
Abstract
The potential of using of sub-microalumina/titanium particles as a reinforcement that can produce multifunctional polymer composites was explored. Novel multifunctional composites have been developed by incorporating sub-micro-alumina/titanium particles into polyamide6. The composites were investigated for their thermal, viscoelastic, water uptake and mechanical properties, as a function of alumina/titanium concentration. A detailed study of the morphological observation by scanning electron microscope was used to correlate the microstructures to the mechanical properties. Flexural testing shows that the flexural modulus and strength of the composite are improved by 22%, and 15%, respectively, with incorporating 10 wt% alumina/titanium. In addition, the impact strength was improved by about 19%. Furthermore, 10 wt% alumina/titanium increases the interfacial shear strength of polyamide6 by about 23%.
Introduction
Increasingly, a variety of performance demands are being placed on material systems. These include materials with desirable mechanical, thermal, electromagnetic, optical, chemical, and flow properties, and low weight. 1 Multifunctional materials systems can perform more than one ‘‘primary’’ function simultaneously or sequentially in time and seek to achieve overall system level performance enhancement through a reduction of redundancy between subsystem materials and functions. 2 Composite materials are ideally suited to achieve multifunctionality, since the best features of different materials can be combined to form a new material that has a broad spectrum of desired properties. The incorporation of nanofillers is one of the ways to produce multifunctional composites which has been proved to be an effective way to improving the physical and thermal properties.3–19 However, few disadvantages associated with nanofiller incorporation have concerned toughness and impact performance. Some of the data presented have suggested that nanoclay modification of polymers such as polyamides could reduce impact performance. 2 Clearly, this is an issue which would require consideration for applications where impact loading events are likely. It has been shown that the well-known typical trend, i.e. increase in stiffness but decrease in fracture resistance, observed in the case of addition of conventional filler into thermosetting matrices is not checked at the sub-micronscale. 21
Within the group of composite materials, those containing powdery fillers occupy 22 a special place and, among them, a special mention should be made of the mixtures made of thermoplastic polymers and metal fillers. These represent an important group of engineering materials with a wide range of applications including electromagnetic interference shielding, discharging static electricity, heat conduction, conversion of mechanical to electrical signals etc. 22 The composites made by incorporation of powdery metal fillers into thermoplastic polymers combine the advantageous properties of metals and plastics, offering cost effectiveness and rapid fabrication rate with a wide range of design flexibility, lightweight, non-corrosiveness, etc. It is well known that usage of sub-micro and nano-sized metal powders as fillers can improve mechanical and thermal properties of polymeric composites in spite of the high conductivity of metal filler. 23 In addition to the mechanical and thermal properties of composites, the rheological properties are also very important from the processing and application point of view. They are related to the materials’ microstructure, reinforcement’s aspect ratio, dispersion, and orientation and the interactions between the reinforcement and the polymer chains and therefore to various composite properties such as mechanical, thermal and electrical. 24 A common feature observed in the rheology of various composite systems, i.e. polymer reinforced with layered silicates,25,26 carbon fibers or carbon nanotubes (CNTs),27–29 is solid-like behavior at low frequencies that has been attributed to the formation of a filler network in the composites at low concentrations which resists shear and leads to a substantial increase in melt viscosity. Among metal fillers, aluminum has a wide range of applications, which arise from its superior hardness, chemical inertness and electrical/thermal insulation properties but deprived toughness is still a main issue. 30 Another type of metal filler is titanium particles which possess several advantages such as good ultraviolet blocking, nontoxicity, chemical stability at high temperature, and permanent stability under UV exposure. 31
The goal of this research is to explore the effect of ALTi on the thermal, viscoelastic (i.e. viscosity, storage and loss modulus), water uptake, mechanical properties, and interfacial shear strength with CF. The objectives of this work are to (i) produce polyamide6 (PA6) filled with 5, 10 and 20 wt% ALTi with fine dispersion, (ii) use a detailed study of the morphological observation by scanning electron microscope (SEM) to correlate the microstructures to the mechanical properties, and (iii) investigate their mechanical and thermal properties including bending, impact, and heat distortion temperature (HDT) which are crucial for the design of nanocomposite structures where high dimensional stability and/or low distortion under load and temperature are required.
Experiments
Materials
Polyamide (cm1006 with MFR 15 g/10 min at 230℃) was purchased from Toray Co. Aluminum 50%–titanium 50% (ALTi), RECOMAX, was purchased from Eco Earl Co., Ltd, Japan. ALTi particles were received in powder form with white to gray color. According to the technical data sheet, pH: 4–10, melting point: 1730℃, and specific gravity: 3.2 kg/l.
Preparation of PA6/ALTi composite
PA6/ALTi masterbatch with 40 wt% ALTi was produced by melt-blending using a kneading twin-screw extrusion machine (Misoshino, NT-16-29) at 250℃, and 100 r/min. The masterbatch pellets were mixed with specified contents of PA6 into twin-screw extruder machine with screw diameter 20 mm in order to receive the composites with various contents 5, 10 and 20 wt% ALTi. The pellets were dried at 80℃ for 48 h, then samples were fabricated using hand-truder injection machine with a mold which has two cavities with dimensions 80 × 10 × 4 mm, and the gate located at the top edge between the cavities. Injection temperature was 245℃, and the mold temperature was 90℃.
Characterization
Dynamic rheological measurements were performed using MCR rheometers (MCR302) from Anton Paar, Inc. The measurements were carried out in an oscillatory shear mode using a parallel plate geometry (25 mm diameter) at 240℃. Frequency sweeps between 0.1 and 100 rad/s were carried out at low strains (0.1–10%). A differential scanning calorimetry (DSC-8500) apparatus made by PerkinElmer Inc. was used for investigating the crystallization process of PA6 and PA6/ALTi composites. About 10 mg of the polymer sample was weighed very accurately in the aluminum DSC pan and placed in the DSC cell. The sample was heated from 50℃ to 250℃ and held for 5 min at 250℃ to eliminate the heat history completely before cooling to 50℃ at a constant rate of 10℃/min. Heat flow curves were recorded as a function of temperature.
Flexural tests under three-point bending configuration were performed according to ASTM D790-86. The tests were conducted in a 5 kN servo hydraulic testing machine (Shimadzu) equipped with Test Ware data acquisition system. The machine was run under displacement control mode at a cross-head speed of 2.0 mm/min, and all the tests were performed at room temperature. At least, five specimens of each content with dimensions of 80 mm long × 10 mm wide × 4 mm thick were loaded in three-point bending until peaked and decreased to above 95% of the peak load with a support span of 64 mm. Charpy impact test was carried out on a, CEAST 9050/DAS 64S -Instron CO., pendulum impact testing machine using a 7.5 J hammer. The tests were conducted according to ASTM D6110, the blow direction of the hammer was edgewise. Test specimens with dimensions of 80 mm × 10 mm × 4 mm were prepared using a hand-truder moulding machine. Notched samples, 2 mm-depth notches, were prepared using a 45° cutter (Instron CO.) at low speed. Five specimens were tested for each content. HDT was measured using a TA instruments, Q800 according to ASTM D 648. Specimens were conditioned at 23 ± 2℃ and 50 ± 5% RH for 40 h prior to the test. A constant stress of 1.82 MPa was applied at the center of the specimens, which were heated from room temperature to 160℃ at a rate of 2℃/min, and the sample deflection was recorded as a function of temperature. Water absorption measurement was performed according to ASTM D 570-98. At least three specimens of each composition with the dimensions of 50 × 10 × 4 mm were dried under vacuum at 80℃ for 48 h. The initial weights and dimensions of all specimens were measured. Then, the specimens were immersed in distilled water at 23℃ using constant temperature baths. The specimens were periodically removed, dried with filter paper, immediately weighed, and then returned to the water bath. All weights were measured with a digital analysis balance having a resolution of 0.1 mg. Water uptake content was determined using the following equation

Result
Dispersion and rheological properties
The resulting SEM images for particles and 40 wt% ALTi pellets are shown in Figure 1(a) and (b). The dispersed bright dots and lines correspond to the ALTi particles. It is unambiguous from Figure 1 that the ALTi are homogeneously dispersed in the PA6 matrix without any aggregation. The diameter of the particles is about 100–1000 nm (Figure 1(c)), which corresponds to the diameter of individual particles. ALTi are separated into individual particles by shear forces during the simple melt compounding and thus evenly dispersed in the matrix, which is of great practical importance for fabricating reinforced polymer composites.
SEM images of (a) ALTi particles as received and (b) the cross-sectional fracture for PA6 composite containing 40 wt% ALTi.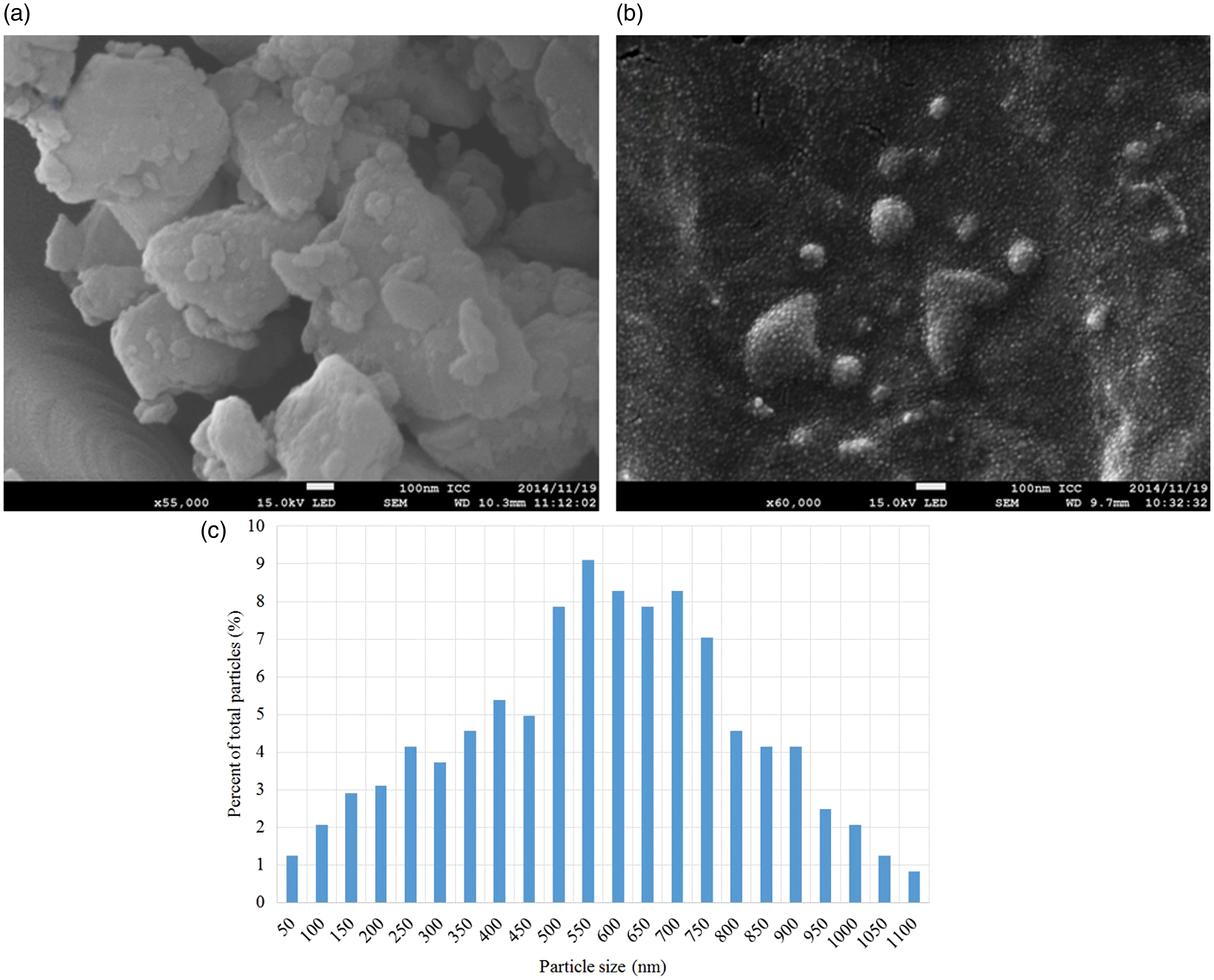
The rheological properties of PA6/ALTi composites were analyzed by MCR rheometer, which can provide information of the interfacial interaction between the PA6 matrix and ALTi. The complex viscosities, |η*|, of the pure polyamide, and the diluted composites are shown in Figure 2. The PA composites, containing 10 and 20 wt% ALTi, are orders of magnitude more viscous than the pure PA even at high frequencies. Those composites exhibit a shear thinning effect, whereas the neat PA shows only a small frequency dependence. The effect of the 5 wt% ALTi is not observed at all frequencies. The effect of the high content of ALTi is most pronounced at low frequencies, and the relative effect diminishes with increasing frequency due to shear thinning. This is in accordance with theoretical expectations and experimental observations for reinforced composites.32,33 It is interesting to note that the viscosity curve for 5 wt% ALTi has similar frequency dependencies as the pure PA, revealing a Newtonian plateau at low frequencies. However, at 10 and 20 wt% ALTi, the viscosity curves have much steeper slope at low frequencies, and there is no Newtonian plateau within the frequency range studied.
Complex viscosity of ALTi filled polyamide at 240℃.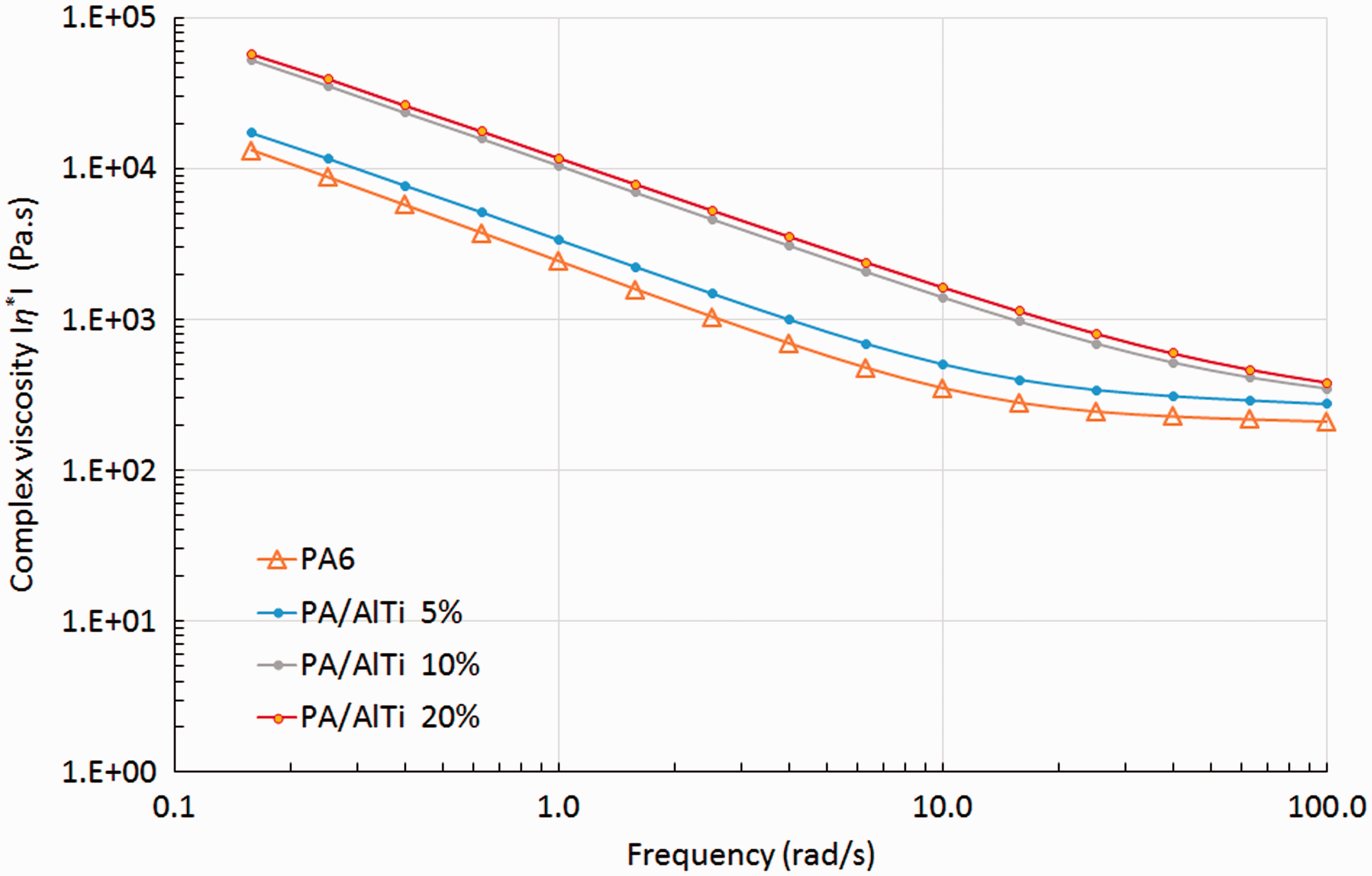
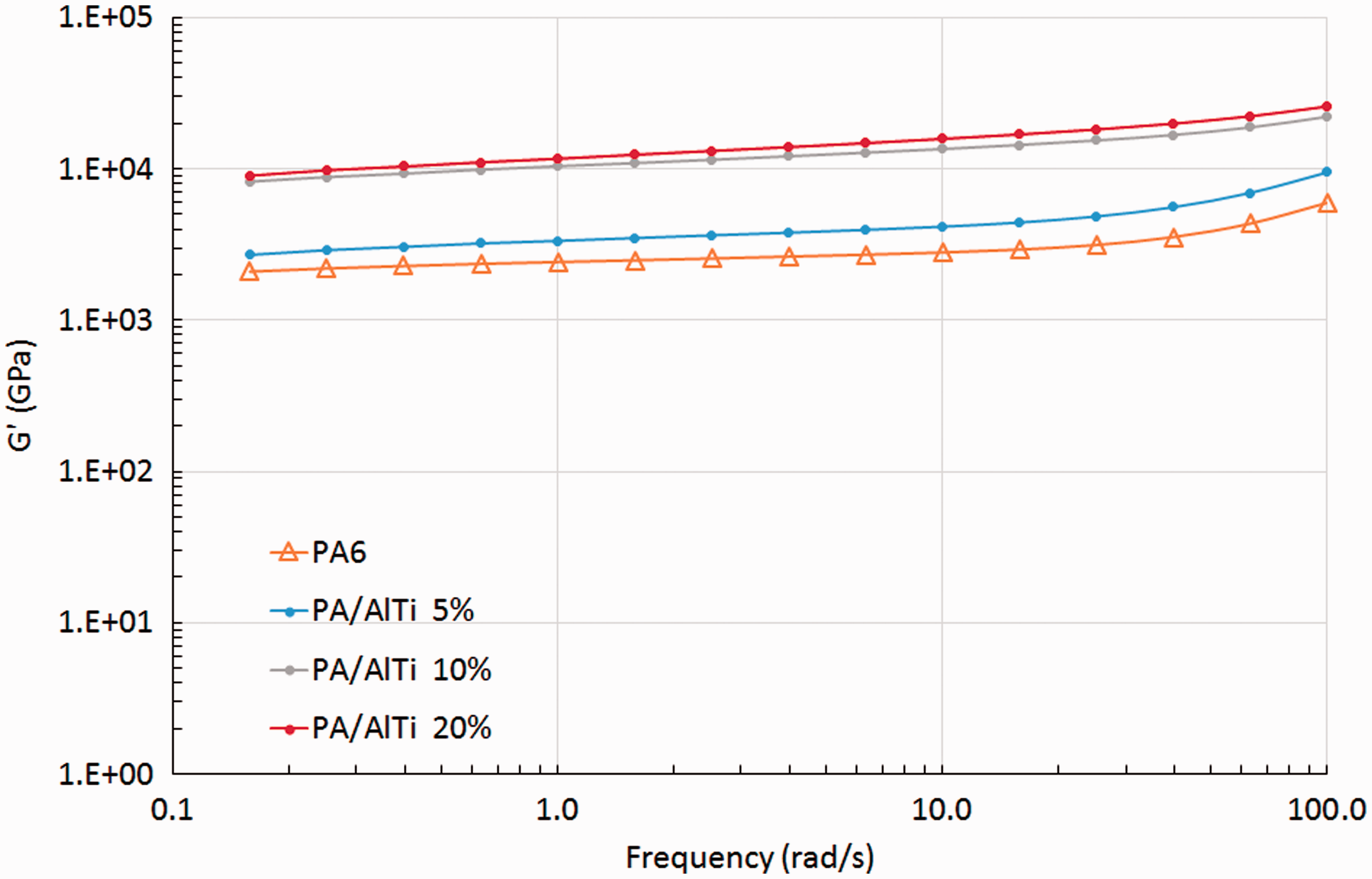
Figure 3 shows the complex viscosity versus ALTi contents at different frequencies. The increase in viscosity is not linear with composition. The viscosity increases nearly linearly from 5 to 10 wt% ALTi contents at low frequencies. The increase in complex viscosity with 10 and 20 wt% particles composition is primarily caused by a dramatic increase in the storage modulus G′, as may be seen in Figure 4, which is a further evidence for the efficient dispersion and interconnectivity of ALTi particles in PA.
Complex viscosity versus ALTi content at different frequencies. Storage modulus G′ of nanotube filled polyamide at 240℃.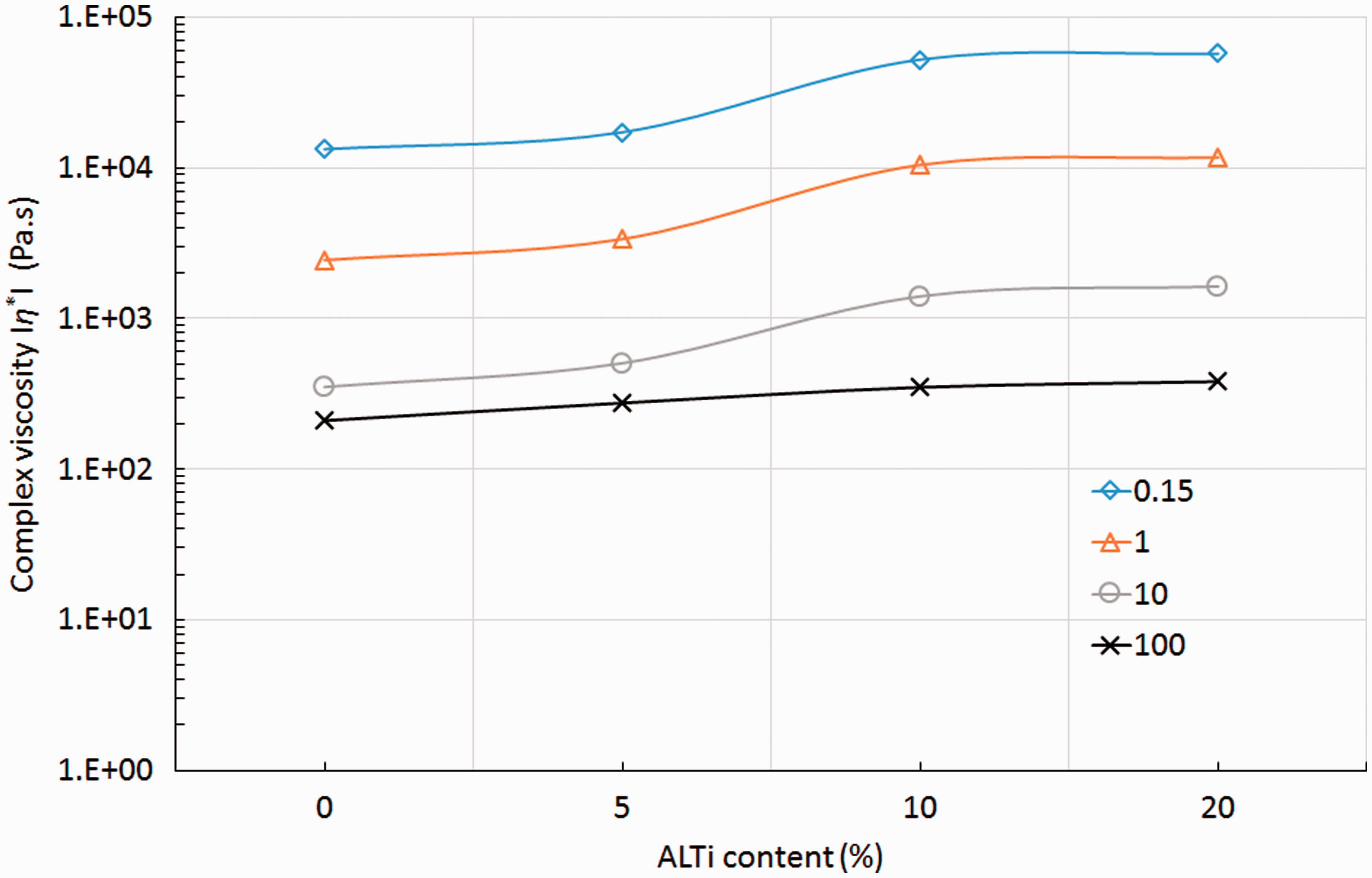
It is known from the literature that interconnected structures of anisometric fillers result in an apparent yield stress which is visible in dynamic measurements by a plateau of G′ or G″ versus frequency at low frequencies.34–37 This effect is more pronounced in G′ than in G″ (Figure 5).
38
Loss modulus G″ of nanotube filled polyamide at 240℃.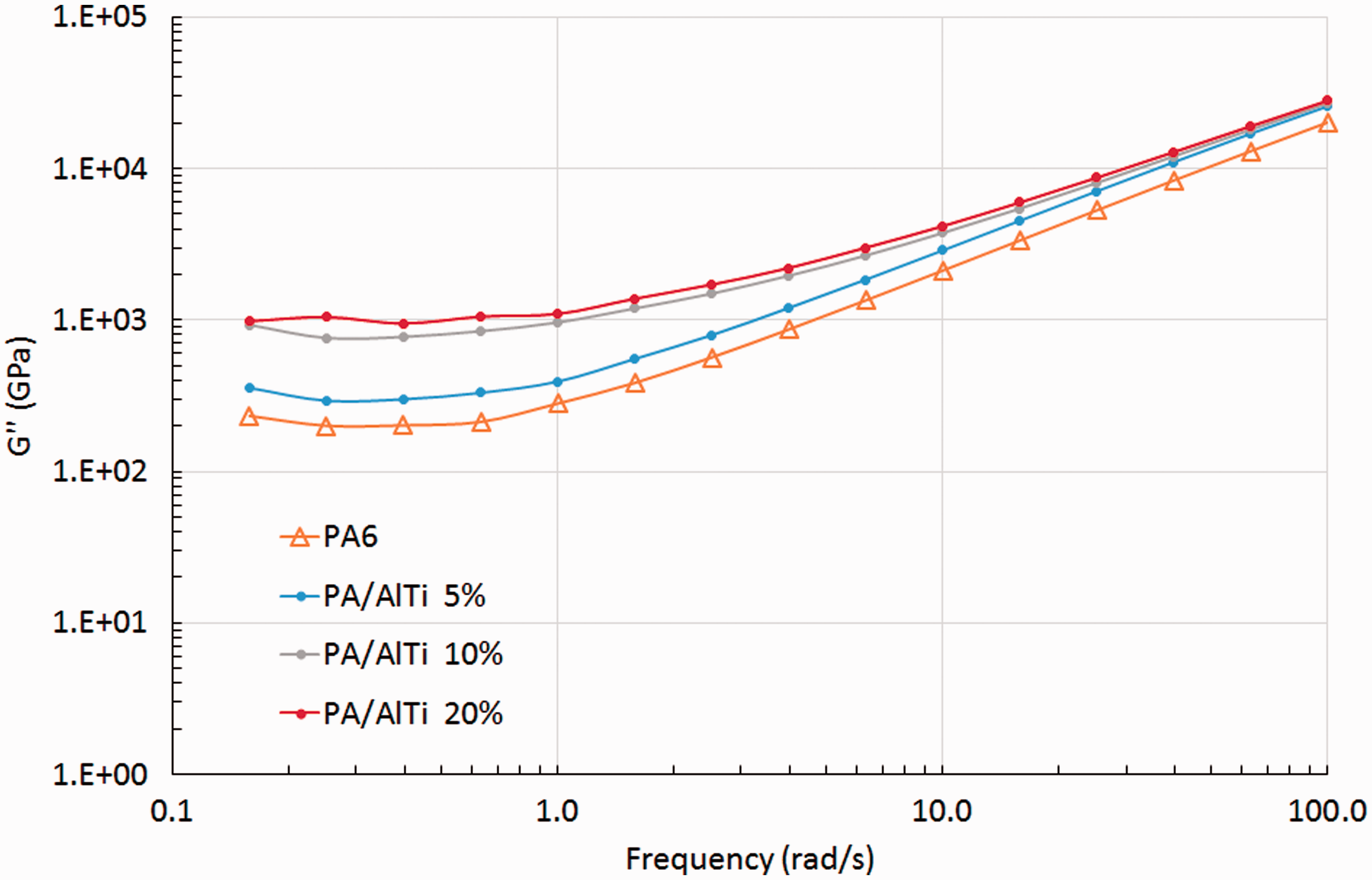
As shown in Figure 4, G′ increases sharply at 10 and 20 wt% loadings, indicating that there is a sudden change in the material structure. This sudden change in G′ means that the PA/ALTi composites have reached a rheological percolation at which the particles impede the motion of polymers. Figure 6 shows a plot of the storage modulus G′ versus the loss modulus G″ with frequency as a parameter; analogous to Cole–Cole plots used in dielectric spectroscopy.
38
Such plots were used by Han et al.
39
to investigate temperature-induced changes in the microstructure of homopolymers, block copolymers, and blends. It was proposed that if the microstructure does not change with temperature, curves of log G′ versus log G″ at different temperatures should coincide, as is the case in the single phase melt. When the microstructure changes with temperature, different curves of log G′ versus log G″ are expected. Such plots can also be used to elucidate structure differences at a fixed temperature. For example, Nakayama and Harrell
40
used log G″ versus log G′ plots which they called ‘modified Cole–Cole plots’ to explore the influence of branching and the broadening of the molecular weight distribution of polyethylene on the microstructure. It was shown that at a given G″, G′ increases as the degree of long chain branching increased. In multiphase systems, such plots can be used in a similar way to indicate structural differences between the matrix and filled systems at a given temperature. For the composites of interest here, the storage modulus, G′ (for a given loss modulus, G″), increases marginally with 5 wt% ALTi (Figure 6), whereas the composites 10 and 20 wt% ALTi show dramatic increase of G′, moreover, the G′ is higher than G″. According to Petra Pötschke et al.,
38
there is a qualitative similarity between plots of the first normal-stress difference versus shear stress and plots of G′ versus G″. The shift and the change in slope of the G′ versus G″ curves indicate that the microstructure of these composites changes significantly with addition of ALTi particles.
Storage modulus G′ as function of loss modulus G″ of ALTi filled polyamide at 240℃.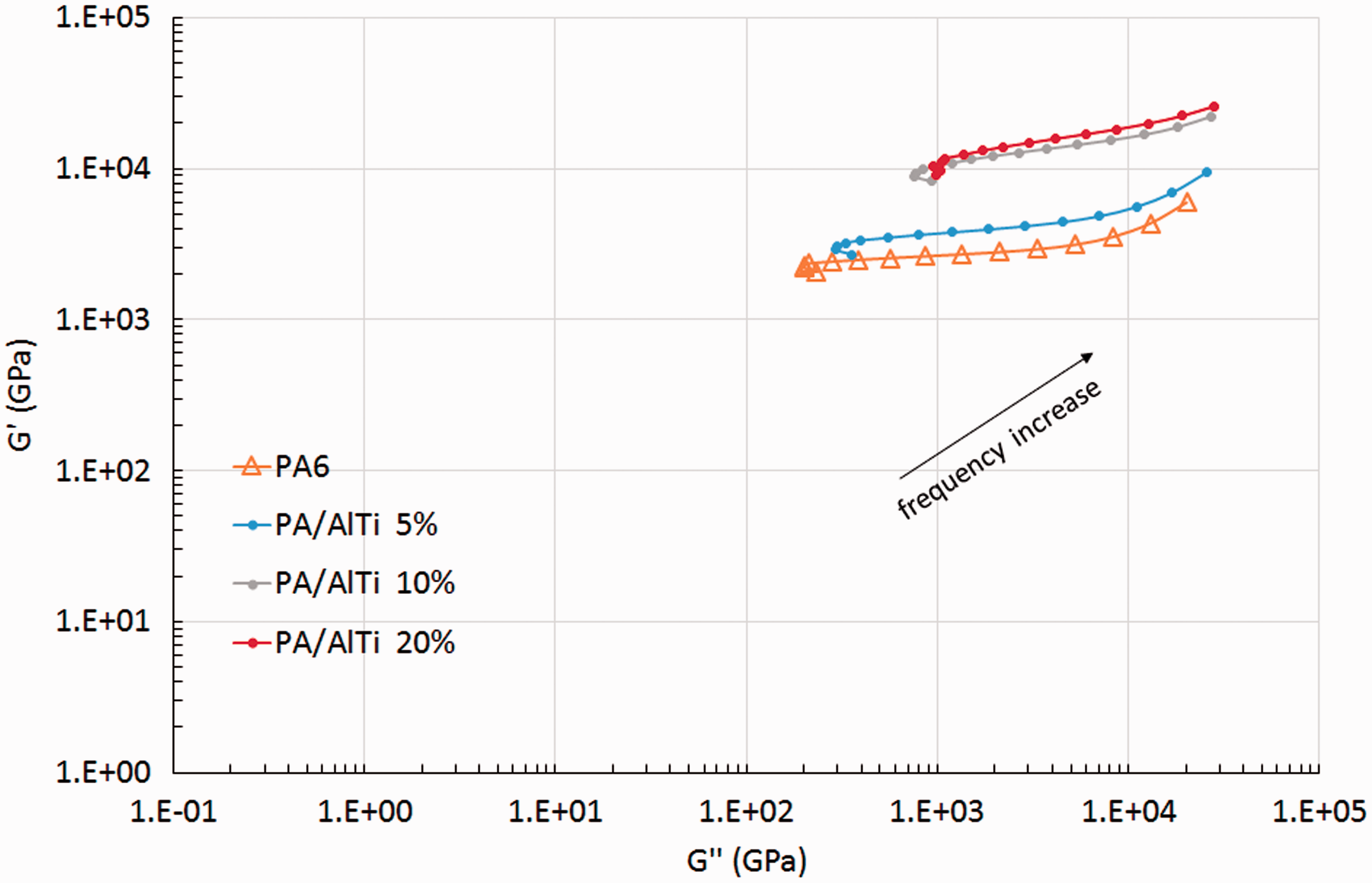
Crystallization and melting behaviors
The crystallization temperature (Tc) of PA nanocomposites was about the same as that of the neat PA6 (figure is omitted). This result shows that particles have no ability to enhance the nucleation efficiency of the composites which could be attributed to the shielding effect, plasticizing effect, and/or miscibility that disturb the interaction between polymer and particle surface which is similar to some other systems, such as PA/clay, 41 polyethylene terephthalate/ clay, 42 and polylactide/clay. 43 Thus, the above effects should be considered with the derived nucleation efficiency.
The shape of the DSC heating curves of PA and the PA/ALTi nanocomposites is identical (Figure 7(a)). Figure 7(b) shows the melting temperatures of PA and PA/ALTi (5, 10 and 20 wt%) composites. The result suggests that the melt peak temperatures of PA and PA/ALTi nanocomposites are basically identical, at about 210℃.
(a) DSC thermographs of crystallization curves of PA6/ALTi composites and (b) crystallization temperatures of PA6/ALTi composites.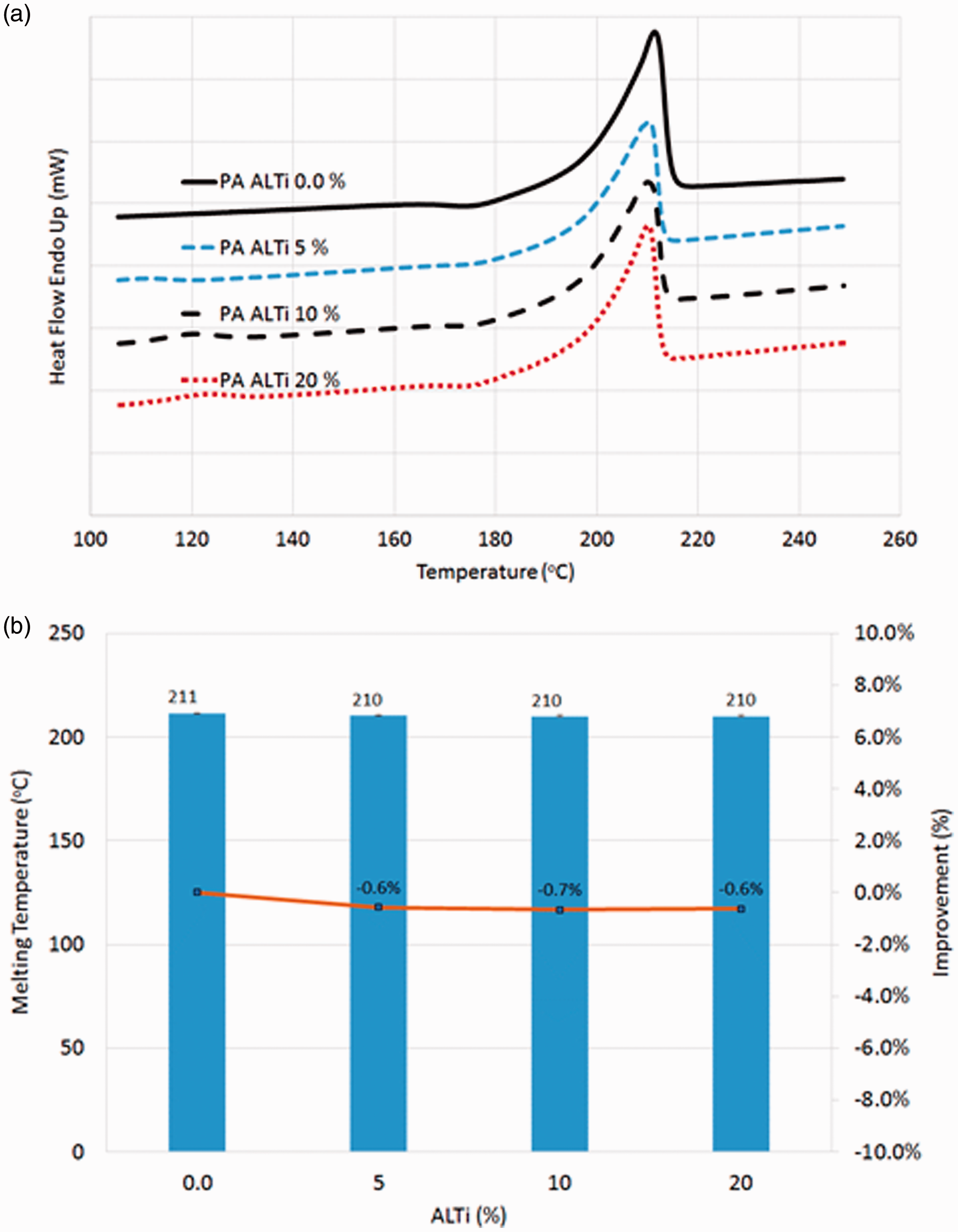
In addition, the crystallization enthalpy (ΔHc) of PA composites is found to decrease with the presence of ALTi. The degree of crystallinity (Xc) was also determined from DSC measurements. The Xc can be evaluated from the heat evolved during crystallization (ΔHc) using the following relation
(a) DSC thermographs of heating curves of PA6/ALTi composites and (b) crystallization temperatures of PA6/ALTi composites.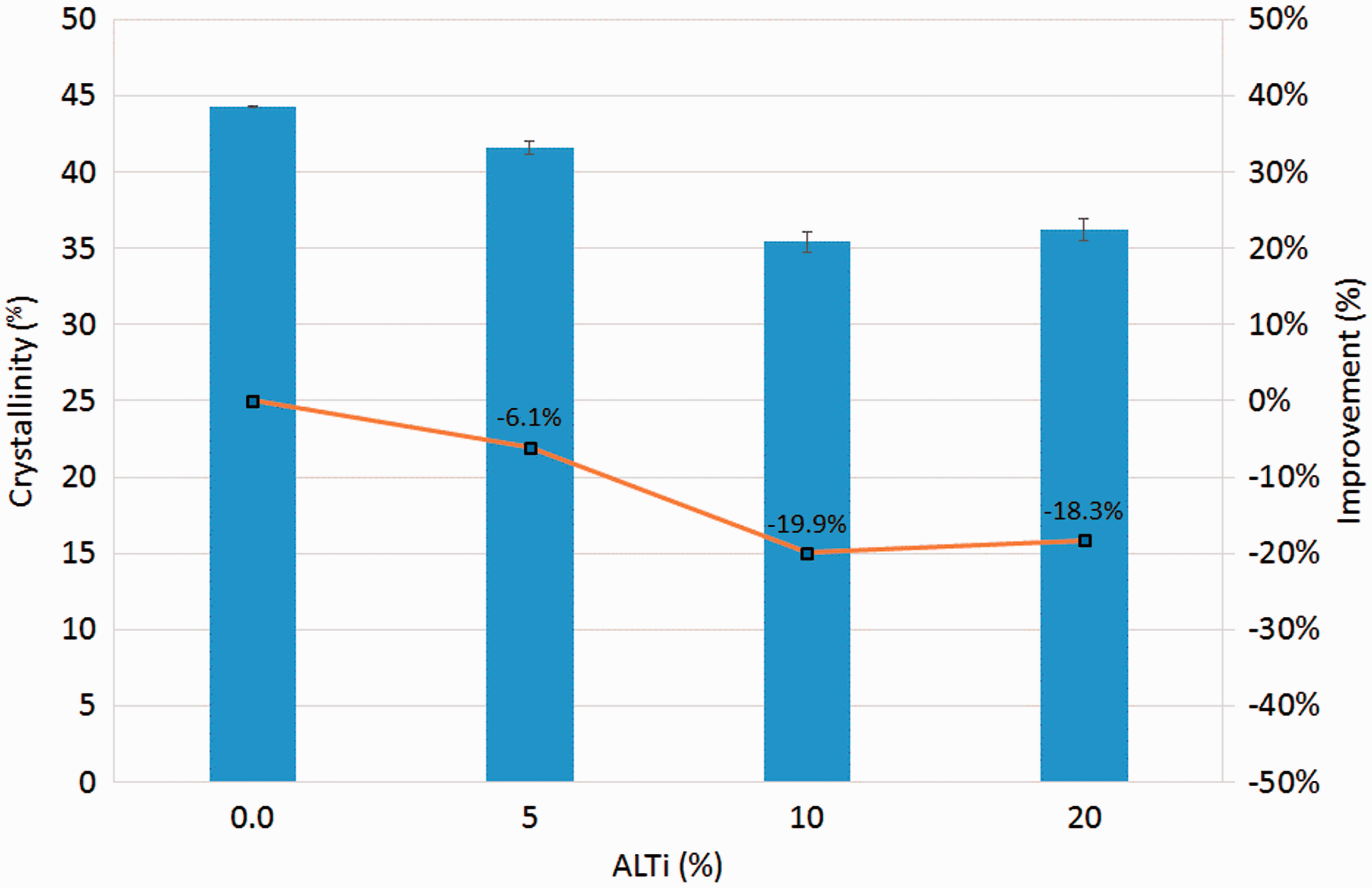

Generally, the inorganic fillers have two inconsistent influences on the crystallization of the semicrystalline polymers. On the one hand, they act as heterogeneous nucleating agents to facilitate the crystallization of polymers; on the other hand, they hinder the motion of polymer chain segments to retard the crystallization of polymers. 44 As known, semicrystalline polymers always have two phase structure, i.e. crystalline and amorphous phases. Normally, the strength of the former is higher than that of the latter. Consequently, for a given polymer (neat PA6), it is evident that higher degree of crystallinity often implies stronger mechanical properties. Moreover, the mechanical properties of semicrystalline polymer matrix composites also depend on the dispersion of fillers and the interfacial adhesion between the fillers and the polymer matrix. On the one hand, a stronger interfacial adhesion will hinder polymer crystallization during processing, which results in a lower degree of crystallinity of polymer matrix and decreases the mechanical properties of polymer matrix. On the other hand, a stronger interfacial adhesion also ensures the efficient load transfer from polymer matrix to the fillers, which leads to high mechanical properties of composites. Therefore, the mechanical properties of the semicrystalline polymer matrix composites would be determined by the two competitive aspects. In a word, in this work, the effect of interfacial adhesion on the mechanical properties of PA6/ALTi composites is more powerful than that of the degree of crystallinity as will be shown below.
Flexural properties
All specimens with different loadings of ALTi did not fail immediately after the flexural stress reached the maximum value; however, the stress–strain curves showed considerable non-linearity before reaching the maximum stress (Figure 9).
Crystallinity of PA6/ ALTi composites.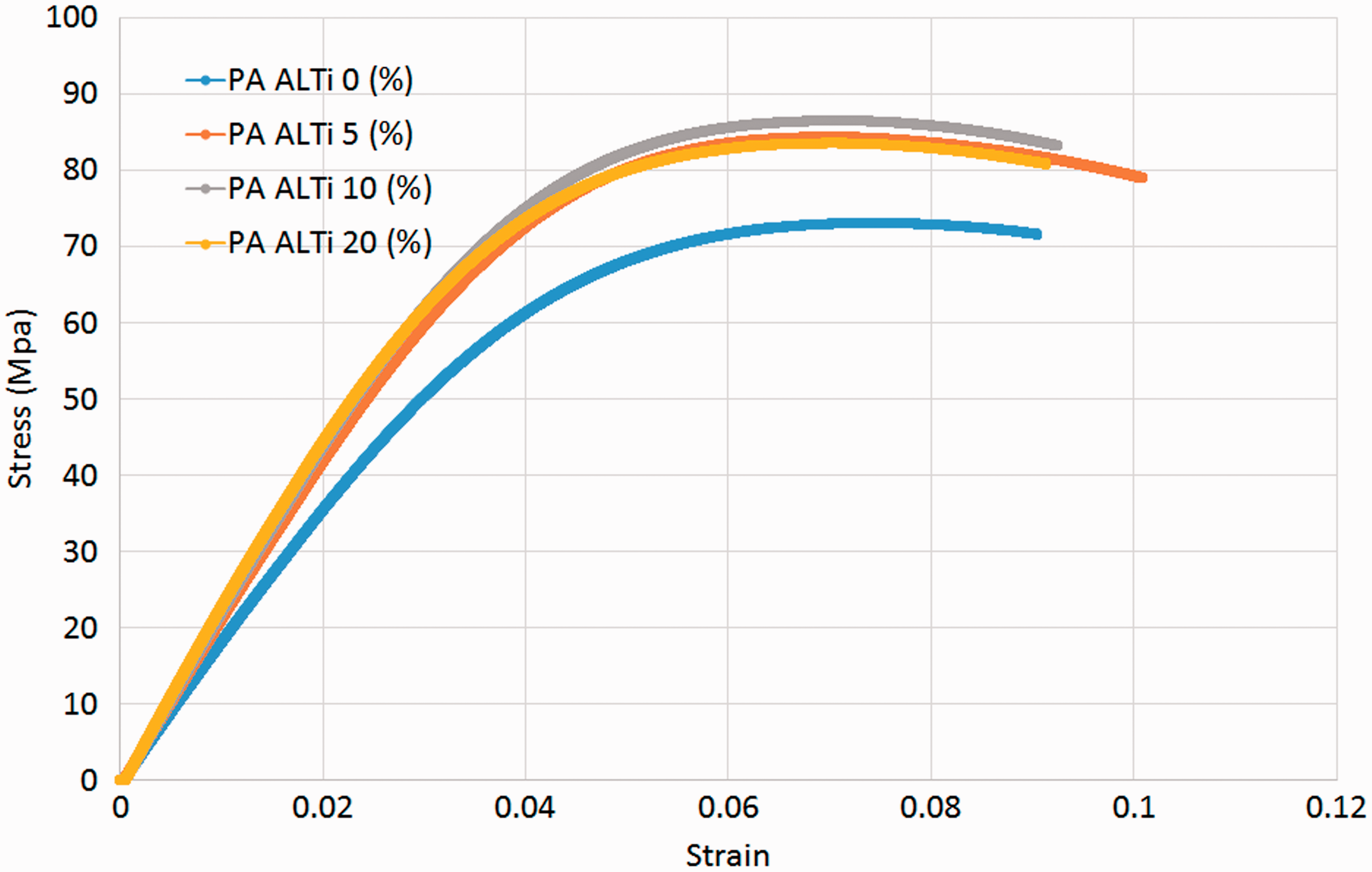
Figure 10(a) and (b) shows the variation of modulus and strength with ALTi contents. It is observed that the strength and modulus of the composites were increased continuously with increasing ALTi contents. Improvements of about 18% and 28% in strength and modulus with 10 wt% and 20 wt%, respectively, were observed in comparison to neat PA samples.
Typical flexural stress–strain curves for PA-ALTi composites.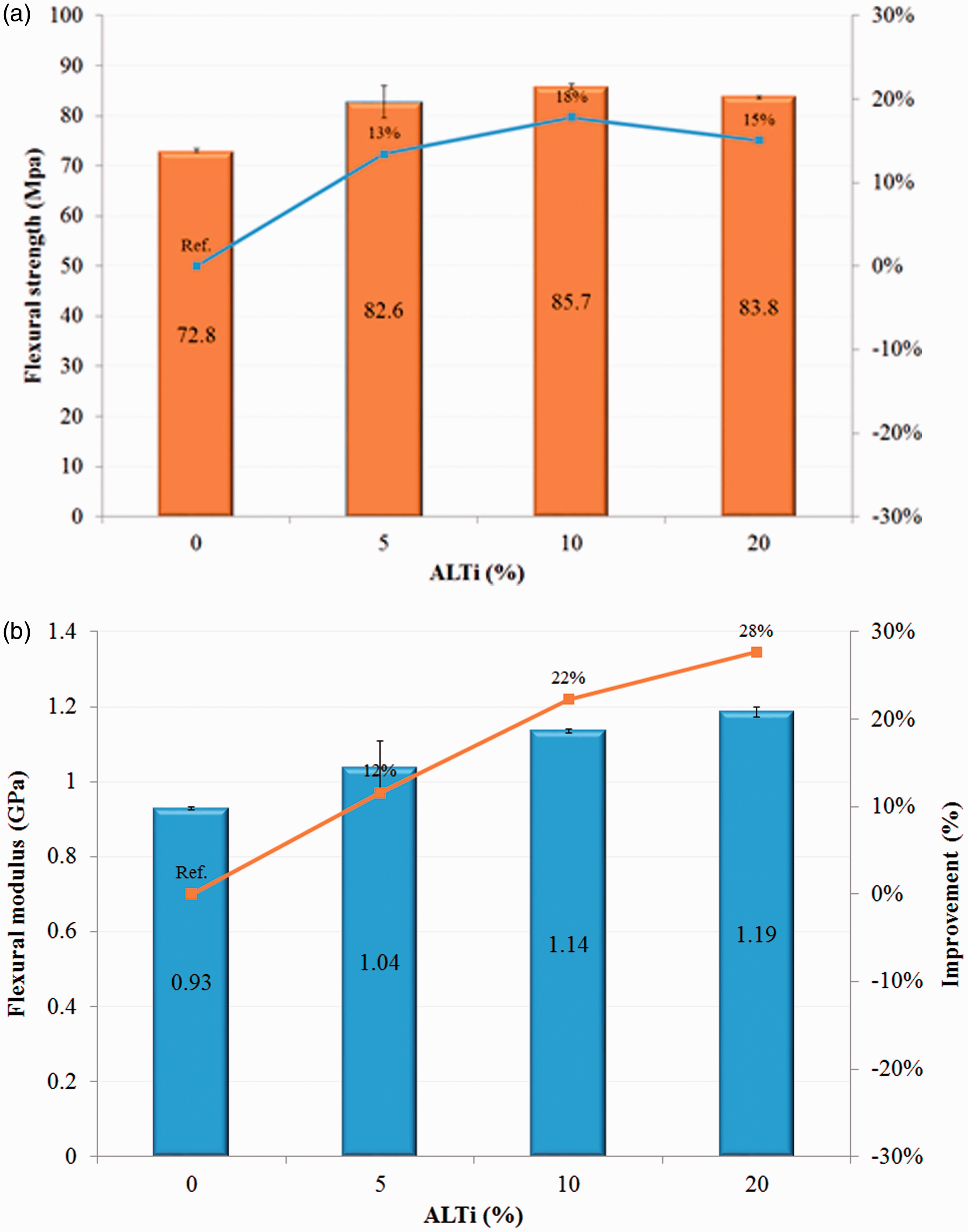
Some important characteristics of composites have to be considered in order to explain this improvement. The quality of the interface in composites, i.e. the static adhesion strength as well as the interfacial stiffness, usually plays a very important role in the materials’ capability to transfer stresses and elastic deformation from the matrix to the fillers. 45 This is especially true for nanocomposites, because they impart a high portion of interface. If filler matrix interaction is poor, the fillers are unable to carry any part of the external load. In that case, the strength of the composite cannot be higher than that of the neat polymer matrix. If the bonding between fillers and matrix is instead strong enough, the yield strength of a filled composite can be higher than that of the matrix polymer. 46 In the same way, a high interfacial stiffness corresponds to a high composite modulus. Hence, the increase in stiffness with increasing loadings of ALTi particles reveals that stresses are efficiently transferred via the interface.
Impact properties
The impact strength of a composite is influenced by many factors, including the toughness properties of the reinforcement, the nature of interfacial region, and frictional work involved in pulling out the filler from matrix. The nature of the interface region is of extreme importance in determining the toughness of the composites. The notched Charpy impact strength of PA6 composites is presented in Figure 11. It was observed from diagram that the notched Charpy impact strength of 5 and 10 wt% ALTi composites found to be 21% and 19% higher, respectively, than neat composites. This is contrary to the effect of some other nanofillers such as clay and some CNTs. Fornes and Paul
47
who studied the impact strength of several nylon–clay nanocomposites showed that the nylon with the greatest impact strength had the largest decrease due to clay addition. Roberto Scaffaro et al.
48
who studied the impact strength of several nylon/pristine-CNT nanocomposites showed that the impact strength was decreased at 1 wt% multiwalled carbon nanotube (MWCNT). However, a further increase in ALTi content up to 20 wt% resulted in a considerable lowering of impact strength by about 13%. This is assumed to be a consequence of the inability to homogeneously disperse the particles at or above 15 wt%, leading to the creation of large defects.
Flexural properties of PA6/ALTi composites (a) flexural strength and (b) flexural modulus.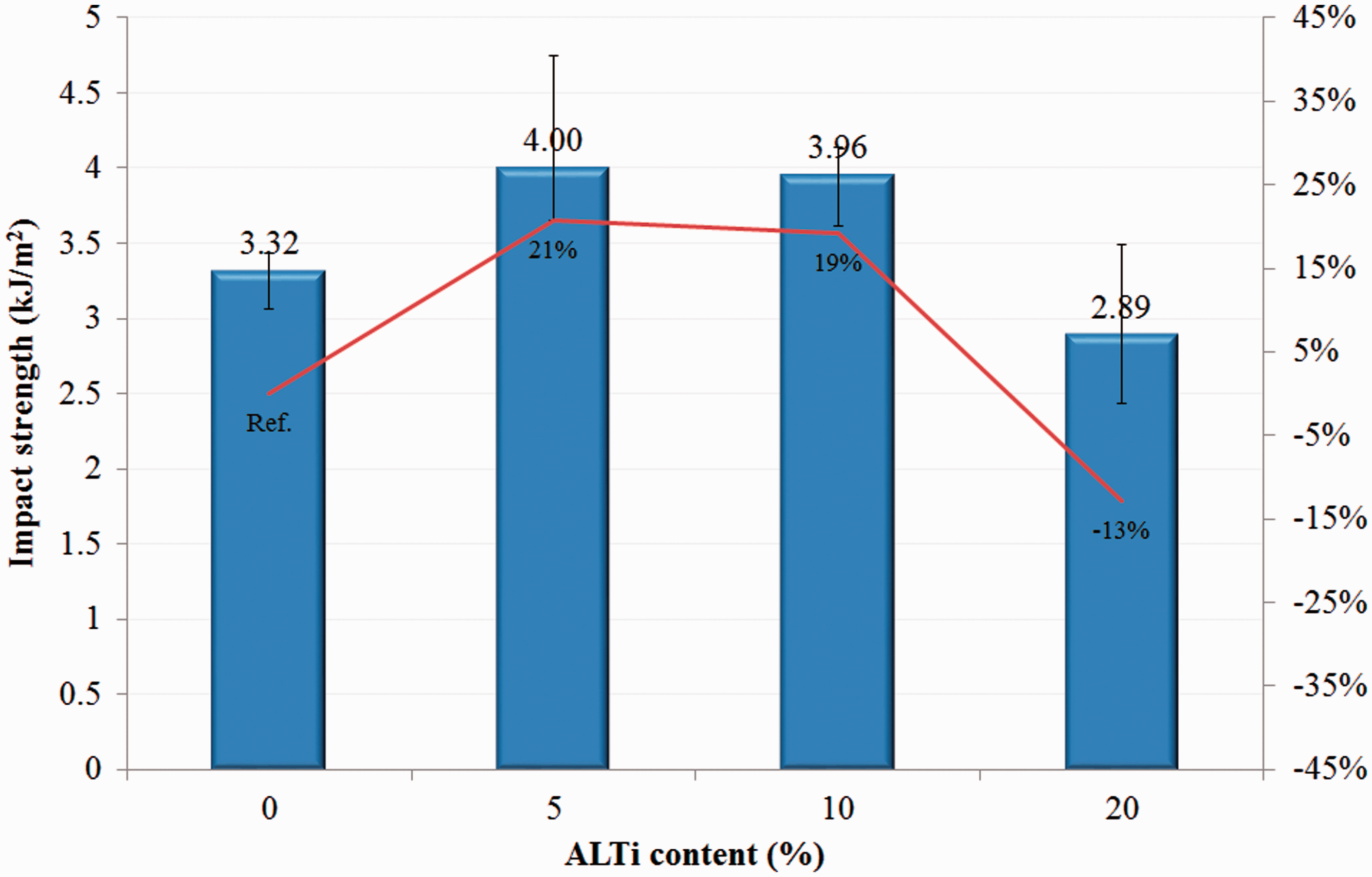
Visual examinations on the fracture surfaces of filled PA by SEM methods can often reflect detailed information on the cause and location of failure. Apparently, the fracture surface contains two distinct zones as shown in Figure 12, the first zone can be defined as initiation zone (zone 1) and the second one is the crack propagation zone (zone 2) (Figure 12(a)); the crack propagates from up to down. Zone 1 (fracture initiation zone) is a small zone compared to zone 2 (crack propagation zone). The fracture initiation zone 1 has a craze-like brittle appearance. The breakdown of the craze initiation zone leads to the crack propagation region (zone 2). Zone 2 is a zone associated with crack propagation, and can be further classified into four zones: (a) less brittle-like zone or initial propagation zone (2A), (b) prominent stick-slip zone (2B), (c) slow shear rate zone (2C), and (d) rapid shear rate zone (2D). Zone 2A is the extended region of fracture initiation, characteristic of slower crack growth and less brittle appearance than zone 1 (Figure 12(a)). In neat PA6, the rapid breakdown of the initiation zone does not provide adequate time for the material ahead of the initiation zone to respond, resulting in brittle-like fracture surface (zone 2A). However, with addition with addition ALTi, the high toughness of the sub-microcomposites results in slower breakdown of the initiation zones and is characterized by initial propagation zones (2A), which have macroscopically rougher surfaces (zone 2A in Figure 12(b) to (d)) than neat PA6 (Figure 12(a)). The increased surface roughness implies that the path of the crack tip is distorted because of the sub-microparticles, making crack propagation more difficult. The rate of crack propagation slows down with existence of river markings which became deeper at 10 wt% ALTi. It appears that the increasing number of river markings roughly corresponds to the well-dispersed particles, which forced the cracks to propagate bypassing the particles and taking a long path. This resulted in dissipation of more energy through the well-known pinning and crack tip bifurcation mechanisms which clearly shown in Figure 12(c) by pining the stop–go crack front. An interesting characteristic feature of the fracture surface of neat PA6 is small zone (2B) that occurs as a thin curved band with a defined boundary on the macroscopic fracture surface (Figure 12(a)). This feature represents stop–go crack front which expected that the stop–go process is accompanied by stress relaxation. With the addition 10 wt% ALTi, that feature becomes more interesting in which the defined boundary (zone 2B) becomes deeper indicating that higher energy was required to further crack growth. Subsequently, re-initiation of crack occurs along this crack front such that crack growth is accompanied by a series of fine river line steps that can be seen in the vicinity of stop–go boundary in the higher magnification Figure 12(f) to (j). With progress in stick-slip or stop–go propagation, a new crack zone (zone 2C) is initiated that grows unstably, until the strain energy release rate is sufficient for further crack growth. This can be seen further in the fracture surface morphology in zone 2C. These stop–go crack fronts are analogous to the periodic parabolic cracks observed during scratch deformation of polymeric materials.
49
Stick-slip or stop–go propagation, associated with the dynamic crack propagation effects, occurs when the speed of the crack is below the critical value – the crack stops or arrests (sticks). When the stress increases or builds up again, the crack re-initiates and propagates (slips). During the stick-slip stage, local deformation occurs around the stopped crack involving some stable growth.
Impact strength of PA6/ALTi sub-microcomposites.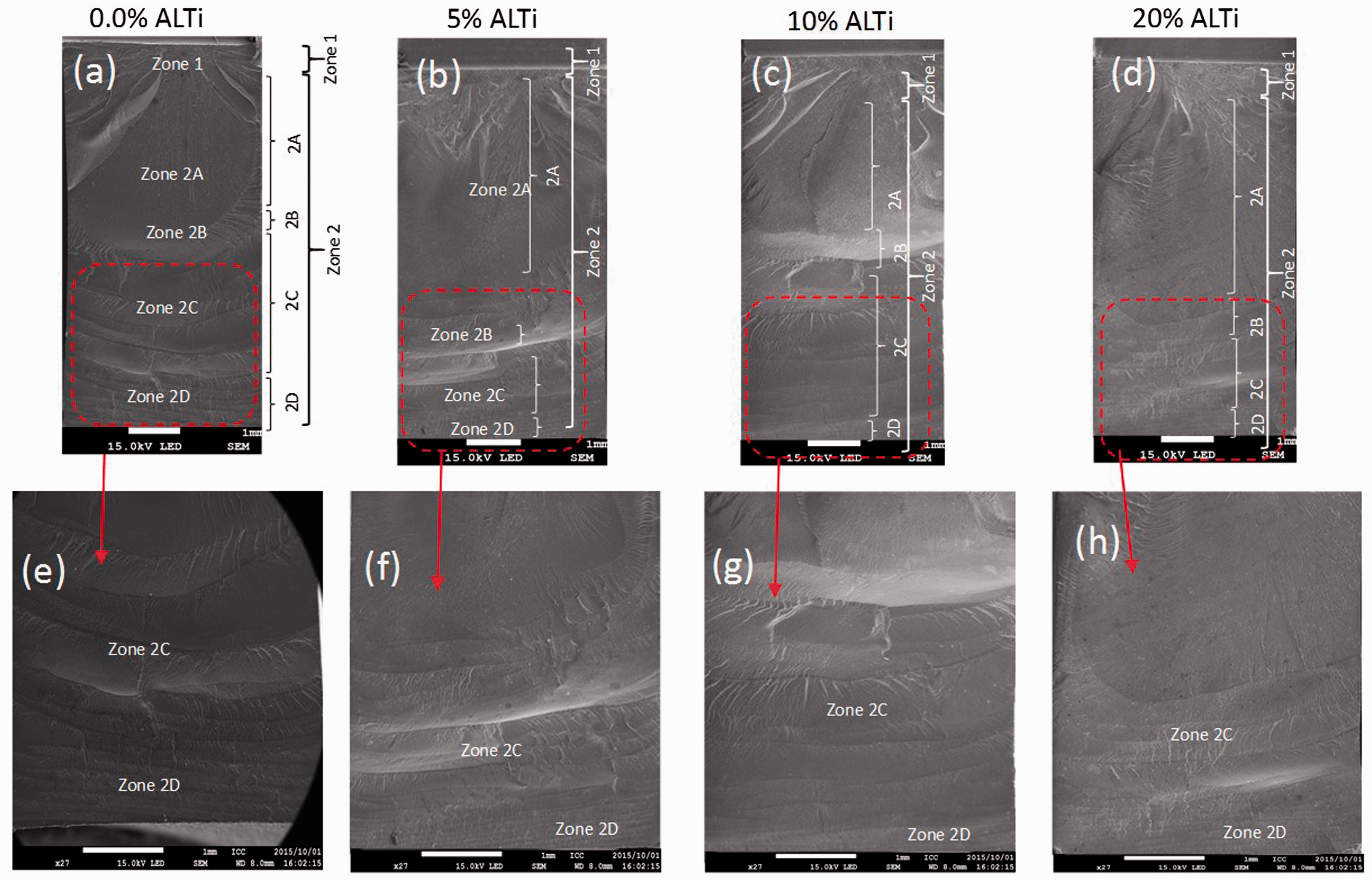
This micro-rough structure could be ascribed to matrix shear yielding between the sub-microparticles. Generally, a much rougher fracture surface is seen with increasing the concentration of ALTi into the PA matrix up to 10 wt%. The zone 2D is a rapid crack-growth zone with terraced or chevron features that terminate when fracture occurs. This feature microscopically dominated in zones 2C and 2D suggesting that the primary mechanism of deformation is similar in two zones even though the zones are preceded by the stop–go process. It worth to point out that zone 2D has become smaller with addition ALTi, which reveals a slow crack characterized by large rough areas. It worth to point out that zone 2B is disappeared with 20 wt% ALTi, which reveals a brittle behavior characterized by large smooth areas.
HDT of nanocomposites
HDT is the temperature at which a polymer sample deforms under a specified load. This property is applied in many aspects of product design, engineering, and manufacture of products. The incorporation of hard nanofillers such as clays or CNTs
50
into thermoplastic matrices has been reported to enhance the HDT by increasing Tg, raising the crystallinity and/or reinforcing. Bao and Tjong
51
showed that HDT was improved by about 16% when thy incorporated 1 wt% CNT into polypropylene matrix. Other reports showed that incorporation of high content of treated and untreated CNT (up to 7%) into thermoplastics systems can improve the HDT by about 10% and 7%, respectively.
52
As mentioned above, the HDT of a polymer, as defined by ASTM D648, can be approximated from DMA results. In the ASTM method for HDT measurement, a bar specimen with a rectangular cross-section is tested as a beam simply supported at both ends, with the load placed at its center. The load provides a maximum fiber stress of 0.45 or 1.82 MPa. Temperature is increased at 2℃/min, and the point at which the strain of the bar specimen reaches 0.2 is recorded as the HDT (ASTM D648). If one draws a horizontal line at 0.2 strain axis, the intersection with the strain curve will correspond to the HDT, read directly from the x-axis (Figure 13). HDT values deduced in this way at 1.82 MPa as one of stress levels specified by ASTM for nanocomposites. At 5, 10 wt% ALTi, HDT has increased by about 16% from 49 to 57℃ as shown in Figure 13(a).
Scanning electron micrographs of the fracture surface of PA6 sub-microcomposites; (a) and (e) neat PA6, (b) and (f) 5, (c) and (g) 10, (d) and (h) 20 wt% ALTi); showing initiation (zone 1: craze-like zone) and different propagation zones (zone 2A: less brittle-like zone; zone 2B: prominent stick-slip zone, zone 2C: slow shear rate zone, and zone 2D: rapid shear rate zone) at different magnifications.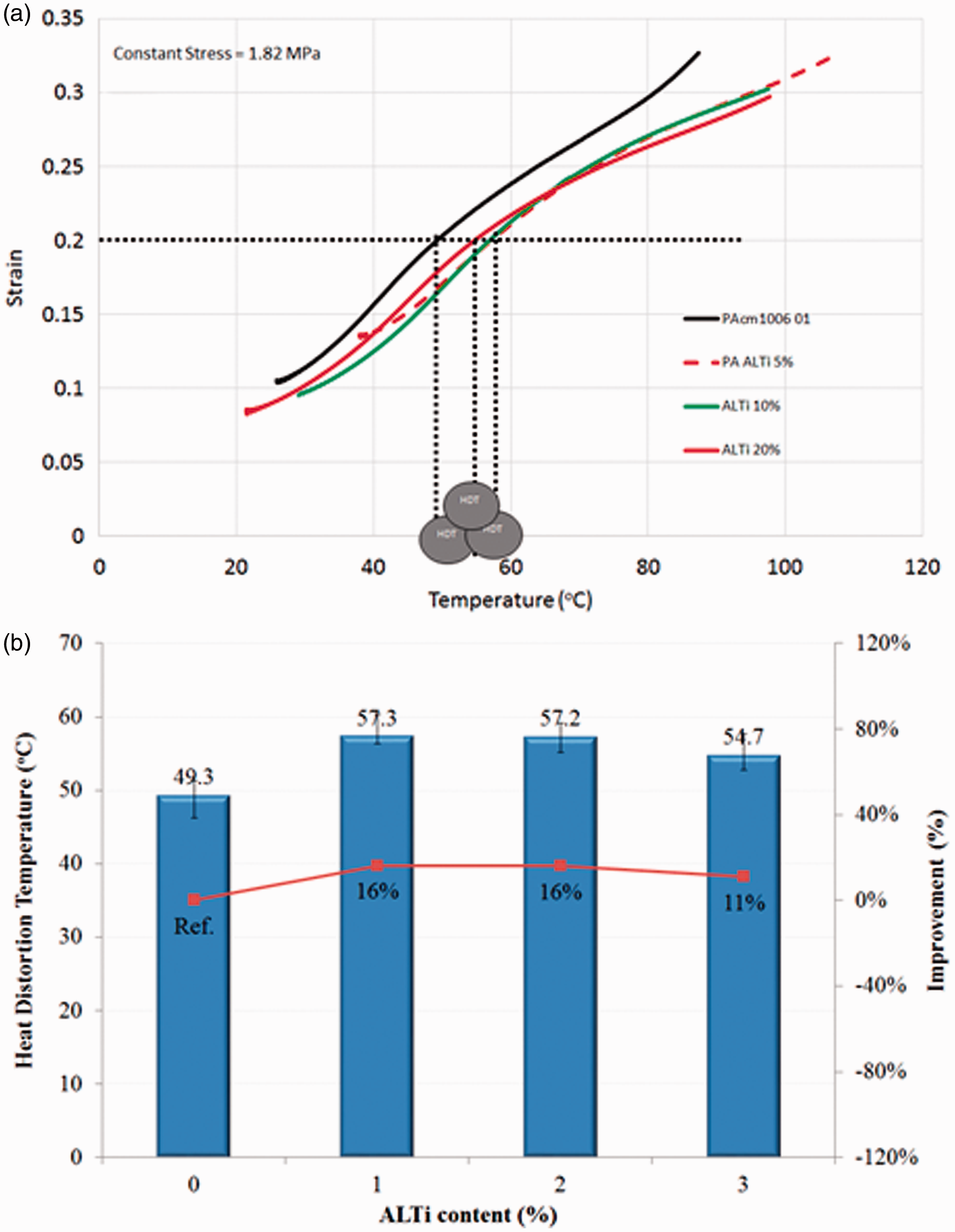
Since PA6 is semicrystalline polymer, some level of stiffness can be maintained beyond Tg and up to Tm. 53 Improvement in HDT of polymer matrix in the presence of ALTi particles depends on a number of factors. Interfacial interaction between particles and polymer is one of the critical factors that can dictate the composite properties. Particles−polymer interaction depends on the interfacial area between the polymer and the ALTi. 52 As the surface area of ALTi increases due to the well dispersion of particles in the matrix, the available interfacial area between the polymer and particle also increases which may result in better polymer−ALTi interaction. Due to the powerful interaction between PA molecules and ALTi, the ALTi can easily adsorb the PA molecules segments, and some PA molecules are immobilized. These immobilized molecules of PA result in improving composite properties. It has been repeatedly shown that fillers typically increase the HDT of semicrystalline polymers much more effectively than for amorphous polymers. 53 However, with further increase of ALTi, the properties start to decrease. The decreased properties of those composites are possibly due to the excessive ALTi particles that were not well dispersed in the polymer.
Water uptake
The water absorption of nanocomposites made with different particles loadings was tested at 23℃. Figure 14(a) shows the water uptake profiles of the composites. All curves exhibit a similar trend, and they have good agreement with Fick’s Law. However, at the initial stage, the water uptake of all composite systems is linearly proportional to the square root of time. After exposure for 4000 h, the change in weight of all specimens was very little. Their maximum water uptakes are also shown in Figure 14(b). The maximum water absorptions of the composites (Mt) decrease with increasing ALTi loading for all composites. As can be seen, the highest water absorption is observed for neat PA6 at all periods followed by 5 wt% ALTi composites. Among various filler loadings, 20 wt% caused the least water absorption in the composites at all periods which could be attributed to the non-polarity of ALTi particles.
(a) Dynamic mechanical data for PA6/ALTi nanocomposite at 1.82 MPa and (b) heat distortion temperature of PA6/ALTi composites.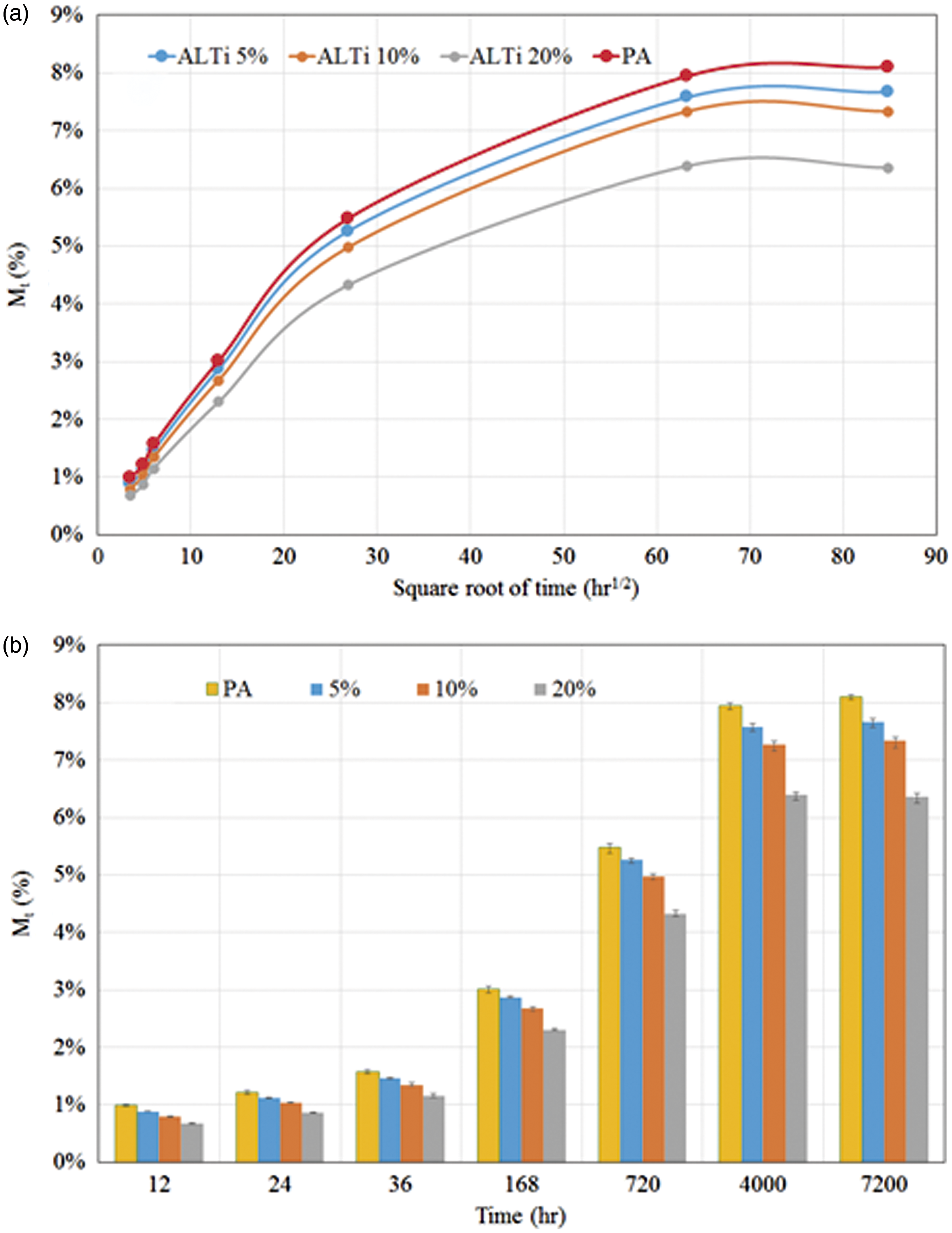
Conclusion
Novel multifunctional PA6/ALTi composites were prepared simply by directly mixing ALTi with PA6 in the molten state. Different weight percentages of ALTi (5, 10 and 20 wt%) were dispersed in PA6. A detailed study of the morphological observation by SEM was used to correlate the microstructures to the mechanical properties. Major findings from this study are highlighted as following:
SEM images showed homogeneous dispersion of ALTi in the PA6 matrix without any aggregation. Flexural test shows that, compared with neat PA6, the flexural modulus of the composite is improved by about 28% with incorporating 20 wt% ALTi, and flexural strength improved by about 18% with 10 wt% ALTi. Thermal behavior of MWNTs/PA6 composites is observed and discussed by HDT; that is, HDT has been increased by about 16% with 10 wt% ALTi. Impact strength was improved by about 19% with 10 wt% ALTi. A detailed study of the morphological observation showed that the microstructure of the impacted samples was greatly related to the impact properties. The maximum water absorptions of the composites decrease with increasing ALTi loading for all composites. These results can be further optimized by enhancing the adhesion at the ALTi-PA6 interface, and by improving the dispersion and orientation of the particles by selecting appropriate processing methods. Overall, 10 wt% ALTi particles have demonstrated an exciting new ability to simultaneously improve multiple physical, thermal and mechanical properties of polymer composites making ALTi a multifunctional reinforcement. However, with further increase of ALTi, the properties start to decrease which are possibly due to the excessive ALTi particles that were not well dispersed in the polymer.
Footnotes
Acknowledgements
The authors are most grateful to Mr. Wataru Okumura and Mr. Hisai Ueda for their help in Industrial Research Institute of Ishikawa (IRII) for their technical support in producing the masterbatch. Also, the authors are grateful to Mr. Katsuhiko Nunotani, Mr. Takehiro Shirai, Mr. Kimihiko Uemura, and Mr. Yoshihiro Saito in ICC for their valuable help and advices.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is a part of the Ishikawa Carbon Fiber Cluster (ICFC) project, and Center of Innovation (COI) project supported by Regional Innovation Strategy Support Program (The Ministry of Education, Culture, Sports, Science and Technology (MEXT)).