
Abstract
In this study, physical, mechanical, thermal, fire and biological properties of thermoplastic composites filled with fire retardant and tea mill waste fiber were investigated. The composites produced with the extrusion method were accomplished by using tea mill waste fiber as lignocellulosic materials and high-density polyethylene and polypropylene as thermoplastic polymer. Aluminum trihydrate and zinc borate were incorporated with different contents into polymer matrix for improving fire properties of the composites, and their effects on technological properties of the composites were evaluated. Aluminum trihydrate had a positive effect on the tensile modulus of the composites whilst zinc borate had adverse effect on that of the composites. The strength properties of the composites slightly decreased with usage of fire retardant. In the light of obtained results, it was specified that use of fire retardants improved physical, biological, thermal and fire properties of tea mill waste fiber-filled thermoplastic composites.
Keywords
Introduction
Today, the interest in making use of national resources and wastes is increasing because of the facts such as energy, air pollution, environmental factors, human health and cost. Thus, the use of agricultural wastes and annual plants in lignocellulosics becomes essential in composite industry. While the studies on wood plastic composites (WPCs) are increasing, the areas of its usage correspondingly get more extended. 1 The WPC industry has started to substitute a major part of the plastics industry market in many countries, especially USA, Canada and China. WPCs are used in siding materials, indoor panels, windows, exterior applications, door cabinets, interior linings of cars and many laminated products. Wood floor, agricultural wastes and other lignocellulosic plants as filler in polymer matrix are more advantageous when compared to glass fiber, talc and calcium carbonate in terms of price, easy-accessibility and causing low erosion to process equipment. 2
The total volume of agricultural dried waste of Turkey is about 43–50 mega ton. 3 In all, 200 gigaton lignocellulosic raw material is annually obtained from agricultural wastes in the world. 4 These wastes must be rationally used. A lignocellulosic material tea waste consists of 30.2% cellulose, 19.9% hemicellulose and 40% lignin. There are limited studies on which tea mill waste fiber (TMWF) can be used as filler in thermoplastic composites such as WPC, in spite of many studies on which it can be used as energy source, fertilizer or raw material for wood-based panels. 5
Both wood and plastic are flammable. The materials in construction sector must be fire-resistant for safety. An effective fire retardant (FR) should generate oxide on surface, be colorless or white, nonpoisonous, easily accessible, cheap and not be leached by humidity, rain and other environmental factors.6,7 Non-halogen boron compounds and metal hydroxides are some of the important FRs because of easy processability, low poisonousness and inexpensive producibility. Aluminum- and magnesium-based hydroxides are the main fire-retardant metal hydroxides.1,8 While aluminum prevents thermal oxidation, magnesium is effective on reducing smoke generation. 9 Besides boron compound is FR, it also provides high protection to fungus and termites. 2
In this study, the effects of FRs and their usage ratios on properties of TMWF-filled thermoplastic composites are investigated. The physical, mechanical, thermal and biological properties of the produced composites are determined.
Materials and methods
Materials
In this study, tea mill waste fibers were used as lignocellulosic filler. They were obtained from Lipton Co. in Artvin / Turkey, granulated into 45-mesh size fiber and dried before manufacturing. High-density polyethylene (HDPE; MFI/190℃/2.16 kg: 0.35 g/10 min; density (23℃): 0,962–0,966 g/cm3) and polypropylene (PP, MFI/230℃/2.16 kg: 5 g/10 min; density (23℃): 0.905 g/cm3) produced by Petkim Petrochemical Co., Turkey, were used as a thermoplastic matrix. Coupling agents maleic anhydride grafted polyethylene (MAPE) and maleic anhydride grafted polypropylene (MAPP) were supplied by Clariant International Ltd, Germany. As FRs, aluminum tri-hydrate (ATH) and zinc borate (ZB) were purchased from Poliya Co. and BM Boron Technologies Co. in Turkey, respectively. Wax was used also in all composite manufacturing as a lubricant.
Composite manufacturing
Parameters of manufacturing the thermoplastic composites.
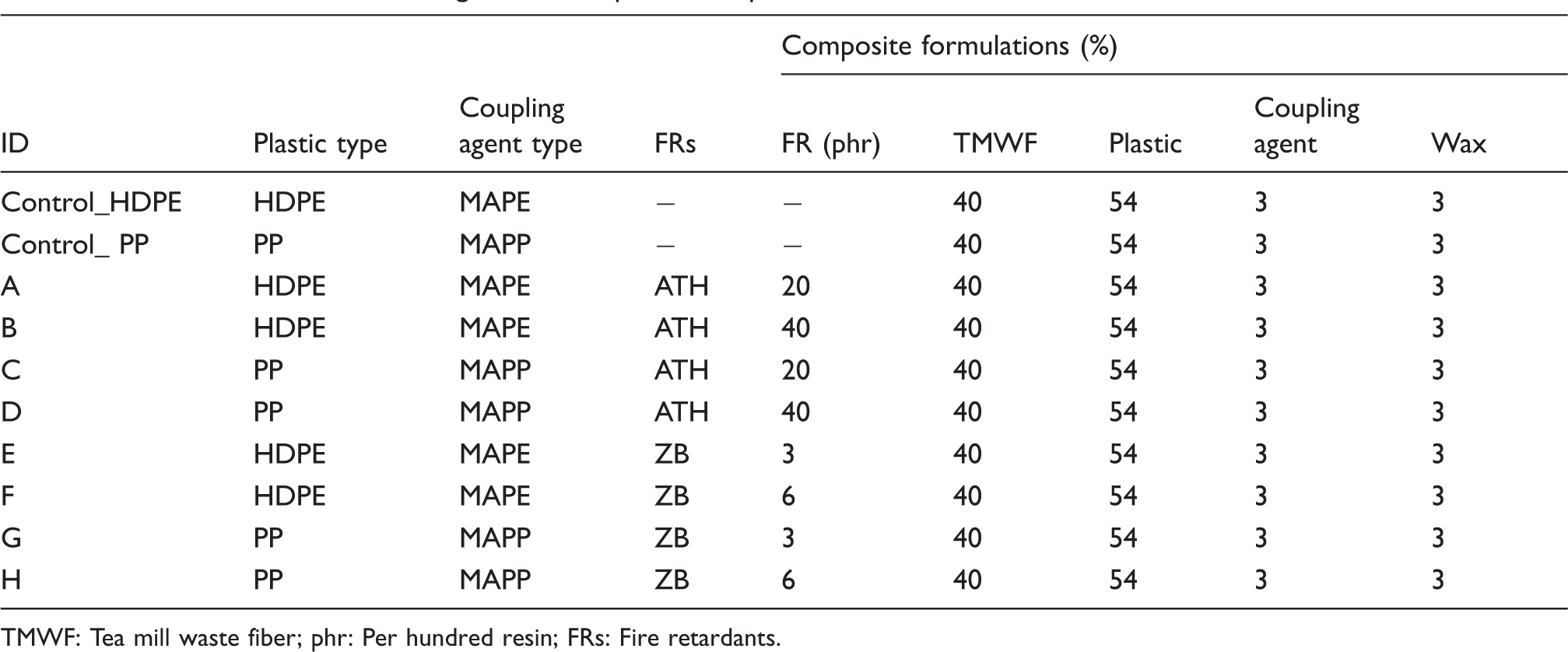
TMWF: Tea mill waste fiber; phr: Per hundred resin; FRs: Fire retardants.
Physical properties
Water absorption (WA) and thickness swelling (TS) of the thermoplastic composites were evaluated according to ASTM D 1037 (1996) and EN 317 (1993), respectively. Before testing, samples were conditioned in a climatized room at 20℃ and 65% relative air humidity. The weight and thickness of samples were measured. The measured samples were dipped into water and their weight and thickness were measured periodically during 6 months. Five replicate samples with dimensions of 50 mm × 50 mm × 5 mm were tested for each composite type.
Mechanical properties
Flexural, tensile and impact testing methods were determined according to ASTM D 790 (2004), ASTM D 638 (2004) and ASTM D 256 (2002) standards, respectively. The flexural and tensile properties of the samples were performed on a Zwick/Roell Z010 Testing Unit with a capacity 10 kN (1000 kg). The impact strength samples were notched with a Polytest notching cutter by RayRan and tested on a HIT5.5 P impact testing machine manufactured by Zwick. Ten samples in each group were used for determining of the mechanical properties.
Thermal and fire properties
Thermal properties of the composites were investigated with thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). TGA of the samples was accomplished by Shimadzu TGA-50 model thermal analyzer (Japan). The samples were heated from room temperature to 700℃ at a heating rate of 10℃/min under nitrogen with a 20 mL/min flow rate. The change in weight loss on the samples (5 mg) was monitored during the heating and pyrolysis. DSC analysis was performed by Shimadzu DSC-60. The samples were heated from room temperature to 500℃ at a heating rate of 10℃/min under a dry nitrogen atmosphere with a 30 mL/min flow rate. Fire performance of the composites was evaluated with limiting oxygen index (LOI) using a Dynisco brand LOI chamber (Germany) according to ASTM D 2863 (2006). The minimum oxygen concentration required to support combustion was recorded as a percentage for all samples. Four samples with the dimensions of 10 mm × 15 mm × 5 mm were used for each composite panel type.
Decay test
Decay test was performed according to basis of EN113 (1997) with small modifications. Five replicate samples with the dimension of 10 mm × 10 mm × 5 mm for each group were exposed to brown-rot fungus attack (Coniophora puteana). In addition, beech (Fagus orientalis L.) and Scots pine (Pinus sylvestris L.) samples were exposed to fungal attack as reference samples for the test validity. Oven-dried and cleaned samples were weighed before decay test and the weight losses of the samples were calculated after fungal attack for 60 days. After this incubation period with C. puteana attack, the weight losses of beech and pine wood samples were 15.41% and 41.38%, respectively. The weight loss results verified the decay test was valid according to EN 113.
Results and discussion
Physical properties
WA and TS results of TMWFs- and FRs-filled thermoplastic composites are shown in Figures 1 and 2.
It was seen that the increment of water immersion time caused WA and TS values to increase for all composite samples. The usage of FRs in polymer matrix reduced WA and TS. FRs are assumed to prevent the samples to intake water by penetrating to the lignocellulosic material in the polymer matrix during composite manufacturing.10,11 Hashim et al.
12
investigated the effects of FRs (zinc borate, aluminum trihydroxide, sodium aluminate) on physical and mechanical properties of MDF, and they have reported that FRs prevent water intake by penetrating to wood fibers during composite manufacturing, so both WA and thickness swelling decreased. Gnatowski and Burnaby
13
indicated that WA decreased in the samples with 3% ZB which have been weathered for 6 years.
Long-term water absorption of the composites. Long-term thickness swelling of the composites.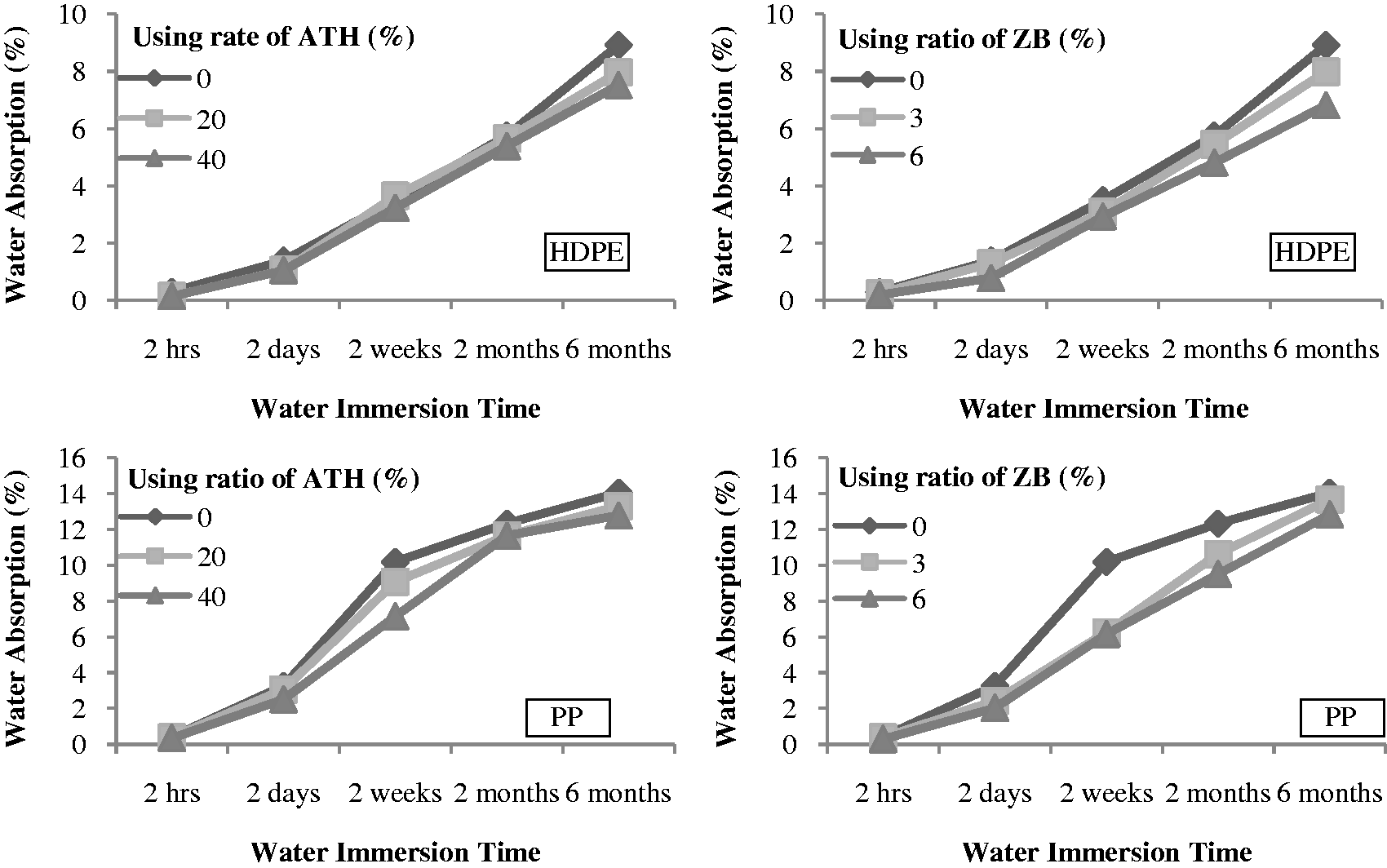
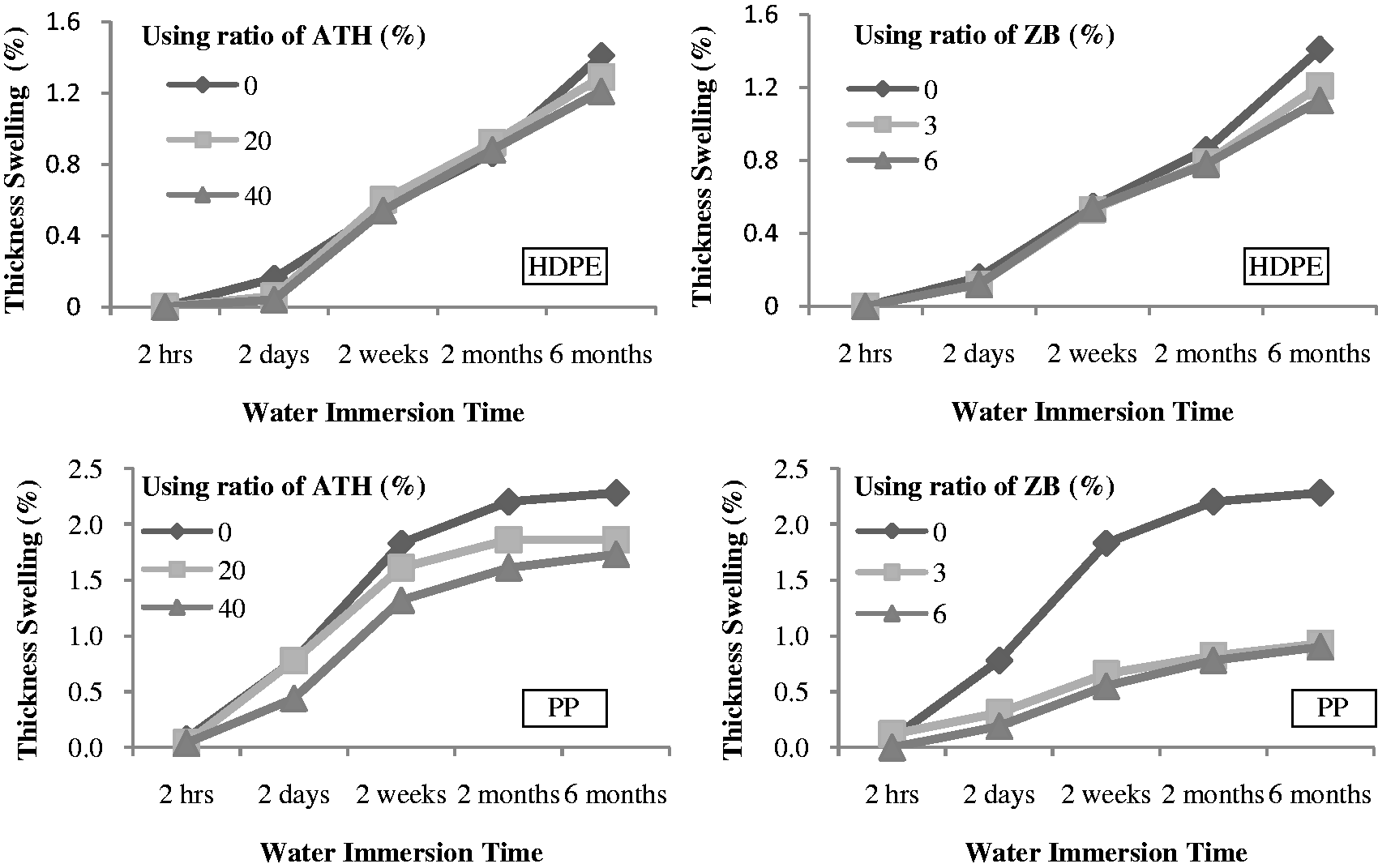
While the thickness swellings of PP-based composites were found higher than those of HDPE-based ones, ZB-based composites gives lower thickness swelling than ATH-based ones. Hashim et al. 12 concluded that thickness swelling of ZB-based composites was lower than that of ATH-based one since ZB is water insoluble and more water-repellent than ATH.
Mechanical properties
Mechanical properties of the thermoplastic composites.
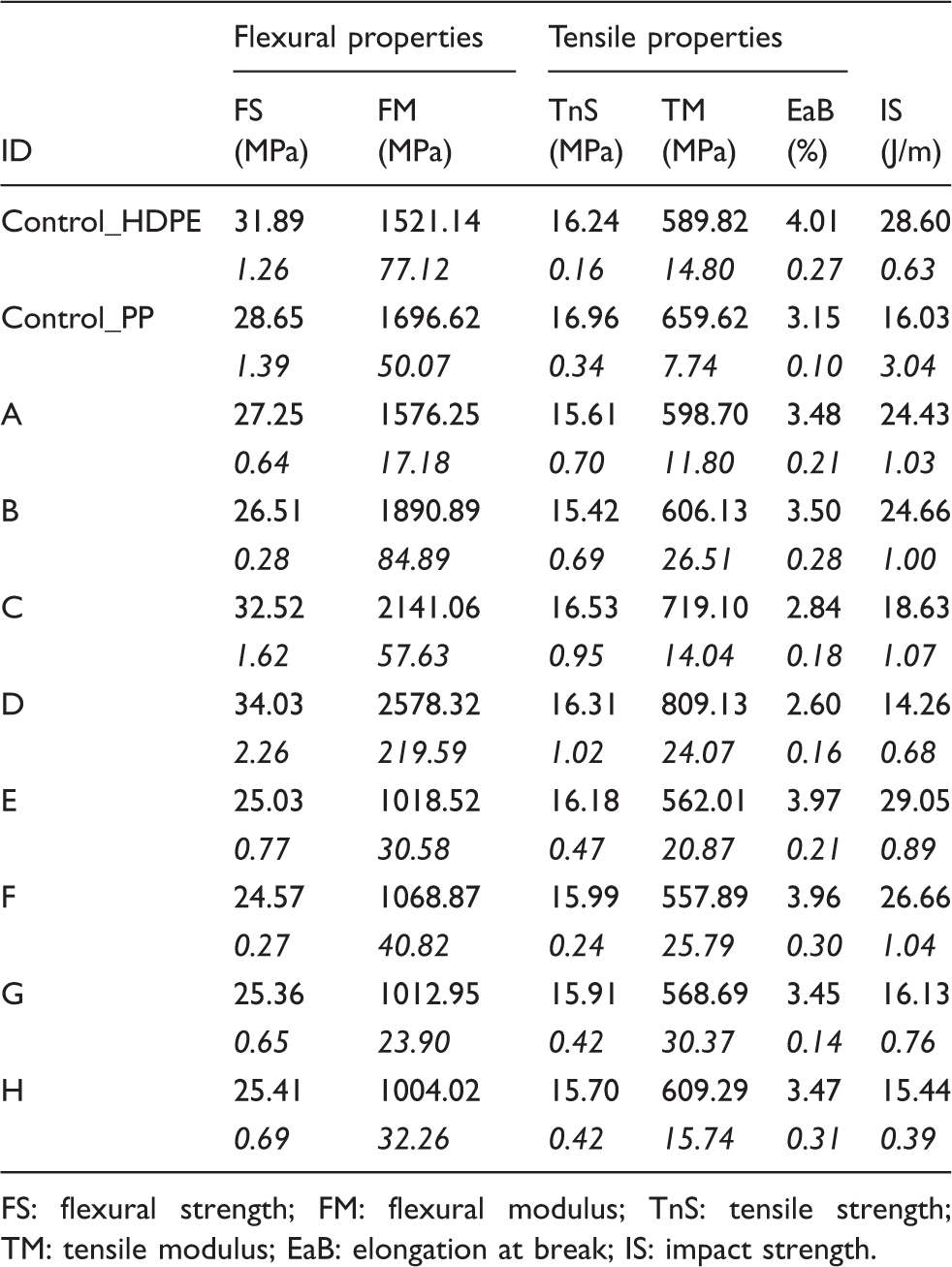
FS: flexural strength; FM: flexural modulus; TnS: tensile strength; TM: tensile modulus; EaB: elongation at break; IS: impact strength.
Flexural properties
The usage of ATH differently affects the flexural strengths (FS) of TMWF-based composites according to the thermoplastic polymer type. While HDPE-based composites show 15–17% decrement, PP-based ones show 14–19% increment as shown in Table 2. ZB decreased the FSs of HDPE-based composites about 22–30% while those of PP-based ones decreased about 11% (Table 2). It has been reported14–16 that the high level of usage of metal hydroxides, such as magnesium hydroxide, aluminum trihydrate, zinc borate, inside the polymer matrix has seriously affected FS negatively. Song et al. 17 have explained the reason for this decrease that high-level metal hydroxide in polymer matrix has dispersed as aggregated non-homogeneously. The obtained results in this study have showed that ATH and ZB did not affect the FSs of the composites adversely, because the coupling agents (MAPE and MAPP) played as surface-active agent on top of ATH and ZB and prevented possible decrease on FS. 16
As shown in Table 2, the usage of ATH improved the flexural modulus (FM) of composites about 24% and 26–52% in HDPE-based and PP-based composites, respectively. ZB has decreased the FM by 33% and 41% in HDPE-based and PP-based composites, respectively. ZB affected the FM adversely when compared to ATH. The reason is low-level (3–6%) usage of ZB, and it bonds weakly inside polymer matrix because ZB can barely disperse homogenously in polymer matrix. To fix this problem, Li et al. 18 has obtained hydrophobic nano particulate zinc borate (2ZnO.3B2O3.3.5H2O) by reacting oleic acid, zinc oxide (ZnO) and boric acid (H3BO3) as modification agents, and compared to the commercial ZB. They have opined that hydrophobic ZB disperses perfectly inside polyethylene on the contrary of the commercial ZB, so positively affects the mechanical properties.
Tensile properties
It was observed that ATH did not seriously affect the tensile strength (TnS) of the composites whilst ZB decreased TnS. If the load can be completely transferred to the filler material from polymer matrix, TnS increases. TnS depends on the structure of the filler material and polymer matrix. 14 It has been reported7,14 that TnS decreased in the case that organic filler materials were used in polymer matrix. Ramazani et al. 14 explained with two possible reasons, first, a brittle layer occurs between the surfaces of ATH, ZB and the polymer matrix. Second, it has been the structural incompatibility between ATH, ZB and the polymer matrix. The used coupling agents (MAPE, MAPP) might provide that ATH did not affect TnS adversely. Goode et al. 15 have reported that the expected negative effect did not happen in physical and mechanical properties in the case that coupling agents were used together with FRs, even the agents led positive effects up with bromine-based FRs.
The use of ATH improved the tensile modulus (TM) of the composites. In the case of 40 phr of ATH, HDPE-based composites showed 4% improvement while PP-based ones showed 27%. The large amount (20–40 phr) of ATH increased filler ratio in thermoplastic polymer matrix. In parallel with the filler ratio, ductility decreases and the composites becomes more rigid. 19 However, TM decreased by 2–5% and 13–14% in HDPE-based and PP-based composites, respectively, with the use of ZB.
Increasing the amount of ATH and ZB has decreased the elongation at break (EaB) of the composites. As rigidity increases, EaB decreases. By adding lignocellulosic material and ATH into the polymer matrix, plastic material undergoes a transition from ductile to brittle behavior. Abu Bakar et al. 19 have observed a decrement of EaB in wood flour-filled PP composites when the usage of FR and wood flour were increased.
Impact strength
ATH slightly decreased the impact strength (IS) of the composites about 9–14% in 40 phr loading. However, ZB did not have effect on IS. In general, filler loading in polymer matrix increases, which leads to an increase in its brittleness, IS therefore decreases. 20 In this study, ZB and ATH did not significantly adversely affect IS of the composites. In addition, Sain et al. 21 reported that IS values did not change with using FRs in polymer matrix.
Thermal and fire properties
Thermal properties and fire test results of the thermoplastic composites.
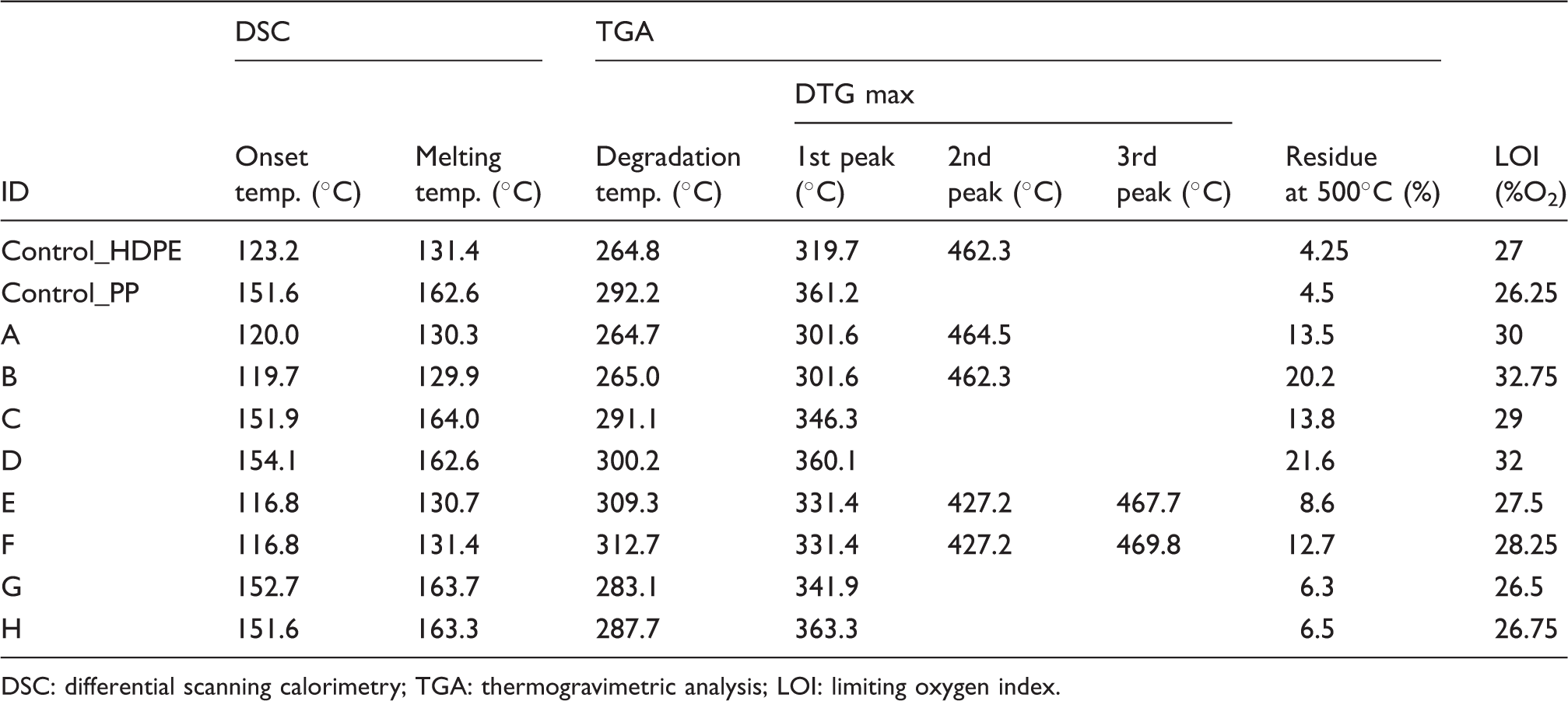
DSC: differential scanning calorimetry; TGA: thermogravimetric analysis; LOI: limiting oxygen index.
In the result of DSC analysis, melting points for the HDPE and PP composites ranged between 130–134℃ and 163–165℃, respectively. TMWF and FR did not have significant change on the melting points and one melting peak belonging to HDPE and PP was obtained. Mengeloglu and Karakus 23 reported that the use of wheat straw flour in polymer matrix did not affect the melting temperature of composite and they indicated that the melting points for HDPE and PP composites were 129℃ and 163℃, respectively. Temperature of the extrusion needs to be higher than melting temperatures of polymer and other filler materials during manufacturing. To prevent degradation of lignocellulosic materials, the temperature should not exceed 220℃ in manufacturing process. 23
Limited oxygen index (LOI) levels of the composites are given in Table 3. ATH and ZB increased LOI. The highest values were obtained from the composites filled with 40 phr of ATH. FR material requires higher level of oxygen for its combustion. 21 Namely, as LOI level of material is high, so is FR property of the material.
ATH and ZB are active in both gas and condense phases during combustion process, and dehydration occurred due to their chemical structures. Ning and Guo 24 have concluded that ATH and ZB could dehydrate by releasing 34% and 15% of water in temperature ranges of 220–450℃ and 290–450℃, respectively. This is highly effective at surpassing of the fire and smoke. In condense phase, the rest of ATH and ZB after evaporation of water has reduced heat release rate (HRR) during oxidation by occurring of a thermal barrier layer at surface of the polymer and by releasing toxic gases.1,7,9
Fire classification of the thermoplastic composites according to ISO 4589 (1996).

TMWF-filled composites without FR had higher LOI level than the neat polymers. Hashim et al. 11 indicated that lignocellulosic material decreased HRR and increased charring rate when used as filler in polymer matrix.
Decay test
Decay test results of the composites are shown in Figure 3.
Weight losses of the thermoplastic composites after C. puteana attack.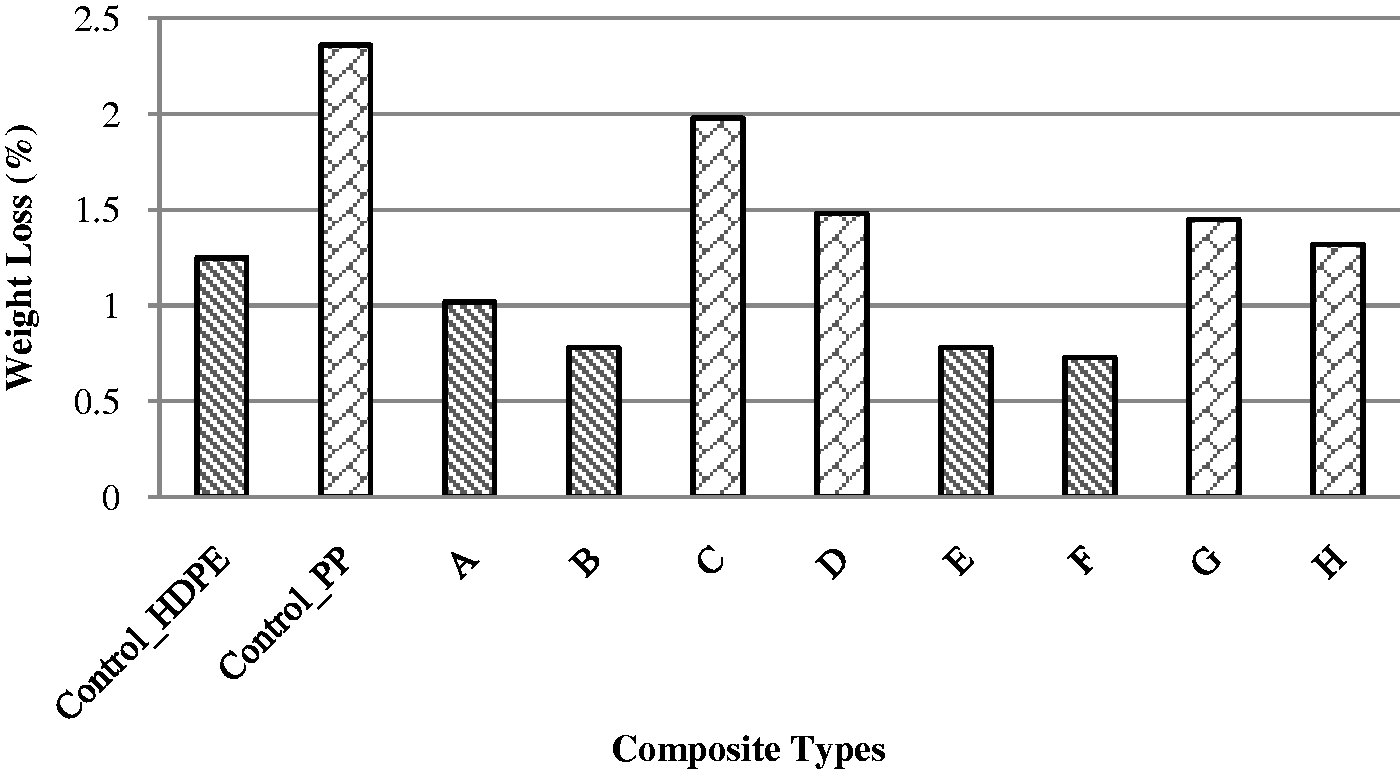
Moisture is one of the important factors to be able to grow fungus which needs minimum 20% moisture content in wood material. 25 Thermoplastic is not a suitable material for fungi due to its hydrophobic character. WPC may be attacked by white and brown rots fungi when hydrophilic lignocellulosic material in polymer matrix is above 50% wt loading. 1 WPC is more resistant than wood against fungi attack due to its low moisture content. 26 ZB and ATH decreased weight loss after decay test. It is known that ZB and other boron compounds provide perfect control of decay fungi and termites for wood and wood composites. 27
Materials can be classified by basing on its weight loss after decay test. According to CEN/TS 15083-1 (2005) standard, 28 if weight loss of material is less than or equal to 5% after decay test, it is in class of “very durable material”. In this study, weight losses for all composite types were obtained less than 5%, therefore, all composite samples are in class of “very durable material” against brown-rot fungi attack.
Conclusions
Based on the results of this study, the following conclusions can be drawn:
As the water immersion time was prolonged, the water absorption and the thickness swelling ratio increased in all composite types. As the FR usage ratio was increased, the water absorption and the thickness swelling ratio decreased. The thickness swelling ratios of PP-based composites were found higher than those of HDPE-based composites. ZB-based composites have given better results than those of ATH-based composites. The FS of TMWF-based composites did not change significantly by using ATH. ATH has increased the FMs of the composites. ZB has decreased the FS and FM values of the composites. ATH did not change the TnS of the composites significantly. Increasing ATH has improved TM and decreased EaB values of the composites. ZB has decreased both TnS and TM values of the composites. ZB did not have an effect on EaB. ATH caused a small decrease on the IS values of the composites. ATH and ZB have improved the thermal and the fire properties. TG and DTG curves had similar peaks to those of the control samples. The thermal degradation limit and the charring residue after degradation have increased. At the same time, a decrease in the lengths of DTG peaks, namely a deceleration of the weight loss rate during thermal degradation has been observed. ATH and ZB did not have significant change on the melting points in DSC results while increasing LOI. ATH and ZB have decreased the weight loss occurring after decay test. ATH-ZB-filled composites are “very durable” materials because the weight losses of all composites types determined in this paper are less than 5% after decay test.
Footnotes
Funding
This study was supported by a grant from the Ministry of Science, Industry & Technology, Turkey (00214.STZ.2007-2).
Conflict of Interest
None declared.