon fiber reinforced polymer composites (CFRP) are very desirable for a variety of applications.1,2 Despite their superior in-plane mechanical properties, most traditional CFRP laminates have limitations due to relatively poor out-of-plane performance. 3 Particularly, the composite structures are prone to high strain rate loadings when subjected to impact or blast events. In this regard, improving the impact resistance which is mainly related with out-of-plane properties of fiber reinforced plastics (FRP) becomes an important issue considering the critical applications of FRPs. Polymers are generally ductile at low strain rates which result in low stiffness. However, at high strain rates the stiffness and strength of material increase. 4 Viscoelastic behavior of matrix materials and friction between reinforcement/matrix interfaces provide damping and result in impact energy dissipation. 5 It is also reported that delamination between successive plies is also able to absorb considerable amount of impact energy.6–9 The delamination is controlled by the interlaminar shear strength which is matrix dominant property.10,11 So, the improvement of mechanical behavior of matrix can result in improved energy absorption capacity. Hence, several strategies are applied to strengthen out-of-plane properties of FRPs such as stitching, 8 fiber surface treatment, 12 and interweaving with toughened polymers. 13 In addition to these approaches, utilization of nano-scale reinforcements in FRPs to produce multiscale composites affords multifunctional approaches in materials science. The selective modification of polymer matrix with nano-scale reinforcement deals with improving matrix depended properties in FRPs. For instance, nano-scale reinforcements in a polymer matrix play important role in toughening of multiscale composites by stopping or deflecting cracks.14–17
Carbon nanotubes (CNTs) are one of the most promising candidates among nanofillers for reinforcing fiber reinforced polymers due to their unique properties such as high stiffness and strength, high specific surface area, and aspect ratio.18,19 The modification of matrix with CNTs results high energy dissipation in FRPs due to CNT-related mechanisms such as pull-out or bridging.20–24 Moreover, hexagonal boron nitride nanostructures have been also investigated recently due to their similar crystal structure to graphite except for the difference in the stacking of layers. 25 This unique structure of hexagonal boron nitride governs with high thermal and low electrical conductivities26,27 make it a good candidate as filler to obtain high thermal conductive polymers with excellent electric insulation.28,29 In addition, improved mechanical properties are obtained from boron nitride nanoparticle modification of plastics such as epoxy, polyphenylene sulphide, and polyvinyl alcohol.30–33
To get effective improvements in mechanical properties, nano-scale reinforcements are needed to be well dispersed in the polymer matrix 34 ; however, there are some limitations on dispersing the nano reinforcements due to their high specific surface area. 35 Increasing the volume fraction of the nano reinforcements generally result in agglomeration 36 producing stress concentrations around the agglomerates and results in a decrease in the energy absorption capacity and poor load transfer to the CNTs. 24 The expected improvement in mechanical properties due to addition of nano-scale reinforcements reported to be far less than the predicted properties by rules of mixture. 37 There are numerous studies focused on the effect of type, shape, and size of nanoparticles on the interfacial strength of FRPs.38–43 The volume fraction of the nano reinforcements 44 and dispersion quality 45 upon mechanical properties of materials have been also studied.
There are limited studies addressing the use of nanoparticles to improve impact resistance of FRPs. It is obtained that the impact energy absorption capacity of nanocomposites depends strongly on the volume fraction. 46 It has been reported that nanoparticles can result in performance improvement with very low concentrations. 47 The effect of the addition of CNTs on the impact properties of a CFRP was studied by Kostopoulos et al. 48 It is reported that the addition of nanoparticles to the matrix of conventional composites can result in alteration of the energy absorption49–51 due to good interfacial bonding.
It is showed that enhancement of mechanical properties of epoxy resin by multiwalled carbon nanotube (MWCNT) and/or boron nitride nanoplate (BNNP) is possible. 35 However, it is not found a study which MWCNT and BNNP used together for enhancing static toughness and impact toughness of CFRP as of this writing. The main goal of this paper is to investigate the effect of MWCNTs and boron nitride nanoparticles on impact properties of CF/epoxy multiscale composites based on their promising applications in regarding areas. The multiscale composites have been manufactured by vacuum-assisted resin infusion method (VARIM). The impact response and energy absorption of nanocomposites were investigated by using drop weight tests. After drop weight test, damage formation was examined by scanning electron microscopy (SEM).
Experimental study
Materials
The multiwalled CNTs were supplied from TimesNano Company and have 30 nm diameter and 10–30 µm length. BNNPs were supplied from Bortek Company and have approximately 350 nm × 225 nm × 65 nm dimensions. The plain woven high strength carbon fabrics (PWCF) with 800 tex and 1–2 µm diameters were used in this study. The diameters of the carbon fibers are 7 µm. The epoxy resin used was diglycidyl ether of bisphenol-A epoxy (Momentive-Hexion L285) with aliphatic amine curing agent (Momentive-Hexion H285). This epoxy system was preferred due to its low viscosity which makes it suitable for VARIM processing. All the chemicals were of analytical grade and used as received without further purification.
Preparation of multiscale composites
Matrix material compositions.
The dispersion of nanoparticles within epoxy resin is of great importance. Inhomogeneity can result in agglomeration of nano reinforcements which can act as stress raisers and worsen mechanical properties. In order to assure homogeneous dispersion, the following procedure was applied. After the production the modified epoxy resins have been examined in SEM and no evidence of agglomeration has been found. So, it was concluded that the nanoparticles were dispersed satisfactorily homogenous (Figure 1).
SEM image of epoxy with different nano reinforcement. (a) BNNP–epoxy mixtures, (b) MWCNT–epoxy mixtures.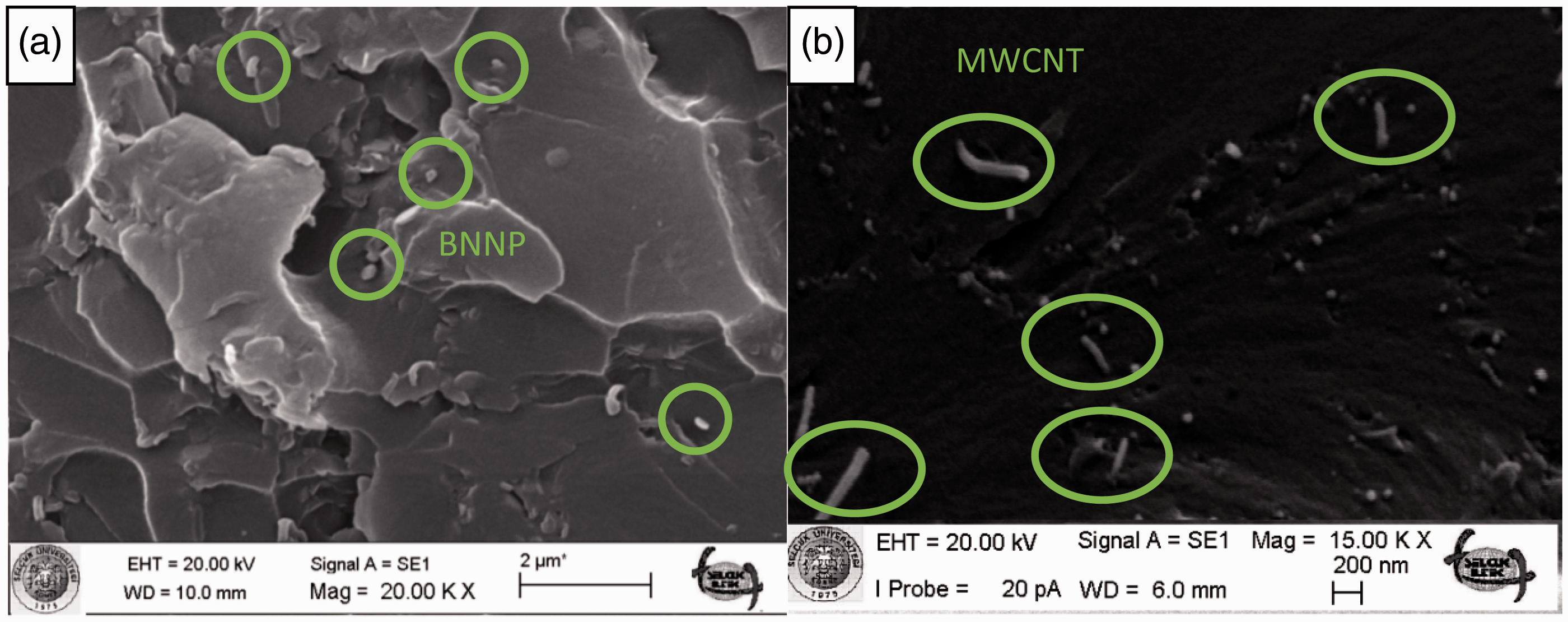
The VARIM process was used to fabricate the multiscale laminate plates consisting of 10 plies of 150 mm × 300 mm PWCFs which stacked symmetrically about middle plane. The multiscale composites were produced by double vacuum bag technique to minimize filtering effect and letting the nanoparticles to infiltrate between layers and fiber bundles. This technique has been reported by Khattab 52 where blistering due to trapped air within resin can be attenuated. The produced multiscale composite laminates were cured at 50℃ for 1 h and additional 4 h at 110℃, subsequently. The final thicknesses of multiscale composites were measured as 3 ± 0.25 mm. After that the materials were cut to the specified dimensions for preparing the test specimens by using high speed circular saw. After the cutting process according to ASTM standard, the materials were inspected to determine possible deformations such as interlaminar damage and edge delaminations which could form during cutting. However, no noteworthy deformation was observed. The fiber volume fractions of the multiscale composites were obtained with burn off test as 56.5%.
Tensile and impact tests
The produced composite laminates have been subjected to tensile and low-velocity impact tests, respectively. The impact and tensile tests were performed in accordance with ASTM-D-7136 and ASTM D 3039/D 3039 M-00 standards, respectively. Impact tests were conducted with a drop tower by varying the height of the dropped impact head. The impactor has a hemispherical tip with a mass of 6.35 kg and a diameter of 12 mm diameter. The testing machine and impactor assumed to be perfectly rigid.
The force signals were measured by a sensor in millivolts scale. The signals were first amplified by a signal processor and transmitted to the data acquisition card, subsequently. The variations of interaction force between the impactor and the sample versus time were obtained using NI Signal Express software. The sampling rate of data acquisition system is 10 kHz. As described in the regarding standard, the Newton’s second law of motion was used to express the velocity and displacement of impactor versus time. When the impactor first hits the material, the kinetic energy of the impactor is partly transferred to the material. The remaining kinetic energy is used for rebound which makes the impactor to rise. This process continues until the kinetic energy of the impactor is fully consumed. During this process the material is generally subjected to 12–15 impacts. The testing machine has an antirebound system which allows us to get only one impact.
Results and discussions
Figure 2(a) shows the tensile test results for prepared epoxy resin mixtures differing in nano-scale reinforcement. This figure shows the general trends of three repeats. For all groups of samples, the stress–strain curve shows an initial linear region followed by nonlinear portion. The modification of epoxy resin increased tensile modulus, strength, and the % strain at fracture for all cases with respect to neat epoxy resin. The calculated increase of toughness values for the multiscale composite laminates with respect to control samples are reported in our previous study.
35
(a) Tensile behaviors of neat epoxy, BNNP/epoxy, BNNP–MWCNT/epoxy, and MWCNT/epoxy nanocomposites (obtained from Ulus et al.
35
). (b) Tensile test results for different nanoparticle reinforced carbon/epoxy plates.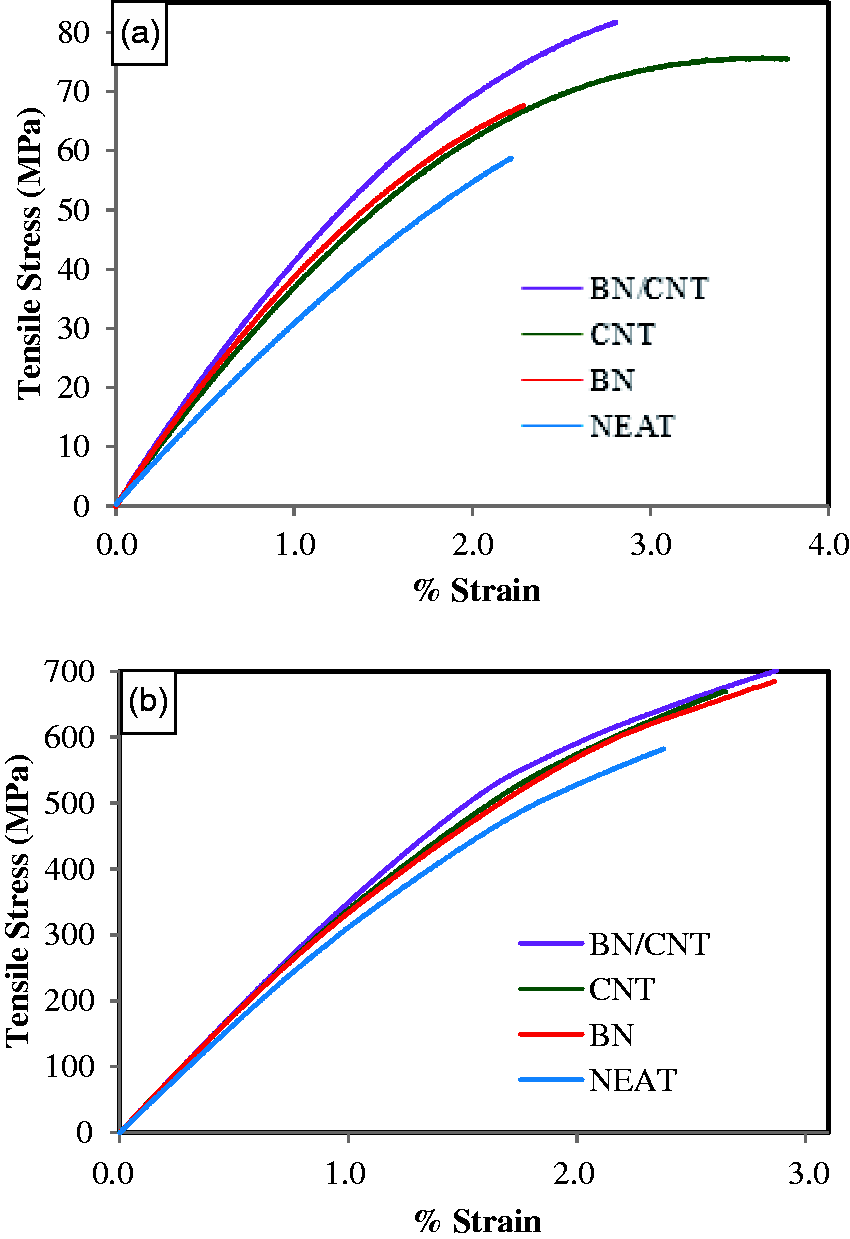
Tensile properties of multiscale composite laminates prepared by VARIM.

The absorbed energy by the material during impact loading is the difference between kinetic energy of the impactor and energy at peak load. 24 The energy absorption is through the elastic deformation and friction in the initial stage. If the impact energy is more than the resilience of material, the excess energy will be absorbed as either plastic deformation or damage formation. Since the composite materials generally exhibit brittle nature, it is expected that composite materials generally show damage formation such as crack formation and propagation. The damage formation within material can be inferred from force data during impact loading. For example, the local damage shows itself as a change in the slope of load–time curve which represents the contact stiffness. Similarly, interface failure or matrix cracking near the back face of the laminate can show itself as the change in the slope of load–time curve.39,40 The damage initiation is also characterized by first sudden load drop. 38 Sharp decreases in load are considered as indication of severe damage formation such as delamination and major fiber breakage 13 and significant reduction in bending stiffness of laminate. The energy absorption under impact loading is through the elastic deformation and friction in the initial stage. If the impact energy is more than the resilience of material, the excess energy will be absorbed as either plastic deformation or damage formation. Since the composite materials generally exhibit brittle nature, it is expected that composite materials generally show damage formation such as crack formation and propagation.
Figures 3 and 4 show the general trends of three repeats. However, in order to trace the force–time and force–displacement variations, only one set of experimental results is presented. Figure 3 shows the variation of impact force versus time for the prepared multiscale composites subjected to different impact energies. This figure shows the general trends of three repeats. The impact forces–time variation shows an initial linear portion and the force reaches its maximum after some time. It is also seen that as the impact energy increased the contact force increased with nanostructure modification of matrix. The slope of force–time curve is designated as contact stiffness. It is observed that the contact stiffness for different samples has similar regardless of type of modification. Furthermore, the interaction between impactor and materials is about 0.015 s and the duration of interaction is generally not affected by impactor energy and matrix modification.
Variation of contact force versus time for different strike velocities: (a) 5 J, (b) 10 J, (c) 15 J. Variation of contact force versus vertical displacement for different strike velocities: (a) 5 J, (b) 10 J, (c) 15 J.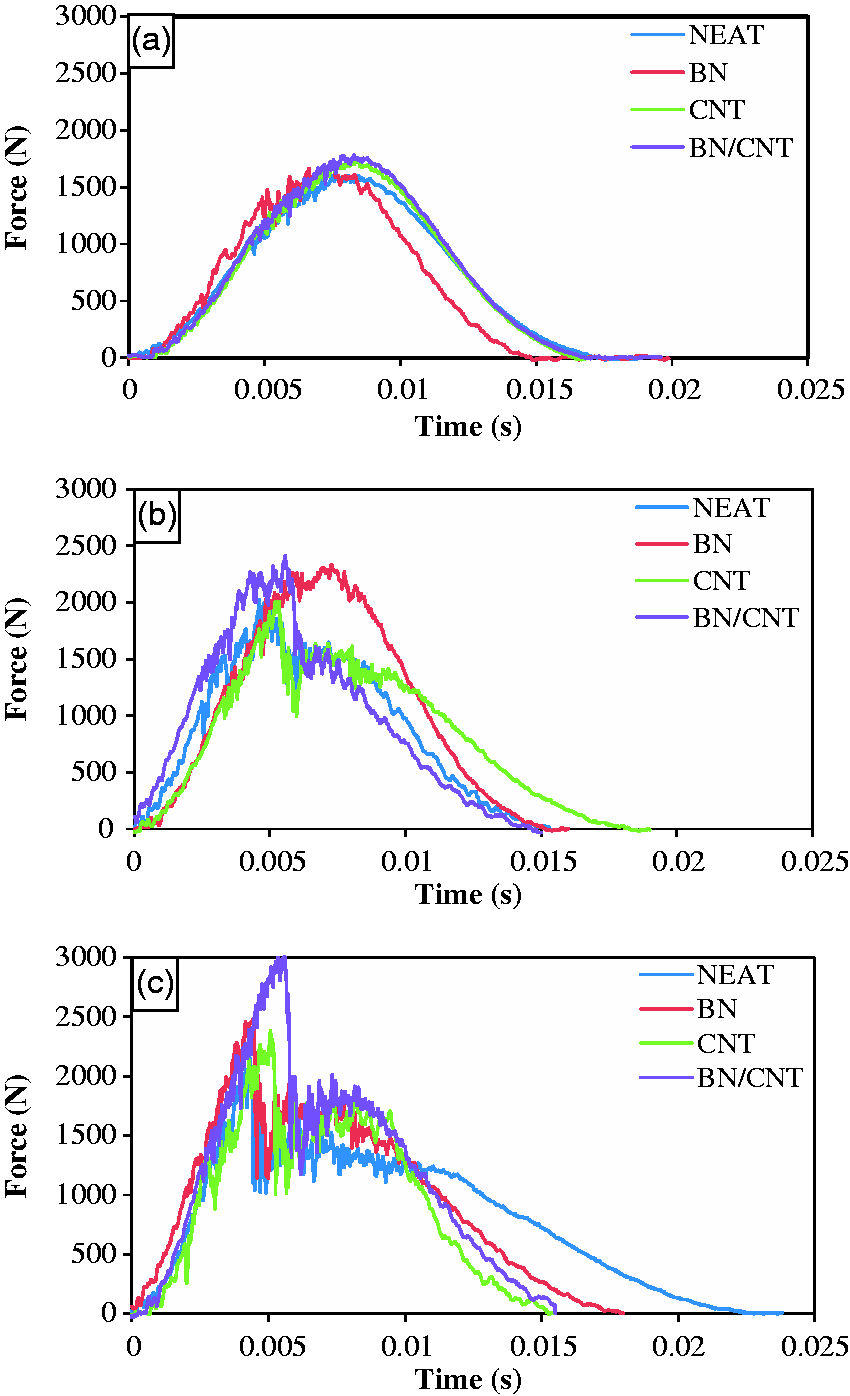
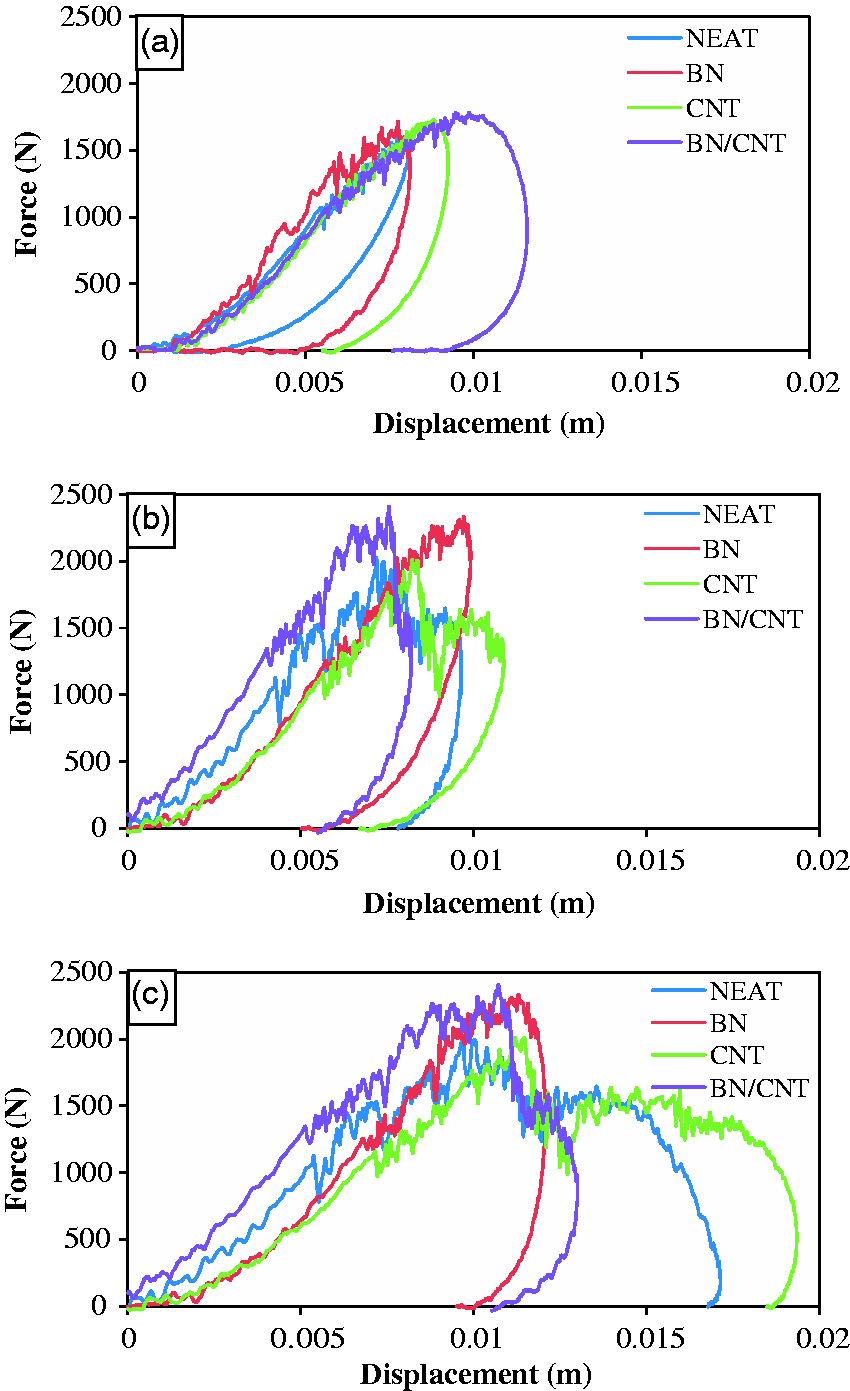
The force–time curve may indicate the formation of different types of damage. The matrix modification can also be distinguished from force–time curves. Small oscillations on force–time curves are associated to matrix damage formation. The magnitude of these oscillations is proportional to size and/or severity of the damage. Some oscillations are observed within the force–time curves in which their magnitude varies with impact energy. The observed oscillations at loading phase increase with increasing impact energy. This situation indicates that matrix damage within composite laminates increases after BNs and CNTs modification.
As seen in Figure 3 the contact forces increased with increasing impact energy. However, large force drops are observed. This situation is an indication of severe damage formation as delamination and/or fiber breakage. Nanoparticle modification has resulted in increase in contact forces. Generally, the highest contact forces are obtained for BNNP/MWCNT-modified specimens.
The mechanical properties of epoxy resin are enhanced when nanoparticles incorporated. The main acquisition of this enhancement is to obtain enhanced interlaminar shear strength since it is mainly controlled by matrix properties. So, it is concluded by Figure 3 that increased delamination threshold is obtained when nanoparticles incorporated into epoxy resin. Since best mechanical properties have been obtained for BNNP/MWCNT incorporated epoxy resin, this conclusion is consistent with previous findings. 35 Since formation of delamination requires much more energy than other damage mechanisms, the efficiency of nanoparticles incorporation is best observed at high impact energies.
Figure 4 shows the impact force–displacement behavior for composite laminates subjected to different impact energies. At the loading phase, force increases linearly with displacement and reaches to its maximum value. After this point the unloading phase starts with representing nonlinear behavior.
The slope of the loading phase of force–displacement curve is defined as bending stiffness under dynamic loading. In the case of delamination, it is reported that bending stiffness reduces considerably and shows itself as a sharp decrease in slope of force–displacement line. A fiber breakage generally results in decrease in stiffness associated with sharp decrease in contact force. 35 As seen in Figure 4 force–displacement curves have not showed sharp decrease in bending stiffness for specimens tested at 5 J impact energy. However, by the increase of impact energy, bending stiffness values of neat epoxy and MWCNT-modified epoxy matrix decreased. This behavior is similar for 10 and 15 J impact energies. Since delamination is matrix-dominant property it is concluded that BNNP and BNNP/MWCNT modification have resulted in enhancement in delamination resistance. This result is consistent with the fact that nanoparticle reinforcement has resulted in enhancement in mechanical properties of epoxy resin.
Figure 5 shows the variation of peak load values of composite specimens during impact loading. As seen in this figure, the peak loads obtained for different impact energy levels show gradual increase. On the other hand, it is seen that when the matrix materials modified by nanoparticles the peak loads increase. The highest peak loads were obtained at BNNP/MWCNT-modified matrix/carbon fiber composites while the lowest peak loads were obtained for neat epoxy matrix composites. This result shows that the materials’ resistance to impact load increases by the modification of nanoparticles. It is also observed that the highest resistance to impact loading is obtained for BNNP/MWCNT-modified matrix/carbon fiber composites.
Variation of peak loads for specimens tested under different impact energies.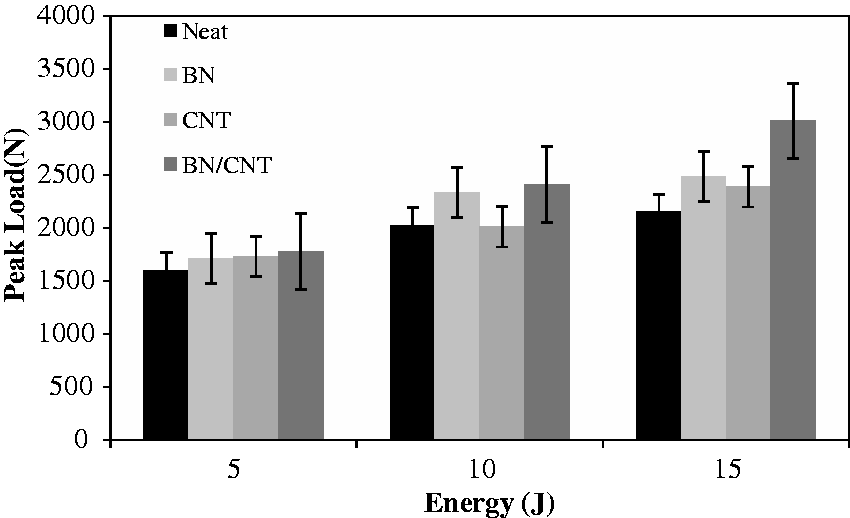
Damage formation
SEM and optical microscopy are utilized to investigate the damage formation and progression under low-velocity impact. Nanoparticle modification has resulted in enhancement in mechanical properties of epoxy matrix. So, it can be expected that damage formation mechanisms which are matrix dominated such as delamination can be improved. Figures 6 to 9 show the optical microscopy images of composite materials. The images have been taken from cross sections of test specimens. As seen in these figures, since impact energy levels are relative, the dominant damage modes for tested specimens are matrix cracking and delamination. However, fiber breakage can take place at specimens tested at impact energy of 15 J.
Optical microscopy image of neat epoxy/carbon fiber composite (x50, impact energy = 15 J, the position of arrows approximately corresponds to impact point). Optical microscopy image of MWCNT-modified epoxy/carbon fiber composite (x50, impact energy = 15 J, the position of arrows approximately corresponds to impact point). Optical microscopy image of BNNP-modified epoxy/carbon fiber composite (x50, impact energy = 15 J, the position of arrows approximately corresponds to impact point). Optical microscopy image of BNNP/MWCNT-modified epoxy/carbon fiber composite (x50, impact energy = 15 J, the position of arrows approximately corresponds to impact point).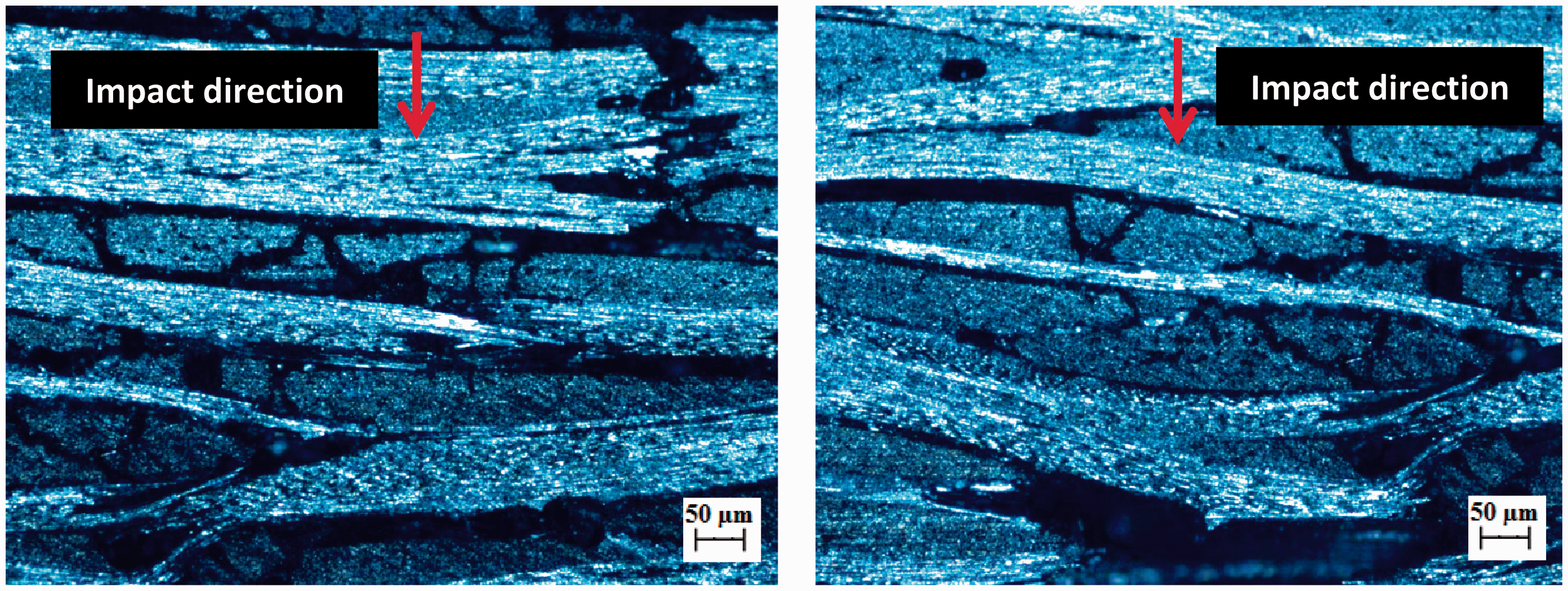
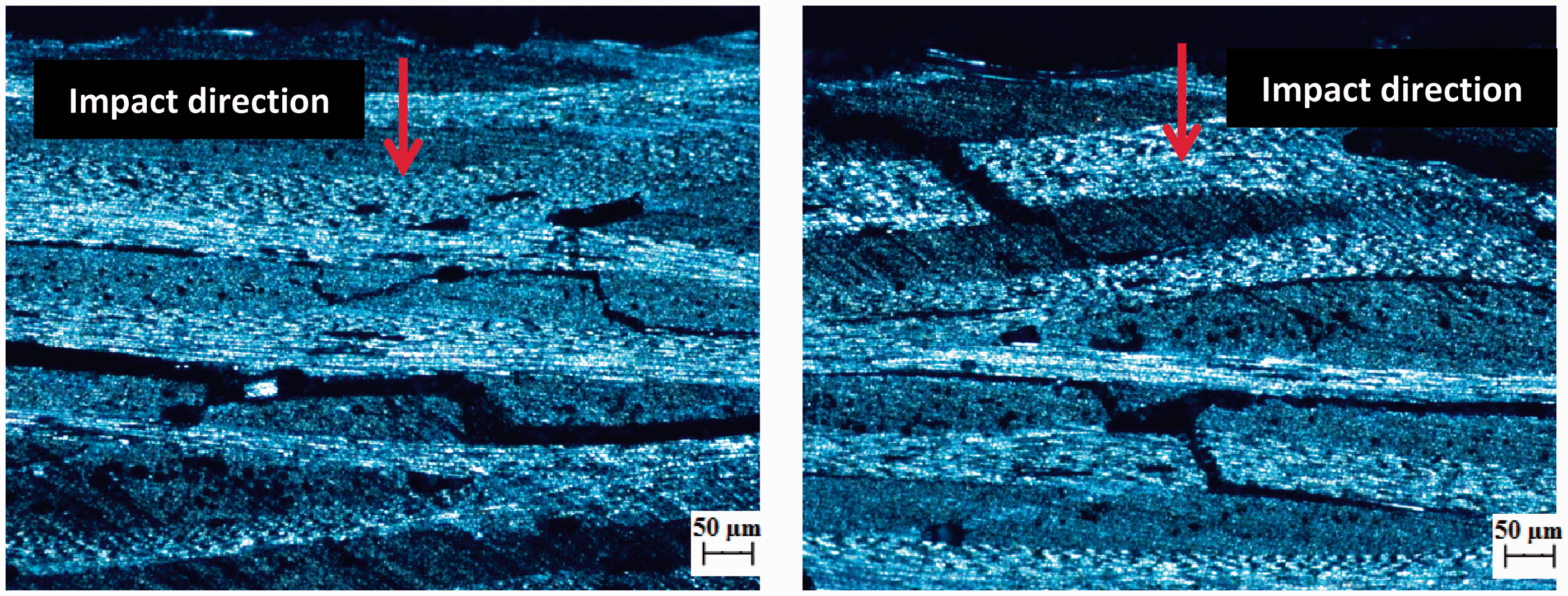
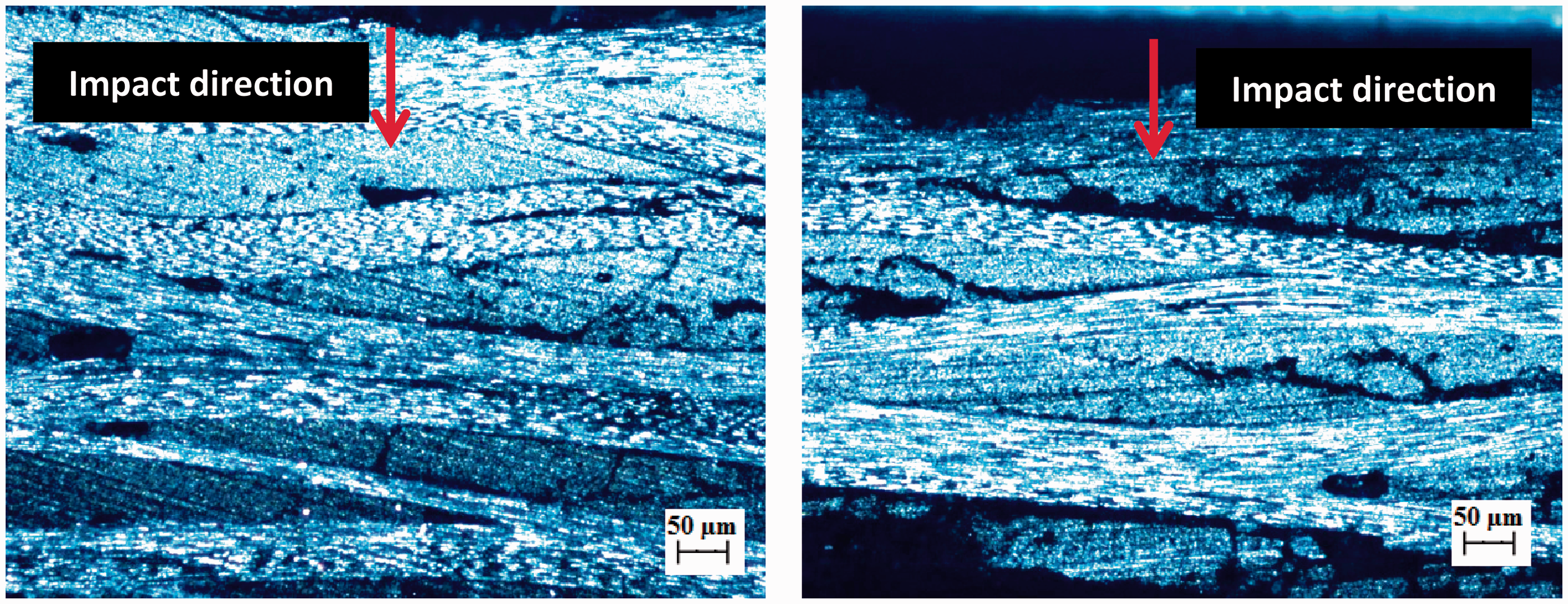
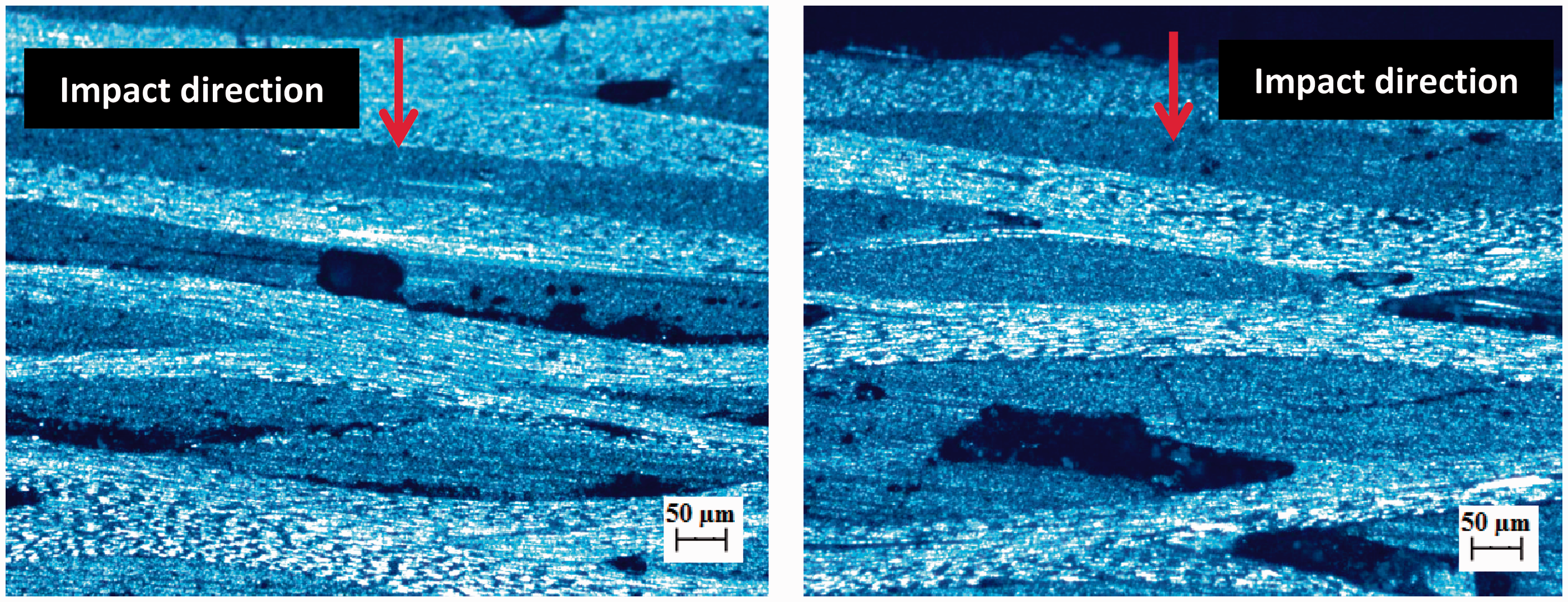
As seen in Figures 6 to 9 neat epoxy and MWCNT-modified specimens have clearly showed matrix cracking and delamination. This indicates that the improvement in damage characteristics of epoxy resin by MWCNT modification is not so high. However, BNNP- and BNNP/MWCNT-modified specimens showed lower delamination than that of neat and MWCNT-modified specimens. This situation clearly indicates that BNNP and BNNP/MWCNT modifications have resulted in improvement in damage characteristics. The above-mentioned conclusions are consistent with force–displacement relations for tested specimens. This result is also consistent with the fact that nanoparticle modification has resulted in improvement in epoxy resin’s mechanical properties such as toughness and strength. 35
Figure 10 shows the SEM images of composite plates tested impact loading. The images have been taken from cross section of the plates where impactor hits. In order to expose the impacted zones to view, the specimens were cut down from impacted zone by using circular saw. The specimens were clamped in order to avoid damage progression. The impact force direction is from top to bottom.
(a) SEM image of carbon fiber-BNNP/CNT-modified epoxy composite (1.78 kX, impact energy 15 J). (b) SEM image of carbon fiber-BNNP/MWCNT-modified epoxy composite (3 kX, impact energy 15 J).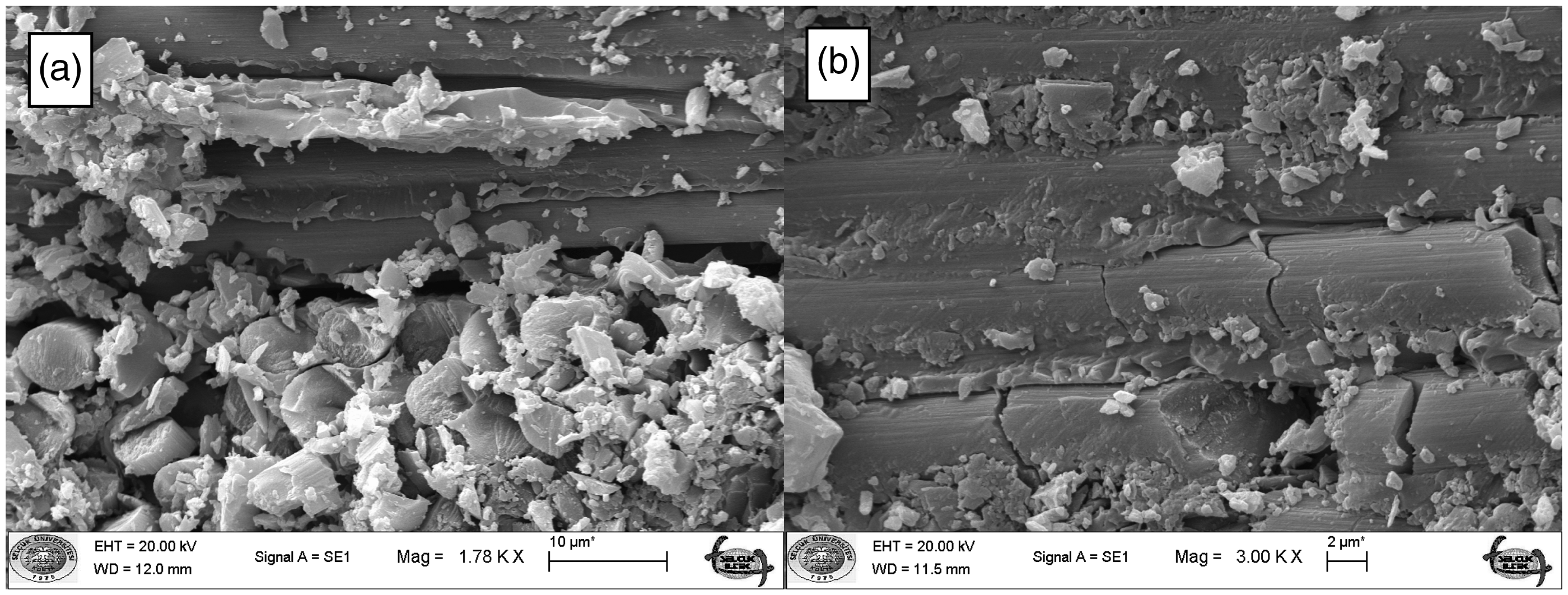
The main function of matrix material is to hold reinforcements together and transmitting the applied force to reinforcements. As seen in Figure 10 the matrix materials used in this study are successful to transmit the applied force to fibers. The observation of fiber breakages are indications which shows that the resin still have structural integrity. It is seen in Figure 10 that nano modified epoxy resins predominantly fractured in brittle nature. Tensile test shown in Figure 2 revealed that nanoparticle reinforcement enhanced the strain at fracture approximately 20% and resulted in some sort of ductility. However, this effect has not completely changed the fracture nature of matrix under low-velocity impact.
Conclusions
In this study, the effect of nanoparticle modification upon mechanical and low-velocity impact response of carbon fiber composites has been investigated. The major conclusions are presented as follows.
It is observed that when the resin is modified by nanoparticles, both strength and the % strain to fracture increase considerably. Furthermore, the elasticity modulus and tensile strength of nanocomposites also increased. The highest strength has been obtained for BNNP/MWCNT modification.
As a result, the static toughness of the resin and nanocomposites also increased. However, the increase in ductility has not completely changed the fracture nature of matrix under low-velocity impact.
As the impact velocity increased the contact stiffness showed an increase for all type of materials tested in this study. On the other hand, it is seen that the contact stiffness is not affected by the matrix modification.
The improvement in matrix-controlled damage mechanisms such as matrix cracking and delamination are indications for success of nanoparticle modification. It is observed that BNNP- and BNNP/MWCNT-modified specimens showed lower matrix cracking and delamination. On the other hand, the maximum impact forces for BNNP- and BNNP/MWCNT-modified specimens are higher than that obtained for neat and MWCNT-modified epoxy resin. This result also indicates that especially BNNP/MWCNT-modified matrix showed higher resistance to impact force.
Footnotes
Funding
This study has been financially funded by The Scientific and Technological Research Council of Turkey (TUBITAK) under grant number: MAG-112M145.
Conflict of interest
None declared.